JP3616784B2 - 変性ポリテトラフルオロエチレンファインパウダーの製造方法 - Google Patents
変性ポリテトラフルオロエチレンファインパウダーの製造方法 Download PDFInfo
- Publication number
- JP3616784B2 JP3616784B2 JP24467895A JP24467895A JP3616784B2 JP 3616784 B2 JP3616784 B2 JP 3616784B2 JP 24467895 A JP24467895 A JP 24467895A JP 24467895 A JP24467895 A JP 24467895A JP 3616784 B2 JP3616784 B2 JP 3616784B2
- Authority
- JP
- Japan
- Prior art keywords
- amount
- weight
- tetrafluoroethylene
- reaction
- reacted
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F214/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen
- C08F214/18—Monomers containing fluorine
- C08F214/26—Tetrafluoroethene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/022—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the choice of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C67/00—Shaping techniques not covered by groups B29C39/00 - B29C65/00, B29C70/00 or B29C73/00
- B29C67/02—Moulding by agglomerating
- B29C67/06—Coagulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/06—Rod-shaped
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/09—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2027/00—Use of polyvinylhalogenides or derivatives thereof as moulding material
- B29K2027/12—Use of polyvinylhalogenides or derivatives thereof as moulding material containing fluorine
- B29K2027/18—PTFE, i.e. polytetrafluoroethylene, e.g. ePTFE, i.e. expanded polytetrafluoroethylene
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Addition Polymer Or Copolymer, Post-Treatments, Or Chemical Modifications (AREA)
- Polymerisation Methods In General (AREA)
Description
【産業上の利用分野】
本発明はペースト押出成形において、押出圧力が低く、比較的高い絞り比(以下RRという)でも押出が可能で、且つ熱安定性に優れたポリテトラフルオロエチレン(以下PTFEという)ファインパウダーの製造方法に関する。
【0002】
【従来の技術】
PTFEホモポリマーに少量のコモノマーを組み入れることによって、溶融成形はできないがフイブリル化できるPTFEポリマーを、ペースト押出に有利に改変できることが知られている。こうして得られるポリマーは変性PTFEと呼ばれ、溶融成形が可能なテトラフルオロエチレン(以下TFEという)共重合体と区別される。
【0003】
ペースト押出成形はその生産性の向上を目的として、より高いRRで行われる傾向にある。RRとは押出機のダイの出口における断面積(S1)に対する押出粉末が充填されているシリンダーの断面積(S2)の比率(S2/S1)で表される。従って、より高いRRで押出が可能で且つ押出した成形品の外観がきれいで強度が優れているポリマーが望まれている。一般にRRが高くなるにつれて、押出圧力が高くなると共に、押し出された成形品も蛇行したり、表面が荒れてきてクラックを生じたり、さらには切断が起こり正常な成形品が得られなくなる。これについては以下の理由が考えられる。PTFEが押し出される際、PTFEの一次粒子は剪断力を受けフィブリル化を生じる。それと同時に一次粒子の押出方向への配向が起こり、粒子間で摩擦力が生じる。このフィブリル化や摩擦力が押出圧力として表われている。したがって、押出圧力はフィブリル化や摩擦力の度合いに支配されることになる。また高RR下ではこれらがより促進され、高い押出圧力を生じ、成形品に不良を招くことになる。このような高いRRにおける押出成形性を改善するために、これまで様々な技術が提案されてきた。
【0004】
特公昭37−4643号公報に記載されたPTFEの重合方法は、所定量のテトラフルオロエチレンの70%が消費される前に変性剤を重合反応系に添加するものである。変性剤としては、ヘキサフルオロプロピレン(以下HFPという)を代表とするパーフルオロアルキルトリフルオロエチレンやメタノールを代表する連鎖移動剤などが挙げられる。PTFEに変性剤を添加することにより、ポリマーの結晶化度を低下させ、フィブリル化を抑制する。したがって、PTFEへの変性剤の添加は過度の押出圧力の上昇を抑え、成形品の不良を緩和する働きがある。
【0005】
前記特公昭37−4643号公報と同様な目的で、アメリカ特許第4,792,594号明細書に記載の方法が提案されている。これは変性剤としてパーフルオロブチルエチレン(以下PFBEという)を挙げている。また、特公昭56−26242号公報には、反応の70〜85%の時点で反応系にクロロトリフルオロエチレン(以下CTFEという)を添加し、CTFEにより一次粒子のより表面に近いシエルの変性を行うことによって、低い押出圧力を示し高RRでの押出性が良好なファインパウダーが得られることが記されている。
【0006】
特公昭37−4643号公報やアメリカ特許第4,792,594号明細書に記載した方法などにより、PTFEファインパウダーのペースト押出成形性は改善されたが、更に生産性を向上するためにより高いRRで成形できるPTFEファインパウダーが望まれている。特公昭56−26242号公報に記載のファインパウダーは前記の2つの方法によるファインパウダーに比べて高RRでの押出性は優れているが、熱劣化指数(以下TDIという)が高いことから耐熱性に劣ると言う懸念がある。TDIは焼成時間を変えて成形した成形品の密度の差から求めた指数であり、数字が大きい程密度の変化が大きいことを表わしている。つまり熱によりポリマー分子鎖の切断が起こり、低分子量化が進んでいることを意味する。
【0007】
高RR押出用のファインパウダーは電線被覆や細いチューブに形成され、自動車、航空機、精密機械などの品質要求の厳しい分野で使用される傾向にある。特に自動車のエンジン周辺で使用されるケースが増加し、ここで使用される電線やチューブの耐熱性に関する要求は非常に厳しくなってきている。したがって、これらの分野では耐熱性に優れたファインパウダーが望まれている。たとえば、特公昭56−26242号公報記載のCTFE変性ファインパウダーは30〜50のTDIを示した。一方特公昭37−4643号公報やアメリカ特許第4,792,594号明細書に記載の変性ファインパウダーは0〜20のTDIを示している。
【0008】
【発明が解決しようとする課題】
以上の問題点に鑑み、高RRでの押出性を高め、且つ熱安定性に優れたPTFEファインパウダーの製造方法を提供することが、本発明の主目的である。
【0009】
【課題を解決するための手段】
本発明に関わる一次粒子の平均粒径が0.1〜0.5μ、一次粒子の球形度が1.5以下、熱劣化11指数が20以下である変性ポリテトラフルオロエチレンファインパウダーの製造方法は、水性媒体中で含フッ素分散剤の存在下、10〜90℃の温度において平均圧力6〜30kg/cm2 Gでテトラフルオロエチレンの重合を行うに際し、反応初期にパーフルオロブチルエチレンを反応系に仕込みテトラフルオロエチレンと共に重合反応を開始し、反応すべきテトラフルオロエチレンの少なくとも75%が消費された後反応系にヘキサフルオロプロピレンを仕込み、反応すべきテトラフルオロエチレンがすべて消費されるまで重合を行うことにより得られる変性ポリテトラフルオロエチレンの一次粒子を凝析、乾燥することよりなり、パーフルオロブチルエチレンの仕込み量及びヘキサフルオロプロピレンの仕込み量を調節することにより、反応したテトラフルオロエチレンに対し0.01〜0.07重量%のパーフルオロブチルエチレン及び0.01〜0.05重量%のヘキサフルオロプロピレンを含有させ、且つパーフルオロブチルエチレンとヘキサフルオロプロピレンの合計量を0.03〜0.08重量%とすることを特徴とする。即ち本発明方法により得られる変性ポリテトラフルオロエチレンの一次粒子は、PFBE変性PTFEよりなるコアに、HFP変性PTFEよりなるシェルを有するものである。
【0010】
本発明の製造方法は基本的にはベイリーの米国特許2,559,752に記載されている方法であって、より具体的には水、反応開始剤及び分散剤からなる水性媒質中においてTFEと変性剤を重合させる方法である。反応開始剤としては過酸化コハク酸(以下DSPという)などの水溶性有機過酸化物や過硫酸アンモニウム(以下APSという)、過硫酸カリウムなどの過硫酸塩が、分散剤としてはパーフルオロオクタン酸アンモニウムやパーフルオロノナン酸アンモニウム等のフッ素系の分散剤が使用され、反応開始剤は単独又は混合して用いられる。
【0011】
一次粒子径の調整は分散剤の濃度を変えることによって行われる。重合はTFE自体のガス加圧によって6〜30kg/cm2 Gの範囲の圧力に保ちながら反応を進行させる。通常、反応中は一定圧力に保たれる。圧力が低過ぎると反応速度が遅くなり、圧力が高すぎると反応速度が速くなりすぎて、温度をコントロールすることが難しい。重合温度は10〜90℃で行われる。温度が低すぎると反応が進まず、高すぎると一次粒子径の過度な増大などの不具合を生じる。
【0012】
本発明で使用する変性剤の一つであるPFBEは、必要量を一括して反応系に仕込む方法であっても、間欠的に仕込む方法であっても、連続的に仕込む方法であっても良いが、いずれの方法を採用するにしても反応初期に仕込むことが重要である。特に反応の開始前に一括して仕込む方法は工程を簡素化できることから望ましい。またPFBEは反応速度、一次粒子径及びHFPの反応性に影響を与えるため、PFBEの仕込量は反応すべきTFEの重量に対し0.01重量%以上で且つ0.1重量%を越えないことが必要である。この時のPFBEの含有量は反応したTFEの重量に対し0.01〜0.07重量%となるが、好ましくは0.02〜0.07重量%が望ましい。PFBEの仕込量が多すぎると反応速度が遅くなり、時には反応が進まなくなる。そして一次粒子径は小さくなる。更にシエルの重合においてコアの重合において消費し切れなかった残存PFBEがHFPの反応性を低下させ、適量のHFPを含有したシエルの重合が難しくなる。HFPはコア形成に必要なTFE量が消費された時点で反応系に導入する。つまり反応すべきTFEの少なくとも75%が消費された時点でHFPを導入する。この場合コアの重合が終了した時点でTFEの供給と撹拌を止め、系内の残モノマーを放出して系内の圧力をHFPの蒸気圧より下げてHFPを系内に導入する方法と、TFEの供給と撹拌を止めずにHFPを系内導入する方法がある。HFPの含有量は押出性に与える影響が大きいので、その仕込量は反応すべきTFEの重量に対し0.05〜0.75重量%の範囲が望ましい。この時のHFPの含有量は反応したTFEの重量に対し0.01〜0.05重量%となる。
【0013】
反応はポリマー濃度が20〜50重量%になった時点でTFEの供給を止め、撹拌を停止し、系外に残モノマーを放出して終了させる。その後ポリマーの水性分散体(以下ディスパージョンという)をオートクレーブから取り出し、凝析と乾燥を行う。凝析はディスパージョンを水で10〜25重量%のポリマー濃度になるように希釈し、場合によってはpHを中性またはアルカリ性に調整した後、攪拌機で激しく攪拌して行う。乾燥は凝析で得られた粉末を熱風などの手段を用いて行う。乾燥温度は100〜200℃が好ましい。乾燥温度が高いと押出圧力が高くなるので、常に一定の温度で乾燥できる方法が望ましい。
【0014】
以上の本発明の製造方法により得られる変性PTFEファインパウダーは、本発明の目的である高RRでの優れた押出性と優れた熱安定性が達成される。さらに、純粋なPTFEの機械的強度を維持しながら、純粋なPTFEよりも透明性が優れ、かつ収縮率を小さくできることから寸法安定性に優れ、高RRでの押出性が優れ、かつ純粋なPTFEと変わらない高い熱安定性を維持することができる。PFBEの含有量が少なすぎると透明性や寸法安定性が悪くなり、多すぎると熱安定性が悪くなる。HFPの含有量が少なすぎると押出時に過度のフィブリル化が起こり、高RRでの押出が難しくなる。反対にHFPの含有量が多すぎるとフィブリル化が不足し、良好な成形品が得られなくなる。したがって、反応したTFEの重量に対して0.01〜0.07重量%、望ましくは0.02〜0.07重量%のPFBEを含み、かつ0.01〜0.05重量%のHFPを含むものであることが好ましく、かつPFBEとHFPの合計量を0.03〜0.08重量%にすべきである。コアとシェルの重量比に関しては粒子全体に占めるシェルの割合が大きすぎるとペースト押出圧力は高くなり、高RRでの押出に適しなくなる。一方シェルの割合が小さすぎてもフィブリル化の抑制効果が薄れペースト押出圧力は高くなる。したがって、コア対シェルの重量比が75:25〜95:5のものであることが好ましい。また、熱劣化指数(TDI)が20以下、好ましくは10以下である上記条件を満たすファインパウダーは、優れた熱安定性を示す。
【0015】
押出圧力に影響を与える要因には一次粒子径とその形状がある。一次粒子径に関しては前記した押出時の一次粒子の配向によって生じる粒子間の摩擦面が粒子径によって変化するためと思われる。つまり粒子径が大きい程摩擦面が減少し、押出圧力が低下すると考えられる。しかし、粒子径が大きすぎても、顔料との混合時に不具合を生じたり、助剤との混合時に固まりを生じるので粒子径は0.1〜0.5μ、望ましくは0.15〜0.3μである。また一次粒子の形状がより球状に近くなると、一次粒子が配向する際の摩擦力の低下を促すことになる。したがって一次粒子の球形度は1.5以下であり、より小さい球形度のものが望ましい。
【0016】
上記諸条件を満足した本発明の製造方法により得られる変性PTFEファインパウダーは、RRが2500のペースト押出成形において、紐状押出物(以下ビードという)の外観がビードNo. 6以上であることを満足するものである。なおペースト押出成形の条件及びビードNo. は後に定義されている。
【0017】
本明細書におけるディスパージョンと PTFEファインパウダーの分析方法、及び試験方法を以下に記す。
【0018】
ディスパージョンのポリマー濃度:標準比重計を用い25℃におけるディスパージョンの比重を測定する。この比重の値を下記の式に入れてディスパージョンのポリマー濃度を求める。
S=177.421−177.083/D
S:ディスパージョンのポリマー濃度
D:25℃におけるディスパージョンの比重
【0019】
一次粒子の平均粒径:希薄ディスパージョン中の粒子の単位長さを波長546nmにて透過する入射光の割合から、光散乱理論に基づく関係式によって決定する。ディスパージョンの試料をガーゼで濾過し、その濾液5mlをメスフラスコ中で純水により500mlに希釈する。この希釈液を路長1cmのシリカセルに満たし、波長546nmの吸光度を測定する。0.17〜0.26μの粒径を持つディスパージョンについては以下の式により求められる。
平均粒径(μ)=0.272A/(SG×S/100)+0.065
A :水と比べたときの試料の吸光度
SG:試料の比重
S :試料の固形分%
これらの平均粒径値は、理論的に超遠心分離分析によって確認される重量平均粒径にほぼ等しく、また20,000倍の直径拡大で粒子を電子顕微鏡写真により直接検査測定した値と良く一致する。
【0020】
一次粒子の球形度:ディスパージョンを純水で約500倍に希釈し、それをアルミ箔の上に数滴落す。それを約100℃で乾燥する。乾燥したアルミ箔の表面を走査型電子顕微鏡で観察し、約2万倍の写真を撮影する。写真に写った一次粒子の中から無作為に300個以上を選び、各粒子について最長径a及び最短径bを正確に測定し、以下の式により球形度を求める。
球形度=1/n×Σ(ai /bi ) (i=1,2,3・・・n)
【0021】
標準比重(SSG):乾燥した樹脂粉末12.0gを直径2.85cmの円筒形型中に入れてならし、圧力を次第に増加して30秒後に最終圧力を350kg/cm2 とし、この最終圧力をかけたまま2分間保つ。このようにして得られた予備成形体を30分間380℃の空気炉中で焼成し1分間1℃の割合で294℃まで冷却し、294℃で1分間保持した後炉中から取出し室温で冷却して標準試料とする。23℃の空気中での標準試料の重量対同温度における等容の水の重量の比を標準比重とする。この標準比重は平均分子量の目安となる。一般に標準比重が低い程分子量は大きい。
【0022】
熱劣化指数(TDI):SSG測定用の標準試料と同様な方法で予備成形体を作り、それを5時間380℃で焼成する以外はSSGの標準試料の焼成手順と同様な手順で試料を調製する。この試料の比重をSSGと同様な方法で測定し、これを最大比重(MSG)とし、以下の式によりTDIを求める。
TDI=(MSG−SSG)×1000
【0023】
HFP含有量:乾燥した樹脂粉末のサンプル1.75gを直径2.85cmの円筒形型中に入れアルミ箔の間でならし、30秒間圧力をかけて次第に増加させて最後の圧力が約1470kg/cm2 になるようにし、この最終圧力をかけたまま2分間保ち、測定用の試料を得る。HFP含有量が既知の標準樹脂についても同様な方法で試料を作る。これら試料の赤外線吸収スペクトルを測定し、以下の式によりHFP含有量を求める。
HFP含有量(wt%)=(A1/A2)×(AS2/AS1)×0.126
A1:試料の波長10.18μにおける吸光度
A2:試料の波長10.7μにおける吸光度
AS1:標準試料の10.18μにおける吸光度
AS2:標準試料の10.7μにおける吸光度
【0024】
PFBE含有量:HFP含有量と同様の試料を用いる。この試料の赤外線スペクトルを測定し、以下の式よりPFBE含有量を求める。
PFBE含有量(wt%)=(Sa/Aa)×(As/Ss)×0.03
Sa:試料の波長11.36μ付近の吸光度のピークの面積
Aa:試料の波長10.7μにおける吸光度
Ss:標準試料(PFBE含有量既知)の波長11.36μ付近の吸光度のピークの面積
As:標準試料の波長10.7μにおける吸光度
【0025】
ペースト押出圧力:ポリマー粉末100gと炭化水素潤滑剤(商品名:アイソパーE)20.8g(RR=1600の時)、又は22.3g(RR=2500の時)とをポリエチレンのびん中で混合し、室温(23±2℃)で8時間以上熟成する。次に内径30.9mmのシリンダーに上記混合物を充填し、55kgの荷重をシリンダーに挿入したピストンに加え1分間保持する。このシリンダーから上記混合物を取出し、押出ダイが付いたシリンダー(内径31.7mm)に入れてラムスピード18mm/分で上記混合物を押出し、ひも状物(ビード)を得る。押出後半において圧力が平衡状態になる部分における押出圧力をシリンダー断面積で徐した値として、ペースト押出圧力(kg/cm2 )を求める。 押出圧力が1000kg/cm2 を超える時は押出不能と評価する。使用したダイのオリフィスの直径はRR1600用が0.79mm、RR2500用が0.63mmであった。
【0026】
ビードNo. :上記のペースト押出によって得られた押出物の外観を目視によって観察しランク付けを行う。ランクは0〜10までの数字で表し、10が最もきれいな外観で連続した押出物が得られ蛇行がないものである。以下蛇行の度合いによりランクを決め、数字が小さくなるにしたがって蛇行の度合いが大きくなることを表している。なお連続した押出物が得られない場合は切断と記す。
【0027】
焼成後の押出物の外観:上記のペースト押出によって得られた押出物を熱風式の炉で焼成し(焼成条件は380℃、15分)、室温で冷却後、押出物の表面平滑性を顕微鏡および手触りで観察し、透明性を目視で観察して判定した。判定には◎、〇および×を使い、◎が最も良く×が最も悪いことを示している。
【0028】
次に実施例及び比較例を示し、本発明を更に詳細に説明する。
【0029】
【実施例1】
撹拌翼及び温度調節用ジャケットを備え、内容量が4リットルのステンレス鋼(SUS316)製オートクレーブに、パラフィンワックス60g、脱イオン水1690ml及び分散剤としてパーフルオロオクタン酸アンモニウム0.3gを仕込み、80℃に加温しながら窒素ガスで5回系内を置換して酸素を除いた後真空引きを行い、PFBEを0.4ml添加した。そしてTFEで内圧を26kg/cm2 Gにして撹拌を110rpm、内温を80℃に保つた。次に300mlの水に750mgの過硫酸アンモニウム(APS)を溶かした水溶液10mlと500mlの水に2.5gの過酸化コハク酸(DSP)を溶かした水溶液100mlをポンプで注入した。反応開始5分後に400mlの水に8gのパーフルオロオクタン酸アンモニウムを溶かした溶液150mlをポンプを使って毎分3mlの速度で注入した。反応は初期においてゆっくり進むが、その後加速度的に進行した。しかし反応温度は80℃、撹拌速度は110rpmに一定に保つようにした。TFEはオートクレープの内圧を常に26kg/cm2 Gに保つように連続的に供給した。開始剤を添加してから反応で消費されたTFEが1060gに達した時点でTFEの供給と撹拌を停止した。ここまでがコア重合である。続いて内圧1.5kg/cm2 Gになるまでオートクレーブ内のガスを放出してから内圧が0.3kg/cm2 G上昇するまでHFPを仕込んだ。再び撹拌(110rpm)を開始しTFEで16kg/cm2 Gまで加圧した。温度は80℃に保つた。16kg/cm2 Gに加圧した時点で上に記したAPSの水溶液5mlとDSPの水溶液50mlを注入し、引き続き反応を行った。TFEの消費が80gになった時点でTFEの供給を止め、内圧が10kg/cm2 Gになるまで反応を続け、撹拌を停止した。ここまでがシェル重合である。計算によるとシェル重合で消費したTFEの量は118gになる。オートクレーブ内のガスを常圧まで放出し、真空引きを行い、窒素ガスで常圧に戻した後で内容物を取り出し反応を終了した。得られたディスパージョンの固形分は36.8%であり、一次粒子の平均粒子径は0.21μであった。この反応におけるHFPの注入時期は反応すべきTFEの90%が消費された時点と言うことになる。得られたディスパージョンを水で約15重量%のポリマー濃度に希釈し凝析槽で撹拌して凝析した。ポリマーの水を切り140℃で16時間乾燥した。乾燥後に得られたファインパウダーを用いてポリマー中のPFBE及びHFP含有量を測定したところ、それぞれ0.030重量%及び0.019重量%であった。またポリマーのSSGは2.175であった。
【0030】
【実施例2〜5】
DSPとAPSの量、反応温度、PFBEの量、HFPの添加時期、シェルの重合圧力などを変えた以外は実施例1と同様に反応を行った。これらの反応条件を表1及び表2に示す。
【0031】
【表1】
【表2】
実施例2は反応温度を85℃とし、反応開始剤の添加量を若干変更した。HFPの添加時期は924gのTFEが消費されたところ、つまり反応すべきTFEの80%が消費された時点で行った。この重合では反応すべきTFEが消費されたところでTFEの供給と撹拌を停止した。その他は実施例1と同じである。実施例3は開始剤の添加量を実施例1の添加量の3割に減らした。HFPの添加時期は反応すべきTFEの90%が消費されたところで行った。そして反応すべきTFEが消費されたところでTFEの供給と撹拌を停止した。その他は実施例2と同じである。実施例4はPFBEの添加量を実施例1の2倍に増加し、開始剤添加量を実施例1と同じにした以外は実施例3と同じである。実施例5は実施例1と同じ方法で行い、コア重合の開始剤の添加量についてのみ実施例1の半分にした。表3及び表4に得られたPTFEファインパウダーの物性及び押出性をまとめて示した。
【0034】
【表3】
【表4】
実施例1で得られたファインパウダーを使用して下記の方法で成形した電線被覆の加熱収縮率は、340℃、2時間で0.10%、340℃、20時間で0.50%であり、チューブの引張強度は23℃で848kg/cm2 、370℃で41kg/cm2 を示した。測定方法は下記の通りである。
【0037】
電線被覆試験:変性PTFEファインパウダー1kgとアイソパーE(炭化水素潤滑剤)227gとをペットボトル中で混合し、室温(23±2℃)で8時間以上熟成し、上記混合物をシリンダーに入れ10kg/cm2 の圧力で1分間圧縮し予備成形物を得る。上記予備成形物を用いてペースト押出成形機(ジェニングス社製)により外径1.02mmの芯線(AWG−20/19)に被覆を行い焼成して被覆部の厚みが約0.37mmの電線を得る。被覆後の電線を120mmの長さに切断し、その両端の被覆部をそれぞれ10mm取り除き、芯線を露出させる。これを5本作り、それぞれについて残った被覆部の長さ(L1 )を正確に測定する。これらを340℃で2時間加熱し、その後室温で冷却する。冷却後の被覆部の長さ(L2 )を正確に測定する。これらを再び340℃で18時間加熱し、冷却後に同様に被覆部の長さ(L3 )を測定する。以下の式により電線被覆部の収縮率を求める。1試料につき5本の測定を行い、その平均値を出す。
加熱収縮率(340℃、2時間)=(L1 −L2 )/L1 ×100
加熱収縮率(340℃、20時間)=(L1 −L3 )/L1 ×100
【0038】
チューブの引張強度:電線被覆試験と同様にして得られる予備成形物を用いてペースト押出機により外径約2.2mm、内径約1.9mmのチューブを成形し焼成してスパゲティチューブを得る。上記チューブを約100mmの長さに切断する。それを引張試験機のクランプに固定し(クランプ間の距離は20mm)、そのまま370℃の炉に入れ10分間保持する。保持後炉中で毎分50mmの速度でチューブを引張り、そのときの最大荷重を測定する。その最大荷重をチューブの断面積で除した値を高温での引張強度(単位はkg/cm2 )とした。測定は5回行い、その平均値を出す。また23℃での測定も行う。
【0039】
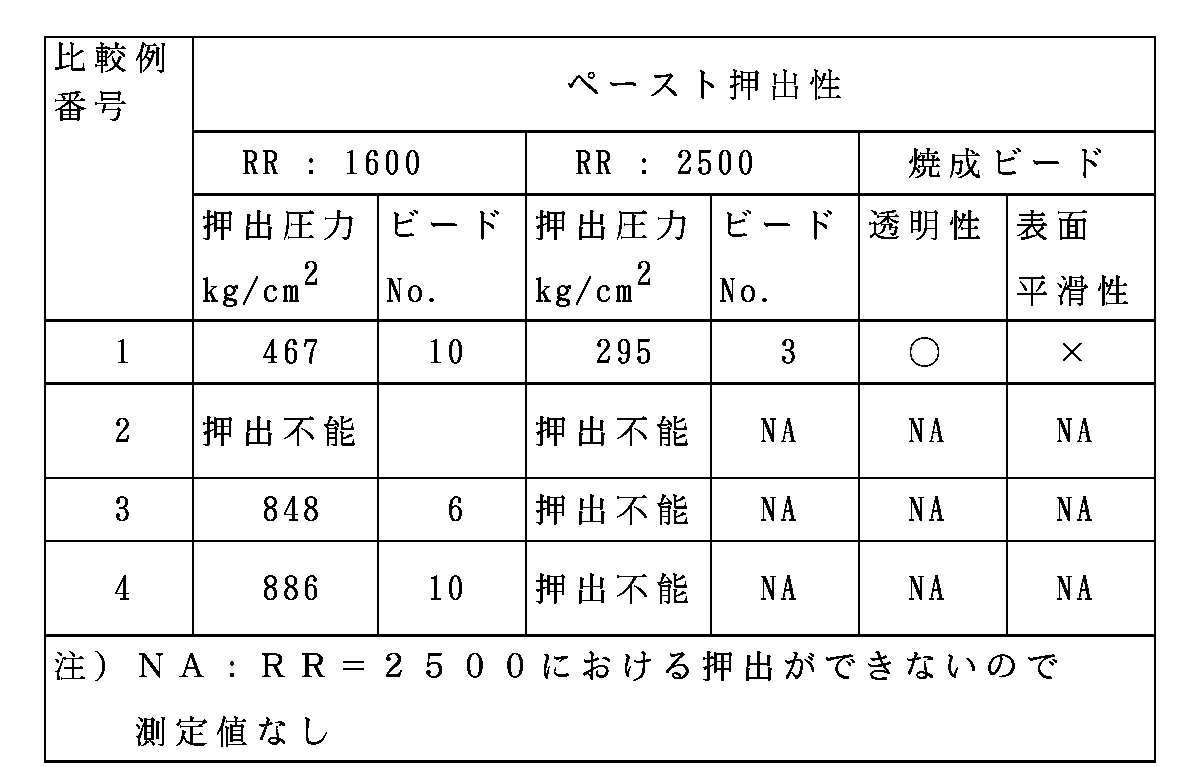
【比較例1〜4】
表5及び表6に示した各反応条件以外は実施例1の操作方法及び反応条件で重合を行った。また表7及び表8に得られたPTFEファインパウダーの物性及び押出性について示した。
【0040】
【表5】
【表6】
【表7】
【表8】
表7及び表8に示されるように、比較例1はHFPの添加量が多いためにHFPの含有量が多くなり押出圧力は低くなった。しかしフィブリル化が不十分なためRR=2500できれいな押出物が得られなかった。比較例2はHFPを添加しなかったので過度のフィブリル化が起こり、押出圧力が1000kg/cm2 を超えてしまい押出ができなかった。比較例3はHFPの添加時期が早すぎたためシェルの割合が大きくなり、押出圧力が実施例に比べて高く、きれいな押出物も得られなかった。比較例4はPFBEの添加量を実施例1の10倍に増加したとことによりHFPの含有量が減り押出圧力が増加した。
【0045】
【発明の効果】
PTFEが持つ熱安定性を維持しながら、高RRでのペースト押出性が改善されたファインパウダーを製造することができる。従って、本発明方法によるファインパウダーを使用することによって、自動車や航空機などのエンジン周りに使用されるセンサー用の電線やコントロールケーブル用のチューブを、生産性を向上させつつ製造することが可能になった。また本発明の方法で得られるファインパウダーによる成形品は、寸法安定性に優れ、機械的強度にも優れている。
Claims (2)
- 水性媒体中で含フッ素分散剤の存在下、10〜90℃の温度において平均圧力6〜30kg/cm2 Gでテトラフルオロエチレンの重合を行うに際し、反応初期にパーフルオロブチルエチレンを反応系に仕込みテトラフルオロエチレンと共に重合反応を開始し、反応すべきテトラフルオロエチレンの少なくとも75%が消費された後反応系にヘキサフルオロプロピレンを仕込み、反応すべきテトラフルオロエチレンがすべて消費されるまで重合を行うことにより得られる変性ポリテトラフルオロエチレンの一次粒子を凝析、乾燥することよりなり、パーフルオロブチルエチレンの仕込み量及びヘキサフルオロプロピレンの仕込み量を調節することにより、反応したテトラフルオロエチレンに対し0.01〜0.07重量%のパーフルオロブチルエチレン及び0.01〜0.05重量%のヘキサフルオロプロピレンを含有させ、且つパーフルオロブチルエチレンとヘキサフルオロプロピレンの合計量を0.03〜0.08重量%とすることを特徴とする一次粒子の平均粒径が0.1〜0.5μ、一次粒子の球形度が1.5以下、熱劣化指数が20以下である変性ポリテトラフルオロエチレンファインパウダーの製造方法。
- パーフルオロブチルエチレンの仕込量が反応すべきテトラフルオロエチレンの量に対して0.01〜0.1重量%であり、且つヘキサフルオロプロピレンの仕込量が反応すべきテトラフルオロエチレンの量に対して0.05〜0.75重量%である請求項1に記載の変性ポリテトラフルオロエチレンファインパウダーの製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP24467895A JP3616784B2 (ja) | 1995-09-22 | 1995-09-22 | 変性ポリテトラフルオロエチレンファインパウダーの製造方法 |
| US08/715,297 US6011113A (en) | 1995-09-22 | 1996-09-17 | Method of manufacturing modified polytetrafluoroethylkene fine powder |
| DE69602696T DE69602696T2 (de) | 1995-09-22 | 1996-09-23 | Verfahren zur Herstellung von modifiziertem Polytetrafluorethylen-Feinpulver |
| EP96115231A EP0764668B1 (en) | 1995-09-22 | 1996-09-23 | Method of manufacturing modified polytetrafluoroethylene fine powder |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP24467895A JP3616784B2 (ja) | 1995-09-22 | 1995-09-22 | 変性ポリテトラフルオロエチレンファインパウダーの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH0987334A JPH0987334A (ja) | 1997-03-31 |
| JP3616784B2 true JP3616784B2 (ja) | 2005-02-02 |
Family
ID=17122326
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP24467895A Expired - Lifetime JP3616784B2 (ja) | 1995-09-22 | 1995-09-22 | 変性ポリテトラフルオロエチレンファインパウダーの製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US6011113A (ja) |
| EP (1) | EP0764668B1 (ja) |
| JP (1) | JP3616784B2 (ja) |
| DE (1) | DE69602696T2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8969432B2 (en) | 2011-01-17 | 2015-03-03 | Daikin Industries, Ltd. | Modified polytetrafluoroethylene particles, method for producing the same, and modified polytetrafluoroethylene molded product |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE69938845D1 (de) * | 1998-07-13 | 2008-07-10 | Daikin Ind Ltd | Feines pulver aus modifiziertem polytetrafluorethylen und verfahren zu seiner herstellung |
| JP4449111B2 (ja) * | 1999-08-25 | 2010-04-14 | ダイキン工業株式会社 | 含フッ素共重合体の安定化方法 |
| IT1318633B1 (it) | 2000-07-20 | 2003-08-27 | Ausimont Spa | Polveri fini di politetrafluoroetilene. |
| JP2002047315A (ja) * | 2000-08-03 | 2002-02-12 | Daikin Ind Ltd | 高周波電気特性に優れたテトラフルオロエチレン系樹脂成形用材料 |
| JP5135658B2 (ja) | 2001-08-02 | 2013-02-06 | ダイキン工業株式会社 | ポリテトラフルオロエチレンファインパウダー、それから得られるポリテトラフルオロエチレン成形体およびその製造方法 |
| KR20040037084A (ko) * | 2001-09-18 | 2004-05-04 | 마이크롤리스 코포레이션 | 추출물이 제한된 고강도의 내화학성 라미나 필름 |
| US6541589B1 (en) * | 2001-10-15 | 2003-04-01 | Gore Enterprise Holdings, Inc. | Tetrafluoroethylene copolymer |
| DE60322950D1 (de) | 2002-12-19 | 2008-09-25 | Asahi Glass Co Ltd | Tetrafluorethylen-copolymer |
| JP4774675B2 (ja) * | 2004-04-07 | 2011-09-14 | ダイキン工業株式会社 | 変性ポリテトラフルオロエチレン粉末及びテトラフルオロエチレン重合体の製造方法 |
| US9346903B2 (en) * | 2004-11-16 | 2016-05-24 | Daikin Industries, Ltd. | Modified polytetrafluoroethylene fine powder and modified polytetrafluoroethylene molded product |
| US7531611B2 (en) * | 2005-07-05 | 2009-05-12 | Gore Enterprise Holdings, Inc. | Copolymers of tetrafluoroethylene |
| JP2007185931A (ja) * | 2006-01-16 | 2007-07-26 | Daikin Ind Ltd | ポリテトラフルオロエチレン樹脂製中空成形体及びその製造方法 |
| TWI306882B (en) * | 2006-05-25 | 2009-03-01 | Ind Tech Res Inst | Thermoplastic polyimide composition and method of making double-sided flexible copper clad laminate using the same |
| JP5581569B2 (ja) * | 2007-02-16 | 2014-09-03 | ダイキン工業株式会社 | ポリテトラフルオロエチレンファインパウダー、ポリテトラフルオロエチレン製造方法 |
| JP5983633B2 (ja) * | 2012-02-02 | 2016-09-06 | 旭硝子株式会社 | ポリテトラフルオロエチレンファインパウダーの製造方法 |
| WO2016170918A1 (ja) * | 2015-04-22 | 2016-10-27 | 旭硝子株式会社 | 変性ポリテトラフルオロエチレンファインパウダーおよびその製造方法、ならびにこれを用いた電線およびチューブ |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4792594A (en) * | 1982-12-13 | 1988-12-20 | E. I. Du Pont De Nemours And Company | Tetrafluoroethylene copolymers |
| US4963609A (en) * | 1989-11-01 | 1990-10-16 | E. I. Du Pont De Nemours And Company | Low smoke and flame-resistant composition |
| WO1995014719A1 (en) * | 1992-08-28 | 1995-06-01 | E.I. Du Pont De Nemours And Company | Low-melting tetrafluoroethylene copolymer and its uses |
| EP0835272B1 (en) * | 1995-06-30 | 2000-08-30 | E.I. Du Pont De Nemours And Company | Modified polytetrafluoroethylene fine powder |
-
1995
- 1995-09-22 JP JP24467895A patent/JP3616784B2/ja not_active Expired - Lifetime
-
1996
- 1996-09-17 US US08/715,297 patent/US6011113A/en not_active Expired - Lifetime
- 1996-09-23 DE DE69602696T patent/DE69602696T2/de not_active Expired - Lifetime
- 1996-09-23 EP EP96115231A patent/EP0764668B1/en not_active Expired - Lifetime
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8969432B2 (en) | 2011-01-17 | 2015-03-03 | Daikin Industries, Ltd. | Modified polytetrafluoroethylene particles, method for producing the same, and modified polytetrafluoroethylene molded product |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0764668B1 (en) | 1999-06-02 |
| EP0764668A1 (en) | 1997-03-26 |
| JPH0987334A (ja) | 1997-03-31 |
| DE69602696D1 (de) | 1999-07-08 |
| US6011113A (en) | 2000-01-04 |
| DE69602696T2 (de) | 1999-11-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3616784B2 (ja) | 変性ポリテトラフルオロエチレンファインパウダーの製造方法 | |
| JP5625672B2 (ja) | 変性ポリテトラフルオロエチレンファインパウダー及び変性ポリテトラフルオロエチレン成形体 | |
| RU2269543C1 (ru) | Тетрафторэтилен-перфторбутилэтиленовый сополимер | |
| JP5670733B2 (ja) | 延伸可能なtfeコポリマー、その生産方法及びその多孔性延伸物品 | |
| KR101705920B1 (ko) | 팽창성 tfe 공중합체, 그의 제조 방법, 및 그의 다공성인 팽창된 물품 | |
| WO2007005361A1 (en) | Copolymers of tetrafluoroethylene | |
| JPS648022B2 (ja) | ||
| JPH11240917A5 (ja) | ||
| JP4686861B2 (ja) | 変性ポリテトラフルオロエチレンファインパウダーの製造方法 | |
| CN110662778B (zh) | 改性聚四氟乙烯及其制造方法 | |
| JP4466002B2 (ja) | テトラフルオロエチレン共重合体、その製造方法およびペースト押し出し成形物 | |
| JPWO2000002935A1 (ja) | 変性ポリテトラフルオロエチレンファインパウダー及びその製造方法 | |
| JPS5928334B2 (ja) | テトラフルオロエチレン重合体の製造方法 | |
| CN1295259C (zh) | 四氟乙烯共聚物、其制备方法及浆料挤压成形物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040518 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040623 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20040824 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20040827 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091119 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091119 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091119 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091119 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101119 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111119 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121119 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121119 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131119 Year of fee payment: 9 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |