JP3615331B2 - 超音波探傷装置および加工装置 - Google Patents
超音波探傷装置および加工装置 Download PDFInfo
- Publication number
- JP3615331B2 JP3615331B2 JP30534996A JP30534996A JP3615331B2 JP 3615331 B2 JP3615331 B2 JP 3615331B2 JP 30534996 A JP30534996 A JP 30534996A JP 30534996 A JP30534996 A JP 30534996A JP 3615331 B2 JP3615331 B2 JP 3615331B2
- Authority
- JP
- Japan
- Prior art keywords
- magnetic
- ultrasonic flaw
- flaw detector
- traveling
- arm
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images











Landscapes
- Investigating Or Analyzing Materials By The Use Of Ultrasonic Waves (AREA)
Description
【発明の属する技術分野】
本発明は、例えば原子炉圧力容器の胴とその胴から突出したノズルの溶接部などの形状変化に追従した超音波探傷や、同様の部分の切断あるいは溶接に好適な超音波探傷装置および加工装置に関する。
【0002】
【従来の技術】
例えば原子力発電施設の圧力容器とノズルの溶接部は、供用期間中に超音波探傷により検査が行われる。図9は、上記容器とノズル溶接部の構造を示す一例である。
【0003】
容器1には、ノズルコーナR部2a、大径円筒部2b、ノズル円錐部2c、および小径円筒部2dの各部から構成されるノズル2を介して配管3が接続されている。これらの容器1とノズル2および配管3は溶接によって接続されているので、容器1とノズル2との溶接部2e、ノズル2と配管3の溶接部3a等の溶接部の基準で定められた範囲について超音波探傷検査が行われる。
【0004】
図10および図11に従来の仮設軌道走行タイプの超音波探傷検査装置の一例を示す。図10は超音波探傷装置の正面図、図11はノズルにこの超音波探傷装置を取り付けて溶接部の探傷を行うときの状態を示す側面図である。
【0005】
この種の従来の仮設軌道走行タイプの超音波探傷検査装置は、特開昭58−180945号公報や特公平1−34342号公報に記載されているように、配管3に着脱自在に取り付けられた仮設軌道4上を周方向に走行する移動体5と、移動体5にノズル2の軸Oと平行で、かつ原子炉圧力容器1側に向かって延びるガイドバー6、およびボールねじ7により回動自在に支承された移動フレーム8を設け、移動フレーム8にエアシリンダ11により原子炉圧力容器壁面側へ傾動(回動)自在に押付けられる探傷アーム10を設け、探傷アーム10に超音波探触子14を内蔵し、探触子ホルダ駆動用ボールねじ12の回転により探傷アーム10の軸方向を移動する探触子ホルダ13を設けることにより駆動装置を構成する。
【0006】
なお、移動フレーム8のノズル2の軸O方向の位置は、ノズル2の周方向の位置によって変化する原子炉圧力容器1壁面との距離を一定に保つための倣いローラ9の移動量を基に制御される。
【0007】
このように構成される超音波探傷検査装置により、探触子ホルダ13に内蔵された探触子押付用エアシリンダ15により超音波探触子14を原子炉圧力容器1の壁面へ押し付けながら走査することにより、所定範囲の超音波探傷検査を実施する。
【0008】
次に、他の超音波探傷検査装置の例として、特開平5−40111号公報記載のように、移動体に磁気車輪を採用し、前記例の仮設軌道を不要とした無軌道式検査装置の例を図12に示す。
【0009】
ベースプレート16の長手方向両端部に、ノズル2の軸線Oと平行な軸線O1 を中心として回動自在に主フレーム17を取り付け、主フレーム17に、主磁気車輪18をノズルの大径円筒部2bに沿って円周方向に転動自在となるよう支承するとともに、主フレーム17にノズル2の軸線Oと直角で、かつ主磁気車輪18の接線方向に伸びる軸線を中心として回動自在に補助フレーム19を取り付け、補助フレーム19に補助磁気車輪20をノズル円錐部2cに沿って円周方向に転動自在となるよう支承させて無軌道式駆動装置を構成する。この移動体に上述と同じ構造の移動フレーム8、探傷アーム10、探触子ホルダ13、および超音波探触子14を搭載し、これを走査することにより所定範囲の超音波探傷検査を実施する。
【0010】
【発明が解決しようとする課題】
ところで、前者の例では以下のようにして検査作業が行われていた。
【0011】
すなわち、この検査前に仮設軌道4を配管3の規定位置に設定し、仮設軌道4に移動体5を装着して検査を実行し、検査終了後に仮設軌道4から移動体5を取り外し、その後、さらに仮設軌道4を取り外すようにしており、この作業を定期的な検査を行うたびに繰り返していた。また、ノズル2の口径は、各ノズルにより異なるので、この検査に際して、ノズル径に対応する仮設軌道4も複数個準備する必要があった。
【0012】
一方、後者の例では、磁気車輪とノズルが線接触のため、磁石の利用効率が悪く、磁石の大きさの割に吸着力が小さい上に、磁気車輪が駆動輪となっているため、走行面の状態によっては点接触となり、磁気吸着力不足が発生して滑りやすくなっていた。そこで、これを防止するため、移動体の滑り防止や検査装置脱落防止の措置を講ずる必要があった。
【0013】
また、両例とも、ノズルの周方向の位置によって相対的に変化する原子炉圧力容器1の壁面と移動フレーム8の距離を一定に保つため、モータ駆動による倣い機構が必要であり、かつ、探傷アーム10を原子炉圧力容器1の壁面に押し付けるためのエアシリンダ11を主体とした探傷アーム押し付け機構が必要であり、超音波探傷装置の大型化、重量化の原因となっていた。
【0014】
なお、このような倣い機構は超音波探傷装置だけでなく、自動的に切断や溶接を自動加工装置においても要求されているものである。
【0015】
本発明は、このような従来技術の実情に鑑みてなされたもので、その目的は、簡単な構成の倣い機構を備えた超音波探傷装置および加工装置を提供することにある。
【0016】
また、第2の目的は、シリンダ方式押し付け機構を不要とし、装置着脱段取り時間および重量を軽減し、検査作業や加工作業の効率向上を図ることのできる超音波探傷装置および加工装置を提供することにある。
【0017】
【課題を解決するための手段】
上記目的を達成するため、本発明は、管の外周に沿って走行する走行装置と、この走行装置に支持手段を介して支持された超音波探触子とを備え、前記走行装置を管の外周に沿って走行させながら前記超音波探触子によって対象物の探傷を行う超音波探傷装置において、前記支持手段が、超音波探触子を長手方向に移動可能に支持するとともに、前記走行装置の走行方向に対してほぼ直角な方向に回動自在に支承されたアームと、探傷対象面上を吸着した状態で移動可能な前記アームの先端側に設けられた磁気吸着手段とからなることを特徴とする。
【0018】
この場合、前記アームはヒンジ結合によって前記支持手段側に回動自在に支承させ、前記アームの基端側に探傷対象面上を移動可能に吸着する磁気吸着手段をさらに設ける。なお、このアーム基端側に設けられた磁気吸着手段は、走査面に対して凹状に形成されたリング型軌道の両端に設けられ、リング型軌道は前記アームをこのリング型軌道に沿って移動可能に支持するとともに、前記アームを探傷対象面に対して離接可能にスライドロッドを介して前記支持手段に支持させるようにする。また、前記アームは取り付け角度の変更が可能なヒンジを介してスライドロッドに取り付けるようにすることが好ましい。
【0019】
なお、前記磁気吸着手段を磁気車輪から構成し、前記走行装置を管の表面に設置された軌道に沿って走行する軌道式走行装置から構成しても、管の表面に磁気的に吸着して走行する無軌道式走行装置から構成してもよく、この無軌道式走行装置としては、駆動機構を備えた複数の磁気走行装置として磁気クローラもしくは磁気ホイールが適用できる。
【0020】
そして、これらの磁気クローラあるいは磁気ホイールからなる磁気走行装置を吸着走行面に一列に配置し、これら複数の磁気走行装置が吸着走行面に沿って磁気吸着力を発揮した上でスムーズに移動するように主フレームに対して角度可変に取り付けるとよい。また、前記磁気走行装置の前記管の軸方向に対する位置決めのために複数の磁気車輪を使用し、さらに、これら複数の磁気車輪の位置の調整と角度の調整のために、位置機構と角度調整機構とを備えていることが望ましい。
【0021】
なお、アームに支持される超音波探触子に代えて、対象物を加工する加工ヘッドとすることができ、加工ヘッドとしては切断装置や溶接装置が適用できる。
【0022】
【発明の実施の形態】
以下、本発明の実施形態について図面を参照して説明する。
【0023】
なお、以下の説明において、前述の従来例において説明した各部と同等の各部には同一の参照符号を付し、重複する説明は省略する。
【0024】
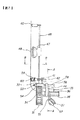
図1は本発明によるノズル用超音波探傷装置の全体的な構成を示す正面図、図2は図1に示した装置の側面図、図3は図2のA−A線矢視図である。
【0025】
これらの図において、ノズル大径円筒部2bの接線方向に延びる走行装置本体としての主フレーム30には、装置全体の中心線Lに対して左右対称となる位置に、磁気走行装置としての一対の磁気クローラ31がプレート44および磁気クローラフレーム34を介して取り付けられる。プレート44は固定ネジ39によって回動自在に主フレーム30に取り付けられており、磁気クローラ31は主フレーム30に対して取付角度が可変に設定されている。磁気クローラフレーム34には、ノズル2の中心軸に平行に支持ロッド36が設けられており、支持ロッド36にはノズル円錐部2cの円周上を走行し、磁気クローラ31の走行方向を規制する磁気ローラ37がステイ51およびフレーム52を介して設けられている。
【0026】
また、主フレーム30にはノズル2の中心軸Oと平行な方向に主フレーム30に対して摺動自在に移動する2本のスライドロッド38が設けられ、スライドロッド38の圧力容器1側にはスライドロッド38に回動自在にピン53を介してベース54が設けられ、ベース54には探傷アーム45およびノズル2の外面に対して凹に設定された環状の倣いリング42が取り付けられている。探傷アーム45はボールねじ46、ガイドロッド55および探触子ホルダ47により構成され、探傷アーム45の先端部の圧力容器1に対向する側には探傷アーム吸着用磁気ローラ40が設けられる。探触子ホルダ47は、ボールねじ46に対してはボールナット56、ガイドロッド55に対してはブッシュ57によりそれぞれ探傷アーム45に沿って移動自在に支持される。探触子ホルダ47にはエアシリンダ(図示せず)およびジンバル機構(図示せず)を介して超音波探触子49が取り付けられる。また、探触子ホルダ47内にはモータ(図示せず)およびポテンショメータ等(図示せず)が設けてられ、超音波探触子49を所定の角度だけ回転することができる。倣いリング42は2組のVローラ41により探傷アーム45の周囲で回動自在に保持され、ステイ58を介してベース54に支持される。倣いリング42の両端にはそれぞれホルダ59を介して倣い用磁気ローラ60が設けられる。
【0027】
図3に示す様に、磁気クローラフレーム34には円弧状の長穴61が設けれられる。磁気クローラフレーム34はピン32によりプレート44に回動自在に取り付けられており、プレート44に対する磁気クローラフレーム34の角度が検査されるノズル2の径に適した角度になるように、磁気クローラフレーム34は位置決めピン33によりプレート44に固定される。なお、符号35は磁気クローラ31駆動用のモータである。
【0028】
次に、上記により構成されるノズル用超音波探傷装置の取付方法および動作について説明する。
【0029】
図4は超音波探傷装置が図2に示す状態からノズルの周方向に移動した状態を示す側面図、図5は図2のB−B線矢視図、図6は図1のC−C線矢視図、図7は本発明による超音波探傷装置を呼び径の小さいノズルに適用した状態を示す正面図、図8は図6のD−D線矢視図である。
【0030】
検査対象となるノズル2にこの超音波探傷装置を取付ける際には、まず、ノズル2の頂部において大径円筒部2bに磁気クローラ31を吸着させると共に、ノズルの円錐部2cに磁気ローラ37を吸着させる。次に、主フレーム30に摺動自在に支持されるスライドロッド38を原子炉圧力容器1壁面側にスライドさせ、スライドロッド38先端にピン53およびベース54を介して傾動(回動)自在に連結された探傷アーム45を原子炉圧力容器1壁面側に傾斜させて、探傷アーム45上端の探傷アーム吸着用磁気ローラ40および倣いリング42の両端の2つの倣い用磁気ローラ60を原子炉圧力容器1壁面に吸着させる。
【0031】
このようにして設置された超音波探傷装置は、探触子ホルダ47内のエアシリンダ(図示せず)の伸長動作により、超音波探触子49を原子炉圧力容器1壁面の所要位置に押し付ける。ノズルの大径円筒部2bに設置した磁気クローラ31を周方向に僅かに動かし、探傷アーム45に設置した探触子ホルダ47を探傷アーム45の軸方向に検査に必要な範囲だけ往復駆動させ、この操作を繰り返し行うことにより、原子炉圧力容器1とノズル2の溶接部2eの超音波探傷検査を実施する。
【0032】
また、前述の走査パターンの他、ノズルの大径円筒部2bに設置した磁気クローラ31を周方向に回転させ、探傷アーム45に設置した探触子ホルダ47を探傷アーム45の軸方向に僅かに動かし、この操作を繰り返し行うことにより、原子炉圧力容器1とノズル2の溶接部2eの所要範囲の超音波探傷検査を実施することも可能である。
【0033】
なお、超音波探触子49は、モータ(図示せず)駆動により探触子ホルダ47内で回転が可能であり、超音波の入射方向を変えることができる。
【0034】
磁気クローラ31はモータ35により駆動され、探傷装置全体はノズルの周方向に移動し、その位置はギア(図示せず)を介してモータ35に接続されたエンコーダ等(図示せず)により計測される。また、探触子ホルダ47は主フレーム30内に設けたモータ(図示せず)によりボールねじ46を回転することにより探傷アーム45に沿って移動する。探触子ホルダ47の位置はギア(図示せず)を介してモータ(図示せず)に接続されたエンコーダ等(図示せず)により計測される。
【0035】
ノズル2の頂部からノズル2の周方向に沿って超音波探傷装置が移動するに従い、図4に示す様にノズル2と原子炉圧力容器1とがなす角度、即ち、装置の中心線Lとノズル2の軸を含む断面において探傷アーム45の先端から原子炉圧力容器1の外形線に降ろした垂線と外形線の交点における接線とノズル2の軸とがなす角度が変化する。また、ノズル2と原子炉圧力容器1は何れも円筒形状であり、ノズル2と原子炉圧力容器1の交線はノズル2の周方向の位置により、ノズル2の軸方向(原子炉圧力容器1の半径方向)に鞍型状に変化する。このため、探傷アーム45の先端とノズル側では探傷アーム45と原子炉圧力容器1の表面の距離が変化する。これらの変化に対し、超音波探触子49を安定して押し付けるためには、ノズル2と原子炉圧力容器1のなす角度の変化に合わせて探傷アーム45を傾けると共に、探傷アーム45全体を前記鞍型状変化に追従してノズル2の軸方向に移動させる必要がある。本超音波探傷装置では、探傷アーム45は主フレーム30に対してスライドロッド38、ピン53およびベース54を介して移動可能で且つ回動自在に取付けられているため、探傷アーム45は磁気ローラ40によりノズル2と原子炉圧力容器1のなす角度の変化に追従して傾くと共に、倣い用磁気ローラ60が原子炉圧力容器1の表面に常に吸着していることにより、探傷アーム45全体が鞍型状変化に追従してノズル2の軸方向に移動し、その結果、探傷アーム45の全範囲に渡って超音波探触子49を安定して原子炉圧力容器1の表面に押し付ながら走査することができる。また、前記のようにノズル2と原子炉圧力容器1は何れも円筒形状であり、超音波探傷装置がノズル2の円周方向に移動するに従って探傷アーム45の左右で探傷アーム45と原子炉圧力容器1との距離が変化する。このため、探傷アーム45の下端に固定式の磁石が付いていたのでは、探傷アーム45にねじりの力が加わり、装置は円滑にノズル2上を走行することはできない。しかし、本実施形態に係る超音波探傷装置では図5に示すように探傷アーム45に対して回動自在な倣いリング42を介して倣い用磁気ローラ60が取付けられているため、ノズル2の周方向位置に対応して探傷アーム45の左右で原子炉圧力容器1との距離が変化しても装置全体にねじりの力が加わることがなく、これによって安定して走行することができる。
【0036】
超音波探傷装置がノズル2の円周方向に走行する際には、超音波探触子49の押付け反力、磁気クローラ31のノズル2の走行面2bの凹凸、あるいは装置に接続されたケーブル類(図示せず)により、磁気クローラ31に対してノズル2の軸方向に力が加わることがある。また、最初の超音波探傷装置の取付けの際にノズル2の円周方向に対して磁気クローラ31が斜めに設定された場合は、装置が走行するにつれてノズルの走行面2bから装置が脱落するおそれがある。そこで、図6に示す様に磁気クローラ31に支持ロッド36、ステイ51、フレーム52を介して磁気クローラ31の走行方向拘束用の磁気ローラ37を設け、そのノズルの円錐部2cへの吸着力により、このような磁気クローラ31の走行方向のズレを拘束し、あるいは修整する。この場合、前記ステイ51のフレーム52取付部の取付角をボルト等の固定ネジ51aによって調整できるようにしてもよい。
【0037】
また、本発明による超音波探傷装置は、呼び径が異なるノズルへの適用についても配慮されている。図1に示すように磁気クローラ31は磁気クローラフレーム34、プレート44を介して固定ネジ39によって主フレーム30に対して取付角度調整可能に取り付けられている。さらに、図3に示すように磁気クローラ31は磁気クローラフレーム34によって保持されており、磁気クローラフレーム34はピン32を中心にとし長穴61の範囲でプレート44に対して回転可能で、位置決めピン33により固定される。このため、適用されるノズルの呼び径に合わせて主フレーム33に対するプレート44の角度およびプレート44に対する磁気クローラフレーム34の角度を変えることにより、様々な呼び径のノズルに適用することができる。ノズルの呼び径が極端に大きい場合、あるいは極端に小さい場合には、図7に示すようにノズルの大きさに合わせてたプレート44と交換することにより、本装置を適用することができる。
【0038】
図8はノズル大径円筒部2b上の磁気クローラ31の走行状態を示す要部正面図である。本実施形態に係る超音波探傷装置では、磁気クローラ31は磁石片をループ上に連結した構造となっている。磁気クローラ31に公知のガイドレールやサスペンション機構(図示せず)を設けることにより、その走行の際、走行面に吸着している磁石片のうち、最後部の磁石を剥がすとほぼ同時に、最先端に新たな磁石片を吸着させることができ、磁気車輪方式に比べて大きな吸着力が得られ、また、走行面の状況やノズル上の装置の位置(角度)により磁気クローラがはがれることはない。
【0039】
このように、本実施形態によれば、次のような効果がある。
【0040】
1.磁気クローラは磁石片をループ上に連結した構造となっており、その走行は、走行面に吸着している磁石片のうち、最後部の磁石を剥がすとほぼ同時に、最先端に新たな磁石片を吸着させる方式である。従って、この間に吸着している多数の磁石片は、吸着したままの状態で動くことはない。このため、磁気車輪の様に自転による滑りが発生しない。また、走行面との吸着は面接触であり、磁気車輪の線接触に比べて大きな磁気吸着力が得られるため、走行面の状態によらず、安定した磁気吸着走行が可能である。
【0041】
2.探傷アームの原子炉圧力容器壁面への押し付けを探傷アームの上端および下端に設置した磁気ローラによる吸着で行い、下端の磁気ローラは探傷アームに回転自在に支承された倣いリングに取り付けられ、かつ、上記探傷アームはノズル軸方向に平行にスライドする機構を有し、ノズルの周方向の位置によって変化する探傷アームと原子炉圧力容器壁面の傾きおよび距離の変化に追従して、超音波探触子を走査するので、従来の仮設軌道、探傷アーム倣い機構および、探傷アーム押し付け機構が不要となり、装置の部品数が大幅に削減でき、装置重量の大幅な低減と、探傷作業の効率向上が可能となる。
【0042】
3.磁気クローラを支持するプレートの取付角度およびプレートに対する磁気クローラの角度の調整すること、またはプレートをノズルの径に合わせたサイズのものに交換することにより、1台の装置で小口径ノズルから大口径ノズルまで検査することができる。
【0043】
なお、この実施形態においては、アームは探傷アーム45として設定され、超音波探触子49をスライド移動可能に支持しているが、同様の構成はプラズマを使用した切断装置や溶接装置にも適用可能であり、その場合には、所謂探触子ヘッドをこれらの加工を行う加工ヘッドに置き換えればそのまま充分に加工装置として機能することが可能である。
【0044】
なお、磁気走行装置としては磁気クローラの方が磁気ホイールよりも接触面積および発生する磁気吸着力の点で望ましいが、管径によっては、あるいは対象となる部材の形状によっては磁気クローラに代えて磁気ホイールでも充分に機能することはいうまでもない。
【0045】
また、本実施形態では、探傷アーム45の先端部に磁気ローラ40を設け、基端部側はスライドロッド38の端部に回動自在に保持させ、探傷対象となる容器1の外面との距離を同一に保持するように構成されているが、探触子ホルダ47によって探触子49の表面が常に探傷面に対して所定の角度(例えば平行)を保持できるなどの所定の条件を満足すれば、あるいは加工ヘッドが加工上、一定の角度が保持できれば直接基端部をベース54に回動可能に取り付けてもよいことは言うまでない。
【0046】
さらに、本実施形態では、無軌道式の超音波探傷装置を例に取っているが、倣い装置自体は軌道式の探傷装置にも適用できることも言うまでもない。
【0047】
【発明の効果】
これまでの説明で明らかなように、本発明によれば、簡単な構成で倣い機構を構成することができ、曲面が連続した部材表面の表面形状に追従して探傷もしくは加工を行えることができる超音波探傷装置および加工装置を提供することができる。
【0048】
また、磁気吸着機構を利用することによってシリンダを使用した押し付け機構が不要な倣い機構を実現することができるので、装置着脱段取り時間および重量を軽減し、検査作業や加工作業の効率向上を図ることのできる超音波探傷装置および加工装置を提供することが可能となる。
【0049】
さらに、倣い機構が簡素化されたことによって、装置部品数の大幅削減による装置重量の低減と装置着脱時間の短縮化により、超音波探傷検査作業における作業者が受ける放射線当量の低減と探傷作業の効率向上を図ることができる。
【図面の簡単な説明】
【図1】本発明の実施形態に係る超音波探傷装置の全体的な構成を示す正面図である。
【図2】図1のA−A線矢視図である。
【図3】本実施形態に係る超音波探傷装置の磁気クローラ支持部を示す正面図である。
【図4】図1の超音波探傷装置の探傷アームの倣い動作を示す側面図である。
【図5】本実施形態における倣いリングおよび倣い用磁気ローラを示す図2におけるB−B線矢視図である。
【図6】本実施形態における磁気クローラおよび磁気クローラ走行拘束用磁気ローラを示す図2におけるA−A線矢視図である。
【図7】本実施形態に係る超音波探傷装置を径の異なるノズルに適用した例を示す正面図である。
【図8】本実施形態に係る超音波探傷装置の磁気クローラの走行状態を示す図である。
【図9】探傷対象となる原子炉圧力容器とノズル溶接部の構造を示す図である。
【図10】従来の超音波探傷検査を行う軌道式検査装置の正面図である。
【図11】図10の側面図である。
【図12】従来の超音波探傷検査を行う無軌道式検査装置の構造の概略図である。
【符号の説明】
1 原子炉圧力容器
2 ノズル
3 配管
30 主フレーム
31 磁気クローラ
32 支持ピン
33 位置決めピン
34 磁気クローラフレーム
35 磁気クローラ駆動用モータ
36 支持ロッド
37 磁気ローラ
38 スライドロッド
40 磁気ローラ
41 探傷アームVローラ
42 倣いリング
44 プレート
45 探傷アーム
46 ボールねじ
47 探触子ホルダ
49 超音波探触子
51 ステイ
52 フレーム
53 ピン
54 ベース
55 ガイドロッド
56 ボールナット
57 ブッシュ
58 ステイ
59 ホルダ
60 倣い用磁気ローラ
61 長穴
Claims (13)
- 管の外周に沿って走行する走行装置と、この走行装置に支持手段を介して支持された超音波探触子とを備え、前記走行装置を管の外周に沿って走行させながら前記超音波探触子によって対象物の探傷を行う超音波探傷装置において、
前記支持手段が、前記走行装置の走行方向に対してほぼ直角な方向に回動自在に支承されたアームと、探傷対象面上を吸着した状態で移動する前記アームの先端側に設けられた磁気吸着手段とからなり、
前記アームの基端側に探傷対象面上を移動可能に吸着する磁気吸着手段をさらに設け、
前記磁気吸着手段は走査面に対して凹状に形成されたリング型軌道の両端に設けられ、前記アームはこのリング型軌道に沿って移動可能に支持されるとともに、前記アームは探傷対象面に対して離接可能にスライドロッドを介して前記支持手段に支持されていることを特徴とする超音波支持装置。 - 前記アームはヒンジ結合によって前記支持手段側に回動自在に支承されていることを特徴とする請求項1記載の超音波探傷装置。
- 前記アームは取り付け角度の変更が可能なヒンジを介してスライドロッドに取り付けられていることを特徴とする請求項1記載の超音波探傷装置。
- 前記磁気吸着手段が、磁気車輪からなることを特徴とする請求項1記載の超音波探傷装置。
- 前記走行装置が、管の表面に設置された軌道に沿って走行する軌道式走行装置からなることを特徴とする請求項1記載の超音波探傷装置。
- 前記走行装置が、管の表面に磁気的に吸着して走行する無軌道式走行装置からなることを特徴とする請求項1記載の超音波探傷装置。
- 前記磁気的に吸着して走行する無軌道式走行装置が、駆動機構を備えた複数の磁気走行装置からなることを特徴とする請求項6記載の超音波探傷装置。
- 前記磁気走行装置を吸着走行面に一列に配置し、これら複数の磁気走行装置が吸着走行面に沿って移動するように主フレームに対して角度可変に取り付けられていることを特徴とする請求項7記載の超音波探傷装置。
- 前記磁気走行装置の前記管の軸方向に対する位置決め用の複数の磁気車輪と、これら複数の磁気車輪の位置の調整機構と角度の調整機構とを備えていることを特徴とする請求項7記載の超音波探傷装置。
- 前記磁気走行装置が磁気クローラまたは磁気ホイールのいずれかからなることを特徴とする請求項7、8および9のいずれか1項に記載の超音波探傷装置。
- 前記超音波探触子に代えて、対象物を加工する加工ヘッドとしたことを特徴とする請求項1ないし10のいずれか1項に記載の加工装置。
- 前記加工ヘッドが切断装置からなることを特徴とする請求項11記載の加工装置。
- 前記加工ヘッドが溶接装置からなることを特徴とする請求項11記載の加工装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP30534996A JP3615331B2 (ja) | 1996-11-15 | 1996-11-15 | 超音波探傷装置および加工装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP30534996A JP3615331B2 (ja) | 1996-11-15 | 1996-11-15 | 超音波探傷装置および加工装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH10148630A JPH10148630A (ja) | 1998-06-02 |
| JP3615331B2 true JP3615331B2 (ja) | 2005-02-02 |
Family
ID=17944049
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP30534996A Expired - Fee Related JP3615331B2 (ja) | 1996-11-15 | 1996-11-15 | 超音波探傷装置および加工装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3615331B2 (ja) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5730164B2 (ja) * | 2011-09-14 | 2015-06-03 | 三菱重工業株式会社 | ロータディスクの翼溝部の探傷装置 |
| KR101536607B1 (ko) * | 2013-11-11 | 2015-07-15 | 한전케이피에스 주식회사 | 가스터빈 로터 디스크의 비파괴 검사장치 |
| KR20170069995A (ko) * | 2014-07-09 | 2017-06-21 | 맥스위치 테크놀로지 인코포레이티드 | 자기 공구 스탠드 |
| JP6488178B2 (ja) * | 2015-04-24 | 2019-03-20 | 三菱日立パワーシステムズ株式会社 | 超音波検査装置 |
| CN109131619B (zh) * | 2018-08-29 | 2024-02-20 | 宁波史河机器人科技有限公司 | 一种爬壁机器人 |
| CN109990188B (zh) * | 2019-04-15 | 2024-03-19 | 中船澄西船舶修造有限公司 | 一种x光拍片机全位置磁性固定工装及拍片方法 |
| CN110187007B (zh) * | 2019-06-24 | 2024-05-17 | 广东省智能制造研究所 | 一种无轨式超声波探伤系统及控制方法 |
| CN111595942B (zh) * | 2020-05-29 | 2024-09-10 | 核动力运行研究所 | 一种大直径马鞍面焊缝外壁自动超声检测装置 |
| CN114965712B (zh) * | 2022-06-29 | 2025-04-25 | 中铁二十四局集团福建铁路建设有限公司 | 一种联肢剪力墙连梁损伤智能检测装置 |
| CN115808470B (zh) * | 2022-12-29 | 2025-08-01 | 北京博力加机电技术有限公司 | 用于轮轴超声波探伤的垂直检测设备 |
| CN117007679A (zh) * | 2023-07-19 | 2023-11-07 | 宁德师范学院 | 一种基于超声波的大型电机主轴裂纹探伤装置 |
| CN119268780A (zh) * | 2024-10-25 | 2025-01-07 | 东莞市元益自动化科技有限公司 | 一种便于使用的非接触式水流流量传感器 |
-
1996
- 1996-11-15 JP JP30534996A patent/JP3615331B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH10148630A (ja) | 1998-06-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3615331B2 (ja) | 超音波探傷装置および加工装置 | |
| CN113333940B (zh) | 一种激光切管装置 | |
| US4577795A (en) | Device for overlay-welding pipes bends | |
| JP2827741B2 (ja) | 長円形管の溶接方法及び装置 | |
| US4660753A (en) | Automatic welding apparatus | |
| US4331278A (en) | Pipe welding apparatus | |
| JPH08323471A (ja) | 円周自動溶接装置 | |
| US5097602A (en) | Apparatus and method for automated inspection of a surface contour on a workpiece | |
| JPH02297056A (ja) | 回転渦電流ロールヘッド | |
| CN211102095U (zh) | 一种等离子切割机 | |
| JPS5827039B2 (ja) | 固定管内周面溶接用台車の支持装置 | |
| JPH07112207A (ja) | 管体、棒状体の外面スケール除去装置および方法 | |
| JP2946859B2 (ja) | 作業台車装置 | |
| JPH07191001A (ja) | 超音波探傷装置 | |
| JPS59140102U (ja) | 管状部材を切断するための切断装置 | |
| JPH11320181A (ja) | 配管補修溶接装置 | |
| JPS6318136B2 (ja) | ||
| SU837798A1 (ru) | Устройство дл зачистки внутреннегошВА B ТРубАХ | |
| JPH0740162A (ja) | 角コラムの自動加工装置 | |
| CN220921356U (zh) | 环缝焊接机器人 | |
| CN223235462U (zh) | 一种锥头环缝焊接支撑装置 | |
| CN215846533U (zh) | 一种圆管圆柱类中心回转加工跟踪矫直机构 | |
| JPS6327859Y2 (ja) | ||
| JPS5849199Y2 (ja) | 管内周面走行装置 | |
| JP2001079669A (ja) | 曲面の多点スポット溶接方法および溶接装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20040623 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040629 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040826 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20041026 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20041029 |
|
| R150 | Certificate of patent (=grant) or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313115 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20071112 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20081112 Year of fee payment: 4 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313115 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20081112 Year of fee payment: 4 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091112 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101112 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101112 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111112 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111112 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121112 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121112 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131112 Year of fee payment: 9 |
|
| LAPS | Cancellation because of no payment of annual fees |