JP3585254B2 - 研削方法および装置 - Google Patents
研削方法および装置 Download PDFInfo
- Publication number
- JP3585254B2 JP3585254B2 JP34175993A JP34175993A JP3585254B2 JP 3585254 B2 JP3585254 B2 JP 3585254B2 JP 34175993 A JP34175993 A JP 34175993A JP 34175993 A JP34175993 A JP 34175993A JP 3585254 B2 JP3585254 B2 JP 3585254B2
- Authority
- JP
- Japan
- Prior art keywords
- work
- grinding
- grinding tool
- tool
- holding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
























Description
【産業上の利用分野】
本発明は、ガラス、セラミックス等の光学素子として用いられる高脆材料を球面および平面形状に研削加工する方法および装置に関する。
【0002】
【従来の技術】
従来、光学素材の研削加工の粗研削から仕上げ研削までを、カップ型ホイールを用いて単一加工機上で行う方法が、特開平4−233859号公報に開示されている。
図26は上記方法による研削装置の主要部を示したものである。
101,102は、環状研削砥石を示し、回転駆動軸に取り付けられている。環状研削砥石102は、加工初期状態において他方の環状研削砥石101の砥石先端部101aよりも前方へ突出した状態で取り付けられている。また、環状研削砥石102は、ネジ103を介して回転駆動機構の軸方向に移動可能な構造となっている。この場合、環状研削砥石102は粗研削用砥石、環状研削砥石101は仕上げ研削用砥石によってそれぞれ構成されている。
【0003】
上記構成における研削加工は、回転駆動軸を回転させながら、環状研削砥石101または102を、被加工物に当接しながら行う。環状研削砥石102による粗研削加工が完了した後、スペーサ104を外して、環状研削砥石102の先端部102aを他方の環状研削砥石101の先端部101aより後退させる操作を行い、その後、環状研削砥石101による仕上げ加工を行う。
【0004】
【発明が解決しようとする課題】
上記従来の加工手段においては、粗研削加工が完了した後、加工を一時中断して、環状研削砥石101(102)を進退させる操作を行う必要があること、またその進退機構が複雑で、所定の球面形状を得るために微調整が必要であることなどにより、その操作に時間がかかり、加工能率が低下するという問題点があった。
また通常、仕上げ研削では、できるだけ高メッシュ砥粒砥石を用いた方が、高精度な仕上げ面を得ることができるが、砥石の目つぶれが発生しやすく、加工面精度が悪化する。この影響を少なくするために、高メッシュ砥粒砥石に対してはバネやエア圧によるラッピング加工を適用する。
したがって、従来例の構成のように、粗研削工程も仕上げ加工工程も同様な加工方式を用いる場合、精度の高い加工を高能率に安定して行うことは困難であった。
【0005】
本発明は、かかる従来の問題点に鑑みてなされたもので、複数の砥石を用いて球面および平面形状を創成する研削加工において、工具の着脱なしに粗研削から仕上げ研削までを、高能率で、高精度に安定して加工ができる研削方法および装置を提供することを目的とする。
【0006】
【課題を解決するための手段】
上記課題を解決するために、請求項1に係る発明は、ワークを回転する研削工具によって研削する研削方法において、ワークまたは前記ワークを保持し且つ上面中央部に凹部が形成された保持皿を、ワーク軸部本体に取付けられたチャックにより保持する工程と、工具軸部本体に取付られたカップ型研削工具と前記ワークとを接触させた状態で相対的に移動させて、前記ワークを研削する粗研削加工工程と、前記チャックによる前記ワークまたは前記保持皿の保持を解放して、前記カップ型研削工具の回転中心に対して同心に配設された総型研削工具上に前記ワークを配置し、前記保持皿の凹部に係合された球状の先端を有するカンザシで前記保持皿を支持する工程と、前記カンザシまたは前記総型研削工具に圧力をかけることにより前記ワークを前記総型研削工具に加圧し、前記総型研削工具と前記カンザシとを相対的に揺動させて、前記ワークを研削する仕上げ加工工程と、を有する。
【0007】
請求項2に係る発明は、ワークを回転する研削工具によって研削する研削方法において、ワークまたは前記ワークを保持し且つ上面中央部に凹部が形成された保持皿を、ワーク軸部本体に取り付けられたチャックにより保持する工程と、工具軸部本体に取付られた複数の研削工具と前記ワークとを接触させた状態で相対的に移動させて、前記ワークを研削する粗研削加工工程と、前記チャックによる前記ワークまたは前記保持皿の保持を解放して、前記複数の研削工具の回転中心に対して同心に配設された総型研削工具上に前記ワークを配置し、前記保持皿の凹部に係合された球状の先端を有するカンザシで前記保持皿を支持する工程と、前記カンザシまたは前記総型研削工具に圧力をかけることにより前記ワークを前記総型研削工具に加圧し、前記総型研削工具と前記カンザシとを相対的に揺動させて、前記ワークを研削する仕上げ加工工程と、を有する。
【0008】
請求項3に係る発明は、上記請求項1または2に係る発明において、前記研削工具を電解インプロセスドレッシングしながら前記ワークの研削を行うこととした。
【0009】
請求項4に係る発明は、ワークを回転する研削工具によって研削する研削装置において、回転可能なカップ型研削工具と、前記カップ型研削工具の回転中心に対して同心に配設された回転可能な総型研削工具と、前記ワークを保持すると共に、上面中央部に凹部が形成された保持皿と、前記保持皿の凹部に係合する球状の先端を有するカンザシと、前記ワークを前記カップ型研削工具で粗研削加工するときに、前記ワークまたは前記保持皿を保持し、前記ワークを前記総型研削工具で仕上げ加工するときに、前記ワークまたは前記保持皿の保持を解放するチャックと、前記ワークを前記総型研削工具で仕上げ加工するときに、前記カンザシまたは前記総型研削工具に圧力をかけて前記ワークを前記総型研削工具に加圧する加圧機構と、前記ワークと前記研削工具とが別々に取り付けられ、前記ワークと前記研削工具とを相対的に移動または揺動させて、前記ワークを研削する軸部本体と、前記ワークを前記総型研削工具で仕上げ加工するときに前記ワークを前記総型研削工具に加圧する加圧機構と、を具備するものである。
【0010】
請求項5に係る発明は、ワークを回転する研削工具によって研削する研削装置において、回転可能な複数の研削工具と、前記複数の研削工具の回転中心に対して同心に配設された回転可能な総型研削工具と、前記ワークを保持すると共に、上面中央部に凹部が形成された保持皿と、前記保持皿の凹部に係合する球状の先端を有するカンザシと、前記ワークを前記複数の研削工具で粗研削加工するときに、前記ワークまたは前記保持皿を保持し、前記ワークを前記総型研削工具で仕上げ加工するときに、前記ワークまたは前記保持皿の保持を解放するチャックと、前記ワークを前記総型研削工具で仕上げ加工するときに、前記カンザシまたは前記総型研削工具に圧力をかけて前記ワークを前記総型研削工具に加圧する加圧機構と、前記ワークと前記研削工具とが別々に取り付けられ、前記ワークと前記研削工具とを相対的に移動または揺動させて、前記ワークを研削する軸部本体と、を具備するものである。
請求項6に係る発明は、上記請求項4または5に係る発明において、前記研削工具を電解インプロセスドレッシングする手段をさらに具備するものである。
【0011】
【実施例】
まず、本発明の具体的な実施例を説明する前に、本発明の概要を説明する。
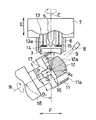
図1に本発明の装置の概念図を示す。図1(a)は粗研削加工中の正面図であり、図1(b)は仕上げ加工中の正面図である。総型研削工具2は、カップ型研削工具1の工具回転軸Bを回転軸中心として取り付けられ、工具回転軸Bの回転により回転するようになっている。前記カップ型研削工具1は環状になった工具であり、また、総型研削工具2は、ワーク3の加工面に対向した形状になった工具である。さらに、総型研削工具2は、カップ型研削工具1をワーク回転軸Cよりθ1 だけ傾けたときに創成されるワーク3の曲率中心O1 より、総型研削工具2の加工面2aに曲率中心O0 が下方に位置するように設定されている。
【0012】
研削工具に対向してワーク3が設けられ、前記ワーク3の外周面には、ワーク軸部本体7に取り付けられたコレットチャック6の先端部があり、ワーク3の外周面の保持、解放を行うようになっている。また、ワーク3の上面は保持皿4によって保持されている。保持皿4の上面中央部には凹部が形成され、その凹部には棒形状でその先端が球形を有するカンザシ5が係合している。カンザシ5の上端は、図示を省略した加圧機構としての加圧装置に接続されている。ワーク軸部本体7は、ワーク回転軸Cを中心軸として回転自在に、かつ矢印E方向に移動自在になるように構成されている。カップ型研削工具1および総型研削工具2は、矢印F方向に移動可能で、かつ総型研削工具2の加工面2aの曲率中心O 0 を支点に矢印D方向に揺動自在になっている。ワーク3とカップ型研削工具1および総型研削工具2との加工時の接触部にはノズル8よりクーラント9が供給されるように構成されている。
【0013】
上記手段によれば、粗研削加工においては、図1(a)に示すように、ワーク3はコレットチャック6により保持されている。ワーク3の所望の曲率半径R0の近似した曲率半径R1 が創成されるように、工具回転軸Bをθ1 だけ傾け、かつカップ型研削工具1の加工面1aの中心O1 がワーク回転軸Cと一致するように矢印F方向に移動させる。なお、カップ型研削工具1の加工径d1 としたとき、θ1 =sin-1(d1 /2R1 )により算出する。また、ワーク軸部本体7をワーク回転軸Cを中心に回転させ、カップ型研削工具1を工具回転軸Bを中心に回転させる。そして、図示を省略したクーラント供給装置に連結されたノズル8よりクーラント9を供給し、ワーク3をE方向(下方)に移動させることにより粗研削加工を行う。
【0014】
仕上げ加工においては、図1(b)に示すように、ワーク3をE方向(上方)に移動させ、総型研削工具2を上方に移動させる。それと同時に、矢印F方向の移動により総型研削工具2の加工面2aの曲率中心O0 をワーク回転軸C上に合わせる。この位置では、カップ型研削工具1の加工面1aは総型研削工具2の加工面2aより下方にあるので、カップ型研削工具1はワーク3と接触することはない。
コレットチャック6を解放し、カンザシ5に圧力をかけることによりワーク3を総型研削工具12の加工面12aに押し付ける。
ノズル8よりクーラント9を供給させ、総型研削工具2を工具回転軸Bを中心に回転させ、矢印D方向に揺動させることにより仕上げ加工を行う。
なお、矢印D方向の揺動時にカップ型研削工具1がワーク3と接触しないようなときは、総型研削工具2を上方に移動する必要はない。
【0015】
また、図2に示すように、カップ型研削工具1の代わりに総型研削工具2の中輪帯付近の同心円上に少なくとも2つ以上の円柱状の円柱研削工具10を設けてもよい。
【0016】
次に、本発明の具体的な実施例を図に基づいて説明する。
図3および図4は本実施例を示し、図3は粗研削加工中の正面図であり、図4は仕上げ加工中の正面図である。
(構成)本実施例は、環状のカップ型研削工具11は工具軸部本体18と連結され、この工具軸部本体18は図示を省略した駆動源装置と連結され、工具回転軸Bを中心に回転駆動自在な構成となっている。ワーク3(レンズあるいはセラミック部材)の所望の曲率半径R0 に対応した加工面12aに形成された総型研削工具12は、その下面を固定フランジ16によって固定されている。カップ型研削工具11および総型研削工具12は、ダイヤモンド粉末、c−BN、アルミナ、炭化けい素、酸化セリウム、ジルコニア等の砥粒をメタルボンドあるいはレジンボンド、あるいはビトリファイドボンド等で結合構成したものである。
【0017】
前記固定フランジ16はネジ17によってカップ型研削工具11に締結され、総型研削工具12がカップ型研削工具11の中央部に配置されている。また、総型研削工具12は、カップ型研削工具11をワーク回転軸Cよりθ1 だけ傾けたときに創成されるワーク3の曲率中心O1 より、総型研削工具12の加工面12aに曲率中心O0 が下方に位置するように設定されている。カップ型研削工具11の加工面11aの上面にはワーク3が配置され、このワーク3の外周面には、ワーク軸部本体7に取り付けられたコレットチャック6の先端部があり、ワーク3の外周面の保持、解放を行うようになっている。また、ワーク3の上面と外周面の一部は、ホルダー(保持皿)14によって保持されている。ホルダー14の上面中央部には、凹部が形成され、この凹部には棒形状でその先端が球形を有するカンザシ5が係合している。カンザシ5の上端はワーク軸部本体7に取り付けられた加圧装置(図示省略)に接続されている。
【0018】
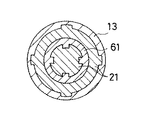
さらに、ホルダー14の上面周辺部の上方には、ワーク軸部本体7に固定されたリング状の吸着筒13が配置されている。この吸着筒13の内部には、吸引を行うための孔13aが少なくとも1つ以上設けられており、この孔13aの上端には、図示を省略した吸引装置と連結され、下端には、Oリング15が孔13aを内外から挟むように配置されている。ワーク軸部本体7は、ワーク回転軸Cを中心軸として回転自在に、かつ矢印E方向に移動自在になるように構成されている。工具軸本体18は、矢印F方向に移動可能で、かつ総型研削工具12の加工面12aの曲率中心O0 を支点に矢印D方向に揺動自在になっている。ワーク3とカップ型研削工具11および総型研削工具12との加工時の接触部には、ノズル8よりクーラント9が供給されるように構成されている。
【0019】
(作用)
上記構成によれば、粗研削加工においては、図3に示すように、吸着筒13の吸引によりホルダー14は吸着筒13の下面に固定される。そのとき、ワーク3をホルダー14にセットし、ワーク3の外周面をコレットチャック6により保持する。
ワーク3の所望の曲率半径R0 の近似した曲率半径R1 が創成されるように、工具回転軸Bをθ1 だけ傾け、かつカップ型研削工具11の加工面11aの中心O1 がワーク回転軸Cと一致するように工具軸部本体18を矢印F方向に移動させる。なお、カップ型研削工具11の加工径d1 としたとき、θ1 =sin−1(d1 /2R1 )により算出する。
ワーク軸部本体7をワーク回転軸Bを中心に回転させ、工具軸部本体18を工具回転軸Bを中心に回転させる。図示を省略したクーラント供給装置に連結されたノズル8よりクーラント9を供給し、ワーク軸部本体7をE方向(下方)に移動させることにより粗研削加工を行う。
【0020】
仕上げ加工においては、図4に示すように、ワーク軸部本体7をE方向(上方)に僅かだけ移動させる。工具軸部本体18をθ0 まで戻し、それと同時に矢印F方向の移動機構により総型研削工具12の加工面12aの曲率中心O0 をワーク回転軸C上に合わせる。
コレットチャック6を解放し、カンザシ5に圧力をかけることにより、ワーク3を総型研削工具12の加工面12aに押し付ける。
ノズル8よりクーラント9を供給させ、工具軸部本体18を工具回転軸Bを中心に回転させ、ワーク3の外周面がカップ型研削工具11と接触しないように矢印D方向に揺動させる。これにより仕上げ加工を行う。
【0021】
(効果)
上記加工方法によれば、砥石の着脱なしに高能率に粗研削から仕上げ研削までを行え、かつ高精度に安定した仕上げ加工で行うことができる。
なお、カップ型研削工具11の加工面11aの断面は、半円形状でも同様な効果が得られる(図5参照)。また、総型研削工具12は、固定フランジ16の上面を半球形状にしてペレット上の研削工具19を少なくとも2以上貼り付けたものにしても同様な効果が得られる(図6参照)。
さらに、工具軸部本体18の矢印F方向の移動機構を工具回転軸Bに平行な方向、あるいは、ワーク軸部本体7をワーク回転軸Cに対して垂直方向に移動機構を設けても、同様な効果が得られる。
【0022】
【実施例2】
図7および図8は、それぞれ本実施例の粗研削加工中の正面図および仕上げ加工中の正面図である。
(構成)
本実施例は、前記実施例1における固定フランジ16およびネジ17を廃止し、総型研削工具12を移動フランジ21に固定し、カップ型研削工具11の中心部に孔11bを設け、その孔11bが図示を省略したエア吸排出装置に連結された点と、カップ型研削工具11の内周面にストッパー部11cを設けた点が異なり、他の構成は実施例1と同一構成からなるもので、同一構成部品には同一符号を付し、その説明を省略する。
本実施例では、総型研削工具12の下面を保持した移動フランジ21は、カップ型研削工具11の内周面をガイドにして工具回転軸Bの方向に移動可能となっている。その移動量は、移動フランジ21の下面とカップ型研削工具11とが接触する位置から、移動フランジ21の突起部21bとカップ型研削工具11のストッパー部11cとが接触するまでの範囲である。
【0023】
(作用)
粗研削加工においては、図7に示すように、図示を省略したエア吸排出装置よりエアが吸引されているため、総型研削工具12は下方に引き付けられ、移動フランジ21の下面とカップ型研削工具11が接触している。この位置では、総型研削工具12の加工面12aの曲率中心O0 が、カップ型研削工具11により創成されるワーク3の曲率中心O1 より下方にある。故に、総型研削工具12はワーク3と接触することなく、カップ型研削工具11による粗研削加工を行うことができる。
仕上げ加工においては、図8に示すように、図示を省略したエア吸排出装置によりエアが排出されるため、総型研削工具12は上方に押され、移動フランジ21の突起部21bとカップ型研削工具11のストッパー部11cが接触している。この位置では、カップ型研削工具11の加工面11aは総型研削工具12の加工面12aより下方にあるので、カップ型研削工具11はワーク3と接触することはなく、総型研削工具12による仕上げ加工を行うことができる。
【0024】
(効果)
上記加工方法によれば、実施例1と同様な効果が得られる。また、カップ型研削工具11の加工面11aの内径まで総型研削工具12の加工径d0 を広げることが可能になる。そのため、仕上げ加工が高能率加工を行うことができる。
なお、総型研削工具12の移動源を液体にしても同様な効果が得られる。
【0025】
【実施例3】
図9、図10および図11は、それぞれ本実施例の粗研削加工中の正面図、仕上げ加工中の正面図およびカップ型研削工具12を矢印G方向から見た上面図である。
(構成)
本実施例は、前記実施例2におけるカップ型研削工具11を廃止し、工具軸部本体18にフランジ31を連結し、このフランジ31の中心部の孔31aを図示を省略したエア吸排出装置に連結し、総型研削工具12の中輪帯付近の同心円上に少なくとも2つ以上(図中では8個)の円柱状の円柱研削工具32を設け(図11参照)、前記フランジ31に埋め込むように固定した点と、それにあたる総型研削工具12および移動フランジ21に孔を開けた点が異なり、他の構成は実施例2と同一構成からなるもので、同一構成部品には同一符号を付し、その説明を省略する。
本実施例では、総型研削工具12を固定した移動フランジ21は、フランジ31の内周面をガイドにして工具回転軸Bの方向に移動可能となっている。その移動は、移動フランジ21の下面とフランジ31とが接触する位置から、移動フランジ21の突起部21bとフランジ31のストッパー部31aとが接触するまでの範囲で可能になっている。
【0026】
(作用)
粗研削加工においては、図9に示すように、図示を省略したエア吸排出装置よりエアが吸引されているため、総型研削工具12は下方に引き付けられ、移動フランジ21の下面とフランジ31が接触している。この位置では、総型研削工具12の加工面12aの曲率中心O0 が、円柱研削工具32により創成されるワーク3の曲率中心O1 より下方にある。故に、総型研削工具12はワーク3と接触することはなく、円柱研削工具32により粗研削加工を行うことができる。
仕上げ加工においては、図10に示すように、図示を省略したエア吸排出装置によりエアが排出されるため、総型研削工具12は上方に押され、移動フランジ21の突起部21bとフランジ31のストッパー部31aが接触している。この位置では、総型研削工具12の加工面12aより円柱研削工具32の加工面32aは下方になるので、円柱研削工具32はワーク3と接触することはなく、総型研削工具12による仕上げ加工を行うことができる。
【0027】
(効果)
上記加工方法によれば、実施例2と同様な効果が得られる。また、円柱研削工具32の加工径d1 を小さく設定できるので、ワーク3径をD、曲率半径をR0 としたとき、D/R0 が大きい場合でも、θ1 を小さく設定できる。さらに、総型研削工具12の工具径d0 を任意に設定できる。
なお、円柱研削工具32の加工面32aの断面は、半円形状にしても同様な効果が得られる。また、円柱研削工具32は環状のセグメントタイプにしても同様な効果が得られる(図12参照)。
【0028】
【実施例4】
図13および図14は、それぞれ本実施例の粗研削加工中の正面図および仕上げ加工中の正面図である。
(構成)
本実施例は、ワーク3を絶縁体であるレンズあるいはセラミック部材とし、前記実施例3におけるコレットチャック6の先端部に電極41を設けた点と、電解ドレッシングするための電源44を設けた点と、この電源44の陽極と接続された陽極ブラシ43をフランジ31の外周面に接触させ、前記電源44の陰極と接続された陰極ブラシ42をコレットチャック6の外周面に接触させた点が異なり、他の構成は実施例3と同一構成からなるもので、同一構成部品には同一符号を付し、その説明を省略する。
【0029】
(作用)
本実施例では、粗研削加工においては、図13に示すように、電源44によりフランジ31を陽極に印加し、コレットチャック6を介して電極41を印加する。円柱研削工具32と電源41とは、粗研削加工のスパークアウト時に接触しないように隙間t1 を設け、この隙間t1 にもクーラント9を供給することにより、円柱研削工具32のボンドを溶出させ、ドレッシングを行う。これにより、ドレッシングを行いながら、粗研削加工を行うことができる。
仕上げ加工においては、図14に示すように、総型研削工具12と電極41とは、加工終了時に接触しない程度に隙間t2 を設け、この隙間t2 にもクーラント9を供給することにより、ドレッシングを行う。これにより、ドレッシングを行いながら、仕上げ加工を行うことができる。
【0030】
(効果)
上記加工方法によれば、実施例3と同様な効果が得られる。また、ドレッシングを行いながら粗研削加工を行えるので、さらに高能率に加工ができる。また、#数千以上の超砥粒砥石を総型研削工具として用いる場合においても、目詰まりが発生せず、高精度で安定した仕上げ加工ができる。
【0031】
【実施例5】
図15および図16は、それぞれ本実施例の粗研削加工中の正面図および仕上げ加工中の正面図である。
(構成)本実施例は、前記実施例2におけるワーク3を凸形状の多数個に変更し、それに伴い、総型研削工具12の加工面12aを凹形状に変更した点と、ホルダー14を廃止し、ワーク3を貼付皿(保持皿)51で保持した点と、電解ドレッシングするために電源44を設けた点と、この電源44の陽極と接続された陽極ブラシ43をカップ型研削工具11の外周面に接触させ、前記電源44の陰極をカンザシ5の外周面に接触させた点が異なり、他の構成は実施例2と同一構成からなるもので、同一構成部品には同一符号を付し、その説明は省略する。
【0032】
(作用)
本実施例では、粗研削加工においては、図15に示すように、電源44によりカップ型研削工具11を陽極に印加し、カンザシ5を介して貼付皿51を陰極に印加する。これにより、貼付皿51のワーク3の貼り付けされた以外のスペースが電極の機能を果たす。貼付皿51の下面51aとのカップ型研削工具11と貼付皿51の下面51aとの隙間にもクーラント9を供給することにより、カップ型研削工具11のボンドを溶出させ、ドレッシングを行う。これにより、ドレッシングを行いながら、粗研削加工を行うことができる。
仕上げ加工においては、図16に示すように、総型研削工具12と貼付皿51の下面51aとの隙間にもクーラント9を供給することにより、ドレッシングを行う。これにより、ドレッシングを行いながら、仕上げ加工を行うことができる。
【0033】
(効果)
上記加工方法によれば、多数個貼りの加工、また、凸形状のワークに関しても実施例3と同様な効果が得られる。
【0034】
【実施例6】
図17、図18、図19および図20は、それぞれ本実施例の粗研削加工中の正面図、仕上げ加工中の正面図、矢印H方向から見たカップ型研削工具11および総型研削工具12の部分上面図および総型研削工具12、フランジ31、移動フランジ21のX−X線断面矢視図である。
(構成)
環状のカップ型研削工具11はフランジ31を介して工具軸部本体18と連結されている。この工具軸部本体18は図示を省略した駆動源装置と連結され、工具回転軸Bを中心に回転自在になっている。
前記工具軸部本体18には、図示を省略したエア吸排出装置が設けられている。そして、このエア吸排出装置はフランジ31の中空部31aより移動フランジ21の吸引および排出(加圧)する機構になっている。
【0035】
ワーク3の所望の曲率半径R0 に対向した加工面12aの総型研削工具12は、その下面を移動フランジ21に固定されている。前記総型研削工具12および前記移動フランジ21は、カップ型研削工具11の内側と外側とで2体化されている(図19参照)。また、前記フランジ31の中空部31aの出口を前記カップ型研削工具11の中側と外側の複数になっている。
総型研削工具12が下方に位置するとき、カップ型研削工具11のワーク回転軸Aよりθ1 だけ傾けたときに創成されるワーク3の曲率中心O1 が、前記総型研削工具12の加工面12aの曲率中心O0 より上方に位置するようになっている。
【0036】
カップ型研削工具11および移動フランジ21は、図17のX−X線断面矢視図に示すように、キー溝が設けられていて、回転方向に対する相対的な運動が生じないようになっている。
カップ型研削工具11の加工面11aの上面には、ワーク3が配置され、このワーク3の外周面には、ワーク軸部本体7に取り付けられたコレットチャック6の先端部があり、ワーク3の外周面の保持、解放を行うようになっている。
また、ワーク3の上面と外周面の一部はホルダー14によって保持されている。このホルダー14の上面中央部には、凹部が形成され、その凹部には棒形状でその先端が球形を有するカンザシ5が係合している。
ワーク軸部本体7はワーク回転軸Aを中心として回転自在に、かつ、矢印D方向に移動自在になっている。また、工具軸部本体13は矢印E方向に移動自在で、かつ、矢印F方向に揺動自在になっている。
ワーク3、カップ型研削工具11および総型研削工具12には、ノズル8よりクーラント9が供給されるように構成されている。
【0037】
(作用)
上記構成によれば、粗研削加工においては、図17に示すように、ワーク3をホルダー14にセットし、コレットチャック6がワーク3の外周面を保持する。ワーク3の所望の曲率半径R0 に近似した曲率半径R1 を創成するために、工具軸部本体13がθ1 だけ傾き、かつ、カップ型研削工具11の加工面11aがワーク回転軸Aと一致するように矢印E方向に移動する。ワーク軸部本体7がワーク回転軸Aを中心に回転し、工具軸部本体13が工具回転軸Bを中心に回転する。図示を省略したクーラント供給装置に連結されたノズル8よりクーラント9が供給し、ワーク軸部本体7がD方向(下方)に移動することにより粗研削加工を行う。
なお、粗研削加工時は、図示を省略したエア吸排出装置により吸引されているので、総型研削工具12は下方に位置する。
【0038】
粗研削加工後、図示を省略した加圧機構としてのエア吸排出装置によりエアを排出する。これにより、移動フランジ21および総型研削工具12が加圧される。それに伴い、総型研削工具12はワーク3に押し付けられる。この位置では、総型研削工具12の曲率中心O0 とカップ型研削工具11の曲率中心O1 とがほぼ一致する。カップ型研削工具11が後退し、コレットチャック6が解放する。仕上げ加工においては、図18に示すように、工具軸部本体13が矢印F方向に揺動することにより仕上げ加工が行われる。仕上げ加工に必要な加工荷重は、総型研削工具12からの加圧により得ることができる。また、総型研削工具12は揺動中にワーク3から加工面12aの全面が外れることはないので、中側と外側の加工面12aの曲率中心O0 はずれることはない。故に、中側と外側の総型研削工具12により仕上げ加工を行うことができる。
【0039】
(効果)
上記加工方法によれば、粗研削加工から仕上げ加工へ変更するときに工具軸部本体18の微調整を行うことなく、粗研削から仕上げ研削までを連続に行うことができる。
【0040】
【実施例7】
図21、図22および図23は、それぞれ本実施例の粗研削加工中の正面図、仕上げ加工中の正面図およびカップ型研削工具11、移動フランジ15およびフランジ31のY−Y線断面矢視図である。
(構成)前記実施例6における総型研削工具12および移動フランジ21を内側と外側とで2体化したものの中側を廃止し、外側のみにした点と、それに伴い、フランジ31の中空部31aの出口をカップ型研削工具11の外側に複数個設けた点と、ホルダー14を廃止し、ワーク3の上面を貼付皿(保持皿)73にし、前記貼付皿73の上面が弾性体71を介して、カンザシ5の外周に固定された円盤72に保持された点が異なり、他の構成は実施例6と同一構成からなるもので、同一構成部分には同一符号を付し、その説明を省略する。
【0041】
(作用)
粗研削加工終了後、仕上げ加工においては、図22に示すように、図示を省略したエア吸排出装置によりエアが排出(供給)される。そのため、総型研削工具12は上方に位置し、ワーク3を押し付ける。
ワーク軸部本体7が回転する。この回転運動によりカンザシ5、円盤72および弾性体71を介してワーク3が強制的に回転される。それと同時に、工具軸部本体18が工具回転軸Bを中心に回転する。移動フランジ21とフランジ31のY−Y線断面矢視図(図23)に示すように、移動フランジ21とフランジ31には、キー溝が設けられているので、回転方向に対する相対的な運動はない。故に、工具軸部本体18の回転運動は移動フランジ21および総型研削工具12に伝達することができる。
工具軸部本体18が矢印F方向に揺動し、ノズル8よりクーラント9が供給することにより、仕上げ加工を行う。
【0042】
(効果)
上記加工方法によれば、仕上げ加工において、総型研削工具12の外側を用い、かつ、ワーク3を強制的に回転することで、相対速度が増すので高速加工ができる。
【0043】
【実施例8】
図24および図25は、それぞれ本実施例の粗研削加工中の正面図および仕上げ加工中の正面図である。
(構成)本実施例は、前記実施例7における総型研削工具12が、カップ型研削工具11の外側に設けていたものを、カップ型研削工具11の内側に設けるように変更し、エア吸排出装置を廃止し、工具軸部本体18にエアシリンダ85を設け、前記エアシリンダ85は図示を省略した電磁弁を介してエアコンプレッサと連結されている点、前記エアシリンダ85はフランジ31の中空部31aから移動フランジ21の下面21aを吸引および加圧する加圧機構になっている点、コレットチャック6の先端部に電極81を設けた点と、電解ドレッシングするための電源84を設けた点と、この電源84の陽極と接続された陽極ブラシ83をフランジ31の外周面に接触させ、前記電源84の陰極と接続された陰極ブラシ82をコレットチャック6の外周面に接触させた点が異なり、他の構成は実施例7と同一構成からなるもので、同一構成部品には同一符号を付し、その説明を省略する。
【0044】
(作用)
本実施例では、粗研削加工においては、図24に示すように、電源84によりフランジ31を介して、カップ型研削工具11が印加し、コレットチャック6を介して電極81が印加する。カップ型研削工具11と電極81とは、粗研削加工のスパークアウト時に接触しないように隙間t1 を設け、この隙間t1 にもクーラント9を供給することにより、カップ型研削工具11の加工面11aのボンドが溶出する。これにより、ドレッシングを行いながら、粗研削加工を行うことができる。
仕上げ加工においては、図25に示すように、総型研削工具12と電極81とは、加工終了時に接触しない程度に隙間t2 を設け、この隙間t2 にもクーラント9を供給することによりドレッシングを行う。これにより、ドレッシングを行いながら、仕上げ加工を行うことができる。
【0045】
(効果)
上記加工方法によれば、ドレッシングを行いながら粗研削加工を行えるので、さらに高能率に加工ができる。また、#数千以上の超砥粒砥石を総型研削工具として用いる場合においても、目詰まりが発生せず、高精度で安定した仕上げ加工ができる。
【0046】
【発明の効果】
以上のように、本発明の研削方法および装置によれば、光学素子の研削研磨加工において、工具の着脱なしに粗研削から仕上げ研削までを高能率で、高精度に安定して加工ができる。
【図面の簡単な説明】
【図1】本発明の研削装置を概念的に示す(a)粗研削加工中の正面図、(b)仕上げ加工中の正面図である。
【図2】本発明の変形例を示す要部正面図である。
【図3】本発明の実施例1の研削装置を示す粗研削加工中の正面図である。
【図4】同実施例1の研削装置を示す仕上げ加工中の正面図である。
【図5】同実施例1のカップ型研削工具の変形例を示す要部正面図である。
【図6】同実施例1の総型研削工具の変形例を示す要部正面図である。
【図7】本発明の実施例2の研削装置を示す粗研削加工中の正面図である。
【図8】同実施例2の研削装置を示す仕上げ加工中の正面図である。
【図9】本発明の実施例3の研削装置を示す粗研削加工中の正面図である。
【図10】同実施例3の研削装置を示す仕上げ加工中の正面図である。
【図11】同実施例3のカップ型研削工具の部分上面図である。
【図12】同実施例3の円柱研削工具の変形例を示す上面図である。
【図13】本発明の実施例4の研削装置を示す粗研削加工中の正面図である。
【図14】同実施例4の研削装置を示す仕上げ加工中の正面図である。
【図15】本発明の実施例5の研削装置を示す粗研削加工中の正面図である。
【図16】同実施例5の研削装置を示す仕上げ加工中の正面図である。
【図17】本発明の実施例6の研削装置を示す粗研削加工中の正面図である。
【図18】同実施例6の研削装置を示す仕上げ加工中の正面図である。
【図19】同実施例6のカップ型研削工具および総型研削工具を示す部分上面図である。
【図20】図17におけるX−X線断面矢視図である。
【図21】本発明の実施例7の研削装置を示す粗研削加工中の正面図である。
【図22】同実施例7の研削装置を示す仕上げ加工中の正面図である。
【図23】図21におけるY−Y線断面矢視図である。
【図24】本発明の実施例8の研削装置を示す粗研削加工中の正面図
【図25】同実施例8の研削装置を示す仕上げ加工中の正面図である。
【図26】従来の研削装置を示す縦断正面図である。
【符号の説明】
1,11 カップ型研削工具
2,12 総型研削工具
3 ワーク
4 保持皿
5 カンザシ
6 コレットチャック
7 ワーク軸部本体
8 ノズル
9 クーラント
10,32 円柱研削工具
13 吸着筒
14 ホルダー
18 工具軸部本体
19 研削工具
41,81 電極
42,82 陰極ブラシ
43,83 陽極ブラシ
44,84 電源
Claims (6)
- ワークを回転する研削工具によって研削する研削方法において、 ワークまたは前記ワークを保持し且つ上面中央部に凹部が形成された保持皿を、ワーク軸部本体に取付けられたチャックにより保持する工程と、
工具軸部本体に取付られたカップ型研削工具と前記ワークとを接触させた状態で相対的に移動させて、前記ワークを研削する粗研削加工工程と、
前記チャックによる前記ワークまたは前記保持皿の保持を解放して、前記カップ型研削工具の回転中心に対して同心に配設された総型研削工具上に前記ワークを配置し、前記保持皿の凹部に係合された球状の先端を有するカンザシで前記保持皿を支持する工程と、
前記カンザシまたは前記総型研削工具に圧力をかけることにより前記ワークを前記総型研削工具に加圧し、前記総型研削工具と前記カンザシとを相対的に揺動させて、前記ワークを研削する仕上げ加工工程と、
を有することを特徴とする研削方法。 - ワークを回転する研削工具によって研削する研削方法において、 ワークまたは前記ワークを保持し且つ上面中央部に凹部が形成された保持皿を、ワーク軸部本体に取り付けられたチャックにより保持する工程と、
工具軸部本体に取付られた複数の研削工具と前記ワークとを接触させた状態で相対的に移動させて、前記ワークを研削する粗研削加工工程と、
前記チャックによる前記ワークまたは前記保持皿の保持を解放して、前記複数の研削工具の回転中心に対して同心に配設された総型研削工具上に前記ワークを配置し、前記保持皿の凹部に係合された球状の先端を有するカンザシで前記保持皿を支持する工程と、
前記カンザシまたは前記総型研削工具に圧力をかけることにより前記ワークを前記総型研削工具に加圧し、前記総型研削工具と前記カンザシとを相対的に揺動させて、前記ワークを研削する仕上げ加工工程と、
を有することを特徴とする研削方法。 - 前記研削工具を電解インプロセスドレッシングしながら前記ワークの研削を行うことを特徴とする請求項1または請求項2に記載の研削方法。
- ワークを回転する研削工具によって研削する研削装置において、
回転可能なカップ型研削工具と、
前記カップ型研削工具の回転中心に対して同心に配設された回転可能な総型研削工具と、
前記ワークを保持すると共に、上面中央部に凹部が形成された保持皿と、
前記保持皿の凹部に係合する球状の先端を有するカンザシと、
前記ワークを前記カップ型研削工具で粗研削加工するときに、前記ワークまたは前記保持皿を保持し、前記ワークを前記総型研削工具で仕上げ加工するときに、前記ワークまたは前記保持皿の保持を解放するチャックと、
前記ワークを前記総型研削工具で仕上げ加工するときに、前記カンザシまたは前記総型研削工具に圧力をかけて前記ワークを前記総型研削工具に加圧する加圧機構と、
前記ワークと前記研削工具とが別々に取り付けられ、前記ワークと前記研削工具とを相対的に移動または揺動させて、前記ワークを研削する軸部本体と、
前記ワークを前記総型研削工具で仕上げ加工するときに前記ワークを前記総型研削工具に加圧する加圧機構と、
を具備することを特徴とする研削装置。 - ワークを回転する研削工具によって研削する研削装置において、
回転可能な複数の研削工具と、
前記複数の研削工具の回転中心に対して同心に配設された回転可能な総型研削工具と、
前記ワークを保持すると共に、上面中央部に凹部が形成された保持皿と、前記保持皿の凹部に係合する球状の先端を有するカンザシと、
前記ワークを前記複数の研削工具で粗研削加工するときに、前記ワークまたは前記保持皿を保持し、前記ワークを前記総型研削工具で仕上げ加工するときに、前記ワークまたは前記保持皿の保持を解放するチャックと、
前記ワークを前記総型研削工具で仕上げ加工するときに、前記カンザシまたは前記総型研削工具に圧力をかけて前記ワークを前記総型研削工具に加圧する加圧機構と、
前記ワークと前記研削工具とが別々に取り付けられ、前記ワークと前記研削工具とを相対的に移動または揺動させて、前記ワークを研削する軸部本体と、
を具備することを特徴とする研削装置。 - 前記研削工具を電解インプロセスドレッシングする手段をさらに具備することを特徴とする請求項4または請求項5記載の研削装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP34175993A JP3585254B2 (ja) | 1993-12-10 | 1993-12-10 | 研削方法および装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP34175993A JP3585254B2 (ja) | 1993-12-10 | 1993-12-10 | 研削方法および装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH07164297A JPH07164297A (ja) | 1995-06-27 |
| JP3585254B2 true JP3585254B2 (ja) | 2004-11-04 |
Family
ID=18348547
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP34175993A Expired - Fee Related JP3585254B2 (ja) | 1993-12-10 | 1993-12-10 | 研削方法および装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3585254B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0807491B1 (de) * | 1996-05-17 | 1999-01-20 | Opto Tech GmbH | Halterung für optische Linsen und Verfahren zum Polieren von Linsen |
| JP4996964B2 (ja) * | 2007-04-12 | 2012-08-08 | オリンパス株式会社 | 研磨装置 |
-
1993
- 1993-12-10 JP JP34175993A patent/JP3585254B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH07164297A (ja) | 1995-06-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3582116B2 (ja) | ウエハ保持台用セラミックス部材の作製方法 | |
| US20020004306A1 (en) | Coaxial dressing for chemical mechanical polishing | |
| JP4104199B2 (ja) | 成形鏡面研削装置 | |
| JP3585254B2 (ja) | 研削方法および装置 | |
| JP3635501B2 (ja) | 光学素子の研削方法とその装置 | |
| JPH03154777A (ja) | カップ型超砥粒砥石による研削方法及び装置 | |
| CN110815036A (zh) | 用于磨削工件的加工工具 | |
| JPH05162071A (ja) | 研削砥石のドレッシング方法および装置 | |
| JPH07299720A (ja) | 研削方法および装置 | |
| JP2001252870A (ja) | 研削砥石の研削及び目立て方法 | |
| JPH071310A (ja) | 研削加工装置 | |
| JP2001239444A (ja) | カップ型砥石部材と、これを用いたワーク端面の加工方法および加工装置 | |
| JPH06339865A (ja) | 超音波研削用カップ砥石及びこれを用いた 超音波研削加工機 | |
| JPH07328907A (ja) | 球面創成加工方法及びその装置 | |
| JP2004202656A (ja) | 研磨用ポリッシャのツルーイング方法 | |
| JPH11179657A (ja) | 自動ドレッシング装置 | |
| JP2000246619A (ja) | 加工工具および加工方法 | |
| JP3667048B2 (ja) | 精密研磨装置 | |
| JPH06335853A (ja) | 研削方法および装置 | |
| JPH09248750A (ja) | 光ファイバーコネクタ端面加工方法及び装置 | |
| JPH06328358A (ja) | 研削加工方法および装置 | |
| KR940006010Y1 (ko) | 연삭장치 | |
| JP3619601B2 (ja) | 凹形状工具の工具径修正方法および装置 | |
| JPH0655424A (ja) | 研削盤 | |
| JP2023528236A (ja) | 実験室用ディスク研磨装置、方法、補充用研磨盤、及び、研磨盤の使用 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040224 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040426 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20040727 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20040803 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080813 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090813 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |