JP3577155B2 - フィンガージョインターの糊付け装置 - Google Patents
フィンガージョインターの糊付け装置 Download PDFInfo
- Publication number
- JP3577155B2 JP3577155B2 JP02696296A JP2696296A JP3577155B2 JP 3577155 B2 JP3577155 B2 JP 3577155B2 JP 02696296 A JP02696296 A JP 02696296A JP 2696296 A JP2696296 A JP 2696296A JP 3577155 B2 JP3577155 B2 JP 3577155B2
- Authority
- JP
- Japan
- Prior art keywords
- glue
- gluing
- finger joint
- tray
- roll
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images













Landscapes
- Dovetailed Work, And Nailing Machines And Stapling Machines For Wood (AREA)
Description
【発明の属する技術分野】
この発明は、短尺木材を接続して長尺木材にするため、木材の木口面にフィンガージョイントを切削加工し、そのジョイント部分に糊付けを行い、その後にフィンガージョイント部分を圧入して接続を行うフィンガージョインターにおいて、被切削材のフィンガージョイントに糊を塗布する糊付け装置に関する。
【0002】
【従来の技術】
フィンガージョインターは、カッターと糊付ロールを備えたカッターヘッドを上下に往復動するよう配置し、クランプ装置で固持した前後の被切削材の木口面に回転するカッターで櫛歯状のフィンガージョイントを切削加工し、次に糊付けロールでフィンガージョイント部分に糊付けを行い、その後に前後の被切削材を長さ方向に接近させて互のフィンガージョイント部分を圧入接着し、短尺木材を長尺木材に接続する構造になっている。
【0003】
ところで、カッターでフィンガージョイントを切削加工後にフィンガージョイント部へ糊を塗布する糊付けロールは、フィンガージョイントの形状と同じ形状でないと糊の塗布ができないので、フィンガージョイントの形状に合せた凹凸状の刃先に形成され、回転させた糊付けロールの刃先表面に糊供給機構で糊を供給する構造になっている。
【0004】
【発明が解決しようとする課題】
ところで、糊付けロールに供給された糊は該ロールから垂れ下ることになり、従来は糊付けロールから垂れ下る糊は垂れるに任せていたため、垂れた糊が下方に位置するカッターや機械装置等の糊の付着して欲しくない部分に付着し、カッターの切れ味低下等のトラブルの発生原因となっていた。
【0005】
また、カッターにて、フィンガージョイントを切削すると、集塵を行っていても完全に切削屑を集塵することが難しく、フィンガージョイント部に切削屑が残り、そのまま糊を塗布して接合すると、接合不良の原因ともなるため、フィンガージョイント部の切削屑は出来るだけ無くするのが好ましい。
【0006】
さらに、作業終了時には受け皿を洗浄して掃除をする必要があり、受け皿の着脱を出来るだけ簡単に短時間にて行うことが望まれていた。
【0007】
そこで、この発明の課題は、糊付けロールから垂れた糊を受け皿内に受け取ることができ、糊の垂れによるトラブルの発生を防止できると共に、この受け皿を糊付け工程時に被切削材から退避させて干渉の発生をなくし、糊付け工程が支障なく行なえ、しかもフィンガージョイントの切削屑を除去することもでき、さらに受け皿の着脱を短時間にて行うことができる糊付け装置を提供することにある。
【0008】
【課題を解決するための手段】
上記のような課題を解決するため、請求項1の発明は、クランプ装置で固持した被切削材の端部に往復動するカッターでフィンガージョイントを切削した後、同じく往復動する糊付けロールでフィンガージョイントに糊を塗布するようにしたフィンガージョインターにおいて、糊付けロールの下部に該ロールから滴下する糊を受ける受け皿を設け、この受け皿を、糊付けロールの糊付け工程時に被切削材のフィンガージョイント部分と干渉しない位置に退避させるようにした構成を採用したものである。
【0009】
請求項2の発明は、請求項1の発明において、カッターと糊付けロールが上下に取付けられ、上下に往復動するカッターヘッドに、糊付けロールの下方に位置し、上部に受け皿が取付けられる取付軸を回転可能に設け、前記カッターヘッドの側部にカム機構を設置し、このカム機構に沿ってカッターヘッドと一体に昇降動する揺動リンクと受皿取付軸に設けたリンクをロッドで連結し、カッターヘッドの昇降動時にカム機構の形状で揺動リンクを揺動させ、ロッドとリンクを介して取付軸と共に受皿を回動させるようにした構成を採用したものである。
【0010】
請求項3の発明は、請求項2の発明において、受け皿取付軸に内部中空のパイプを用い、このパイプのフィンガージョイントに向く面にエア噴射孔を設け、パイプ内に供給した圧力エアを噴射孔からフィンガージョイントに向けて噴出し、フィンガージョイントに付着する切削屑を糊付け前に除去するようにした構成を採用したものである。
【0011】
請求項4の発明は、請求項1乃至3記載の発明において、受け皿が取付軸に着脱自在に固定されている構成を採用したものである。
【0012】
【発明の実施の形態】
以下、この発明の実施の形態を図示例と共に説明する。
【0013】
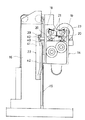
図1と図2は連続フィンガージョインターの全体構造を示し、被切削材aを水平に支持して長さ方向に誘導するラインの途中に、上流側に位置する第1のクランプ装置1と下流側に位置する第2のクランプ装置2を、適当な間隔を設けて設置し、第1のクランプ装置1の上流側位置と、第2のクランプ装置2の下流側位置に上下から被切削材aを挟んで長さ方向に送り出す送りローラ3、4が設けられている。 第1のクランプ装置1は、被切削材aを支持して被切削材aの長さ方向にのみ移動自在となる移動定盤5上に、被切削材aに対して跨状に固定枠6を設置し、この固定枠6上に設けたシリンダ7の押え板8で被切削材aを押圧固定すると共に、移動ラインを挾む両側の位置に配置したシリンダ9、9で移動定盤5を一定ストローク進退動させるようになっている。
【0014】
また、第2のクランプ装置2は固定配置であり、被切削材aを支持する定盤10上に固定枠11を設け、この固定枠11上に設けたシリンダ12の押え板13によって被切削材aを押圧固持するようになっている。
【0015】
前記第1のクランプ装置1と第2のクランプ装置2の対向面間の側方に図3、図4の如く、カッターヘッド14がシリンダ15等を駆動源とし、支柱16のガイドに沿って上下に一定ストロークを往復動するよう配置され、このカッターヘッド14の垂直昇降板17には、前後に位置する2個のカッター18、18と両カッター18、18の直上に位置する2個の糊付けロール19、19と、両糊付けロール19、19の直下に位置する糊受け皿20、20と両糊付けロール19、19の各々に対して一部が露出するように覆う糊供給機構21、21とが、第1と第2のクランプ装置1と2間に突出するよう装着され、カッターヘッド14の側部に糊受け皿20、20の作動用カム機構22が支柱16への取付けによって配置されている。
【0016】
上記カッター18、18は、図2と図4に示すように、垂直昇降板17に水平状態で回転するよう取付けられ、その外周面に断面略V字状となる多数の刃18aを一定の間隔で並べて形成され、下降動とモータ23による回転駆動により、図16(A)の如く、被切削材aの木口面に刃18aと等しい形状のフィンガージョイントbを切削加工するものであり、図1のように、上昇する待機位置から下降動するとき、上流側に位置するカッター18は上流側被切削材aの先端部を切削加工し、また下流側に位置するカッター18は下流側被切削材aの後端を切削加工するようになっている。
【0017】
上記カッター18、18によるフィンガージョイントの切削加工時において、図1の如く、上流側被切削材aの先端は第1のクランプ装置1の移動定盤5の端部よりも下流側へ所定長さ突出する状態で固定化されていると共に、下流側被切削材aの後端は第2のクランプ装置2の定盤10の端部よりも上流側へ所定長さ突出する状態で固定化され、それぞれの先端及び後端が、下降して行くカッター18、18により切削加工されることになる。
【0018】
図6の如く、糊付けロール19、19は、各カッター18、18の直上に位置するよう、垂直昇降板17に水平状態で回転可能となるよう取付られ、カッター18、18で切削加工されたフィンガージョイントbに等しい形状の刃先19aを有し、モータ24による回転付与状態で下降してフィンガージョイントbに接触しながら通過するとき、刃先19aの外周面に供給された糊をフィンガージョイントbに塗布することになる。
【0019】
前記糊供給機構21は、図5乃至図8の如く、糊付けロール19の下部から後部の外側に位置する下部容器25と、この下部容器25上から糊付けロール19の上部を開閉可能に覆う蓋部材26と、下部容器25及び蓋部材26の端部に各々固定され、糊付けロール19の刃先19aに対して噛合う櫛歯を備えた掻板27、28とで形成され、下部容器25と蓋部材26は糊付けロール19の全長を覆うようカッターヘッド上部板47へ取付具48にて回り止状態で固定され、糊付けロール19の回転により、下部容器25内に充填した糊が刃先19aの全面に対して付着し、この糊付けロール19は、上下掻板27、28間で下部容器25と蓋部材26から外部に露出する部分がフィンガージョイントbに対する糊塗布部分となる。
【0020】
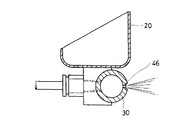
前記糊受け皿20は、図5乃至図9に示すように、垂直昇降板17に軸受29で回転自在となるよう水平に支持された受け皿取付軸30上に着脱自在となるよう取付けられ、糊付けロール19から垂れ下る糊を受けるよう上面が開口する容器状に形成されていると共に、取付軸30から取外すことによって洗浄が行なえるようになっている。
【0021】
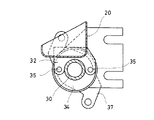
糊受け皿20の長さ方向に位置する両端部に取付軸30上へ外嵌する略半割リング状の取付金具31、32を固定し、取付軸30の両端部寄りの位置に固定金具33、34を取付け、対応する取付金具31、32と固定金具33、34を抜差自在となるピン35で結合し、糊受け皿固定金具49にて固定することにより、取付軸30上に糊受け皿20を取り外し自在に固定するようになっている。
【0022】
両取付軸30、30の一方の端部にリンク36、37が固定され、一方リンク36の上端と他方リンク37の下端がロッド38で結合され、上記一方リンク36の下端がカム機構22の揺動リンク39とロッド40で結合され、カム機構22の揺動リンク39の揺動運動により両取付軸30と30は相反する方向の回転が同時に付与されるようになっている。
【0023】
カム機構22は、図3と図5に示すように、垂直昇降板17の側方に上下に長いカム板41を支柱16への取付けによって起立状に固定配置し、このカム板41の一面側に上下方向のカム溝42を形成すると共に、垂直昇降板17に固定したブラケット43に揺動リンク39の中間部をピン44で枢止し、揺動リンク39の上端にカム溝42内に嵌合して転動する案内ロール45を枢止すると共に、揺動アーム39の下端に前記したロッド40が連結されている。
【0024】
前記カム溝42は、図3に示すように、中間部がカッターヘッド14に接近し、上下両端部はカッターヘッド14から離反するような形状に設定され、カッターヘッド14が昇降動するときブラケット43も一体に昇降動し、このブラケット43に枢止した揺動リンク39は、カム溝42内を転動する案内ロール45がカム溝42の形状に沿って移動するため揺動運動が発生し、前記したように、取付軸30、30に回転を与えることになる。
【0025】
図13はカッターヘッド14が最上昇位置にある状態を示し、揺動リンク39の案内ロール45はカッターヘッド14から離反位置になるため、ロッド40はカッターヘッド14側へ押込まれ、両側の糊受け皿20と20は互に外方へ傾動し、糊付けロール19、19の糊供給機構21、21から露出した刃先の直下に位置し、糊付けロール19、19から垂れ落る糊を収納する位相になっている。
【0026】
図14は、カッターヘッド14が下降し、糊付けロール19、19がフィンガージョイントb、bに糊を塗布する直前の状態を示し、案内ロール45はカム溝42がカッターヘッド14に接近する部分を移動するため、ロッド40はカッタヘッド14と離反する方向に引かれ、このロッド40の移動で両取付軸30、30とこれに取付けた糊受け皿20、20は互に内方へ回動し、糊付けロール19、19の刃先が露出する部分の直下よりも内側に移動し、上流側被切削材aの先端及び下流側被切削材aの後端と干渉しない位置に退避する。
【0027】
従って、糊付けロール19、19による糊付け工程時は、糊受け皿20、20が被切削物a、aの端部から退避して通過し、糊付けロール19、19が糊付け工程を終ると、両糊受け皿20、20は外方に回動した位置に復帰するようにカム溝42の形状が設定されている。
【0028】
前記糊受け皿20、20の取付軸30、30は両端が閉鎖された内部中空のパイプを用いて形成され、図9と図11に示すように、このパイプの被切削材a、aに向く面には、長さ方向に沿って多数のエア噴射孔46が設けられ、カッターヘッド14が下降動するとき、糊付けロール19、19による糊付け工程前に、フィンガージョイントbに向けて噴射孔46から噴出し、フィンガージョイントbに付着する切削屑を糊付け前に除去するようになっている。
【0029】
この発明の糊付け装置は上記のような構成であり、図1と図3に示すように、カッターヘッド14が上昇位置に待機する状態で上流側の被切削材aは第1のクランプ装置1で、下流側の被切削材aは第2のクランプ装置2で各々固持され、両被切削材a、aの端部はカッター18の移動軌跡内に突出している。
【0030】
このとき、糊受け皿20、20は、糊付けロール19、19の露出する刃先の直下に位置している。
【0031】
この状態でカッターヘッド14が下降動すると、先ず、回転するカッター18、18が被切削材a、aの端部にフィンガージョイントb、bを切削加工する。
【0032】
カッターヘッド14が下降動すると、図14の如く、カム溝42の形状により、両受け皿20、20は互に内方に向けて回動し、被切削材a、aの端部と干渉しない位置に退避する。
【0033】
取付軸30、30が両被切削材a、aの端部と対向する位置を下降するとき、フィンガージョイントb、bに向けて噴射孔46よりエアを噴出し、フィンガージョイントb、bに付着する切削屑を除去する。
【0034】
この後、回転する糊付けロール19、19が両被切削材a、aの端部に加工されたフィンガージョイントb、bに対して接触通過し、フィンガージョイントb、bに糊を塗布する。
【0035】
糊付けロール19、19がフィンガージョイントb、bを通過してカッターヘッド14が下降位置に停止すると、図15の如く、カム溝42の形状により、両受け皿20、20は外方に回動し、糊付けロール19、19から垂れる糊を受ける位相になる。
【0036】
カッターヘッド14が下降位置に停止すると、クランプ装置1、2と送りローラ3、4の作用により、被切削材a、aの接着による接続と下流側へ向けての送り出しとが行なわれ、この後カッターヘッド14は上昇位置に戻り、次の切削加工と糊付けに備えることになる。
【0037】
【発明の効果】
以上のように、この発明によると、フィンガージョインターの糊付けロールの下部に糊の受け皿を設け、この受け皿を糊付け工程時に被切削材に対して退避させるようにしたので、糊付けロールの下部に受け皿を設けてもフィンガージョイントに対する糊の塗布が支障なく行なえ、糊付けロールから垂れる糊を受け皿内に確実に収納でき、糊の付着によるカッターの切削機能の低下等のトラブルの発生を防止することができる。
【0038】
また、受け皿の取付軸に設けたエア噴射孔からフィンガージョイントに向けてエアを噴射するようにしたので、フィンガージョイントに付着する切削屑を除去でき、フィンガージョイントの強固な接続状態が得られる。
【0039】
さらに糊受け皿を取り外し自在にしたので、皿の洗浄が楽に行え、着脱時間も短時間で行うことが出来るようになった。
【図面の簡単な説明】
【図1】連続フィンガージョインターの一部切欠正面図
【図2】同上の平面図
【図3】カッターヘッドとカム機構を示す正面図
【図4】カッターヘッド部分の縦断図側面図
【図5】糊付け装置の斜視図
【図6】同上の平面図
【図7】図6の矢印VII −VII に沿う拡大断面図
【図8】図7の一部を切欠いた右側面図
【図9】糊受け皿の正面図
【図10】図9の矢印X−Xに沿う拡大断面図
【図11】図9の矢印XI−XIに沿う拡大断面図
【図12】図9の矢印XII −XII に沿う拡大断面図
【図13】カッターヘッドの上昇位置を示す作動断面図
【図14】カッターヘッドの中間位置を示す作動断面図
【図15】カッターヘッドの下降位置を示す作動断面図
【図16】(A)はフィンガージョイントを加工した被切削材の平面図、(B)は同上の接続状態を示す平面図
【符号の説明】
1 第1のクランプ装置
2 第2のクランプ装置
3、4 送りローラ
14 カッターヘッド
18 カッター
19 糊付けロール
20 糊受け皿
21 糊供給機構
22 カム機構
30 取付軸
41 カム板
42 カム溝
45 案内ロール
46 エア噴射孔
Claims (4)
- クランプ装置で固持した被切削材の端部に往復動するカッターでフィンガージョイントを切削した後、同じく往復動する糊付けロールでフィンガージョイントに糊を塗布するようにしたフィンガージョインターにおいて、糊付けロールの下部に該ロールから滴下する糊を受ける受け皿を設け、この受け皿を、糊付けロールの糊付け工程時に被切削材のフィンガージョイント部分と干渉しない位置に退避させるようにしたことを特徴とするフィンガージョインターの糊付け装置。
- カッターと糊付けロールが上下に取付けられ、上下に往復動するカッターヘッドに、糊付けロールの下方に位置し、上部に受け皿が取付けられる取付軸を回転可能に設け、前記カッターヘッドの側部にカム機構を設置し、このカム機構に沿ってカッターヘッドと一体に昇降動する揺動リンクと受け皿取付軸に設けたリンクをロッドで連結し、カッターヘッドの昇降動時にカム機構の形状で揺動リンクを揺動させ、ロッドとリンクを介して取付軸と共に受皿を回動させるようにした請求項1記載のフィンガージョインターの糊付け装置。
- 受け皿取付軸に内部中空のパイプを用い、このパイプのフィンガージョイントに向く面にエア噴射孔を設け、パイプ内に供給した圧力エアを噴射孔からフィンガージョイントに向けて噴出し、フィンガージョイントに付着する切削屑を糊付け前に除去するようにした請求項2記載のフィンガージョインターの糊付装置。
- 受け皿が取付軸に着脱自在に固定されている請求項1乃至3記載のフィンガージョインターの糊付装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP02696296A JP3577155B2 (ja) | 1996-02-14 | 1996-02-14 | フィンガージョインターの糊付け装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP02696296A JP3577155B2 (ja) | 1996-02-14 | 1996-02-14 | フィンガージョインターの糊付け装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH09216207A JPH09216207A (ja) | 1997-08-19 |
| JP3577155B2 true JP3577155B2 (ja) | 2004-10-13 |
Family
ID=12207791
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP02696296A Expired - Lifetime JP3577155B2 (ja) | 1996-02-14 | 1996-02-14 | フィンガージョインターの糊付け装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3577155B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19958858C2 (de) * | 1999-12-07 | 2003-11-20 | Huser Maschb Gmbh | Verfahren und Vorrichtung zum Herstellen von Furnierbahnen aus einzelnen Furnierabschnitten |
| DE102013004760A1 (de) * | 2013-03-20 | 2014-09-25 | Grecon Dimter Holzoptimierung Nord Gmbh & Co. Kg | Vorrichtung zur Herstellung eines Stranges |
| CN113211805B (zh) * | 2021-05-07 | 2022-11-18 | 北京嘉兴恒业轻钢压型板有限公司 | 一种彩钢保温复合板生产加工工艺 |
| CN114347569B (zh) * | 2022-01-24 | 2024-05-24 | 嘉兴市荣晟包装材料有限公司 | 一种纸箱板粘合装置 |
| CN114571740A (zh) * | 2022-02-16 | 2022-06-03 | 宋德璇 | 一种抗老化frp玻璃钢管生产设备 |
-
1996
- 1996-02-14 JP JP02696296A patent/JP3577155B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JPH09216207A (ja) | 1997-08-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| FR2497975A1 (fr) | Appareil pour travailler sur une matiere en feuille en deplacement | |
| JP3577155B2 (ja) | フィンガージョインターの糊付け装置 | |
| JP3761305B2 (ja) | ケーシング入り食品のケーシング除去方法及びその装置 | |
| US5104473A (en) | Apparatus and method for removing a release sheet from a workpiece | |
| JP3933938B2 (ja) | 紙継ぎ方法及びその方法によるスプライサー | |
| EP0398769A1 (fr) | Machine de pose automatique de joint souple en particulier d'un joint de fond de vitrage ou d'un joint de parclose | |
| CN212127018U (zh) | 一种毛条螺旋贴合装置及系统 | |
| CN113798224B (zh) | 耳机自动擦胶机 | |
| CN211072310U (zh) | 打印机刮刀的焊接涂胶装置 | |
| CN111165849B (zh) | 包装前的大葱清理装置 | |
| JPH04311438A (ja) | 紙ロール等の開封カッタ | |
| CN220576201U (zh) | 一种木板加工用封边机 | |
| CN217888470U (zh) | 一种开榫机之旋转刷式施胶装置 | |
| CN216914982U (zh) | 一种糊盒机纸板的进料机构 | |
| CN110732796A (zh) | 打印机刮刀的焊接涂胶装置以及焊接涂胶方法 | |
| CN216402033U (zh) | 一种新型的面膜加液装置 | |
| CN219521553U (zh) | 一种石材加工挡水磨边装置 | |
| CN218053040U (zh) | 一种烧烤竹用签切割装置 | |
| CN111362046B (zh) | 一种毛条螺旋贴合装置及系统 | |
| JPH05208396A (ja) | プリプレグの切断編集装置 | |
| CN217913073U (zh) | 压力容器封头齐边与缩口机 | |
| CN215825514U (zh) | 一种夹持装置及压板机 | |
| CN220661092U (zh) | 纸张印刷分切机 | |
| CN214395641U (zh) | 一种低噪塑料薄膜制袋机 | |
| CN221269013U (zh) | 一种复合涂胶机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20040622 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20040709 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S631 | Written request for registration of reclamation of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313631 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080716 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090716 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100716 Year of fee payment: 6 |