JP2025041205A - タックシート - Google Patents
タックシート Download PDFInfo
- Publication number
- JP2025041205A JP2025041205A JP2023148355A JP2023148355A JP2025041205A JP 2025041205 A JP2025041205 A JP 2025041205A JP 2023148355 A JP2023148355 A JP 2023148355A JP 2023148355 A JP2023148355 A JP 2023148355A JP 2025041205 A JP2025041205 A JP 2025041205A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- adhesive layer
- adhesive
- tack sheet
- tack
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Adhesive Tapes (AREA)
Abstract
【課題】使用に伴い生じる廃棄物を削減することの可能なタックシートを提供する。
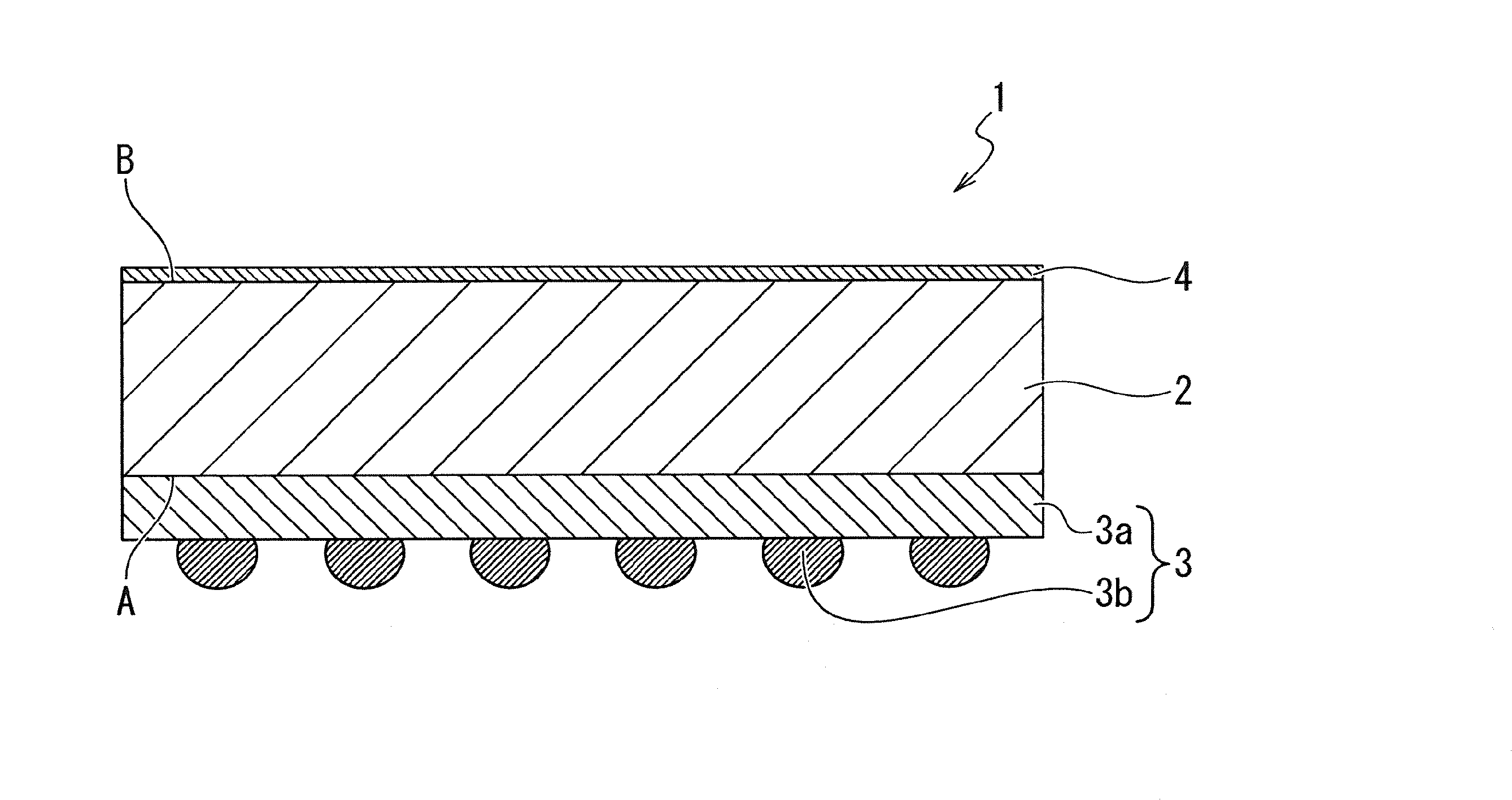
【解決手段】タックシート1は、基材層2と、基材層2の一方の面側の最表面に設けられた粘着層3と、基材層2の他方の面側の最表面に設けられた剥離性を有する剥離性付与層4と、を有し、粘着層3は、基材層2の前記一方の面側の最表面に形成され粘着性を有する粘着剤層3aと、粘着剤層3aの基材層2とは逆側の面に設けられた粘着性を有する複数の凸部3bと、を備えて形成される。
【選択図】図1
【解決手段】タックシート1は、基材層2と、基材層2の一方の面側の最表面に設けられた粘着層3と、基材層2の他方の面側の最表面に設けられた剥離性を有する剥離性付与層4と、を有し、粘着層3は、基材層2の前記一方の面側の最表面に形成され粘着性を有する粘着剤層3aと、粘着剤層3aの基材層2とは逆側の面に設けられた粘着性を有する複数の凸部3bと、を備えて形成される。
【選択図】図1
Description
本発明は、タックシートに関する。
従来、プラスチックフィルム等を基材として用い、基材の一方の面に粘着層を設け、他方の面に絵柄模様層等を設けたタックシート(化粧タックシート)が知られている。このようなタックシートでは、粘着層側の面が離形紙で覆われており、タックシートを、金属板や石膏ボード等の基板等に接着する際に、離形紙を剥がし、露出した粘着層側の面を、基板等に貼り合わせることで、建築物の内外装や、建材等の様々な用途に用いられている。
また、タックシートの粘着層側の面に低粘着性を有する凸部を設け、接着対象の基板等に凸部を接触させて位置決めを行い、位置決め後、タックシートを押圧して粘着層側の面全面を接着対象の基板等に接触させて強固に接着することで、微調整ができるようにしたタックシートも提案されている(例えば、特許文献1参照。)
ところで、粘着層を備えたタックシートにあっては、粘着層側に離形紙が設けられている。この離形紙は、タックシートを基板等に貼り合わせた後は廃棄物となる。例えば建築用のポリ塩化ビニル性タックシートの場合、離形紙は重量比で約28%を占めている。この離形紙のリサイクルは困難であることから、ほぼ産業廃棄物として焼却処分されている。そのため、近年の環境問題の背景から改善が望まれる。
そこで、本発明は、使用に伴い生じる廃棄物を削減することの可能なタックシートを提供することを目的としている。
本願発明の一態様によれば、基材層と、基材層の一方の面側の最表面に設けられた粘着層と、基材層の他方の面側の最表面に設けられた剥離性を有する剥離性付与層と、を有し、粘着層は、一方の面側の最表面に形成され粘着性を有する粘着剤層と、粘着剤層の基材層とは逆側の面に設けられた粘着性を有する複数の凸部と、を備えるタックシートが提供される。
本発明の一態様によれば、タックシートを使用する際に生じる廃棄物を削減することができる。
次に、本発明の一実施形態について、以下に図面を参照して説明する。
ここで、図面は模式的なものであり、厚みと平面寸法との関係、各層の厚みの比率等は現実のものとは異なる。また、以下に示す実施形態は、本発明の技術的思想を具体化するための構成を例示するものであって、本発明の技術的思想は、構成部品の材質、形状、構造等が下記のものに特定するものでない。本発明の技術的思想は、特許請求の範囲に記載された請求項が規定する技術的範囲内において、種々の変更を加えることができる。
ここで、図面は模式的なものであり、厚みと平面寸法との関係、各層の厚みの比率等は現実のものとは異なる。また、以下に示す実施形態は、本発明の技術的思想を具体化するための構成を例示するものであって、本発明の技術的思想は、構成部品の材質、形状、構造等が下記のものに特定するものでない。本発明の技術的思想は、特許請求の範囲に記載された請求項が規定する技術的範囲内において、種々の変更を加えることができる。
<タックシートの構成>
図1は、タックシート1の一例を模式的に示す断面図である。
タックシート1は、基材層2と当該基材層2の一方の面(以下A面ともいう。)に形成された粘着層3と基材層2の他方の面(以下、B面ともいう。)に形成された剥離性付与層4と、を備える。
基材層2は、タックシート1の基材となる層であって、紙、プラスチックフィルムなどからなる層、或いは、単層構造体又は複数層が積層された積層体であってもよい。
図1は、タックシート1の一例を模式的に示す断面図である。
タックシート1は、基材層2と当該基材層2の一方の面(以下A面ともいう。)に形成された粘着層3と基材層2の他方の面(以下、B面ともいう。)に形成された剥離性付与層4と、を備える。
基材層2は、タックシート1の基材となる層であって、紙、プラスチックフィルムなどからなる層、或いは、単層構造体又は複数層が積層された積層体であってもよい。
粘着層3は、粘着剤層3aと凸部3bとを備える。
粘着剤層3aは、タックシート1の接着対象である部材(以下、接着対象部材ともいう。)に、タックシート1を接着することができる成分であればよく、例えば、アクリル系粘着剤から形成される。粘着剤層3aは、可塑剤、安定剤、フィラー滑剤、着色剤、紫外線吸収剤、酸化防止剤、着色剤等の添加剤を含んでいてもよい。
粘着剤層3aは、タックシート1の接着対象である部材(以下、接着対象部材ともいう。)に、タックシート1を接着することができる成分であればよく、例えば、アクリル系粘着剤から形成される。粘着剤層3aは、可塑剤、安定剤、フィラー滑剤、着色剤、紫外線吸収剤、酸化防止剤、着色剤等の添加剤を含んでいてもよい。
凸部3bは、粘着剤層3aの基材層2とは逆側の面に、複数ストライプ状に設けられている。凸部3bは、例えばグラビア印刷やオフセット印刷等の各種印刷法を用いて形成され、凸部3bとなる材料を、基材層2の搬送方向と平行に延びるように印刷することにより、搬送方向に延びたストライプ状の複数の凸部3bを形成することができる。
凸部3bは、全ての凸部3bが接着対象部材と接触するように、粘着剤層3aの表面からの厚みが一定となるように形成される。
凸部3bは、全ての凸部3bが接着対象部材と接触するように、粘着剤層3aの表面からの厚みが一定となるように形成される。
凸部3bをストライプ状に設けた場合、印刷手法により凸部3bを、比較的容易に形成することができるが、これに限るものではない。凸部3bは、粘着剤層3aの基材層2とは逆側の面全体に、一様なパターンで設けられていればよく、直線に限るものではなく、曲線であってもよく、破線状やドット状であってもよく、任意の位置に任意の形状で配置してよい。
凸部3bは、粘着性を有する成分で形成されていればよく、例えば、アクリル系共重合体粒子と粘着付与剤とから形成される。凸部3bは、例えば、アクリル系共重合体エマルションに、常温で固体の粘着付与剤を混合した液状物を粘着剤層3aに塗布し乾燥させることで形成される。
また、凸部3bは、凸部3bのみを接着対象部材に接触させることである程度の接着力を発現することができ、且つ容易に剥がすことができるように形成される。
また、凸部3bは、凸部3bのみを接着対象部材に接触させることである程度の接着力を発現することができ、且つ容易に剥がすことができるように形成される。
一方、粘着剤層3aは、粘着剤層3aを接着対象部材に接触させたときの接着力がタックシート1を接着対象部材に強固に接着させることができる程度の接着力となるように形成される。また、粘着剤層3a及び凸部3bは、接着対象部材に粘着層3が接触している状態で、タックシート1を接着対象部材の方向に押圧していない状態では凸部3bのみが接着対象部材に接触し、タックシート1を接着対象部材の方向に押圧した状態では凸部3bが潰れ、また粘着剤層3aに埋没することで粘着剤層3aが接着対象部材に接触し、粘着剤層3aと凸部3bとが粘着層3の面として、接着対象部材との間に接着力を発現するようになっている。つまり、粘着層3は、タックシート1が押圧されていないときには、凸部3bによって、容易に剥がすことができる程度の比較的小さな接着力を発現し、タックシート1が押圧されたときには、粘着剤層3aと凸部3bとによって、より大きな接着力を発現するようになっている。
剥離性付与層4は、剥離処理がなされた層であればよく、例えばアクリルウレタンにシリコーンを添加した樹脂層で形成される。ここでは、アクリルウレタンにシリコーンを添加しているが、シリコーンに代えて、フッ素樹脂を添加してもよい。
なお、ここでは、基材層2のB面に剥離性付与層4を形成した場合について説明したが、これに限るものではない。基材層2のB面に、例えば絵柄印刷層や他の機能層等一又は複数の層を設けてもよく、その場合には、基材層2のB面側の最表面に剥離性付与層4を形成すればよい。
なお、ここでは、基材層2のB面に剥離性付与層4を形成した場合について説明したが、これに限るものではない。基材層2のB面に、例えば絵柄印刷層や他の機能層等一又は複数の層を設けてもよく、その場合には、基材層2のB面側の最表面に剥離性付与層4を形成すればよい。
同様に、粘着層3は、基材層2のA面に形成する場合に限るものではなく、基材層2のA面に一又は複数の機能層を設けてもよく、その場合には、基材層2のA面側の最表面に粘着層3を形成すればよい。
<本実施形態の効果>
(1)本実施形態に係るタックシート1であれば、タックシート1を巻回してロールを形成する際に、タックシート1を巻き取るときの引っ張り強さを調整することで、凸部3bが内側となるように巻回すればn重目(nは整数)の剥離性付与層4とn+1重目の凸部3bとが接触し、凸部3bが外側となるように巻回すればn重目の凸部3bとn+1重目の剥離性付与層4とが接触し、粘着剤層3aと剥離性付与層4とは接着しないようにすることができる。
(1)本実施形態に係るタックシート1であれば、タックシート1を巻回してロールを形成する際に、タックシート1を巻き取るときの引っ張り強さを調整することで、凸部3bが内側となるように巻回すればn重目(nは整数)の剥離性付与層4とn+1重目の凸部3bとが接触し、凸部3bが外側となるように巻回すればn重目の凸部3bとn+1重目の剥離性付与層4とが接触し、粘着剤層3aと剥離性付与層4とは接着しないようにすることができる。
ここで、タックシート1を、離形紙を設けずに巻回すると、タックシート1どうしが接触することになるが、例えばタックシート1のn重目の剥離性付与層4とn+1重目の凸部3bとが接触したとしても、剥離性付与層4と凸部3bとの間の接着力は比較的小さいため、剥離性付与層4と凸部3bとが強固に接着することを抑制することができる。
そして、タックシート1を使用する場合には、タックシート1をロールから送り出すことで粘着層3が露出し、そのまま接着対象部材に接着することができる。つまり、剥離性付与層4が、粘着層3の接着面を覆う離形紙の役割を果たすため、ロール状のタックシート1において、離形紙を設けなくともタックシート1同士が接着することを抑制することができる。離形紙を設けなくてよいため、タックシート1を使用する際に生じる廃棄物を削減することができ、環境配慮型商品としてのタックシート1を実現することができる。
そして、タックシート1を使用する場合には、タックシート1をロールから送り出すことで粘着層3が露出し、そのまま接着対象部材に接着することができる。つまり、剥離性付与層4が、粘着層3の接着面を覆う離形紙の役割を果たすため、ロール状のタックシート1において、離形紙を設けなくともタックシート1同士が接着することを抑制することができる。離形紙を設けなくてよいため、タックシート1を使用する際に生じる廃棄物を削減することができ、環境配慮型商品としてのタックシート1を実現することができる。
また、このように離形紙のないタックシート1を得ることができるため、例えば、内装用不燃化粧パネルや、塩ビタックシート等に適用した場合、離形紙を剥がす手間や離形紙を処分する手間がないため、施工時の作業性を向上させることができる。
(2)また、タックシート1を巻回してロールを形成する場合、タックシート1を巻き取るときの引っ張り強さを調整することで、例えばタックシート1のn重目の剥離性付与層4と、n+1重目の凸部3bのみが接触し、粘着剤層3aは剥離性付与層4に接触しないようにすることができる。そのため、タックシート1のn重目の部分とn+1重目の部分とが接触したとしても、これらは剥離性付与層4と凸部3bとのみで接触しており、粘着層3全体が剥離性付与層4に接触する場合に比較して、接着力は小さい。その結果、ロール状のタックシート1を送り出すとき、剥離性付与層4と凸部3bとが接着していても、その接着力は比較的小さいため、ロールにおいてタックシート1を容易に剥がすことができ、ロールからタックシート1を容易に送り出すことができる。
(3)また、タックシート1を接着対象部材に接着する際に凸部3bのみが接着対象部材に接触するようにした場合、この状態での接着力は比較的小さい。そのため、タックシート1を容易に剥がすことができる。つまり、タックシート1を容易に着脱することができため、位置決め調整を容易に行うことができる。また、位置決めが完了した後は、タックシート1を接着対象部材方向に押圧することで、粘着剤層3aを接着対象部材に接触させることができ、凸部3bだけでなく粘着剤層3aも接着対象部材に接触させることができる。そのため、凸部3bのみが接着対象部材に接触している場合に比較してより大きな接着力を発現させることができ、タックシート1を接着対象部材に強固に接着することができる。
以下に、本発明に係るタックシートの実施例及び比較例について説明する。なお、本発明は、下記の実施例に限定されるものではない。
(実施例1)
実施例1は、タックシートを下記の手順で作製した。
基材層として、PP(ポリプロピレン)系基材を用いた。具体的には、ポリプロピレンクリアシートとポリプロピレン印刷シートとを貼り合わせた部材を基材として用いた。
実施例1は、タックシートを下記の手順で作製した。
基材層として、PP(ポリプロピレン)系基材を用いた。具体的には、ポリプロピレンクリアシートとポリプロピレン印刷シートとを貼り合わせた部材を基材として用いた。
基材層の一方の面側の最表層としてのポリプロピレン印刷シート側の表面に、剥離性付与層を形成した。剥離性付与層は、アクリルウレタン樹脂にシリコーンを添加した樹脂を用い、厚みが6μmとなるように塗工した。
基材層の他方の面側の最表層としてのポリプロピレンクリアシート側の表面に、粘着層を形成した。まず、アクリル系粘着剤を、ポリプロピレンクリアシート側の表面全面に塗布して粘着剤層を形成した。次に、アクリル系共重合体粒子と粘着付与剤とを混合した材料を、粘着剤層の上にストライプ状に印刷して、凸部を形成した。粘着層は、粘着剤層と凸部との厚みの総和が70μmとなるように形成した。
基材層の他方の面側の最表層としてのポリプロピレンクリアシート側の表面に、粘着層を形成した。まず、アクリル系粘着剤を、ポリプロピレンクリアシート側の表面全面に塗布して粘着剤層を形成した。次に、アクリル系共重合体粒子と粘着付与剤とを混合した材料を、粘着剤層の上にストライプ状に印刷して、凸部を形成した。粘着層は、粘着剤層と凸部との厚みの総和が70μmとなるように形成した。
これにより、基材層のポリプロピレン印刷シート側の面に剥離性付与層が形成され、ポリプロピレンクリアシート側の面に接着材層が形成され、さらに接着材層の、ポリプロピレンクリアシートとは逆側の面にストライプ状の凸部が形成されたタックシートを得た。
そして、このタックシートを200m巻回して、タックシートのロールを得た。
そして、このタックシートを200m巻回して、タックシートのロールを得た。
(実施例2)
剥離性付与層として、アクリルウレタン樹脂に、フッ素樹脂を添加した樹脂を用いたこと以外は、実施例1と同様にして、タックシートのロールを得た。
剥離性付与層として、アクリルウレタン樹脂に、フッ素樹脂を添加した樹脂を用いたこと以外は、実施例1と同様にして、タックシートのロールを得た。
(比較例1)
実施例1において、凸部を設けずに、粘着層として粘着剤層のみを形成したこと以外は、同様の手順でタックシートのロールを得た。
実施例1において、凸部を設けずに、粘着層として粘着剤層のみを形成したこと以外は、同様の手順でタックシートのロールを得た。
(比較例2)
実施例1において、剥離性付与層に代えて、シリコーンを添加せずに、アクリルウレタン樹脂のみを用いて、厚みが6μmの樹脂を塗工したこと以外は、同様の手順でタックシートのロールを得た。
実施例1において、剥離性付与層に代えて、シリコーンを添加せずに、アクリルウレタン樹脂のみを用いて、厚みが6μmの樹脂を塗工したこと以外は、同様の手順でタックシートのロールを得た。
<評価方法及び評価基準>
上述のようにして作製した実施例及び比較例のタックシートについて、性能評価を行った。評価方法及び評価基準は次の通りである。
上述のようにして作製した実施例及び比較例のタックシートについて、性能評価を行った。評価方法及び評価基準は次の通りである。
(ブロッキング性)
タックシートを積み重ねた状態で24時間放置し、タックシートを同士をはがした時に、問題なくはがれるものを「〇」、くっついてしまっており、剥がれないもの、若しくは粘着層が破壊されてしまうものを「×」とした。
タックシートを積み重ねた状態で24時間放置し、タックシートを同士をはがした時に、問題なくはがれるものを「〇」、くっついてしまっており、剥がれないもの、若しくは粘着層が破壊されてしまうものを「×」とした。
(施工性)
施行面に一度、貼り合わせ、その後はがした時に、問題なく剥がれるものを「〇」、剥がれないもの、若しくは粘着層が破壊されてしまうものを「×」とした。
施行面に一度、貼り合わせ、その後はがした時に、問題なく剥がれるものを「〇」、剥がれないもの、若しくは粘着層が破壊されてしまうものを「×」とした。
(評価結果)
各化粧シートの評価結果は、次の表1の通りである。
各化粧シートの評価結果は、次の表1の通りである。

実施例1及び実施例2のタックシートは、ブロッキング性及び施工性共に良好であった。一方、比較例1のタックシートは、凸部を有していないため、ロール状に巻回すると、n重目(nは整数)の剥離性付与層4(又は粘着剤層3a)とn+1重目の粘着剤層3a(又は剥離性付与層4)とが接触し、粘着剤層3aと剥離性付与層4とが比較的強力に接着する。そのためブロッキング性は不良であり、また粘着剤層3a全面と剥離性付与層4とが接着されることからタックシートを剥がしにくく、施工性も不良であった。比較例2のタックシートは、剥離性付与層に代えて、剥離性付与のための成分(例えばシリコーン)を含まないアクリルウレタン樹脂層を形成しており、アクリルウレタン樹脂層は剥離性を持たないため、粘着層の凸部がアクリルウレタン樹脂層に接着する。そのためブロッキング性は不良であるが、凸部とアクリルウレタン樹脂層との接触面積が比較的小さいため接着力は比較的小さく、施工性は比較的良好であった。
なお、本発明は、例えば、以下のような構成をとることができる。
(1)
基材層と、
当該基材層の一方の面側の最表面に設けられた粘着層と、
前記基材層の他方の面側の最表面に設けられた剥離性を有する剥離性付与層と、
を有し、
前記粘着層は、前記一方の面側の最表面に形成され粘着性を有する粘着剤層と、当該粘着剤層の前記基材層とは逆側の面に設けられた粘着性を有する複数の凸部と、を備えることを特徴とするタックシート。
(1)
基材層と、
当該基材層の一方の面側の最表面に設けられた粘着層と、
前記基材層の他方の面側の最表面に設けられた剥離性を有する剥離性付与層と、
を有し、
前記粘着層は、前記一方の面側の最表面に形成され粘着性を有する粘着剤層と、当該粘着剤層の前記基材層とは逆側の面に設けられた粘着性を有する複数の凸部と、を備えることを特徴とするタックシート。
(2)
前記凸部は、ストライプ状に配置されていることを特徴とする上記(1)に記載のタックシート。
(3)
前記剥離性付与層は、シリコーン又はフッ素樹脂が添加されていることを特徴とする上記(1)又は(2)に記載のタックシート。
前記凸部は、ストライプ状に配置されていることを特徴とする上記(1)に記載のタックシート。
(3)
前記剥離性付与層は、シリコーン又はフッ素樹脂が添加されていることを特徴とする上記(1)又は(2)に記載のタックシート。
(4)
ロール状に巻回され、n重目(nは整数)の前記凸部又は前記剥離性付与層と、n+1重目の前記剥離性付与層又は前記凸部とが接触するように巻回されていることを特徴とする上記(1)から(3)のいずれか一項に記載のタックシート。
ロール状に巻回され、n重目(nは整数)の前記凸部又は前記剥離性付与層と、n+1重目の前記剥離性付与層又は前記凸部とが接触するように巻回されていることを特徴とする上記(1)から(3)のいずれか一項に記載のタックシート。
1 タックシート
2 基材層
3 粘着層
3a 粘着剤層
3b 凸部
4 剥離性付与層
2 基材層
3 粘着層
3a 粘着剤層
3b 凸部
4 剥離性付与層
Claims (4)
- 基材層と、
当該基材層の一方の面側の最表面に設けられた粘着層と、
前記基材層の他方の面側の最表面に設けられた剥離性を有する剥離性付与層と、
を有し、
前記粘着層は、前記一方の面側の最表面に形成され粘着性を有する粘着剤層と、当該粘着剤層の前記基材層とは逆側の面に設けられた粘着性を有する複数の凸部と、を備えることを特徴とするタックシート。 - 前記凸部は、ストライプ状に配置されていることを特徴とする請求項1に記載のタックシート。
- 前記剥離性付与層は、シリコーン又はフッ素樹脂が添加されていることを特徴とする請求項1又は請求項2に記載のタックシート。
- ロール状に巻回され、n重目(nは整数)の前記凸部とn+1重目の前記剥離性付与層、又はn重目の前記剥離性付与層とn+1重目の前記凸部とが接触するように巻回されていることを特徴とする請求項1又は請求項2に記載のタックシート。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023148355A JP2025041205A (ja) | 2023-09-13 | 2023-09-13 | タックシート |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023148355A JP2025041205A (ja) | 2023-09-13 | 2023-09-13 | タックシート |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2025041205A true JP2025041205A (ja) | 2025-03-26 |
Family
ID=95105083
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2023148355A Pending JP2025041205A (ja) | 2023-09-13 | 2023-09-13 | タックシート |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2025041205A (ja) |
-
2023
- 2023-09-13 JP JP2023148355A patent/JP2025041205A/ja active Pending
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0279579A1 (en) | Irregular section adhesive sheets | |
| EP0800561B1 (en) | Tape for rough surfaces | |
| WO2005100499A1 (ja) | 粘着シートおよび剥離材 | |
| TW201105765A (en) | Adhesive material having removability | |
| ATE352832T1 (de) | Etikettenbogen | |
| JPWO2008075767A1 (ja) | 粘着シート及びその製造方法 | |
| JPWO2003025079A1 (ja) | 新易貼付性粘着シート及びその製造方法 | |
| TW201920541A (zh) | 接著構造體的解體方法 | |
| US20060127626A1 (en) | Microstructured release liners | |
| JP2005200499A (ja) | 粘着シート及びその製造方法 | |
| JP2001234130A (ja) | 粘着シートおよびその製造方法 | |
| KR101173203B1 (ko) | 점착식 보드판의 제작방법 및 그 방법에 의하여 제작된 점착식 보드판 | |
| WO2004092293A1 (ja) | 粘着加工シート | |
| JP2025041205A (ja) | タックシート | |
| JP2020033529A (ja) | 印刷物の製造方法 | |
| JP2012035617A (ja) | 内装用化粧シート | |
| KR20200051654A (ko) | 패턴화된 접착제 및 패턴화된 접착체를 구비한 라미네이트 구조체 | |
| JP4841107B2 (ja) | 粘着加工シート | |
| JPWO2023223827A5 (ja) | ||
| JP7100541B2 (ja) | 積層体の製造方法及び積層体 | |
| JP2001279200A (ja) | 両面粘着テープ及びその製造方法 | |
| JP2010043285A (ja) | 粘着シートおよび粘着テープ | |
| JP5013770B2 (ja) | 機能性部材用工程材料、および機能性部材の処理方法 | |
| JP2004067875A (ja) | 両面粘着テープおよび粘着テープ積層体 | |
| JP2007046028A (ja) | 粘着シートと両面テープ及び離型紙 |