JP2022151663A - ポリアリーレンスルフィドフィルム、および、これを用いた複合体、電気電子用部材 - Google Patents
ポリアリーレンスルフィドフィルム、および、これを用いた複合体、電気電子用部材 Download PDFInfo
- Publication number
- JP2022151663A JP2022151663A JP2022028975A JP2022028975A JP2022151663A JP 2022151663 A JP2022151663 A JP 2022151663A JP 2022028975 A JP2022028975 A JP 2022028975A JP 2022028975 A JP2022028975 A JP 2022028975A JP 2022151663 A JP2022151663 A JP 2022151663A
- Authority
- JP
- Japan
- Prior art keywords
- film
- polyarylene sulfide
- resin
- sulfide film
- temperature
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Landscapes
- Manufacture Of Macromolecular Shaped Articles (AREA)
Abstract
【課題】高温熱寸法安定性、平面性に優れたポリアリーレンスルフィドフィルムを提供する。
【解決手段】ポリアリーレンスルフィド(PAS)系樹脂を主たる構成成分とし、熱機械分析(TMA)を用いて昇温速度10℃/min、張力0.15N/mm2の条件において1stRunで測定される250℃を中心とした248℃から252℃の寸法変化率の傾きが-150ppm/℃以上であるポリアリーレンスルフィドフィルムとする。
【選択図】なし
【解決手段】ポリアリーレンスルフィド(PAS)系樹脂を主たる構成成分とし、熱機械分析(TMA)を用いて昇温速度10℃/min、張力0.15N/mm2の条件において1stRunで測定される250℃を中心とした248℃から252℃の寸法変化率の傾きが-150ppm/℃以上であるポリアリーレンスルフィドフィルムとする。
【選択図】なし
Description
本発明は、ポリアリーレンスルフィドフィルムに関する。
ポリアリーレンスルフィドフィルムは、耐熱性・電気特性・低吸湿性、高温下での寸法安定性および耐薬品性に優れることから、電気・電子部品、電池用部材、機械部品および自動車部品の絶縁材や断熱材として好適に使用されている。
近年、電気、電子部品分野において高速・大容量化の流れから、伝送損失の小さい材料が求められており、低伝送損失材料として液晶ポリマーフィルムを用いた回路基板が知られている(特許文献1)。しかし、液晶ポリマーを用いた場合には、分子鎖が極度に配向している構造を有し伸度が低いため割れ易く加工が十分ではないという課題がある。そこで、ポリフェニレンサルファイド(以下、PPSと略称することがある。)に代表されるポリアリーレンスルフィドフィルムは、その伝送損失性や低吸湿性の高さを活かし、電気絶縁材料への適用が進められている。しかしながら、PPSフィルムを回路基材としたものは、熱寸法変化を起こし、例えば、回路基板の製造工程で熱が加わると回路の反りや変形、設計ずれが生じやすい。これは、PPSフィルムが高温の熱によって不可逆に収縮変形し回路層へ影響してしまうため、PPSフィルムの高温での寸法安定化が望まれている。
そこで、ポリアリーレンスルフィド樹脂に異なる他の熱可塑性樹脂を含有させて加熱成型性、平面性、製膜安定性を向上する手法(特許文献2、特許文献3)、PPSフィルムを高圧下で段階的に熱をかけ熱安定性を向上させる技術(特許文献4)が開示されている。
そこで、ポリアリーレンスルフィド樹脂に異なる他の熱可塑性樹脂を含有させて加熱成型性、平面性、製膜安定性を向上する手法(特許文献2、特許文献3)、PPSフィルムを高圧下で段階的に熱をかけ熱安定性を向上させる技術(特許文献4)が開示されている。
しかしながら、上記の特許文献に記載された技術であっても、回路基板として用いた際に、不可逆な収縮変形による高温の熱寸法安定性の抑制が充分ではないという課題があった。
本発明の課題は、上記した問題点を解決することにある。すなわち、高温熱寸法安定性、平面性に優れたポリアリーレンスルフィドフィルムを提供することである。
本発明のポリアリーレンスルフィドフィルムは、上記課題を解決するために次の構成を有する。すなわち、ポリアリーレンスルフィド(PAS)系樹脂を主たる構成成分とし、熱機械分析(TMA)を用いて昇温速度10℃/min、張力0.15N/mm2の条件において1stRunで測定される250℃を中心とした248℃から252℃の寸法変化率の傾きが-150ppm/℃以上であるポリアリーレンスルフィドフィルムである。
本発明のポリアリーレンスルフィドフィルムは、高温熱寸法安定性、平面性に優れることから、電気・電子機器、電池用部材、機械部品および自動車部品や絶縁材、印刷機器用部材、耐熱テープ、特に高周波回路材として好適に用いることが出来る。
以下、本発明について説明する。
本発明において、ポリアリーレンスルフィドフィルムとは、ポリアリーレンスルフィド(以下、PAS)系樹脂を主たる構成成分とする樹脂組成物を、溶融成型してシート状とし、二軸延伸、熱処理してなるフィルムである。
本発明において、PAS系樹脂を主たる構成成分とするとは、PAS系樹脂を50質量%以上、好ましくは60質量%以上、より好ましくは70質量%以上含むことをいう。PAS系樹脂の含有量が50質量%未満では、PASフィルムの特徴である、耐熱性、寸法安定性、電気特性、機械的特性を損なう場合がある。
本発明で用いるPAS系樹脂とは、-(Ar-S)-の繰り返し単位を有するコポリマーである。Arとしては下記の式(A)~式(K)などであらわされる単位などがあげられる。
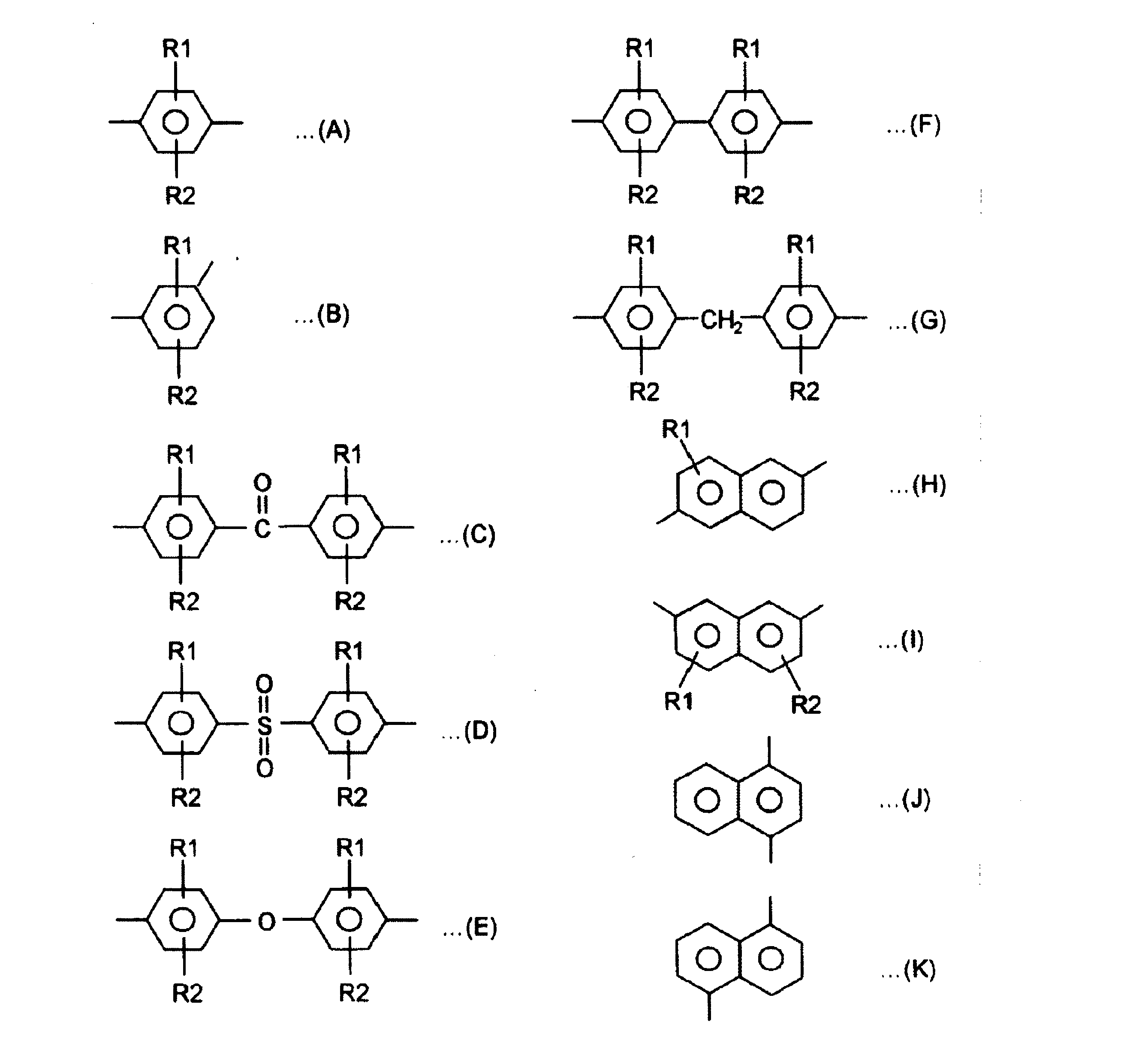
(R1,R2は、水素、アルキル基、アルコキシ基、ハロゲン基から選ばれる基であり、R1とR2は同一でも異なっていてもよい)
繰り返し単位としては、p-アリーレンスルフィド単位が好ましく、これらの代表的なものとして、ポリフェニレンスルフィド、ポリサルフォン、ポリエーテルサルフォン、ポリフェニレンスルフィドスルホン、ポリフェニレンスルフィドケトンなどが挙げられ、特に好ましいp-アリーレンスルフィド単位としては、フィルム物性と経済性の観点から、p-フェニレンスルフィド単位が好ましく例示される。
繰り返し単位としては、p-アリーレンスルフィド単位が好ましく、これらの代表的なものとして、ポリフェニレンスルフィド、ポリサルフォン、ポリエーテルサルフォン、ポリフェニレンスルフィドスルホン、ポリフェニレンスルフィドケトンなどが挙げられ、特に好ましいp-アリーレンスルフィド単位としては、フィルム物性と経済性の観点から、p-フェニレンスルフィド単位が好ましく例示される。
本発明に用いるポリアリーレンスルフィド樹脂は、主要構成単位として下記構造式で示されるp-フェニレンスルフィド単位を全繰り返し単位の80モル%以上99.9モル%以下で構成されていることが好ましい。上記の組成とすることで、優れた耐熱性、耐薬品性を発現せしめることができる。

また、繰り返し単位の0.01モル%以上20モル%以下の範囲で共重合単位と共重合することもできる。
好ましい共重合単位は、



(ここでXは、アルキレン基、カルボニル基、および、スルホニル基から選ばれる基を示す。)


(ここでRはアルキル基、ニトロ基、フェニレン基、および、アルコキシ基から選ばれる基を示す。)が挙げられ、特に好ましい共重合単位は、m-フェニレンスルフィド単位である。
主要構成単位に共重合成分との共重合の態様は特に限定はないが、ランダムコポリマーであることが好ましい。
本発明のポリアリーレンスルフィドフィルムは、ポリアリーレンスルフィド(PAS)系樹脂を主たる構成成分とし、熱機械分析(TMA)を用いて昇温速度10℃/min、張力0.15N/mm2条件において1stRunで測定される250℃を中心とした248℃から252℃における寸法変化率の傾きが-150ppm/℃以上であることが必要である。本発明において、248℃から252℃の寸法変化率の傾きとは、後述する測定方法により求められるものであり、25℃における寸法を100%、寸法変化率0%とした際にTMAより得られる、各温度における寸法変化率から下記式(i)を用いて算出される。
(i)248℃から252℃の寸法変化率の傾き(ppm/℃)={(252℃の寸法変化率(%))-(248℃の寸法変化率(%))}/(252℃-248℃)×10000 。
248℃から252℃の寸法変化率の傾き(ppm/℃)が負の値であることは、248℃のときに比べて252℃のときの寸法が小さくなる(収縮する)ことを表し、248℃から252℃の寸法変化率の傾き(ppm/℃)が正の値であることは、248℃のときに比べて252℃のときの寸法が大きくなる(膨張する)ことを表す。寸法変化の傾きを上述した範囲とすることで、高温における不可逆に収縮変形する熱的不安定構造が低減していることを示し、高温下にさらされた場合においても収縮が大きく発生せず、回路基板として用いた際の製造工程において変形を抑制する熱寸法安定に優れたフィルムを得ることができることを見出した。248℃から252℃の寸法変化率の傾きが-150ppm/℃未満であると、不可逆な収縮変形が発生し回路加工時にフィルム変形が起こる場合がある。248℃から252℃の寸法変化率の傾きは、より好ましくは-100ppm/℃以上、さらに好ましくは-50ppm/℃以上である。248℃から252℃の寸法変化率の傾きは後述する製膜条件によって制御することが出来る。上限としては特に制限されないが、PAS樹脂の持つ熱膨張係数から100ppm/℃以下であり、さらに金属との膨張係数差から50ppm/℃以下が好ましい。
本発明における248℃から252℃の寸法変化率の傾きは、フィルムの長手方向にて測定される値を示す。ここで長手方向とは、ロール状のフィルムであれば、ロールの巻き方向を長手方向とし、ロールの幅方向が幅方向に相当する。一方、フィルムがカットされたシート状で長手方向が判断できない場合は、いずれかの方向を0°とし、フィルム面内に―90℃から90℃まで10°毎に方向を変えて寸法変化率の傾きを測定し、最も寸法変化率の傾きが小さい方向をフィルム長手方向とする。
本発明のPASフィルムは、248℃から252℃の寸法変化率の傾きを一層向上できる観点から、レーザーラマン分光を用いて、後述する手法において、フィルム断面方向からのマッピング測定方法により求められる配向パラメータIの値が8.0以上である領域が占める割合が、測定範囲に対して3.0%以上であることが好ましく、より好ましくは5.0%以上である。
[配向パラメータIの測定方法]
・測定範囲 10μm□
・ビーム径 1μm
・ステップ間隔 0.5μm
式1 配向パラメータI=I1080/I745
I1080:フィルム面に平行な偏光配置での1080cm-1のラマンバンドの強度
I745:フィルム面に平行な偏光配置での745cm-1のラマンバンドの強度。
・測定範囲 10μm□
・ビーム径 1μm
・ステップ間隔 0.5μm
式1 配向パラメータI=I1080/I745
I1080:フィルム面に平行な偏光配置での1080cm-1のラマンバンドの強度
I745:フィルム面に平行な偏光配置での745cm-1のラマンバンドの強度。
本発明におけるフィルム断面とは、フィルム長手方向に平行かつフィルム面に垂直な方向で切断した際の切断面を指す。マッピングによる配向パラメータIの値が高いと、フィルム内において強く配向していることを表す。すなわち、配向パラメータIの値が8.0以上である領域が占める割合が上記範囲であると、フィルム内で、局所的に強く配向している部分(高配向部分)を有していることを表す。この高配向部分が分子鎖の配列した秩序性の高い結晶を形成することで、高温熱寸法安定性の高いフィルムが得られる。さらに、この高配向部分が製膜工程中にかかる延伸張力や搬送張力の均一分散を可能とする。これにより、寸法変化率の傾きの制御を容易とし、熱寸法安定性と平面性に優れるフィルムを得ることができる。配向パラメータIの値が8.0以上である領域が占める割合が、3.0%未満の場合、製膜工程にかかる延伸張力や搬送張力が均一分散できなくなり、熱寸法安定性や平面性が悪化する場合がある。配向パラメータIの値が8.0以上である領域が占める割合は、上限としては特に制限されないが、20%以上とすることは製膜時の延伸倍率を極めて高倍率にする必要を生じる場合があり、製膜工程でフィルムが破断し、生産性において不利となる恐れがある。こうした生産性の観点から条件として好ましくは、20%以下であり、より好ましくは15%以下であり、さらに好ましくは7.0%以下である。
本発明のPASフィルムは、248℃から252℃の寸法変化率の傾きを一層向上できる観点から、レーザーラマン分光を用いて、フィルム断面方向からのマッピング測定方法により求められる配向パラメータIの値が6.5以下である領域が占める割合が、測定範囲に対して5.0%以上であることが好ましく、10%以上がより好ましく、15%以上がさらに好ましく、20%以上が特に好ましい。マッピングによる配向パラメータIの値が低いと、フィルム中の非晶構造が緩和していることを表す。配向パラメータIの値が6.5以下である領域が占める割合を前述の範囲とすることで、緩和している非晶構造が多くなり高温熱寸法安定性に優れるフィルムを得ることができる。配向パラメータIの値が7.5以下である領域が占める割合が5.0%未満であると緩和している非晶構造が少なくなるため高温熱寸法安定性が悪化する場合がある。配向パラメータIの値が6.5以下である領域が占める割合は、上限としては特に制限されないが、60%以上とすることは製膜時の延伸倍率を極めて低倍率化する、または未延伸とする必要があり、フィルムの平面性や生産性において不利となる恐れがある。こうした観点から条件として好ましくは、50%以下である。本発明における配向パラメータIを制御する方法は特に限られるものでは無いが、後述する製造方法の中で、樹脂組成の変更、二軸延伸を行った後の熱固定や、さらに幅方向に延伸する方法などを挙げることができる。
本発明のPASフィルムは、レーザーラマン分光を用いて、フィルム断面方向からのマッピング測定方法により求められる配向パラメータIの平均値が6.5以上8.0以下であり、より好ましくは6.5以上7.2以下であることが好ましい。平均値が上記範囲であると、高温での熱寸法安定性を担保しつつ、平面性、製膜性を担保することが可能となる。配向パラメータの平均値が低すぎると、低配向化が進むため、平面性や製膜性が悪化する場合がある。配向パラメータの平均値が高すぎると配向が高まりすぎてしまうため、製膜安定性が悪化する場合がある。
本発明のPASフィルムは、熱寸法安定性を一層向上できる観点から、熱機械分析(TMA)を用いて昇温速度10℃/min、張力0.15N/mm2条件において1stRunで測定される170℃から180℃の寸法変化率の傾きが50ppm/℃以上であることが好ましい。本発明において、170℃から180℃の寸法変化率の傾きは、後述する測定方法により求められる。
(ii)170℃から180℃寸法変化率の傾き(ppm/℃)={(180℃の寸法変化率(%))-(170℃の寸法変化率(%))}/(180℃-170℃)×10000 。
170℃から180℃の寸法変化率の傾きを上記範囲とすることで、該温度域を必要とする回路加工時の貼合わせ工程において、熱によるカールや変形を抑制し加工性に優れたフィルムを得ることができる。170℃から180℃の寸法変化率の傾きが50ppm/℃未満であると、上述の温度で緩和成分が残っていることを示し、この緩和成分によるわずかな不可逆変化が回路加工時の張り合わせ工程でかかる熱により、わずかにフィルムをカールや変形させる場合がある。170℃から180℃の寸法変化率の傾きは、より好ましくは60ppm/℃以上、さらに好ましくは70ppm/℃以上、最も好ましくは80ppm/℃以上である。寸法変化率の傾きの上限としては特に制限されないが、PAS樹脂の持つ熱膨張係数から100ppm/℃以下が好ましい。170℃から180℃の寸法変化率の傾きを上記範囲とするには、後述する製膜条件によって制御することができ、製造方法の中でもアニール処理を行う方法が特に好ましい。
本発明のPASフィルムは、寸法変化率の傾きを一層向上できる観点から、微小融解ピーク(T-meta)が270℃以上融点未満であることが好ましい。本発明における微小融解ピーク(T-meta)は、フィルムの熱履歴を受けていることを指し、T-metaが上記範囲内であると、高温の熱履歴が付与され高温熱寸法安定性に優れたフィルムを得ることができる。また、T-metaが270℃未満であると、高温の熱履歴がないため熱寸法安定性が悪化する場合がある。T-metaが融点以上であると、製膜工程でフィルムが溶融とともに破断し生産性が低下する場合がある。T-metaはより、好ましくは275℃以上融点未満である。T-metaは、熱固定温度で制御することができる。T-metaは、製膜機や製膜速度によって変動するが、通常、熱固定温度が高いほど高くなる。
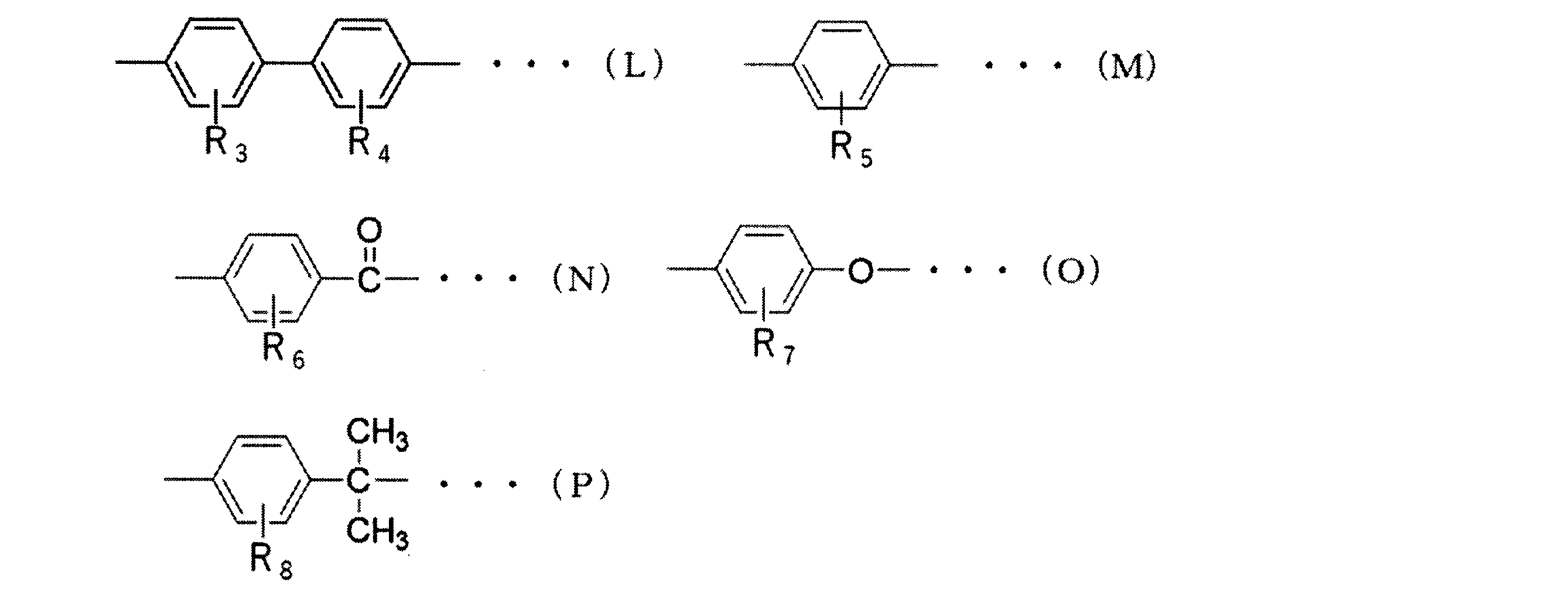
本発明のPASフィルムは、PAS系樹脂(I)を主成分とし、PAS系樹脂(I)とは異なる熱可塑性樹脂(II)を少なくとも1種以上含み、熱可塑性樹脂(II)は、下記化学式のうち少なくとも1種類の構造を含んでおり、より好ましくは化学式(L)、(M)、(N)、(O)、(P)のうち少なくとも1種類の構造を含み、さらに好ましくは化学式(L)、(O)のうち少なくとも1種類の構造を含むことが好ましい。特に化学式(L)を含む場合に収縮応力の低減による高い熱寸法安定性、加工性、製膜性(特に延伸性)の向上、に寄与するため好ましく、これは、化学式(L)を含む熱可塑性樹脂(II)とPAS系樹脂が相互作用しているためと推定される。なお、熱可塑性樹脂(II)に下記化学式の構造が含まれない場合、十分な高温熱寸法安定性が得られなくなるだけでなく、PAS系樹脂と混錬した樹脂をフィルム化し延伸した際に熱可塑性樹脂(II)との界面で剥離が生じて、フィルムの破断を招く場合がある。
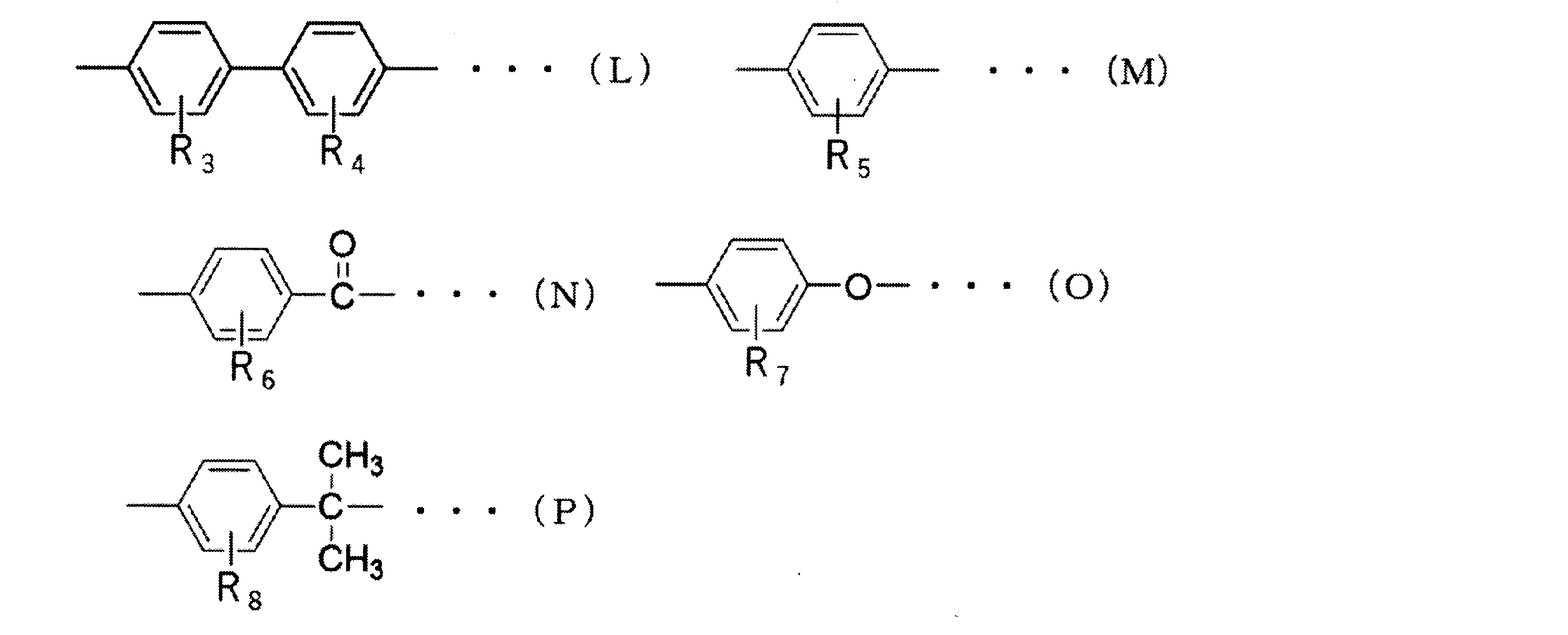
(ただし、式中のR3~R8はそれぞれ水素、水酸基、メトキシ基、エトキシ基、トリフルオロメチル基、炭素数1~13の脂肪族基、炭素数6~10の芳香族基のいずれかである。)
なお、熱可塑性樹脂(II)としては、例えばポリアミド、ポリエーテルイミド、ポリエーテルスルホン、ポリフェニルスルホン、ポリスルホン、ポリフェニレンエーテル、ポリエステル、ポリアリレート、ポリアミドイミド、ポリカーボネート、ポリエーテルエーテルケトン等の各種ポリマーおよびこれらのポリマーの少なくとも一種類を含むブレンド物を用いることができる。耐熱性および電気絶縁性の観点から熱可塑性樹脂(II)として、より好ましくはポリフェニルスルホン、ポリフェニレンエーテル、ポリスルホン、ポリエーテルイミドから選ばれる樹脂であり、さらに好ましくはポリフェニルスルホンであることが好ましい。
なお、熱可塑性樹脂(II)としては、例えばポリアミド、ポリエーテルイミド、ポリエーテルスルホン、ポリフェニルスルホン、ポリスルホン、ポリフェニレンエーテル、ポリエステル、ポリアリレート、ポリアミドイミド、ポリカーボネート、ポリエーテルエーテルケトン等の各種ポリマーおよびこれらのポリマーの少なくとも一種類を含むブレンド物を用いることができる。耐熱性および電気絶縁性の観点から熱可塑性樹脂(II)として、より好ましくはポリフェニルスルホン、ポリフェニレンエーテル、ポリスルホン、ポリエーテルイミドから選ばれる樹脂であり、さらに好ましくはポリフェニルスルホンであることが好ましい。
本発明において、PAS系樹脂(I)と熱可塑性樹脂(II)を混合する時期は特に限定されないが、溶融押出し前に、PAS系樹脂(I)と熱可塑性樹脂(II)の混合物を予備溶融混練(ペレタイズ)してマスターペレット化する方法や、溶融押出時に混合して溶融混練させる方法がある。中でも、二軸押出機などの剪断応力のかかる装置を用いてマスターペレット化する方法などが好ましい。この場合、混練部ではPAS系樹脂(I)の融点+10℃以上80℃以下の樹脂温度範囲となる様に混練することが好ましく、より好ましくはPAS系樹脂(I)の融点+15℃以上~80℃以下であり、さらに好ましくはPAS系樹脂(I)の融点+15℃以上~70℃以下の温度範囲である。また、スクリュー回転数を100rpm以上1500rpm以下の範囲とすることが好ましい。樹脂温度やスクリュー回転数を好ましい範囲に設定することで、分散相の分散径をコントロールできる。
本発明のPASフィルムは、PAS系樹脂(I)に熱可塑性樹脂(II)が分散相として存在することが好ましい。ここでいう分散相とは、PAS系樹脂(I)と熱可塑性樹脂(II)が構成する海島構造の島成分のことを指す。また、その形状として、熱可塑性樹脂(II)が円形、楕円形、紡錘形、不定形などの状態として本発明のPASフィルム中に存在することを指し、該フィルムの断面を透過型電子顕微鏡(TEM)観察や走査電子顕微鏡(SEM)観察などによりその形態を確認することができる。
本発明のPASフィルムに含まれる熱可塑性樹脂(II)が、スルホニル基を有することが好ましい。スルホニル基を含まない場合、PAS系樹脂との親和性がなく、フィルム製膜工程においてPAS樹脂(I)と熱可塑性樹脂(II)の界面で剥離が生じて、フィルムの破断を招く場合がある。
本発明のPASフィルムは、PAS系樹脂(I)の含有量WIと、PAS系樹脂(I)とは異なる熱可塑性樹脂(II)の含有量WIIの合計を100重量部とした場合に、熱可塑性樹脂(II)の含有量WIIが、0.1重量部以上50重量部未満であることが好ましい。より好ましくは熱可塑性樹脂(II)の含有量WIIが、1.0重量部以上25重量部未満であり、さらに好ましくは熱可塑性樹脂(II)の含有量WIIが、2重量部以上8重量部未満である。熱可塑性樹脂(II)の含有量が50質量部以上の場合、延伸時に破れが多発して安定的に製膜できなくなる恐れがあり好ましくない。また、熱可塑性樹脂(II)の含有量WIIが0.1重量部よりも少ない場合、上述の配向パラメータを制御できず高温熱寸法安定性の低下を招く恐れがあり好ましくない。
本発明のPASフィルムは、250℃で10分間熱処理した後の長手方向における熱収縮率が2.0%以下であることが好ましい。より好ましくは1.5%以下であり、さらに好ましくは1.0%以下であり、最も好ましくは0.5%以下である。熱収縮率が2.0%より大きい場合は、フィルムの収縮変形が大きくなり、高温下でフィルムにシワや変形が発生したりカールが発生したりする場合がある。熱収縮率を上記範囲とするには、後述する製膜条件によって制御することができる。本発明のPASフィルムの熱収縮率は後述する測定によって測定することができる。
発明のポリアリーレンスルフィドフィルムを製造する方法についてポリアリーレンスルフィド系樹脂としてポリフェニレンスルフィド樹脂(以下PPS樹脂と略紀する場合がある)を用い、他の熱可塑性樹脂としてポリフェニルスルホン樹脂を用いた場合のフィルムの製造方法を例にとって説明するが、本発明は、この例に限定されない。
硫化ナトリウムとp-ジクロロベンゼンを配合し、N-メチル-2-ピロリドン(NMP)などのアミド系極性溶媒中で、高温高圧下で反応させる。必要に応じて、m-ジクロロベンゼンやトリハロベンゼンなどの共重合成分を含ませることも可能である。重合度調整剤として苛性カリやカルボン酸アルカリ金属塩などを添加し230~290℃で重合反応させる。重合後にポリマーを冷却し、ポリマーを水スラリーとしてフィルターで濾過後、湿潤状態の粒状ポリマーを得る。この粒状ポリマーにアミド系極性溶媒を加えて30~100℃の温度で攪拌処理して洗浄し、イオン交換水にて30~80℃で数回洗浄し、酢酸カルシウムなどの金属塩水溶液で数回洗浄した後、乾燥してポリフェニレンスルフィドの粒状ポリマーを得る。この粒状ポリマーをベント付き押出機に投入してストランド状に溶融押出し、温度25℃の水で冷却した後、カッティングしてチップを作製しPPSチップとする。
また、得られたPPS粒状ポリマーを上述した条件にてポリフェニルスルホン樹脂と予備溶融混練(ペレタイズ)してマスターチップを作製する
本発明では、まず必要に応じて180℃で3時間減圧乾燥したPPSチップとマスターバッチとを所定の割合で混合して、溶融部が300~350℃に設定されたフルフライトの単軸押出機に供給し、フィルターに通過させた後、続いてTダイ型口金から吐出させ、表面温度20~70℃の冷却ドラム上に静電荷を印加させながら密着させて急冷固化し、実質的に無配向状態の未延伸フィルムを得る。
本発明では、まず必要に応じて180℃で3時間減圧乾燥したPPSチップとマスターバッチとを所定の割合で混合して、溶融部が300~350℃に設定されたフルフライトの単軸押出機に供給し、フィルターに通過させた後、続いてTダイ型口金から吐出させ、表面温度20~70℃の冷却ドラム上に静電荷を印加させながら密着させて急冷固化し、実質的に無配向状態の未延伸フィルムを得る。
次いで、二軸延伸する場合は、上記で得られた未延伸フィルムを、ポリアリーレンスルフィド樹脂のガラス転移点(Tg)以上冷結晶化温度(Tcc)以下の範囲で、逐次二軸延伸機または同時二軸延伸機により二軸延伸した後、150~280℃の範囲の温度で1段もしくは多段熱処理を行い、二軸配向フィルムを得る。延伸方法としては、逐次二軸延伸法(長手方向に延伸した後に幅方向に延伸を行う方法などの一方向ずつの延伸を組み合わせた延伸法)、同時二軸延伸法(長手方向と幅方向を同時に延伸する方法)、又はそれらを組み合わせた方法を用いることができる。ここでは、最初に長手方向、次に幅方向の延伸を行う逐次二軸延伸法を例示する。
未延伸フィルムを加熱ロール群で加熱し、長手方向(MD方向)に2.0~5.0倍、より好ましくは2.5~4.5倍、さらに好ましくは3.0~3.6倍に1段もしくは2段以上の多段で延伸する(MD延伸)。延伸温度は、Tg~Tcc、好ましくは(Tg+5)~(Tcc-10)℃の範囲である。その後20~50℃の冷却ロール群で冷却する。
MD延伸に続く幅方向(TD方向)の延伸方法としては、例えば、テンターを用いる方法が一般的である。このフィルムの両端部をクリップで把持して、テンターに導き、幅方向の延伸を行う(TD延伸)。延伸温度はTg~Tccが好ましく、より好ましくは(Tg+5)~(Tcc-10)℃の範囲である。延伸倍率はフィルムの平面性の観点から2.0~5.0倍、好ましくは2.0~4.0倍、より好ましくは2.5~3.4倍である。
次に、再度TD方向に延伸(TD延伸2)を行う。TD延伸2の延伸温度は260~融点(Tm)、好ましくは270℃~Tmである。TD延伸2の延伸温度を上記範囲とすることで、フィルム長手方向の不可逆な収縮変形の要因となる残留ひずみが残った分子鎖を緩和することができ高温の熱寸法安定化を向上できる。延伸温度が範囲外であると高温の熱寸法安定性が悪化する場合や、製膜工程で破れが発生し生産性が低下する場合がある。
TD延伸2の延伸倍率は好ましくは1.01~2.00倍であり、より好ましくは1.05~1.50倍である。TD延伸2の延伸倍率を上記範囲とすることで、幅方向に分子鎖を向かせることができ、直行方向であるフィルム長手方向の不可逆な収縮変形の要因となる残留ひずみが残った分子鎖を緩和し高温の熱寸法安定化を向上できる。
TD延伸2の延伸倍率は好ましくは1.01~2.00倍であり、より好ましくは1.05~1.50倍である。TD延伸2の延伸倍率を上記範囲とすることで、幅方向に分子鎖を向かせることができ、直行方向であるフィルム長手方向の不可逆な収縮変形の要因となる残留ひずみが残った分子鎖を緩和し高温の熱寸法安定化を向上できる。
TD延伸2の延伸速度は、好ましくは0.1%/s~100%/sであり、より好ましくは40%/s~60%/sである。TD延伸2の延伸速度を上記範囲とすることで、安定的に製膜することができるため好ましい。延伸速度が0.1%/s未満であると、延伸による長手方向の配向緩和が進まず、高温の熱寸法安定性が悪化する場合がある。延伸速度が100%/sを超えると、製膜工程で破れが発生し生産性が低下する場合がある。
次にこの二軸延伸フィルムを幅方向に弛緩しながら熱固定処理する。熱固定処理条件として、熱処理温度は、260℃以上融点未満が好ましく、さらに好ましくは270℃以上融点未満である。本発明において熱処理温度とは、実際にフィルムに付与された温度を示す。実際にフィルムに付与された温度とは、示差走査熱量計のT-metaより算出できる。熱固定温度を上記範囲とすることで、不可逆な収縮変形を抑制し高温の熱寸法安定を向上できる。熱固定温度が260℃未満であると、高温の熱寸法安定に劣る場合がある。融点以上であると、製膜工程でフィルムが溶融とともに破断し生産性が低下する場合がある。
さらにこのフィルムを冷却工程に供する前に、延伸温度以上融点以下の温度で幅方向に弛緩処理することが好ましい。弛緩処理は段階的に行ってもよい。弛緩率とは処理前の幅を基準にして、処理後の幅との差に対する割合の値であり、例えば、弛緩率2%は、処理前が100mmの場合、2%の2mmを弛緩して処理後は98mmになることを示す。弛緩率はは0~9%であることが好ましい。
その後、好ましくは35℃以下、より好ましくは25℃以下の温度で冷却後、フィルムエッジを除去しコア上に巻き取る。さらに、巻き取られたPPSフィルムは、熱寸法安定性を向上させる観点からは、一定の温度条件下で張力をかけて搬送されアニール処理を行う方が好ましい。一方、平面性を向上させる観点からは、アニール処理は実施しない方が好ましい。アニール処理温度は、150℃以上230℃未満がより好ましい態様である。230℃以上であると、アニール処理時の収縮変形によって平面性が悪化しやすい。150℃未満であると、アニール処理による分子構造の歪み除去が不完全となり、熱収縮が悪化する場合がある。230℃を超えると、アニール処理時の熱でフィルムが軟化し搬送時の張力でフィルムが変形し平面性が悪化する場合がある。アニール処理温度は好ましくは180℃以上220℃以下が好ましい。アニール処理時間は、1~200秒が好ましく、より好ましくは10~100秒であり、速度1~100m/minで搬送しながらアニール処理し、本発明のPPSフィルムを得ることができる。
本発明においては、ポリアリーレンスルフィドフィルムやそのフィルムロールに、必要に応じて、成形、表面処理、ラミネート、コーティング、印刷、エンボス加工およびエッチングなどの任意の加工を行ってもよい。
また、本発明のポリアリーレンスルフィドフィルムは、金属や樹脂フィルムや繊維シートと積層して、複合体とすることができる。複合体の製造方法としては、製造方法は特に限定されないが、例えば、フィルム上に接着層を設けて金属や樹脂フィルムや繊維シートをラミネートする方法や、熱融着法(熱圧着)、レーザー溶着法、超音波溶着法、振動溶着法、誘導溶着法、高周波溶着法などが挙げられる。また、本発明のポリアリーレンスルフィドフィルムと金属との複合体を形成する場合は、スパッタリング法やペースト印刷法を用いてもよい。
本発明のポリアリーレンスルフィドフィルムは熱寸法安定性、加工性、伝送特性に優れることから、自動車用、電気・電子材料の各種部品、耐熱テープ基材、印刷用トナー攪拌子用フィルム、離形用フィルム、とくに電気部品・電子部品(電気電子用部材)の構成の一部、とりわけ高周波回路基材として好適に用いることができる。
[特性の測定方法]
(1)寸法変化率の傾き
熱機械測定装置TMA/SS6600(セイコーインスツル社製)を用いて、下記要領にて測定する。フィルムを、測定する方向に30mm、測定方向と直交する方向に4mmとなるように短冊状に切り出し、チャック間距離を20mmとなるように試料を装置に取り付け引張定長条件にて、25℃から280℃まで昇温速度10℃/分、張力0.15N/mm2で加熱したときの各温度での寸法、すなわちチャック間距離、を測定し、25℃での寸法を基準として、各温度の寸法変化率(%)を求める。ここで、各温度(温度T℃)の寸法変化率(%)は、[(T℃での寸法)-(25℃での寸法)]/(25℃での寸法)×100 として求められる。得られた寸法変化率から下記式(i)より248℃から252℃の寸法変化率の傾きを算出する。また、下記式(ii)より170℃から180℃の寸法変化率の傾きを算出する。
(i)248℃から252℃の寸法変化率の傾き(ppm/℃)={(252℃の寸法変化率(%))-(248℃の寸法変化率(%))}/(252℃―248℃)×10000
(ii)170℃から180℃の寸法変化率の傾き(ppm/℃)={(180℃の寸法変化率(%))-(170℃の寸法変化率(%))}/(180℃―170℃)×10000 。
(1)寸法変化率の傾き
熱機械測定装置TMA/SS6600(セイコーインスツル社製)を用いて、下記要領にて測定する。フィルムを、測定する方向に30mm、測定方向と直交する方向に4mmとなるように短冊状に切り出し、チャック間距離を20mmとなるように試料を装置に取り付け引張定長条件にて、25℃から280℃まで昇温速度10℃/分、張力0.15N/mm2で加熱したときの各温度での寸法、すなわちチャック間距離、を測定し、25℃での寸法を基準として、各温度の寸法変化率(%)を求める。ここで、各温度(温度T℃)の寸法変化率(%)は、[(T℃での寸法)-(25℃での寸法)]/(25℃での寸法)×100 として求められる。得られた寸法変化率から下記式(i)より248℃から252℃の寸法変化率の傾きを算出する。また、下記式(ii)より170℃から180℃の寸法変化率の傾きを算出する。
(i)248℃から252℃の寸法変化率の傾き(ppm/℃)={(252℃の寸法変化率(%))-(248℃の寸法変化率(%))}/(252℃―248℃)×10000
(ii)170℃から180℃の寸法変化率の傾き(ppm/℃)={(180℃の寸法変化率(%))-(170℃の寸法変化率(%))}/(180℃―170℃)×10000 。
(2)配向パラメータ
フィルムをエポキシ樹脂に包埋後、ミクロト-ムでフィルム長手方向に平行かつフィルム面に垂直な方向で切断した際の切断面を作製する。作製したフィルム断面において、レーザーラマン装置(PDP320(フォトンデザイン社製))を用い、下記条件にて配向パラメータを求める。
フィルムをエポキシ樹脂に包埋後、ミクロト-ムでフィルム長手方向に平行かつフィルム面に垂直な方向で切断した際の切断面を作製する。作製したフィルム断面において、レーザーラマン装置(PDP320(フォトンデザイン社製))を用い、下記条件にて配向パラメータを求める。
マイクロプロ-ブ対物レンズ:100倍
スリット:100μm
ビーム径:1μm
光源:InGaAs 1064nm
回折格子:Single 300gr/mm
スリット:100μm
検出器:CCD/RENISHAW 1024×256
測定範囲:10μm□(10μm×10μm)
ステップ間隔 0.5μm 。
スリット:100μm
ビーム径:1μm
光源:InGaAs 1064nm
回折格子:Single 300gr/mm
スリット:100μm
検出器:CCD/RENISHAW 1024×256
測定範囲:10μm□(10μm×10μm)
ステップ間隔 0.5μm 。
測定は、入射光の偏光方向に平行な偏光方向に配置した偏光子を通して検出し、試料を回転させ、レーザー光の偏光方向に対して、フィルム面に平行な偏光方向でスペクトルを得る。測定範囲を10μm□とし、測定範囲の中心がフィルム断面における厚み方向の中心となるようにし、0.5μmステップでマッピング測定を行う。マッピングは、下記式(i)による配向パラメータIでおこない、測定した領域に対して、配向パラメータIが8.0以上の領域の面積分率、および、配向パラメータIが6.5以下の領域の面積分率、ならびに、測定した領域全体の配向パラメータIの平均値を求める。ちなみに、配向パラメータIの任意の値を基準としての面積分率を求めることもできる。
(i)配向パラメータI=I1080/I745
I1080:フィルム面に平行な偏光配置での1080cm-1ラマンバンドの強度
I745:フィルム面に平行な偏光配置での745cm-1ラマンバンドの強度 。
I1080:フィルム面に平行な偏光配置での1080cm-1ラマンバンドの強度
I745:フィルム面に平行な偏光配置での745cm-1ラマンバンドの強度 。
(3)微小融解ピーク(T-meta)、融点(Tm)
JIS K7121(1999)に準じて、セイコー電子工業(株)製示差走査熱量測定装置”ロボットDSC-RDC220”を、データ解析にはディスクセッション”SSC/5200”を用いて、下記の要領にて、測定を実施する。
JIS K7121(1999)に準じて、セイコー電子工業(株)製示差走査熱量測定装置”ロボットDSC-RDC220”を、データ解析にはディスクセッション”SSC/5200”を用いて、下記の要領にて、測定を実施する。
サンプルパンに試料を5mg秤量し、試料を25℃から300℃まで20℃/分の昇温速度で加熱する。そのとき、観察される融解の吸熱ピークのピーク温度を融点(Tm)とし、Tmより低温側に現れる微小な吸熱ピークをT-metaとする。
(4)250℃熱収縮率
下記装置および条件で、熱収縮率測定を行う。
・測長装置 :万能投影機
・試料サイズ :試長150mm×幅10mm
・熱処理装置 :ギアオーブン
・熱処理条件 :250℃、5分
・荷重 :3g
・算出方法
熱処理前にサンプルに100mmの間隔で標線を描き、熱処理後の標線間距離を測定し、下記式によって熱収縮率を算出する。試長の方向が長手方向または幅方向に平行になるように5サンプルずつ採取して測定を実施し、それぞれの平均値で評価を行う。
下記装置および条件で、熱収縮率測定を行う。
・測長装置 :万能投影機
・試料サイズ :試長150mm×幅10mm
・熱処理装置 :ギアオーブン
・熱処理条件 :250℃、5分
・荷重 :3g
・算出方法
熱処理前にサンプルに100mmの間隔で標線を描き、熱処理後の標線間距離を測定し、下記式によって熱収縮率を算出する。試長の方向が長手方向または幅方向に平行になるように5サンプルずつ採取して測定を実施し、それぞれの平均値で評価を行う。
熱収縮率(%)={(熱処理前の標線間距離)-(熱処理後の標線間距離)}/熱処理前の標線間距離×100。
(5)熱寸法安定性
(a)熱寸法安定性(I)
ポリアリーレンスルフィドフィルムの一方の面に回路基板用接着剤AW-32(共同薬品(株)製)を固化厚み2μmで塗布した後、12μmの銅箔(3EC-HTE、三井金属工業(株)製)を175℃に加熱された真空熱プレス装置で、圧力4MPaにて15分間プレスすることで両表面にラミネートし、銅箔/ポリアリーレンスルフィドフィルムの積層体を作製する。得られた積層体を30mm×30mmのサイズに切り出し、深さ50mm以上のはんだ浴を使用し、温度260℃に設定された溶融はんだ浴に浸漬処理を行う。浸漬処理は、積層体がすべて浸漬後5秒間保持し取り出した。処理前後におけるサンプルの両端の浮き上がりを測定し、その平均値をカール量とし下記基準にて判定する。
(a)熱寸法安定性(I)
ポリアリーレンスルフィドフィルムの一方の面に回路基板用接着剤AW-32(共同薬品(株)製)を固化厚み2μmで塗布した後、12μmの銅箔(3EC-HTE、三井金属工業(株)製)を175℃に加熱された真空熱プレス装置で、圧力4MPaにて15分間プレスすることで両表面にラミネートし、銅箔/ポリアリーレンスルフィドフィルムの積層体を作製する。得られた積層体を30mm×30mmのサイズに切り出し、深さ50mm以上のはんだ浴を使用し、温度260℃に設定された溶融はんだ浴に浸漬処理を行う。浸漬処理は、積層体がすべて浸漬後5秒間保持し取り出した。処理前後におけるサンプルの両端の浮き上がりを測定し、その平均値をカール量とし下記基準にて判定する。
カール量I(mm)=(処理後のカール量(mm))-(処理前のカール量(mm))
AA:カール量Iが7mm以下
A:カール量Iが12mm以下
B:カール量Iが12mmを超えて、20mm以下
C:カール量Iが20mmを超える。
AA:カール量Iが7mm以下
A:カール量Iが12mm以下
B:カール量Iが12mmを超えて、20mm以下
C:カール量Iが20mmを超える。
(b)熱寸法安定性(II)
ポリアリーレンスルフィドフィルムを30mm×30mmのサイズに切り出し、温度260℃に設定された溶融はんだ浴に5秒間浮かべた後、取り出し、フィルムのゆがみ、反りといった変形箇所を目視にて確認を行う。
ポリアリーレンスルフィドフィルムを30mm×30mmのサイズに切り出し、温度260℃に設定された溶融はんだ浴に5秒間浮かべた後、取り出し、フィルムのゆがみ、反りといった変形箇所を目視にて確認を行う。
AA:フィルムの変形はほとんど見られない
A:フィルムに若干ゆがみが見られるものの、実用に問題ない
B:フィルムにゆがみが見られるが、実用できる
C:フィルムに全体がゆがんでいるが、実用できる
D:フィルムに大きなゆがみが観察され、実用には適さない。
A:フィルムに若干ゆがみが見られるものの、実用に問題ない
B:フィルムにゆがみが見られるが、実用できる
C:フィルムに全体がゆがんでいるが、実用できる
D:フィルムに大きなゆがみが観察され、実用には適さない。
(c)熱寸法安定性(III)
ポリアリーレンスルフィドフィルムの一方の面に、下地金属層としてスパッタリング法で厚さ20nmのクロム(Cr):ニッケル(Ni)=20:80(重量比)の組成の金属層を形成し、その上に、続いてスパッタリング法で厚さ80nmの銅膜を形成した。その後、電解銅めっき後の金属部分の層厚みが12μmになるように電解銅めっきを実施し、ポリアリーレンスルフィドフィルム/めっき層の積層体を作製した。電解銅めっきは、硫酸銅五水和塩50g/L、硫酸200g/L、塩素50ppm、メルテックス株式会社製添加剤“カパーグリーム(登録商標)”ST-901A 2ml/L、“カパーグリーム(登録商標)”ST-901B 20ml/Lの液を使用し、めっき条件は噴流方式、電流密度1.0A/dm2とし積層体を得た。得られた積層体を50mm×50mmのサイズに切り出し、160℃に加熱されたオーブン内で30分の熱処理を実施した後、サンプルの4隅の浮き上がりを測定し、その平均値をカール量IIとし下記基準にて判定を行う。
ポリアリーレンスルフィドフィルムの一方の面に、下地金属層としてスパッタリング法で厚さ20nmのクロム(Cr):ニッケル(Ni)=20:80(重量比)の組成の金属層を形成し、その上に、続いてスパッタリング法で厚さ80nmの銅膜を形成した。その後、電解銅めっき後の金属部分の層厚みが12μmになるように電解銅めっきを実施し、ポリアリーレンスルフィドフィルム/めっき層の積層体を作製した。電解銅めっきは、硫酸銅五水和塩50g/L、硫酸200g/L、塩素50ppm、メルテックス株式会社製添加剤“カパーグリーム(登録商標)”ST-901A 2ml/L、“カパーグリーム(登録商標)”ST-901B 20ml/Lの液を使用し、めっき条件は噴流方式、電流密度1.0A/dm2とし積層体を得た。得られた積層体を50mm×50mmのサイズに切り出し、160℃に加熱されたオーブン内で30分の熱処理を実施した後、サンプルの4隅の浮き上がりを測定し、その平均値をカール量IIとし下記基準にて判定を行う。
カール量II(mm)=(処理後のカール量(mm))-(処理前のカール量(mm))
AA:カール量IIが5mm以下
A:カール量IIが8mm以下
B:カール量IIが12mm以下
C:カール量IIが15mm以下
D:カール量IIが18mm以下
E:カール量IIが18mmを超える。
AA:カール量IIが5mm以下
A:カール量IIが8mm以下
B:カール量IIが12mm以下
C:カール量IIが15mm以下
D:カール量IIが18mm以下
E:カール量IIが18mmを超える。
(6)平面性
500mm×500mmサイズのフィルムを平面台上に広げた状態、および、間隔が500mmの2本の平行ロール間に幅500mmのフィルムの一端を固定してかけ、他の一端に0.2kg/mm2になるように全幅均一に張力をかけた状態で、たるみ、うねり、シワといった平面性不良個所の有無を目視にて確認を行う。
500mm×500mmサイズのフィルムを平面台上に広げた状態、および、間隔が500mmの2本の平行ロール間に幅500mmのフィルムの一端を固定してかけ、他の一端に0.2kg/mm2になるように全幅均一に張力をかけた状態で、たるみ、うねり、シワといった平面性不良個所の有無を目視にて確認を行う。
AA:平面台上、平行ロール間いずれもたるみ、うねり、シワがほとんど見られない
A:平面台上では若干うねりが見られるが、平行ロール間では見られない。
A:平面台上では若干うねりが見られるが、平行ロール間では見られない。
B:平面台上、平行ロール間で若干うねりやシワが見られる。
C:平面台上、平行ロール間で大きなうねりやシワが見られる。
(7)製膜安定性
製膜を10時間連続して行い、フィルム破れ(縦延伸時の破断および横延伸、熱固定処理時のいずれも含む)の発生回数を以下の基準で判定を行う。
製膜を10時間連続して行い、フィルム破れ(縦延伸時の破断および横延伸、熱固定処理時のいずれも含む)の発生回数を以下の基準で判定を行う。
A:破れ発生なし(製膜安定性優良)
B:破れの発生頻度が5回以下(製膜安定性に良好)
C:破れの発生頻度が5回を超える(製膜安定性に劣る)
B:破れの発生頻度が5回以下(製膜安定性に良好)
C:破れの発生頻度が5回を超える(製膜安定性に劣る)
(参考例1)ポリフェニレンスルフィド系樹脂顆粒(PPS顆粒)の作製
工程撹拌機付きの1 リットルオートクレーブに、47%水硫化ナトリウム1.00モル、96% 水酸化ナトリウム1.03モル、N-メチル-2-ピロリドン(NMP)1.65モル、酢酸ナトリウム0.45モル、及びイオン交換水150gを仕込み、240rpm で撹拌しながら常圧で窒素を通じながら225℃まで約3時間かけて徐々に加熱し、水211gおよびNMP4gを留出したのち、反応容器を160℃ に冷却した。
次に、p-ジクロロベンゼン(p-DCB)1.00モル、NMP1.31モルを加えた。続いて反応容器を窒素ガス下に密封した。240rpmで撹拌しながら、200℃~235℃ まで0.6℃/分の速度で昇温して、235℃ 到達後、235℃で反応を95分間継続した。その後、0.8℃/分の速度で270℃まで昇温して100分保持した。270℃到達後水1モルを15分かけて系内に注入した。270℃で100分経過後、200℃まで1.0℃/分の速度で冷却し、その後室温近傍まで急速冷却した。内容物を取り出し、0.4リットルのNMPで希釈後、85℃で30分撹拌した後、溶剤と固形物をふるい(80mesh)で濾別した。後処理工程についで、得られた固形物に、0.5リットルのNMPを加えて85℃で30分撹拌し、濾別した。得られた固形物を0.9リットルの温水で3回洗浄、濾別した。更に、得られた粒子に1リットルの温水を加えて2回洗浄、濾別しポリマー粒子を得た。これを、80℃ で熱風乾燥した後、120℃で減圧乾燥し、融点が280℃の顆粒(PPS顆粒)を得た。
工程撹拌機付きの1 リットルオートクレーブに、47%水硫化ナトリウム1.00モル、96% 水酸化ナトリウム1.03モル、N-メチル-2-ピロリドン(NMP)1.65モル、酢酸ナトリウム0.45モル、及びイオン交換水150gを仕込み、240rpm で撹拌しながら常圧で窒素を通じながら225℃まで約3時間かけて徐々に加熱し、水211gおよびNMP4gを留出したのち、反応容器を160℃ に冷却した。
次に、p-ジクロロベンゼン(p-DCB)1.00モル、NMP1.31モルを加えた。続いて反応容器を窒素ガス下に密封した。240rpmで撹拌しながら、200℃~235℃ まで0.6℃/分の速度で昇温して、235℃ 到達後、235℃で反応を95分間継続した。その後、0.8℃/分の速度で270℃まで昇温して100分保持した。270℃到達後水1モルを15分かけて系内に注入した。270℃で100分経過後、200℃まで1.0℃/分の速度で冷却し、その後室温近傍まで急速冷却した。内容物を取り出し、0.4リットルのNMPで希釈後、85℃で30分撹拌した後、溶剤と固形物をふるい(80mesh)で濾別した。後処理工程についで、得られた固形物に、0.5リットルのNMPを加えて85℃で30分撹拌し、濾別した。得られた固形物を0.9リットルの温水で3回洗浄、濾別した。更に、得られた粒子に1リットルの温水を加えて2回洗浄、濾別しポリマー粒子を得た。これを、80℃ で熱風乾燥した後、120℃で減圧乾燥し、融点が280℃の顆粒(PPS顆粒)を得た。
(参考例2)フィルム用原料(PPS)の作製
参考例1で作製したPPS顆粒1を、320℃に加熱されたベント付き同方向回転式二軸混練押出機(日本製鋼所製、スクリュー直径30mm、スクリュー長さ/スクリュー直径=45.5)に投入し、滞留時間90秒、スクリュー回転数150回転/分で溶融押出してストランド状に吐出し、温度25℃の水で冷却した後、直ちにカッティングしてチップを作製し、フィルム用原料(PPS)とした。
参考例1で作製したPPS顆粒1を、320℃に加熱されたベント付き同方向回転式二軸混練押出機(日本製鋼所製、スクリュー直径30mm、スクリュー長さ/スクリュー直径=45.5)に投入し、滞留時間90秒、スクリュー回転数150回転/分で溶融押出してストランド状に吐出し、温度25℃の水で冷却した後、直ちにカッティングしてチップを作製し、フィルム用原料(PPS)とした。
(参考例3)PPS顆粒と熱可塑性樹脂のマスターペレット(MB1)の作製
ニーディングパドル混練部を1箇所設けた同方向回転タイプのベント式二軸混練押出機を320℃に加熱し、フィード口から参考例1で得たPPS顆粒1を80質量部、ポリフェニルスルホン(PPSU:ソルベイアドバンストポリマーズ株式会社、レーデル R5800-NT)を20質量部となるように供給し、スクリュー回転数200rpmで溶融混練後、ストランド状に吐出し、温度25℃の水で冷却した後、直ちにカッティングして、PPSUを20質量部含有するマスターペレットを作製した。
ニーディングパドル混練部を1箇所設けた同方向回転タイプのベント式二軸混練押出機を320℃に加熱し、フィード口から参考例1で得たPPS顆粒1を80質量部、ポリフェニルスルホン(PPSU:ソルベイアドバンストポリマーズ株式会社、レーデル R5800-NT)を20質量部となるように供給し、スクリュー回転数200rpmで溶融混練後、ストランド状に吐出し、温度25℃の水で冷却した後、直ちにカッティングして、PPSUを20質量部含有するマスターペレットを作製した。
(参考例4)PPS顆粒と熱可塑性樹脂のマスターペレット(MB2)の作製
ニーディングパドル混練部を1箇所設けた同方向回転タイプのベント式二軸混練押出機を320℃に加熱し、フィード口から参考例1で得たPPS顆粒を80質量部、ポリエーテルスルホン(PES:ソルベイアドバンストポリマーズ株式会社、ベラデル 3600)を20質量部となるように供給し、スクリュー回転数200rpmで溶融混練後、ストランド状に吐出し、温度25℃の水で冷却した後、直ちにカッティングして、PESを20質量部含有するマスターペレットを作製した。
ニーディングパドル混練部を1箇所設けた同方向回転タイプのベント式二軸混練押出機を320℃に加熱し、フィード口から参考例1で得たPPS顆粒を80質量部、ポリエーテルスルホン(PES:ソルベイアドバンストポリマーズ株式会社、ベラデル 3600)を20質量部となるように供給し、スクリュー回転数200rpmで溶融混練後、ストランド状に吐出し、温度25℃の水で冷却した後、直ちにカッティングして、PESを20質量部含有するマスターペレットを作製した。
(実施例1)
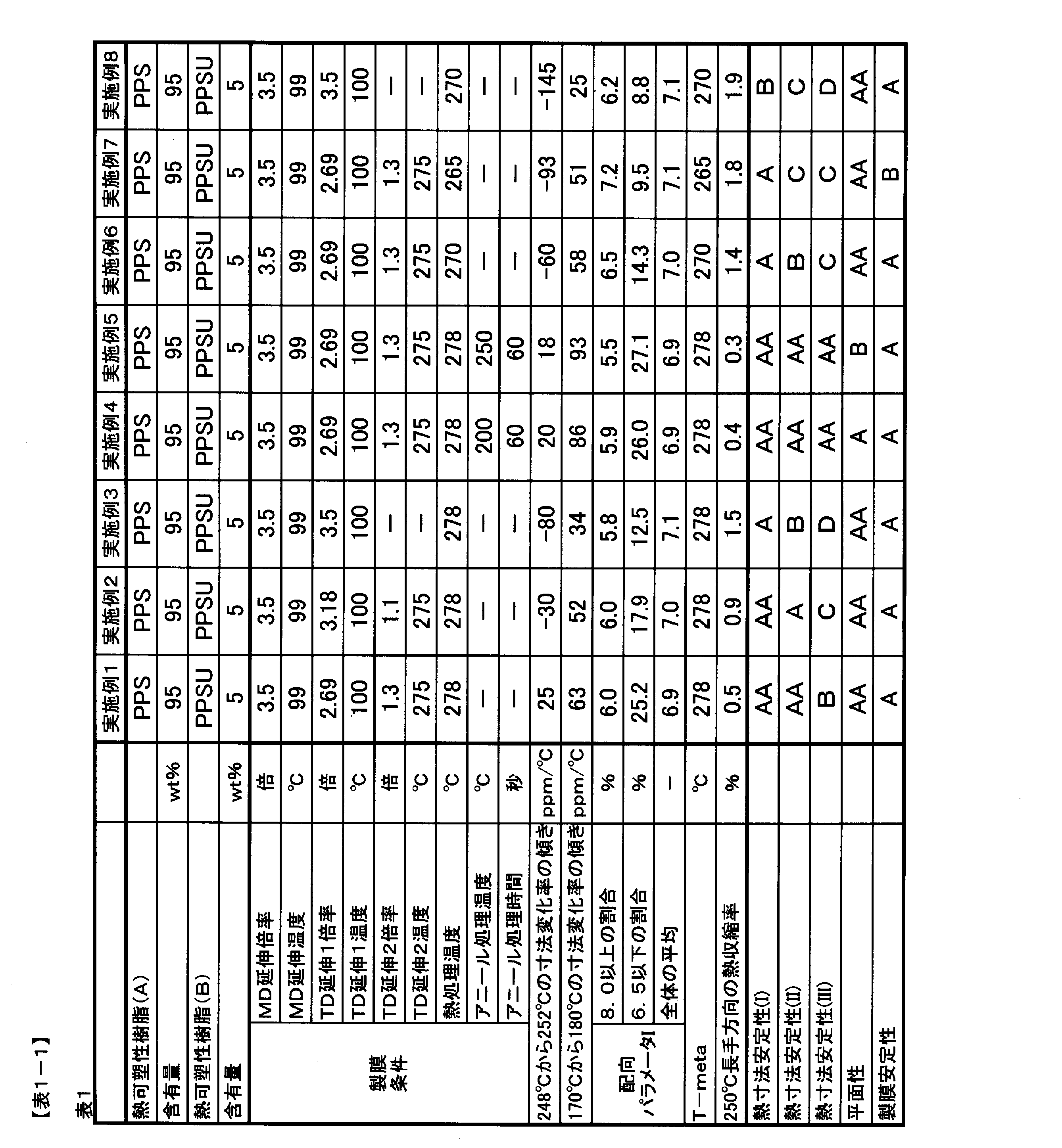
参考例2で得られたPPSを75質量部と参考例3で得られたMB1を25質量部をドライブレンドした後に、180℃で4時間真空乾燥した。次いで、押出機に供給し、窒素雰囲気下、320℃の温度で溶融させ、Tダイ口金に導入した。次いで、Tダイ口金内より、シート状に押出して溶融単層シートとし、該溶融単層シートを、3.0m/minで回転している、表面温度25℃に保たれたキャストドラム上に静電印加法で密着冷却固化させながらキャストし、未延伸フィルムを得た。得られた未延伸フィルムを加熱された複数のロール群からなる縦延伸機を用い、ロールの周速差を利用して延伸温度99℃でフィルムの長手方向に3.5倍の倍率で延伸(MD延伸)した。その後、フィルムの両端部をクリップで担持して、テンターに導き延伸温度100℃でフィルムの幅方向に2.69倍の倍率で延伸(TD延伸1)し、その後、延伸温度275℃でフィルムの幅方向に1.3倍の倍率でTD延伸2をした。引き続いて、フィルム温度が278℃となるように熱処理を行った後、3%弛緩処理を行い、室温まで冷却した後、フィルムエッジを除去し、厚み100μmのポリアリーレンスルフィドフィルムを得た。得られたフィルムの物性および特性を表1に示す。
参考例2で得られたPPSを75質量部と参考例3で得られたMB1を25質量部をドライブレンドした後に、180℃で4時間真空乾燥した。次いで、押出機に供給し、窒素雰囲気下、320℃の温度で溶融させ、Tダイ口金に導入した。次いで、Tダイ口金内より、シート状に押出して溶融単層シートとし、該溶融単層シートを、3.0m/minで回転している、表面温度25℃に保たれたキャストドラム上に静電印加法で密着冷却固化させながらキャストし、未延伸フィルムを得た。得られた未延伸フィルムを加熱された複数のロール群からなる縦延伸機を用い、ロールの周速差を利用して延伸温度99℃でフィルムの長手方向に3.5倍の倍率で延伸(MD延伸)した。その後、フィルムの両端部をクリップで担持して、テンターに導き延伸温度100℃でフィルムの幅方向に2.69倍の倍率で延伸(TD延伸1)し、その後、延伸温度275℃でフィルムの幅方向に1.3倍の倍率でTD延伸2をした。引き続いて、フィルム温度が278℃となるように熱処理を行った後、3%弛緩処理を行い、室温まで冷却した後、フィルムエッジを除去し、厚み100μmのポリアリーレンスルフィドフィルムを得た。得られたフィルムの物性および特性を表1に示す。
(実施例2)
TD延伸1の延伸倍率を3.18倍、TD延伸2の延伸倍率を1.1倍とした以外は実施例1と同様の方法でポリアリーレンスルフィドフィルムを得た。得られたフィルムの物性および特性を表1に示す。
TD延伸1の延伸倍率を3.18倍、TD延伸2の延伸倍率を1.1倍とした以外は実施例1と同様の方法でポリアリーレンスルフィドフィルムを得た。得られたフィルムの物性および特性を表1に示す。
(実施例3)
TD延伸1の延伸倍率を3.5倍としTD延伸2を実施しなかった以外は、実施例1と同様の方法でポリアリーレンスルフィドフィルムを得た。得られたフィルムの物性および特性を表1に示す。
TD延伸1の延伸倍率を3.5倍としTD延伸2を実施しなかった以外は、実施例1と同様の方法でポリアリーレンスルフィドフィルムを得た。得られたフィルムの物性および特性を表1に示す。
(実施例4)
実施例1で得られたフィルムを、200℃に昇温されたオーブン内にフィルムを搬送しながらアニール処理を60秒施し室温まで冷却した後、フィルムを巻き取り、ポリアリーレンスルフィドフィルムを得た。得られたフィルムの物性及び特性を表1に示す。
実施例1で得られたフィルムを、200℃に昇温されたオーブン内にフィルムを搬送しながらアニール処理を60秒施し室温まで冷却した後、フィルムを巻き取り、ポリアリーレンスルフィドフィルムを得た。得られたフィルムの物性及び特性を表1に示す。
(実施例5)
実施例1で得られたフィルムを、250℃に昇温されたオーブン内にフィルムを搬送しながらアニール処理を60秒施し室温まで冷却した後、フィルムを巻き取り、ポリアリーレンスルフィドフィルムを得た。得られたフィルムの物性及び特性を表1に示す。
実施例1で得られたフィルムを、250℃に昇温されたオーブン内にフィルムを搬送しながらアニール処理を60秒施し室温まで冷却した後、フィルムを巻き取り、ポリアリーレンスルフィドフィルムを得た。得られたフィルムの物性及び特性を表1に示す。
(実施例6)
フィルム温度が270℃になるように熱処理を行った以外は、実施例1と同様の方法でポリアリーレンスルフィドフィルムを得た。得られたフィルムの物性および特性を表1に示す。
フィルム温度が270℃になるように熱処理を行った以外は、実施例1と同様の方法でポリアリーレンスルフィドフィルムを得た。得られたフィルムの物性および特性を表1に示す。
(実施例7)
フィルム温度が265℃になるように熱処理を行った以外は、実施例1と同様の方法でポリアリーレンスルフィドフィルムを得た。得られたフィルムの物性および特性を表1に示す。
フィルム温度が265℃になるように熱処理を行った以外は、実施例1と同様の方法でポリアリーレンスルフィドフィルムを得た。得られたフィルムの物性および特性を表1に示す。
(実施例8)
TD延伸1の延伸倍率を3.5倍としTD延伸2を行わず、フィルム温度が270℃になるように熱処理を行った以外は、実施例1と同様の方法でポリアリーレンスルフィドフィルムを得た。得られたフィルムの物性および特性を表1に示す。
TD延伸1の延伸倍率を3.5倍としTD延伸2を行わず、フィルム温度が270℃になるように熱処理を行った以外は、実施例1と同様の方法でポリアリーレンスルフィドフィルムを得た。得られたフィルムの物性および特性を表1に示す。
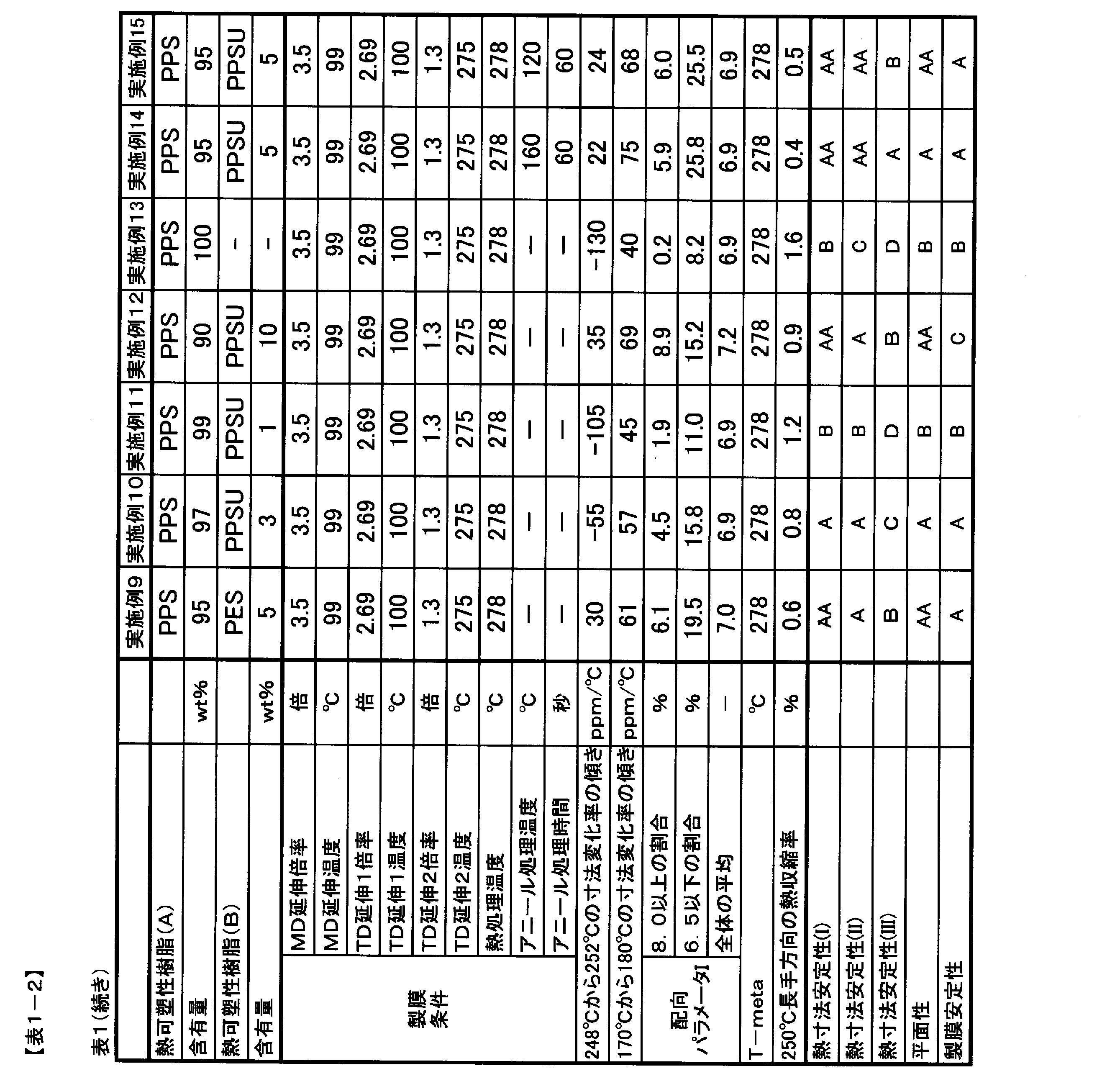
(実施例9)
参考例4で得られたMB2を使用する以外は、実施例1と同様の方法でポリアリーレンスルフィドフィルムを得た。得られたフィルムの物性および特性を表1に示す。
参考例4で得られたMB2を使用する以外は、実施例1と同様の方法でポリアリーレンスルフィドフィルムを得た。得られたフィルムの物性および特性を表1に示す。
(実施例10~12)
MB1の混率を表1に示す通りとした以外は、実施例1と同様の方法でポリアリーレンスルフィドフィルムを得た。得られたフィルムの物性および特性を表1に示す。
MB1の混率を表1に示す通りとした以外は、実施例1と同様の方法でポリアリーレンスルフィドフィルムを得た。得られたフィルムの物性および特性を表1に示す。
(実施例13)
参考例1で得られたPPSを100質量部用いてフィルム化した以外は実施例1と同様の方法でポリアリーレンスルフィドフィルムを得た。得られたフィルムの物性および特性を表1に示す。
参考例1で得られたPPSを100質量部用いてフィルム化した以外は実施例1と同様の方法でポリアリーレンスルフィドフィルムを得た。得られたフィルムの物性および特性を表1に示す。
(実施例14)
実施例1で得られたフィルムを、160℃に昇温されたオーブン内にフィルムを搬送しながらアニール処理を60秒施し室温まで冷却した後、フィルムを巻き取り、ポリアリーレンスルフィドフィルムを得た。得られたフィルムの物性及び特性を表1に示す。
実施例1で得られたフィルムを、160℃に昇温されたオーブン内にフィルムを搬送しながらアニール処理を60秒施し室温まで冷却した後、フィルムを巻き取り、ポリアリーレンスルフィドフィルムを得た。得られたフィルムの物性及び特性を表1に示す。
(実施例15)
実施例1で得られたフィルムを、120℃に昇温されたオーブン内にフィルムを搬送しながらアニール処理を60秒施し室温まで冷却した後、フィルムを巻き取り、ポリアリーレンスルフィドフィルムを得た。得られたフィルムの物性及び特性を表1に示す。
実施例1で得られたフィルムを、120℃に昇温されたオーブン内にフィルムを搬送しながらアニール処理を60秒施し室温まで冷却した後、フィルムを巻き取り、ポリアリーレンスルフィドフィルムを得た。得られたフィルムの物性及び特性を表1に示す。
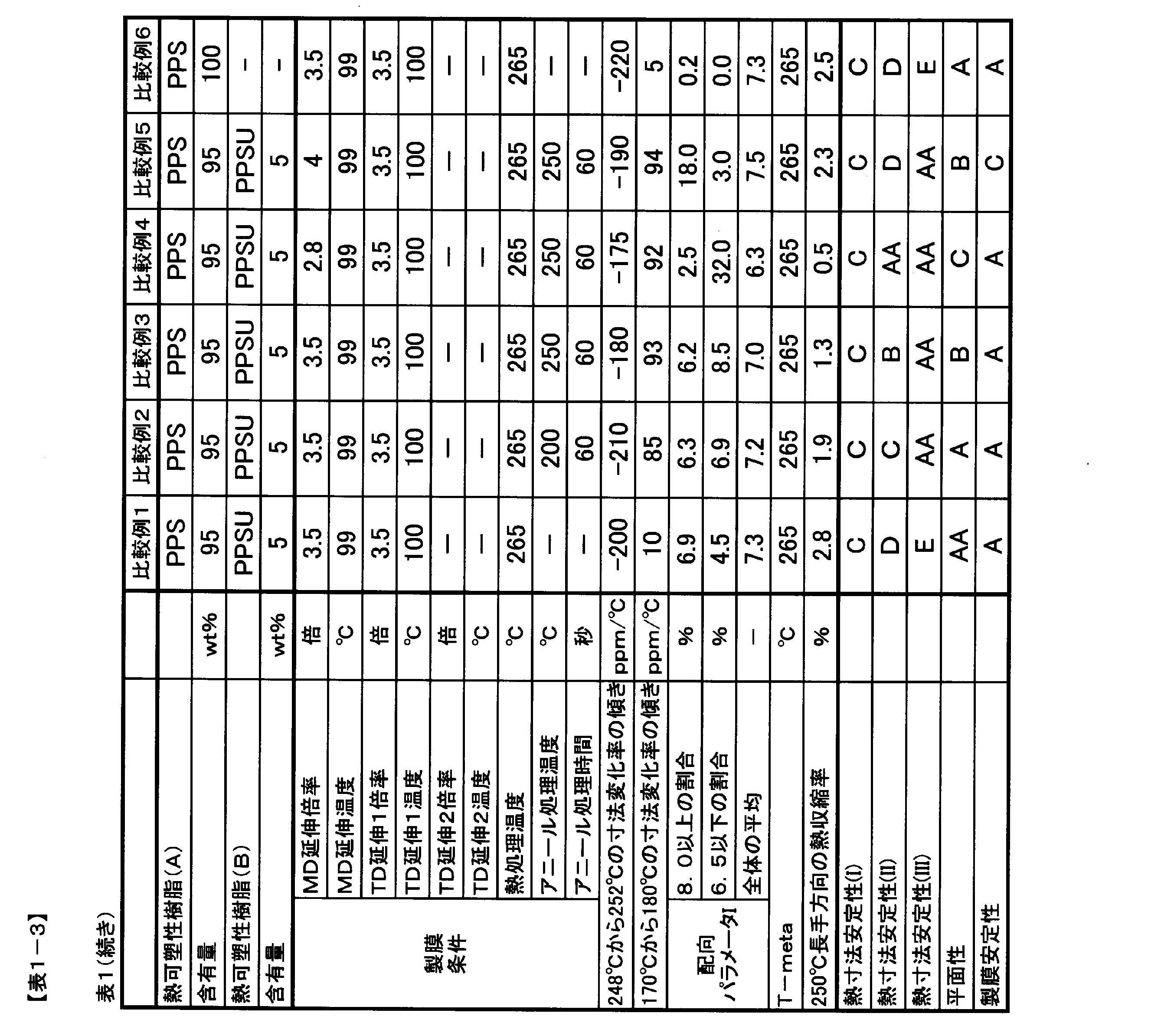
(比較例1)
TD延伸1の延伸倍率を3.5倍としTD延伸2を行わず、フィルム温度が265℃になるように熱処理を行った以外は、実施例1と同様の方法で二軸配向ポリアリーレンスルフィドフィルムを得た。得られたフィルムの物性および特性を表1に示す。
TD延伸1の延伸倍率を3.5倍としTD延伸2を行わず、フィルム温度が265℃になるように熱処理を行った以外は、実施例1と同様の方法で二軸配向ポリアリーレンスルフィドフィルムを得た。得られたフィルムの物性および特性を表1に示す。
(比較例2)
比較例1で得られたフィルムを、200℃に昇温されたオーブン内にフィルムを搬送しながらアニール処理を60秒施し室温まで冷却した後、フィルムを巻き取り、ポリアリーレンスルフィドフィルムを得た。得られたフィルムの物性及び特性を表1に示す。
比較例1で得られたフィルムを、200℃に昇温されたオーブン内にフィルムを搬送しながらアニール処理を60秒施し室温まで冷却した後、フィルムを巻き取り、ポリアリーレンスルフィドフィルムを得た。得られたフィルムの物性及び特性を表1に示す。
(比較例3)
比較例1で得られたフィルムを、250℃に昇温されたオーブン内にフィルムを搬送しながらアニール処理を60秒施し室温まで冷却した後、フィルムを巻き取り、ポリアリーレンスルフィドフィルムを得た。得られたフィルムの物性及び特性を表1に示す。
比較例1で得られたフィルムを、250℃に昇温されたオーブン内にフィルムを搬送しながらアニール処理を60秒施し室温まで冷却した後、フィルムを巻き取り、ポリアリーレンスルフィドフィルムを得た。得られたフィルムの物性及び特性を表1に示す。
(比較例4)
MD延伸の延伸倍率を2.8倍、TD延伸1の延伸倍率を3.5倍としTD延伸2を行わず、フィルム温度が265℃になるように熱処理を行い、得られたフィルムを250℃に昇温されたオーブン内にフィルムを搬送しながらアニール処理を施した以外は、実施例1と同様の方法でポリアリーレンスルフィドフィルムを得た。
MD延伸の延伸倍率を2.8倍、TD延伸1の延伸倍率を3.5倍としTD延伸2を行わず、フィルム温度が265℃になるように熱処理を行い、得られたフィルムを250℃に昇温されたオーブン内にフィルムを搬送しながらアニール処理を施した以外は、実施例1と同様の方法でポリアリーレンスルフィドフィルムを得た。
(比較例5)
MD延伸の延伸倍率を4.0倍、TD延伸1の延伸倍率を3.5倍としTD延伸2を行わず、フィルム温度が265℃になるように熱処理を行い、得られたフィルムを250℃に昇温されたオーブン内にフィルムを搬送しながらアニール処理を施した以外は、実施例1と同様の方法でポリアリーレンスルフィドフィルムを得た。
MD延伸の延伸倍率を4.0倍、TD延伸1の延伸倍率を3.5倍としTD延伸2を行わず、フィルム温度が265℃になるように熱処理を行い、得られたフィルムを250℃に昇温されたオーブン内にフィルムを搬送しながらアニール処理を施した以外は、実施例1と同様の方法でポリアリーレンスルフィドフィルムを得た。
(比較例6)
参考例1で得られたPPSを100質量部用いてフィルム化した以外は比較例1と同様の方法でポリアリーレンスルフィドフィルムを得た。
参考例1で得られたPPSを100質量部用いてフィルム化した以外は比較例1と同様の方法でポリアリーレンスルフィドフィルムを得た。
Claims (10)
- ポリアリーレンスルフィド(PAS)系樹脂を主たる構成成分とし、熱機械分析(TMA)を用いて昇温速度10℃/min、張力0.15N/mm2の条件において1stRunで測定される250℃を中心とした248℃から252℃の寸法変化率の傾きが-150ppm/℃以上であるポリアリーレンスルフィドフィルム。
- レーザーラマン分光を用いて、以下に示すフィルム断面方向からのマッピング測定方法により求められる配向パラメータIの値が8.0以上である領域が占める割合が、測定範囲に対して3.0%以上である請求項1に記載のポリアリーレンスルフィドフィルム。
[配向パラメータIの測定方法]
・測定範囲 10μm□
・ビーム径 1μm
・ステップ間隔 0.5μm
式1 配向パラメータI=I1080/I745
I1080:フィルム面に平行な偏光配置での1080cm-1のラマンバンドの強度
I745:フィルム面に平行な偏光配置での745cm-1のラマンバンドの強度 - 前記配向パラメータIの値が6.5以下の領域が占める割合が測定範囲に対して5.0%以上である請求項2に記載のポリアリーレンスルフィドフィルム。
- 熱機械分析(TMA)を用いて昇温速度10℃/min、張力0.15N/mm2の条件において1stRunで測定される170℃から180℃の寸法変化率の傾きが50ppm/℃以上である請求項1~3のいずれかに記載のポリアリーレンスルフィドフィルム。
- 示差走査熱量(DSC)測定を用いて、以下の測定方法により求められる微小融解ピーク(T-meta)が270℃以上、融点(Tm)未満である請求項1~4のいずれかに記載のポリアリーレンスルフィドフィルム。
[微小融解ピーク(T-meta)の測定方法]
・昇温速度 20m/min
・温度範囲 25℃から350℃ - PAS系樹脂(I)を主成分とし、樹脂(I)とは異なる熱可塑性樹脂(II)を少なくとも1種以上含み、熱可塑性樹脂(II)が下記骨格のいずれかを有する請求項1~5のいずれかに記載のポリアリーレンスルフィドフィルム
- 樹脂(II)がスルホニル基を有する請求項6に記載のポリアリーレンスルフィドフィルム。
- 250℃で10分間熱処理した後のフィルム長手方向(搬送方向)における熱収縮率が2.0%以下である請求項1~7のいずれかに記載のポリアリーレンスルフィドフィルム。
- 請求項1~8のいずれかのポリアリーレンスルフィドフィルムと、金属、樹脂フィルムおよび繊維シートのいずれか1種以上の部材からなる複合体。
- 請求項1~8のいずれかのポリアリーレンスルフィドフィルムと、金属、樹脂フィルムおよび繊維シートのいずれか1種以上の部材からなる複合体を有する電気電子用部材。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021049501 | 2021-03-24 | ||
| JP2021049501 | 2021-03-24 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2022151663A true JP2022151663A (ja) | 2022-10-07 |
Family
ID=83465277
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022028975A Pending JP2022151663A (ja) | 2021-03-24 | 2022-02-28 | ポリアリーレンスルフィドフィルム、および、これを用いた複合体、電気電子用部材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2022151663A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025253992A1 (ja) * | 2024-06-07 | 2025-12-11 | 東レ株式会社 | 二軸配向ポリアリーレンスルフィドフィルム、二軸配向ポリアリーレンスルフィドフィルムロール、電解質膜補強部材、燃料電池、水電解装置、金属化フィルム、集電箔、二次電池、フィルムコンデンサ、モーター用電気絶縁紙、およびモーター |
-
2022
- 2022-02-28 JP JP2022028975A patent/JP2022151663A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025253992A1 (ja) * | 2024-06-07 | 2025-12-11 | 東レ株式会社 | 二軸配向ポリアリーレンスルフィドフィルム、二軸配向ポリアリーレンスルフィドフィルムロール、電解質膜補強部材、燃料電池、水電解装置、金属化フィルム、集電箔、二次電池、フィルムコンデンサ、モーター用電気絶縁紙、およびモーター |
| JP7845580B1 (ja) * | 2024-06-07 | 2026-04-14 | 東レ株式会社 | 二軸配向ポリアリーレンスルフィドフィルム、二軸配向ポリアリーレンスルフィドフィルムロール、電解質膜補強部材、燃料電池、水電解装置、金属化フィルム、集電箔、二次電池、フィルムコンデンサ、モーター用電気絶縁紙、およびモーター |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0409466B1 (en) | Process for the preparation of a polyimide film | |
| KR101487043B1 (ko) | 이축 배향 폴리아릴렌술피드 필름 및 그의 제조 방법 | |
| JP6090314B2 (ja) | 金属接着用二軸延伸ポリアリーレンスルフィドフィルム | |
| JP7272263B2 (ja) | ポリアリーレンスルフィドフィルム | |
| JP2020075481A (ja) | 熱可塑性樹脂フィルム及びその製造方法 | |
| JP2018083415A (ja) | 積層フィルム及びその製造方法 | |
| JP2010070630A (ja) | 二軸配向ポリアリーレンスルフィドフィルムおよびそれを用いてなる接着材料 | |
| JP2022151663A (ja) | ポリアリーレンスルフィドフィルム、および、これを用いた複合体、電気電子用部材 | |
| JP2009292902A (ja) | 二軸配向ポリアリーレンスルフィドフィルムおよびそれを用いた接着材料 | |
| JP2020044839A (ja) | 熱可塑性樹脂フィルム及びそれを用いた電気・電子部品、絶縁材 | |
| JP7298218B2 (ja) | 積層体およびそれを用いてなる回路基板 | |
| JP7622433B2 (ja) | 二軸配向ポリアリーレンスルフィドフィルム | |
| JP2023172002A (ja) | 二軸配向ポリアリーレンスルフィドフィルム、二軸配向ポリアリーレンスルフィドフィルムの製造方法、複合体、回路用部材 | |
| CN107614256B (zh) | 叠层膜及其制造方法 | |
| JP2014189718A (ja) | 二軸延伸ポリアリーレンスルフィドフィルム | |
| JP2020139151A (ja) | 熱可塑性樹脂フィルム及びその製造方法 | |
| JP6572703B2 (ja) | ポリアリーレンスルフィドフィルム、及びそれを用いた金属・樹脂・フィルムの何れか1種以上との複合体からなる電池用部材、自動車用部材、電気・電子用部材 | |
| JP7448927B1 (ja) | ポリアリーレンスルフィドフィルム | |
| JPH0218971B2 (ja) | ||
| JP4259086B2 (ja) | 二軸配向ポリフェニレンスルフィドフィルム | |
| JP2023050160A (ja) | 二軸配向ポリアリーレンスルフィドフィルム | |
| JPH0523939B2 (ja) | ||
| JP2016069445A (ja) | ポリアリーレンスルフィドフィルム | |
| CN118076481A (zh) | 聚酰胺膜层叠体 | |
| JP2016097518A (ja) | ポリフェニレンスルフィドフィルム |