JP2021519123A - 使い捨て吸収性物品及びそれを組込むための吸収性コア複合物又は構成物、そのための又はその構成要素、及びそれを作るためのシステム、装置、及び方法 - Google Patents
使い捨て吸収性物品及びそれを組込むための吸収性コア複合物又は構成物、そのための又はその構成要素、及びそれを作るためのシステム、装置、及び方法 Download PDFInfo
- Publication number
- JP2021519123A JP2021519123A JP2020551405A JP2020551405A JP2021519123A JP 2021519123 A JP2021519123 A JP 2021519123A JP 2020551405 A JP2020551405 A JP 2020551405A JP 2020551405 A JP2020551405 A JP 2020551405A JP 2021519123 A JP2021519123 A JP 2021519123A
- Authority
- JP
- Japan
- Prior art keywords
- woven fabric
- layer
- bulky
- absorbent core
- absorbent
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000002250 absorbent Substances 0.000 title claims abstract description 762
- 230000002745 absorbent Effects 0.000 title claims abstract description 760
- 238000000034 method Methods 0.000 title claims description 106
- 239000002131 composite material Substances 0.000 title description 230
- 239000004745 nonwoven fabric Substances 0.000 claims abstract description 973
- 239000000463 material Substances 0.000 claims abstract description 361
- 239000012530 fluid Substances 0.000 claims abstract description 171
- 239000000835 fiber Substances 0.000 claims description 287
- 239000002245 particle Substances 0.000 claims description 89
- 239000011800 void material Substances 0.000 claims description 67
- 239000000203 mixture Substances 0.000 claims description 47
- 230000001680 brushing effect Effects 0.000 claims description 42
- 238000010521 absorption reaction Methods 0.000 claims description 41
- 238000003754 machining Methods 0.000 claims description 37
- 239000000853 adhesive Substances 0.000 claims description 35
- 230000001070 adhesive effect Effects 0.000 claims description 35
- 238000000151 deposition Methods 0.000 claims description 26
- 239000004831 Hot glue Substances 0.000 claims description 15
- 230000007423 decrease Effects 0.000 claims description 13
- 238000011049 filling Methods 0.000 claims description 12
- 238000010438 heat treatment Methods 0.000 claims description 11
- -1 polypropylene Polymers 0.000 claims description 11
- 238000010348 incorporation Methods 0.000 claims description 9
- 230000008021 deposition Effects 0.000 claims description 8
- 239000004698 Polyethylene Substances 0.000 claims description 7
- 238000004049 embossing Methods 0.000 claims description 7
- 229920000573 polyethylene Polymers 0.000 claims description 7
- 239000004743 Polypropylene Substances 0.000 claims description 5
- 238000005452 bending Methods 0.000 claims description 5
- 238000002156 mixing Methods 0.000 claims description 5
- 229920001155 polypropylene Polymers 0.000 claims description 5
- 238000011065 in-situ storage Methods 0.000 claims description 4
- 229920000728 polyester Polymers 0.000 claims description 4
- 229920003043 Cellulose fiber Polymers 0.000 claims description 3
- 229920001169 thermoplastic Polymers 0.000 claims description 3
- 239000004416 thermosoftening plastic Substances 0.000 claims description 3
- 238000001914 filtration Methods 0.000 claims 1
- 239000008358 core component Substances 0.000 abstract description 5
- 239000010410 layer Substances 0.000 description 814
- 239000011162 core material Substances 0.000 description 425
- 239000000306 component Substances 0.000 description 42
- 210000001624 hip Anatomy 0.000 description 34
- 230000008569 process Effects 0.000 description 34
- 238000009826 distribution Methods 0.000 description 29
- 230000006870 function Effects 0.000 description 21
- 239000007788 liquid Substances 0.000 description 19
- 238000004519 manufacturing process Methods 0.000 description 19
- 238000001764 infiltration Methods 0.000 description 18
- 230000008595 infiltration Effects 0.000 description 18
- 239000000047 product Substances 0.000 description 18
- 239000000758 substrate Substances 0.000 description 14
- 239000011148 porous material Substances 0.000 description 13
- 238000013461 design Methods 0.000 description 11
- 230000035699 permeability Effects 0.000 description 11
- 230000009471 action Effects 0.000 description 10
- 238000011144 upstream manufacturing Methods 0.000 description 10
- 239000011230 binding agent Substances 0.000 description 8
- 239000000470 constituent Substances 0.000 description 8
- 238000010586 diagram Methods 0.000 description 8
- 239000004744 fabric Substances 0.000 description 8
- 230000014759 maintenance of location Effects 0.000 description 8
- 238000011282 treatment Methods 0.000 description 8
- 230000008901 benefit Effects 0.000 description 7
- 230000006835 compression Effects 0.000 description 7
- 238000007906 compression Methods 0.000 description 7
- 230000005484 gravity Effects 0.000 description 7
- 238000000280 densification Methods 0.000 description 6
- 210000005069 ears Anatomy 0.000 description 6
- 210000002414 leg Anatomy 0.000 description 6
- 230000000877 morphologic effect Effects 0.000 description 6
- 238000012549 training Methods 0.000 description 6
- 101001092930 Homo sapiens Prosaposin Proteins 0.000 description 5
- 230000008859 change Effects 0.000 description 5
- 238000007639 printing Methods 0.000 description 5
- 239000002994 raw material Substances 0.000 description 5
- 230000002829 reductive effect Effects 0.000 description 5
- 239000007787 solid Substances 0.000 description 5
- 239000000654 additive Substances 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 4
- 230000005684 electric field Effects 0.000 description 4
- 238000010030 laminating Methods 0.000 description 4
- 210000004705 lumbosacral region Anatomy 0.000 description 4
- 238000012986 modification Methods 0.000 description 4
- 230000004048 modification Effects 0.000 description 4
- 229920006395 saturated elastomer Polymers 0.000 description 4
- 238000007789 sealing Methods 0.000 description 4
- 230000007480 spreading Effects 0.000 description 4
- 238000003892 spreading Methods 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- 238000012546 transfer Methods 0.000 description 4
- 230000032258 transport Effects 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- 102100023794 ETS domain-containing protein Elk-3 Human genes 0.000 description 3
- 101001048720 Homo sapiens ETS domain-containing protein Elk-3 Proteins 0.000 description 3
- 229920001131 Pulp (paper) Polymers 0.000 description 3
- 238000010276 construction Methods 0.000 description 3
- 230000008602 contraction Effects 0.000 description 3
- 239000006185 dispersion Substances 0.000 description 3
- 239000012467 final product Substances 0.000 description 3
- 238000005342 ion exchange Methods 0.000 description 3
- 230000001788 irregular Effects 0.000 description 3
- 230000007246 mechanism Effects 0.000 description 3
- 238000004806 packaging method and process Methods 0.000 description 3
- 230000000704 physical effect Effects 0.000 description 3
- 229920000642 polymer Polymers 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 230000009467 reduction Effects 0.000 description 3
- 238000010998 test method Methods 0.000 description 3
- 210000000689 upper leg Anatomy 0.000 description 3
- 210000002700 urine Anatomy 0.000 description 3
- 238000009423 ventilation Methods 0.000 description 3
- 239000002699 waste material Substances 0.000 description 3
- 102100023792 ETS domain-containing protein Elk-4 Human genes 0.000 description 2
- 101000884714 Homo sapiens Beta-defensin 4A Proteins 0.000 description 2
- 101001048716 Homo sapiens ETS domain-containing protein Elk-4 Proteins 0.000 description 2
- 206010021639 Incontinence Diseases 0.000 description 2
- 241000209094 Oryza Species 0.000 description 2
- 235000007164 Oryza sativa Nutrition 0.000 description 2
- 101150033179 SAP3 gene Proteins 0.000 description 2
- 101150106968 SAP8 gene Proteins 0.000 description 2
- 230000004888 barrier function Effects 0.000 description 2
- 239000012141 concentrate Substances 0.000 description 2
- 238000003851 corona treatment Methods 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 238000005315 distribution function Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 230000000670 limiting effect Effects 0.000 description 2
- 230000005012 migration Effects 0.000 description 2
- 238000013508 migration Methods 0.000 description 2
- 230000037361 pathway Effects 0.000 description 2
- 230000000149 penetrating effect Effects 0.000 description 2
- 238000009832 plasma treatment Methods 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 230000004044 response Effects 0.000 description 2
- 235000009566 rice Nutrition 0.000 description 2
- 230000028327 secretion Effects 0.000 description 2
- 239000002356 single layer Substances 0.000 description 2
- 238000000638 solvent extraction Methods 0.000 description 2
- 229920000247 superabsorbent polymer Polymers 0.000 description 2
- 239000004094 surface-active agent Substances 0.000 description 2
- 238000005303 weighing Methods 0.000 description 2
- 239000004677 Nylon Substances 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- 229920000297 Rayon Polymers 0.000 description 1
- 206010040844 Skin exfoliation Diseases 0.000 description 1
- 229920002125 Sokalan® Polymers 0.000 description 1
- 229920002472 Starch Polymers 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 210000001367 artery Anatomy 0.000 description 1
- 238000000418 atomic force spectrum Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000008280 blood Substances 0.000 description 1
- 210000004369 blood Anatomy 0.000 description 1
- 210000001124 body fluid Anatomy 0.000 description 1
- 239000010839 body fluid Substances 0.000 description 1
- 210000001217 buttock Anatomy 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 239000000084 colloidal system Substances 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000003292 diminished effect Effects 0.000 description 1
- 230000003467 diminishing effect Effects 0.000 description 1
- 230000009977 dual effect Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000004299 exfoliation Methods 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 230000002452 interceptive effect Effects 0.000 description 1
- 238000011068 loading method Methods 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 230000003204 osmotic effect Effects 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 229920001495 poly(sodium acrylate) polymer Polymers 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- 239000004584 polyacrylic acid Substances 0.000 description 1
- 239000004626 polylactic acid Substances 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 238000012805 post-processing Methods 0.000 description 1
- 238000007781 pre-processing Methods 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 239000002964 rayon Substances 0.000 description 1
- 230000006798 recombination Effects 0.000 description 1
- 238000005215 recombination Methods 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 238000003303 reheating Methods 0.000 description 1
- 230000024042 response to gravity Effects 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- 238000000790 scattering method Methods 0.000 description 1
- 238000007650 screen-printing Methods 0.000 description 1
- 230000003248 secreting effect Effects 0.000 description 1
- 239000013049 sediment Substances 0.000 description 1
- 230000035807 sensation Effects 0.000 description 1
- 239000002002 slurry Substances 0.000 description 1
- NNMHYFLPFNGQFZ-UHFFFAOYSA-M sodium polyacrylate Chemical compound [Na+].[O-]C(=O)C=C NNMHYFLPFNGQFZ-UHFFFAOYSA-M 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 239000008107 starch Substances 0.000 description 1
- 235000019698 starch Nutrition 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 229920002994 synthetic fiber Polymers 0.000 description 1
- 239000012209 synthetic fiber Substances 0.000 description 1
- 230000002123 temporal effect Effects 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 238000007514 turning Methods 0.000 description 1
- 238000007666 vacuum forming Methods 0.000 description 1
- 238000009736 wetting Methods 0.000 description 1
Images






































































Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/534—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad
- A61F13/537—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad characterised by a layer facilitating or inhibiting flow in one direction or plane, e.g. a wicking layer
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/534—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15617—Making absorbent pads from fibres or pulverulent material with or without treatment of the fibres
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15707—Mechanical treatment, e.g. notching, twisting, compressing, shaping
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/49—Absorbent articles specially adapted to be worn around the waist, e.g. diapers
- A61F13/49007—Form-fitting, self-adjusting disposable diapers
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/49—Absorbent articles specially adapted to be worn around the waist, e.g. diapers
- A61F13/49058—Absorbent articles specially adapted to be worn around the waist, e.g. diapers characterised by the modular concept of constructing the diaper
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/534—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad
- A61F13/537—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad characterised by a layer facilitating or inhibiting flow in one direction or plane, e.g. a wicking layer
- A61F13/53708—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad characterised by a layer facilitating or inhibiting flow in one direction or plane, e.g. a wicking layer the layer having a promotional function on liquid propagation in at least one direction
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/534—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad
- A61F13/537—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad characterised by a layer facilitating or inhibiting flow in one direction or plane, e.g. a wicking layer
- A61F13/5376—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad characterised by a layer facilitating or inhibiting flow in one direction or plane, e.g. a wicking layer characterised by the performance of the layer, e.g. acquisition rate, distribution time, transfer time
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/0012—Mechanical treatment, e.g. roughening, deforming, stretching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
- B32B5/265—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary characterised by one fibrous or filamentary layer being a non-woven fabric layer
- B32B5/266—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary characterised by one fibrous or filamentary layer being a non-woven fabric layer next to one or more non-woven fabric layers
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F2013/15821—Apparatus or processes for manufacturing characterized by the apparatus for manufacturing
- A61F2013/15861—Apparatus or processes for manufacturing characterized by the apparatus for manufacturing for bonding
- A61F2013/1591—Apparatus or processes for manufacturing characterized by the apparatus for manufacturing for bonding via adhesive
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F2013/15821—Apparatus or processes for manufacturing characterized by the apparatus for manufacturing
- A61F2013/15934—Apparatus or processes for manufacturing characterized by the apparatus for manufacturing for making non-woven
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/49—Absorbent articles specially adapted to be worn around the waist, e.g. diapers
- A61F2013/49068—Absorbent articles specially adapted to be worn around the waist, e.g. diapers characterized by the shape of the outline
- A61F2013/49074—Absorbent articles specially adapted to be worn around the waist, e.g. diapers characterized by the shape of the outline hourglass; dog bone-shaped
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F2013/530481—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having superabsorbent materials, i.e. highly absorbent polymer gel materials
- A61F2013/530583—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having superabsorbent materials, i.e. highly absorbent polymer gel materials characterized by the form
- A61F2013/530591—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having superabsorbent materials, i.e. highly absorbent polymer gel materials characterized by the form in granules or particles
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/534—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad
- A61F2013/53445—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad from several sheets
Abstract
Description
本出願は、引用によって本明細書にその全体が組込まれて本発明の開示の一部をなす2018年3月22日出願の米国仮特許出願第62/646,870号(係属中)の利益を主張するものである。本出願はまた、引用によって本明細書にその全体が組込まれて本発明の開示の一部をなす2018年3月22日出願の米国仮特許出願第62/646,875号(係属中)の利益を主張するものである。本出願はまた、引用によって本明細書にその全体が組込まれて本発明の開示の一部をなす2018年3月22日出願の米国仮特許出願第62/646,880号(係属中)の利益を主張するものである。
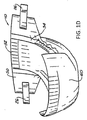
図1Dは、吸収性複合物を具現化する使い捨て吸収性物品の斜視図であり、図1Eは、平らで延ばされた状態の図1Dの使い捨て吸収性物品の平面図であり、図1Fは、図1Dの使い捨て物品の分解図である。図1D〜図1Fを参照すると、おむつ10の形態をなす使い捨て吸収性物品が示されている。おむつ10は、上面シート50と、裏面シート60と、吸収性コア46とを含む。おむつ10は、長手方向に沿って延び、着用者の臀部に適合するように伸縮性にされた直立する障壁カフ34を含む。これに加えて、おむつ10は、弾性バンド52と締結要素26を含む。締結要素26は、使用時に着用者の周りにおむつ10を固定させるようにおむつ10の対応する反対端まで延びてそれに係合する。図1Eに示すウェブ構造は、使い捨ておむつ10を仕上がり形態又は最終形態に形成するために実質的に切り取る、折畳む、密封する、溶着する、及び/又は別途操作することができる。おむつ10の説明を容易にするために、本説明は、長手方向に延びる軸線A−A、横方向に延びる中心軸線B−B、長手方向に延びる1対の側縁90、及びこれらの側縁90の間を延びる末端縁92を参照する。おむつ10は、長手方向軸線A−Aに沿って第1の末端領域又は前部腰領域12と、第2の末端領域又は背部腰領域14と、これらの領域の間に位置決めされた股領域16とを含む。前部及び背部腰領域12、14の各々は、中心本体部分20の任意の側に配置され、側縁90から横方向に延びる1対の耳領域又は耳部18によって特徴付けられる。おむつ10の背部腰領域14に沿って耳部18の各々に締結構造26(例えば、従来のテープ締結具)が固定される。おむつ10が腰の周りに着用された時に、前部腰領域12は、着用者の前部腰区域に隣接するようにフィットされ、背部腰領域14は、背部腰区域に隣接するようにフィットされ、股領域16は、股区域の周り及び下にフィットする。おむつ10を着用者に適正に固定させるために、背部腰領域14の耳部18が着用者の腰の周りにかつ前部に向けてもたらされ、前部腰領域12の耳部18との整列状態に入れられる。固定面は、前部腰領域12の内面又は外面上に位置付けるか又はこれらの面によって提供することができる。これに代えて、締結具26は、前部腰領域12の耳部18上に配置され、背部腰領域14の耳部18に固定可能にすることができる。カフ34を1又は2以上の離間された長手方向弾性部材38と共に装備することができる。これらのおむつ要素又はこれらの要素の組合せのうちのいずれも、本明細書に開示する任意の吸収性コア複合物によって又はいずれかを用いて組立てることができることを以下に示している。更に、性能を改善するために獲得層48を追加することができる。
本発明の開示の様々な態様の本説明の目的に対して、「吸収性コア複合物又は構成物」は、吸収性材料で構成又は占有された1又は2以上のセクション又は構成要素を含む複数の構成要素又はセクションの密接配置を指す。「複合物」という用語の場合と同様に、「構成物」という用語は、ある意味では、一緒に吸収性本体又はその一部分を定める複数のセクション又は構成要素のそのような密接配置を指す。そのような吸収性本体は、使い捨て吸収性物品又は使い捨て吸収性衣類の中に組込まれ、物品のための吸収性コアを形成するのがよい。幾つかのおむつ適用例又はトレーニングパンツ適用例では、カバー層(例えば、不織布又は不織組織)は、吸収性コアを包む又はその上に横たわるのがよい(また、このカバー層は、物品の吸収性コアを定める際に含まれてもよい)。更に、吸収性物品は、1又は2以上の不透過性裏面シート、1又は2以上の上面シート、1又は2以上の獲得分配層(ADL)、及び/又は吸収性コアの周りにあるか又はそれに隣接する1又は2以上の組織層を備えていてもよい。本明細書に開示する「吸収性コア複合物」は、少なくとも1つの不織布層と少なくとも1つの吸収性材料層とを含む。本明細書では「吸収性コア複合物」を「吸収性コア」、「吸収性複合物」、「コア複合物」、「吸収性コア構成物」、「コア構成物」、「コア」、又は「吸収性コア複合物又は構成物」とも称する。
本発明の開示の或る実施形態は、1又は2以上の不織布層と1又は2以上の吸収性層とを含む多層吸収性コアを含む。そのような幾つかの実施形態では、多層吸収性コアは、変化する長さ、幅、厚さ、坪量、SAP充填率、材料組成、密度、SAP不存在レーンの有無、濡れ性、毛管現象、SAP透過性、SAP吸収速度、SAP吸収容量、NW空隙容積、NW毛管現象、及び/又はスリットの有無を有する層を含む。幾つかの実施形態では、これらの同じ特性は、単一層内で変化させることができる。望ましい流体流れ及び保持特性を与えるようにこれらの層の絶対的及び相対的な配置、並びに特性を選択することができる。例えば、これらの層の絶対的及び相対的な配置、並びに特性は、流体がコアの身体側に急速に流入してコア内に流れ込み、それによってコアの身体側が比較的乾燥した快適な状態に維持されるように選択することができる。
図4を参照して説明したコアと同様に、図4A〜図4Sの各AM層は、1又は2以上の隣接不織布層(例えば、NW又はBNW)内に少なくとも部分的に又は完全に埋込むことができる。
図4Bは、3つの吸収性コア材料層(各々が100gsmの充填率を有することができる)AM1、AM2、及びAM3を有し、かつ3つの嵩高不織布層BNW1、BNW2、及びBNW3(各々が50gsmの充填率を有することができる)を有する多層コア複合物又は構成物MLC410bの概略断面図である。従って、構成要素の全坪量(及び原材料コスト)は、構成物410aと410bの間で同じであるが、SAPは、より嵩高な不織布層の間にある薄めの層の中に分配される。BNW層は、Y方向とX方向に流体を分配するより大きい面積を与え、流体を受入れる多めのSAPが存在し(より急速に飽和する可能性があるSAPの集中とは対照的に)、それによって吸収性コアの有効性及び効率が改善される。
図4Cは、より多くのBNW層の間に挟まれた薄めの層内に同じ量のSAPを広がる利点の更に別の図を示している。この場合に、MLC410cは、AM1、AM2、AM3、及びAM4を含む4つのAM層(各々が75gsmの充填率を有することができる)と、BNW1、BNW2、BNW3、及びBNW4を含む4つのBNW層(各々が25gsmの充填率を有することができる)とを使用する。この配置は、コア410a及び410bの場合と同じ全構成要素坪量を同じ原材料コストでもたらす。しかし、MLC410cは、より小さいBNW面積を有する場合よりも容易に液体を獲得して分配するように作用するより大きいBNW面積を有する。同様に、MLC410cでは、SAPは、MLC410a及び410bでのSAPの広がりと比較して広めに広がり、MLC410c内のSAPがより容易に流体吸入物を受入れて吸収することが可能になる。広めに広がることで、SAPは、流体浸潤物のより効率的な吸収に向けて流体浸潤物に対してより大きい面積を与えることができる。同じく、追加の嵩高不織布面積は、SAP粒子をより効率的に受入れ、交絡し、及び/又は埋込み、それによって製造中、パッケージ化中、及び使用時等にそのような粒子の移動がより効率的に抑制される(全ての目的で引用によって本明細書に組込み、本発明の開示の一部とする特許文献3及び4での嵩高不織布でのSAPの交絡の更なる議論を参照されたい)。
幾つかの側面では、吸収性コア複合物の各層の長さ、幅、高さ、又はその組合せを変化させてもよい。図4Dは、変化する寸法の複数の材料層を含む多層コア複合物又は構成物MLC410dの断面図である。この例示の構成では、変化する厚さを有する3つの嵩高不織布層BNW1、BNW2、及びBNW3と、変化する厚さを有する3つのAM層AM1、AM2、及びAM3とが使用される。より大きい厚さのBNW層は、上部層(BNW1)及び中央層(BNW2)であり、最下部BNW層(BNW3)は最も薄い。それとは逆に、最上部AM層(AM1)は、MLC410d内のAM層のうちで最も薄く、一方、中央層(AM2)及び最下部層(AM3)は厚めであり、ほぼ同じ厚さのものである。従って、厚めのBNW層BNW1及びBNW2は、浸潤点の近くで流体吸入物に対してそれをx方向とy方向とに分配する(例えば、繊維網の毛管内移動アクションを通じて)ことを含む作用をするように的確に位置決めされる。初期吸入又は初期浸潤の点又は領域を示し、かつコア410j、410q、410r、及び410s内での繊維網を通じた流体の分配を示す図4J、図4Q、図4R、及び図4Sの方向矢印を参照されたい。図4Dは、本発明の開示と同じタイプの吸収性コア複合物(及び使い捨て吸収性物品の吸収性コア又は股領域)の中に一般的に組込まれる他の構成要素も例示している。物品Aは、吸収性コア複合物MLC410dをほぼ包み、かつ吸収性コアの一部を形成するカバー層CL及びベース層BL(図示せず)を含むことができる。同じく示しているのは、上面シートTS及び不透過性裏面シートBSである。吸収性コア複合物MLC410dの上にADL層を含めることができる(図示せず)。
図4Gは、厚さ、幅、及び深さを含む変化する寸法の複数の材料層を含む多層コア複合物又は構成物MLC410gの断面図である。MLC410gは、上部の4つのAM層AM1〜AM4に吸収性材料不存在ゾーン又はレーンFLが装備された(機械加工方向に)5つの吸収性材料層を含む。図4に関して先に議論したように、不存在レーンは、中心及び中心AM層又は堆積物の近くに配置される。不存在レーンは、吸収性材料の大きい方の広がりが配置されたy方向に沿う流体吸入物の搬送を容易にする。不存在レーンは、吸収性コア複合物MLC410g内でその下側レベルへの(更に吸収性材料への)流体の搬送も容易にする。FLは、側縁上にも位置決めされる。不存在レーンが垂直に整列すると、流体は、1つのFLから隣接BNW層を貫通してその下にある下流FLの中に流れ込むことによってTS又はその近くの身体側から裏側BSに向けて容易かつ急速に流れることができる。
図4Hの多層コア複合物又は構成物MLC410hは、図4Gのものと同様である。しかし、AM不存在レーンFLは、MLC410hの様々な層の間で垂直方向に整列されない。代わりに、底部AM層を除くMLC410h内の下方に連続する各AM層では、不存在レーンは、横に外側寄りに位置決めされる。不存在レーンをこのようにして配置することは、複合物410h内で連続する各下流層での外側への流体吸入物の更に別の分配に対応する。
図4Jは、本発明の開示による機械加工方向に吸収性材料不存在レーンを有する吸収性材料層を含む多層吸収性コア複合物又は構成物410jの分解斜視図である。この例示の複合物MLC410j内の繊維網層は、上部BNW層(NW1)と中間層(NW2)とベース層(NW3)とを有する嵩高不織布によって提供される。SAP不存在レーンFLを含むAM1層は、NW層及びAM2と比較して短い長さを有する。AM1は、吸収性物品の中心領域又はターゲット領域に位置決めされ、NW1及びNW2上に、内に、及び/又はその間で支持される。図4Jの矢印は、SAP層、AM1、及びAM2内を含むMLC410j内への流体流れのXY方向広がりを示している。そのような流体流れの方向性は、一般的に、NW層及びSAP不存在レーン内の対応する流体流れよりも緩慢であるように調整されたSAP透過性及び吸収速度によって少なくとも部分的に制御される。幾つかの側面では、使用時に流体毛管内移動をサポートするために、図4JのMLC410jの「B」として示す区域内の全ての不織布層は、不織布層のうちで「A」として示すMLC410bの区域内の部分と比較して高い毛管現象の領域であるように設計される。
図4D〜図4Iを更に参照すると、各物品Aは、上面シートTSと裏面シートBSを含む。上面シートTSは、親水性の水透過性層(例えば、スパンバウンド不織布)とすることができ、15g/m2又は5g/m2から20g/m2の坪量を有することができる。そのような上面シートは、本明細書に開示する吸収性コア複合物の実施形態のうちのいずれとも併用することができる。裏面シートBSは、水透過性層(例えば、ポリエチレン膜及び不織布とポリエチレン膜との多層積層体)とすることができる。そのような裏面シートは、本明細書に開示する吸収性コア複合物の実施形態のうちのいずれとも併用することができる。各不織布層の坪量及び各吸収性層の充填率(坪量)は変化させることができ、これらの層及びその坪量は、望ましい流体吸入、分配、及び吸収特性(集合的に「流体ハンドリング特性」)を与えるように選択及び位置決めされる。例えば、幾つかの実施形態では、不織布の坪量は、z方向に下向きにコアの中に移動する時に平均して減少し、吸収性材料の坪量(充填率)は、z方向に下向きにコアの中に移動する時に増加する。次いで、図4D〜図4Iを参照して、選択される坪量を有する不織布層と吸収性層の様々な例示の配置を以下に説明する。
図4K〜図4Mは、複合物410k、410l、及び410m内の又はそれを通る流体流れ方向及び通路を示している。流体は、コアの側縁及び底部に向けて漸増的に分配され、AM不存在レーンは、図示のようにコア内の流体流れを促進かつ誘導する。
本明細書に開示するコア構成物のうちの多くのものにおいて或る望ましい又は高度な流体又は廃棄物ハンドリング(流れ及び保持)機能を達成するために、ターゲット特性に影響を及ぼす添加剤(例えば、図18E及び図18Fを参照されたい)、及び/又は繊維網又は不織布の使用を含む吸収性材料の選択及びそれに続く計画的な配置に注意を向けることができる。この点に関して、関連の固有の超吸収性特性は、取りわけ、ゲル床透過性、吸収速度(渦)、吸収容量(CRC)、粒子サイズ、粒子充填密度、剛度を含む。更に、関連の固有の繊維網層(不織布)特性は、密度(すなわち、空隙容積(=1/密度))と毛管現象(孔サイズ及び繊維濡れ性)とを含む。
図5は、本発明の開示による吸収性コア複合物又は構成物を作るためのシステム及び工程の概略図である。図5では、「BNW巻き出し」は、他の要素と組合せて吸収性コア複合物を形成するためにBNW繊維ウェブを巻き出す機械ローラー又はスプールを指し、「C1」は、間を通過する布に圧縮力を印加する1対の対向する機械ローラーのような圧縮装置を指し、「接着剤」は、下を通過する布及び/又は吸収性材料の層に接着剤を付加するアプリケータを指し、「SAP付加部」は、下を通過する布及び/又は吸収性材料の層にSAPを付加するアプリケータを指し、「最終繰り出し部」は、生産後に形成された吸収性コア複合物をその上に回収する回収スプールを指す。
幾つかの実施形態では、吸収性材料層のうちの1又は2以上は、吸収性材料不存在レーン(例えば、SAP不存在レーン)を含む。「レーン」と称するが、そのようなSAP不存在区域は、任意の個数の形状及び配置とすることができ、機械加工方向、交差方向、又は任意の他の方向に又はパターンで延びることができる。「SAP不存在」と称するが、そのようなレーン又は区域は、いずれの吸収性材料も不存在又は少なくともSAPを不存在とすることができる。幾つかの側面では、最上側AM層内の機械加工方向SAP不存在レーンの数は、下側及び/又は最下側のAM層内の機械加工方向SAP不存在レーンの数よりも多い。或る態様では、最上側AM層のみが機械加工方向SAP不存在レーンを有する。或る態様では、最上側AM層のみが任意のSAP不存在レーンを有する。吸収性コア複合物内へのSAP不存在レーンの組込みは、ユーザに対する柔軟性を改善し(圧縮性を高め)、流体吸入速度を高め、AM層からの流体の流出及び溢出を低減し、流体流れをコア内に誘導して分配する。
幾つかの側面では、本明細書に開示する吸収性コア複合物の少なくとも1つの吸収性材料層はSAP不存在レーンを含み、吸収性コア複合物の少なくとも別の吸収性材料層はSAP不存在レーンを含まない。幾つかの側面では、SAP不存在レーンを吸収性コア複合物の最上側身体側吸収性材料層内に含み、最下側吸収性材料層内には含まないことが有利である。SAP及びSAP不存在レーンのそのような配置は、流体流れをコアの上側層からコアの下側層に流体流通させることによって吸収性コア複合物の高速な流体吸収を容易にすることができる。
幾つかの側面では、複数のSAP含有レーンは、少なくともある意味では変化することが可能である。例えば、これらのSAP含有レーンは、SAP含有レーン内に含まれるSAP粒子のサイズ、SAP含有レーン内に含まれるSAP粒子のタイプ及び/又は組成、SAP含有レーン内に含まれるSAP粒子の濃度(例えば、不織布基材の面積当たりのSAPの量)、SAP含有レーンの非SAP粒子の追加又は欠如、SAP含有レーンの幅、長さ、及び/又は高さ(x方向、y方向、及びz方向の)、並びにSAP含有レーン内でSAPを支持する不織布基材(例えば、NW、BNW、BBNW、スリット付きNW)のタイプ及び/又は状態で変化することが可能である。幾つかの側面では、SAP不存在レーンとSAP含有レーンは、吸収性コア複合物の側縁に高速吸収SAPを設け、吸収性コア複合物の中心/股領域内に低速吸収SAPを設けるように不織布基材上に選択的に配置することができる。
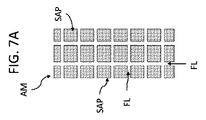
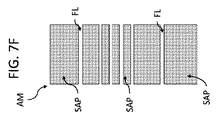
幾つかの側面では、機械加工方向SAP不存在レーンと交差方向SAP不存在レーンとを含む異なる吸収性材料層は、単一吸収性コア複合物内に位置決めすることができる。例えば、吸収性コア複合物は、機械加工方向SAP不存在レーンを有する最上側(身体側)上部吸収性材料層と、交差方向SAP不存在レーンを有する中間吸収性材料層と、SAP不存在レーンのない均一なSAP層を有する最下側吸収性材料層とを有する少なくとも3つの吸収性材料層を含むことができる。
図8は、一方がAM1交差方向不存在レーンFLを有し、他方がAM2機械加工方向不存在レーンFLを有するSAP層の組合せを示している。幾つかの実施形態では、上部SAP層AM1は、流体吸入物の初期のより大きい容積を利用可能なSAPによってコアの他の部分に急速に分配するような機械加工方向のSAP不存在レーンを特徴とすることになる。下側SAP層AM2にも、同じ理由から機械加工方向SAP不存在レーンを装備することができる。しかし、更に別の変形では、下側SAP層には、他の理由から交差方向SAP不存在レーンを装備することができる。一部の用途では、吸収性コア複合物は、上部層と、初期流体吸入物をz方向に容易に分配するほど十分に機能するADL層とを有することができる。この場合に、下側SAP層は、下側レベルの中に流れ込んで受入れられた流体をy方向とx方向に分配するように機能することができる。この場合に、そのような流体容積は、それ程大きくなく、中心領域内に集中しない場合があると見込んでいる。更に、底部層内の交差方向不存在レーンは、長手方向軸の周りに何らかの可撓性を追加することになる(すなわち、着用中に横側縁がユーザの身体に適合するように、より容易に回転することができる)。図示のように、コア810は、最上側通気不織布と、最下側SMS層と、スリット付き不織布である中間不織布層とを含む。本明細書に開示するスリット付き不織布は、全てが引用によって本明細書に組込まれている特許文献5に開示されているものと同じか又は実質的に類似とすることができる。
図9は、隣接する不織布層間を結合(例えば、接着)するエンボス加工線ELを含む補正効果910を示している。コア910は、AM1を間に挟む最上側通気層ATとエンボス加工された中間通気層ATとを含む。AM1は、SAP含有レーンとSAP不存在レーンを含む。コア910はまた、AM2を挟む最下側不織布SMSを含む。最上側及び中間AT層が、エンボス加工され、SAPを硬化させて時にSAPの吸収力を低減することになる接着剤をSAPに付加することなくこれらのAT層が互いに接着されるように、AM1のSAP不存在レーンFLは、最上側及び中間AT層のエンボス加工線(EL)に整列する。すなわち、最上側AT層は、中間AT層と共にAM1のFLレーンに対応する場所でのみエンボス加工される。更に、SAP不存在レーンとエンボス加工線との整列は、ユーザによって着用された時にコアの可撓性を改善することによってフィットを容易にする曲げ線又は折畳み線をコア910内に与える。
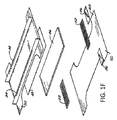
図10は、交差方向の吸収性材料不存在レーンFLを特徴とする吸収性材料層AM1と整列されて、それに下流で隣接するように位置決めされたスリット付き不織布層SNWを含む多層吸収性コア複合物MLC1010の分解斜視図である。初期流体浸潤物は、最初に最上側不織布層ATに到着し、この層は、流体流れを最上側吸収性材料層AM1に分配する。AM1の吸収性材料不存在レーンFLは、MLC1010内で流体を横に誘導することによってMLC1010の横側縁への流体吸入物の分配を容易にする。スリット付き不織布層SNWは、複数のスリット1011を含む。図10に示すように、スリット1011は、交差方向に整列されて延びる吸収性材料不存在レーンFLの延びと垂直に機械加工方向に整列されて延びる。しかし、本明細書に開示する吸収性コアはこの構成に限定されず、互いに整列されないスリット、交差方向に延びるスリット、交差方向と機械加工方向の両方に対して直交して延びるスリット、又は隣接吸収性材料不存在レーンとの平行整列状態で延びるスリットを含むことができる。
幾つかの側面では、スリット付き不織布層が吸収性材料層の上方又は下方に位置決めされると、吸収性材料(例えば、SAP)の少なくとも幾つかは、少なくとも部分的にスリット内に定着する又は他に位置決めされる。或る態様では、吸収性材料を不織布層の上に付加及び/又は位置決めするために真空力が使用され、真空力は、吸収性材料の少なくとも幾つかを少なくとも部分的にスリットの中に押し込む。他の実施形態では、スリットには吸収性材料が不在である。
幾つかの側面では、例えば、スリット内へのSAPの堆積を回避するために、スリット付き不織布上のスリットは、吸収性材料層のSAP不存在レーンに整列する。スリットがSAP不存在レーン又はSAP不存在区域に整列することにより、コアの下側区域への流体流量を改善することができる。他の態様では、例えば、スリット内へのSAPの堆積を促進するために、スリットはSAP含有レーンに整列する。スリットは、SAP含有レーンとSAP不存在レーンの両方に整列することができる。しかし、幾つかの側面では、SAPは、スリットにわたって又はその中に配置することによって下側層内への流体流量を低減することができる。
図11及び図12は、本発明の開示による吸収性材料不存在ゾーンを特徴とする吸収性コア材料層を付加するためのシステム及び工程の概略斜視図である。図11を参照すると、システム1100は、不存在レーンFLを間に挟むSAPレーン内で嵩高不織布(BNW1)上にSAPを分配することを可能にする選択的に位置決めされた出口(この図では見ることができない)を有するホッパーとすることができるSAP分配器SDを含む。システム1100は、機械加工方向SAPレーンを形成するように構成される。機械ローラー1111は、追加の嵩高不織布(BNW2)を堆積されたSAPの上で位置決めし、それによってSAPを2つの嵩高不織布BNW1とBNW2の間に挟む。
或る態様では、本明細書に開示する多層吸収性コア複合物は、少なくとも1つの「遊離」繊維層を含む。本明細書に使用する場合に、「遊離繊維」は、ウェブ内等で互いに結合されていない複数の個々の繊維の集団を指す(例えば、繊維は不織布ウェブ又は織布ウェブを形成しない)。従って、遊離繊維の各個々の繊維は、遊離繊維の他の個々の繊維から分離可能であり、それらに対して移動可能である。
図14Aは、遊離繊維層を含む吸収性コア複合物を形成するためのシステム1400を示している。図14Aは、「SAP付加部5」が繊維アプリケータ1401で置換されていることを除いて図5と同一である。繊維アプリケータ1401は、下を通過する不織布及び/又は吸収性材料の積層体上に繊維を散乱させて又は他に堆積させて積層体上に遊離繊維層を形成する装置である。繊維アプリケータを製造工程内の1つの位置に示すが、繊維アプリケータは、遊離繊維層が吸収性コア複合物内の異なる位置にくるように製造工程内の異なる場所に位置決めすることができる。更に、幾つかの側面では、複数の遊離繊維層を有する吸収性コア複合物が形成される。
幾つかの側面では、吸収性コア複合物の少なくとも1つの不織布層に不織布が「嵩高化」されるような「嵩高化」が施される。
図15A、15B、及び15Cを参照すると、嵩高化の前及び後の不織布がそれぞれ示されている。嵩高化される前に、不織布は、第1の幅、深さ、及び高さを有する。嵩高化された後に、不織布は、少なくとも1つが以前の幅、深さ、及び高さよりも大きい幅、深さ、及び高さを有する。従って、不織布の構成繊維は、嵩高化の後により大きい容積を占有する。従って、不織布は、嵩高化の前に第1の嵩密度を有し、嵩高化の後に第1の嵩密度よりも低い第2の嵩密度を有する。本明細書に使用する場合に、「嵩密度」は、不織布の全質量を不織布が占有する全容積で割り算したものを指す。本明細書に使用する場合に、「嵩密度」は、図22A及び図22Bを参照して議論する例に開示するものを含む当業者に既知の任意の数の方法及び技術によって決定することができる。
図17は、複数の吸収性材料層1702a及び1702bを含み、かつ複数の不織布層1704a、1704b、及び1704cを含む吸収性コア複合物MLC1700の好ましい実施形態を示している。
図18A〜図18Fは、本発明の開示の或る態様による様々な吸収性コア構成物を示している。
図20は、嵩高化システム2000を示している。嵩高化システム2000は、本明細書に開示する不織布層のうちのいずれかを少なくとも部分的に嵩高化するのに使用することができる。嵩高化システム2000は、不織布供給部又は分配器2001と、不織布マニピュレータ2003と、嵩高化不織布コレクタ2005とを含む。不織布供給部2001は、緻密化された非嵩高化不織布2004を不織布マニピュレータ2003に提供する。例えば、不織布供給部2001は、不織布マニピュレータ2003内への投入に向けて不織布2004を巻き出すスプール2002を含むことができる。
図20Aを参照すると、機械ローラー又はブラシ心棒2015に取付けられた剛毛を含む中心ブラシ掛け領域2012と、その任意の側にある2つの非ブラシ掛け領域2013とを含むブラシ掛け装置2010cが示されている。ブラシ2010cのようなブラシを通り過ぎる時に、2012を含む中心ブラシ掛け領域に整列されてそれに係合する不織布のセクションが嵩高化されることになり、一方、2つの非ブラシ掛け領域2013に整列された不織布の部分は、非嵩高化状態(緻密化状態)に留まることになる。
図23は、代替嵩高化システム2300を示している。嵩高化システム2300は、図20に示す嵩高化システム2000と実質的に類似であり、類似の参照番号が類似の部分を示している。図20を参照して図示して説明した機械操作に加えて、嵩高化システム2300は、不織布の嵩高化を促進するための不織布の熱処理を含む。図23に示す実施形態では、熱処理は、熱風ノズル2033と冷風ノズル2031を用いて達成される。しかし、不織布の温度を上昇及び/又は低減して不織布の嵩高化を促進するために不織布を熱処理するための任意の数の構造を使用することができる。図示のように、熱風ノズル2033は、不織布マニピュレータ2003の中に組込まれ、第1のローラー2008と第1のブラシ2010aの間に挿入される。熱風ノズル2033は、不織布が第1のブラシ2010aによって機械操作される前に不織布2004上に加熱空気ストリームを付与する。加熱空気は、80℃又はそれよりも高いような周囲温度よりも高い温度にあることが可能である。不織布2004を加熱することにより、不織布2004の繊維を加熱前の不織布2004と比較してより柔軟にすることができる。従って、加熱不織布のブラシ掛けは、剛毛2012による操作に対して繊維がより柔軟であることに少なくとも部分的に起因して不織布のより高い嵩高化程度(すなわち、嵩密度のより有意な低下及び空隙容積のより有意な増加)を達成する。図示のように、冷風ノズル2031は不織布マニピュレータ2003の中に組込まれ、第2のブラシ2010bの後の第3のローラー2019と第4のローラー2020の間に挿入される。冷風ノズル2031は、不織布が第1のブラシ2010a及び第2のブラシ2010bによって機械操作された後に嵩高化不織布2018上に冷風ストリームを付与する。冷風は、加熱空気ノズル2031のものよりも低い温度にあり、周囲温度よりも低いことが可能である。冷風は、不織布の更に別の処理の前に不織布を冷却するように機能する。幾つかの側面では、NWウェブのセクションを選択的に加熱し、NWウェブのセクションの選択的な嵩高化を可能にするためにフォーカスされたIRを使用することができる。
不織布の嵩高化は、不織布のロフトの増大をもたらすことができる。更に、嵩高化は、嵩密度を低減し、更に空隙容積を増大させ、それによって不織布繊維ウェブの個個の繊維の各々の間の距離を増大させることによって不織布繊維ウェブを「切開」する。繊維ウェブのそのような切開は、切開前の不織布と比較して不織布の柔軟性及び圧縮性を高める。
図22A及び図22Bを参照すると、2つの通気結合不織布に図20及び図21のシステム内でブラシ掛けが施されている。
これらの例では、材料処理は、16℃の温度及び40%の相対湿度(RH)で外部加熱又は材料湿潤の周囲条件を用いない周囲条件下で実施した。全ての材料は、試験前にこれらの周囲条件に適応させた。これらの例に対して用いた処理パラメータは、(1)30ギアでの不織布ウェブ給送、(2)24ギアでのブラシ処理、(3)不織布ウェブ対ブラシ処理の4:5(すなわち、24:30)の比、及び(4)約5m/分の作動速度(手動駆動)を含んでいた。第1の例に対して用いたサンプル不織布は、ADL30 Hua Yi ADL30/PPT 30g/m2であり、第1の例に対して用いたサンプル不織布は、ADL50 Hua Yi ADL50/PPT 50g/m2であった。
嵩高不織布に関する厚さがどのように決定されるかに関する例は、WSP120.2.R4(EDANA)に見出すことができる。嵩高不織布に関する坪量がどのように決定されるかに関する例は、WSP130.1.R4(EDANA)に見出すことができる。各サンプルの密度を以下の通りに決定した。(1)穿孔パンチ、Hanolex3295φ50mm、A19.63cm2を用いて特定のサンプル面積[A]を有するようにサンプルを切断した。(2)押さえ金を有するデジタルインジケータをMitutoyo543−470BをKaferφ35mmと共に用いてサンプル厚[H]を決定した。(3)Radwag AS220/C/2を用いて分析天秤上で計量することによってサンプル質量[M]を決定した。(4)ρがサンプル密度[g/cm3]であり、Aがサンプル面積[cm2]であり、Mがサンプル質量[g]であり、Hがサンプル厚[cm]である時に、計算式ρ=M/(A×H)に従ってサンプルウェブ密度[ρ]を計算した。サンプルパンチは、19.63cm2のAでφ50mmであり、この場合に、ρの単位をg/cm3=g/ccとした。MAがサンプルの単位面積質量[g/m2]であり、Aがサンプル面積[cm2]であり、Mがサンプル質量[g]である時に、計算式MA=M/A×106に従ってウェブ坪量を決定した。
空隙容積(VV)又は多孔率(φ)は、密度(ρ)に直接的に比例し、従って、嵩密度を低減することによって空隙容積は増加することになる。ウェブ多孔率(空隙容積)は、φがサンプルの多孔率又は空隙容積[g]であり、M1がサンプル質量[g]であり、M2が、空隙容積が充填された時のサンプル質量[g]である時に、計算式φ=M2−M1に従って決定することができる。
図23Aは、不織布を嵩高化するための代替システム2300aを示しており、類似の参照番号は、図20と図23に関して類似の要素を表している。システム2300aでは、ブラシ2010aと2010bによって不織布2004の上面上と底面上とに同時ブラシ掛けが施される。ブラシ2010aと2010bは反対方向に回転する。ブラシ2010aと2010bは、同じ速度又は異なる速度で回転するように構成することができる。
本明細書に開示する吸収性コア複合物の実施形態のうちのいずれでも、吸収性コア複合物の構成要素の位置は、流体流れ、流体吸収、並びに流体分配の特性及び機能のような流体ハンドリング特性及び機能を吸収性コア複合物に与えるように配置することができる。吸収性コア複合物内での不織布層及び吸収性材料層、各それぞれの不織布層又は吸収性材料層内のセクション、並びに別の層内のセクションに対する1つの層内のセクションの絶対位置及び相対位置は、そのような望ましい流体ハンドリング特性及び機能を与えるように配置することができる。NW、BNW、BBNW、スリット付きNW、SAP含有層、SAP含有レーン、及びSAP不存在レーンの位置は、吸収性コア複合物内に選択的に配置することができる。
例えば、SAP含有層又はSAP含有レーンは、予想される浸潤経路又は浸潤区域に位置決めすることができる。z方向(吸収性コア複合物の厚さ)の流体流れをハンドリングするために、吸収性コア複合物内のSAPの透過性が吸収性コア複合物の上部身体側で最も高く、吸収性コア複合物の身体側と反対の底部での最低レベルの透過性まで低減するように、SAPは、吸収性材料層内で及び/又は1つの吸収性材料層から別のものに変化することが可能である。例えば、図17を参照すると、吸収性材料層1702a内に含有されるSAPは、吸収性材料層1702b内に含有されるSAPよりも高い透過性を有することができる。更に、吸収性材料層(例えば、1702a)の上部身体側面に含有されるSAPが、吸収性材料層の反対側(例えば、層1702aの底部又は裏側)内に含有されるSAPよりも高い透過性を有するように、単一吸収性材料層内に様々な特性を有するSAPの勾配が存在することが可能である。
吸収性コア複合物のz方向の流体流れをハンドリングするために、本明細書に開示する吸収性コア複合物の不織布層は、浸潤経路に位置決めされたNW層が、吸収性コア複合物の身体側又はその近くで、身体側と反対に位置決めされたNW層の空隙容積と比較して高い空隙容積を有するように位置決めすることができる。例えば、図17を参照すると、不織布層1704a及び/又は1704bは、不織布層1704cよりも大きい空隙容積を有することができる。身体側の不織布層内のより大きい空隙容積は、流体浸潤物の初期噴流の流体ハンドリングと、不織布層内の流体の流体分配とを可能にする。NWとBNWの選択的配置及び/又はNW層及び/又はBNW層の選択的嵩高化によって相対空隙容積を与えることができる。
毛管現象は、材料がそれ自体の中にある微小な孔隙及びチャネル(毛細管)を通して流体を流す機能の尺度である。毛管現象は、場合によって毛管内移動と呼ぶ流体がx方向とy方向に流れることを可能にする。
図25を参照すると、本発明の開示による例示の吸収性コア複合物が示されている。吸収性コア複合物MLC2500は、身体側2502と、身体側2502と反対の裏側2054とを有する。MLC2500は、不織布層2510、不織布層2512、不織布層2514、及び不織布層2516を含む3つの不織布層と、1つの吸収性材料層2520とを含む。
本明細書に開示する層の様々な実施形態の各々及びその配置は、本発明の開示による様々な吸収性コア複合物を形成するために様々な組合せに結合することができる。本明細書に開示する吸収性コア複合物は、異なる層の中でも様々な厚さ、幅、長さ、SAP含有量、及びSAP分配を有する1又は2以上の不織布層(例えば、図4及び図4A〜図4Mに示し、これらの図を参照して説明したもの)、SAP不存在レーンの有無もよらず1又は2以上の吸収性材料層(例えば、図6Aから図9に示し、これらの図を参照して説明したもの)、スリットを有する1又は2以上の不織布層(例えば、図10に示してこの図を参照して説明したもの)、1又は2以上の遊離繊維層(例えば、図13A〜図13Cに示し、これらの図を参照して説明したもの)、完全に又はセクション毎のいずれかで嵩高化された1又は2以上の不織布層(例えば、図15A〜図19Bに示し、これらの図を参照して説明したもの)、1又は2以上の原位置で形成された嵩高不織布層(例えば、図25に示してこの図を参照して説明したもの)、又はその組合せを含むことができる。いずれのそのような吸収性コア複合物も、図1Aから図1Fに示してこれらの図を参照して説明したような吸収性物品の中に具体化することができる。
Claims (143)
- 使い捨て吸収性物品への組込みのための吸収性コアであって、
第1の不織布と、
第2の不織布と、
吸収性材料と、を含み、吸収性材料は、第1の不織布と第2の不織布の間に位置決めされ、又は、第1の不織布内に埋込まれ、又は、第2の不織布内に埋込まれ、又は、それらの組合せであり、
第2の不織布の少なくとも1つのセクションが、嵩高化不織布を含む、吸収性コア。 - 第2の不織布全体が、嵩高化不織布を含む、請求項1に記載の吸収性コア。
- 第2の不織布は、嵩高化不織布の1又は2以上のセクションと、非嵩高化不織布の1又は2以上のセクションを含み、
非嵩高化不織布の1又は2以上のセクションは、嵩高化不織布の1又は2以上のセクションよりも高い嵩密度及び小さい空隙容積を有する、請求項1に記載の吸収性コア。 - 吸収性材料は、嵩高化不織布の1又は2以上のセクション、非嵩高化不織布の1又は2以上のセクション、又はその組合せの上に位置決めされ又はその内部に埋込まれる、請求項3に記載の吸収性コア。
- 嵩高化不織布及び非嵩高化不織布の前記セクションの各々は、吸収性コアの長手方向中心線に沿って延びる、請求項3に記載の吸収性コア。
- 更に、嵩高化不織布の1又は2以上のセクションと一致する1又は2以上の吸収性材料不存在セクションと、非嵩高化不織布の1又は2以上のセクションと一致する1又は2以上の吸収性材料含有セクションを含む、請求項3に記載の吸収性コア。
- 非嵩高化不織布の1又は2以上のセクションと一致する1又は2以上の吸収性材料不存在セクションと、嵩高化不織布の1又は2以上のセクションと一致する1又は2以上の吸収性材料含有セクションとを更に含む、請求項3に記載の吸収性コア。
- 吸収性材料不存在セクションは、流体チャネルである、請求項7に記載の吸収性コア。
- 更に、第3の不織布と、吸収性材料の第2の集団を更に含み、
吸収性材料の第2の集団は、第3の不織布と第2の不織布の間に位置決めされ、又は、第2の不織布内に埋込まれ、又は、第3の不織布内に埋込まれ、又は、それらの組合せである、請求項1に記載の吸収性コア。 - 第1の不織布は、通気不織布、スリット付き不織布、スパンバウンド−メルトブローン−スパンバウンド不織布、スパンバウンド不織布、又は空気堆積不織布である、請求項1に記載の吸収性コア。
- 前記吸収性材料は、超吸収性粒子を含む、請求項1に記載の吸収性コア。
- 第1の不織布は、第2の不織布に接着される、請求項1に記載の吸収性コア。
- 嵩高化不織布は、吸収性コア内の流体のための毛管内移動経路を構成する、請求項1に記載の吸収性コア。
- 第2の不織布の少なくとも一部分が、緻密化される、請求項1に記載の吸収性コア。
- 第2の不織布は、吸収性コアの中心股領域で選択的に嵩高化される、請求項1に記載の吸収性コア。
- 嵩高化セクションは、非嵩高化セクションの嵩密度よりも5%から50%低い嵩密度を有する、請求項3に記載の吸収性コア。
- 嵩高化セクションは、非嵩高化セクションの空隙容積よりも5%から75%大きい空隙容積を有する、請求項3に記載の吸収性コア。
- 嵩高化セクションは、非嵩高化セクションよりも高い坪量の超吸収性粒子を含有することが可能である、請求項3に記載の吸収性コア。
- 不織布を嵩高化するためのシステムであって、
不織布供給部と、
不織布を不織布供給部から受入れて不織布を嵩高化するように位置決めされた不織布マニピュレータと、
嵩高化された不織布を不織布マニピュレータから受入れるように位置決めされたコレクタと、を含むシステム。 - 不織布マニピュレータは、不織布を機械的に操作するように位置決めされた機械マニピュレータ、不織布を熱的に操作するように位置決めされた熱マニピュレータ、又はその組合せを含む、請求項19に記載のシステム。
- 機械マニピュレータは、不織布が不織布マニピュレータの中を通過するときに不織布の1又は2以上の面をブラシ掛けするように位置決めされた1又は2以上の回転ブラシを含む、請求項20に記載のシステム。
- 1又は2以上の回転ブラシは、不織布の1又は2以上の面をブラシ掛けするように位置決めされた剛毛を含む、請求項21に記載のシステム。
- 1又は2以上の回転ブラシは、不織布の互いに反対側に位置する2つの面に係合してそれを操作するように位置決めされ且つ配置される、請求項21に記載のシステム。
- 1又は2以上の回転ブラシは、不織布の1つの面だけに係合してそれを操作するように位置決めされ且つ配置される、請求項21に記載のシステム。
- 1又は2以上の回転ブラシは、ブラシ心棒に取付けられた剛毛を含む1又は2以上のブラシ掛け領域と、前記ブラシ心棒に剛毛が取付けられていない1又は2以上の非ブラシ掛け領域を含む、請求項22に記載のシステム。
- 機械マニピュレータは、対向する2つの回転ブラシを含む、請求項21に記載のシステム。
- 対向する2つの回転ブラシは、不織布マニピュレータの中を通る不織布の移動と反対向きに回転するように配置される、請求項26に記載のシステム。
- 1又は2以上の回転ブラシは、第1に高さのところでブラシ心棒から延びる剛毛を含む第1のブラシ掛け領域と、第2の高さのところで前記ブラシ心棒から延びる剛毛を含む第2のブラシ掛け領域を含み、
第1の高さは、第2の高さよりも高い、請求項22に記載のシステム。 - 1又は2以上の回転ブラシは、剛毛を含み、剛毛の長さ、剛毛の幅、剛毛の充填密度、剛毛の材料組成、及び剛毛の剛度は異なる、請求項22に記載のシステム。
- 1又は2以上の回転ブラシは、選択的に不織布に近づいたり遠ざかったりするように関節結合可能である、請求項21に記載のシステム。
- 熱マニピュレータは、熱風によって不織布に影響を及ぼすように位置決めされた熱風源、冷風によって不織布に影響を及ぼすように位置決めされた冷風源、又はその組合せを含む、請求項20に記載のシステム。
- 熱風源は、不織布が機械マニピュレータによって機械的に操作される前に、加熱空気の流れを不織布の上に付与するように位置決めされる、請求項31に記載のシステム。
- 加熱空気の温度は、少なくとも80℃である、請求項31に記載のシステム。
- 冷風源は、不織布が機械マニピュレータによって機械的に操作された後に、冷風の流れを不織布の上に付与するように位置決めされる、請求項31に記載のシステム。
- 冷風の温度は、80℃よりも低い、請求項31に記載のシステム。
- 熱マニピュレータは、不織布を照射するように位置決めされたIRの供給源を含む、請求項20に記載のシステム。
- 機械マニピュレータは、不織布の上面及び底面を同時にブラシ掛けするように位置決めされた2つの回転ブラシを含む、請求項22に記載のシステム。
- 2つの回転ブラシは、同じ方向に回転する、請求項37に記載のシステム。
- 2つの回転ブラシは、反対方向に回転する、請求項37に記載のシステム。
- 2つの回転ブラシは、同じ速度で回転する、請求項37に記載のシステム。
- 2つの回転ブラシは、異なる速度で回転する、請求項37に記載のシステム。
- 更に、前記嵩高化された不織布の上に超吸収性粒子を分配するように位置決めされた超吸収性粒子分配器を含む、請求項37に記載のシステム。
- 更に、第2の不織布供給部と、
第2の不織布を第2の不織布供給部から受入れ、嵩高化された不織布を不織布マニピュレータから受入れて、嵩高化された不織布と第2の不織布とを組合せるように位置決めされた結合ローラーと、
嵩高化された不織布と第2の不織布の組合せを受入れて嵩高化するように位置決めされた第2の不織布マニピュレータと、を含み、
前記コレクタは、嵩高化された不織布と第2の不織布の嵩高化された組合せを第2の不織布マニピュレータから受入れるように位置決めされる、請求項19に記載のシステム。 - 更に、第3の不織布マニピュレータを含み、第3の不織布マニピュレータは、嵩高化された不織布と第2の不織布を組合せる前に第2の不織布を受入れて嵩高化するように位置決めされる、請求項43に記載のシステム。
- 更に、超吸収性粒子を嵩高化された不織布の上に堆積させるように位置決めされた超吸収性粒子アプリケータと、
嵩高化された不織布の上への超吸収性粒子の堆積の後又は前に、ホットメルト接着剤を嵩高化された不織布に付加するように位置決めされたホットメルト接着剤アプリケータと、を含む請求項19に記載のシステム。 - 更に、不織布の嵩高化の前に、超吸収性粒子を不織布上に堆積させるように位置決めされた超吸収性粒子アプリケータを含む、請求項19に記載のシステム。
- 不織布を嵩高化する方法であって、
不織布の1又は2以上の面を機械的に操作し、不織布の1又は2以上の面を熱的に操作し、又はその組合せを行って、嵩高化された不織布を形成する段階を含み、
嵩高化された不織布は、不織布よりも低い嵩密度を有し、
嵩高化された不織布は、不織布よりも大きい空隙容積を有する、方法。 - 不織布の1又は2以上の面を機械的に操作することは、回転ブラシを用いて不織布の1又は2以上の面をブラシ掛けすることを含む、請求項47に記載の方法。
- 不織布をブラシ掛けするのに、1又は2以上の回転ブラシを使用し、
1又は2以上の回転ブラシは、不織布上に嵩高化セクションと非嵩高化セクションのパターンを提供するように位置決めされ且つ配置される、請求項48に記載の方法。 - 更に、回転ブラシの剛毛が不織布に係合する圧力を変え、前記剛毛が不織布の面に対して回転する速度を変え、又はその組合せを行って、不織布上の嵩高化の存在、不織布の嵩高化の程度、又はその組合せを変える段階を含む、請求項48に記載の方法。
- 繊維をブラシ掛けすることにより、繊維を互いに対して変位させて繊維の間に増大した空隙空間を作成する、請求項48に記載の方法。
- 不織布の第1の面をブラシ掛けし、それに続いて、不織布の第1の面の反対側に位置する不織布の第2の面をブラシ掛けする、請求項48に記載の方法。
- 第1の面をブラシ掛けする前に、第1の面を加熱し、
第2の面をブラシ掛けした後に、第2の面を冷却する、請求項52に記載の方法。 - 不織布の第1の面とその反対側の第2の面を、2つの回転ブラシで同時にブラシ掛けする、請求項48に記載の方法。
- 更に、嵩高化された不織布と1又は2以上の追加の不織布とを組合せる段階を含む、請求項47に記載の方法。
- 更に、超吸収性粒子を不織布上に堆積させる段階を含む、請求項47に記載の方法。
- 超吸収性粒子を、不織布の嵩高化の後に堆積させる、請求項56に記載の方法。
- 更に、接着剤を嵩高化不織布に付加する段階を含む、請求項57に記載の方法。
- 接着剤は、超吸収性粒子を付加した後に適用される、請求項58に記載の方法。
- 乾燥状態にある超吸収性粒子を堆積させる、請求項56に記載の方法。
- 更に、不織布をより柔軟にするために、不織布をブラシ掛けする間又はその前に不織布を加熱する段階と、
嵩高化された不織布を安定化させるために、不織布をブラシ掛けした後に不織布を冷却する段階と、を含み、冷却により、不織布の少なくとも幾つかの繊維を再結合させ始める、請求項48に記載の方法。 - 更に、不織布の領域を選択的に嵩高化し、不織布の領域を選択的に緻密化して、嵩高化された不織布に勾配付き孔隙構造を与える段階を含む、請求項47に記載の方法。
- 回転ブラシが不織布に対して移動する速度を、ブラシ掛け中に変更する、請求項48に記載の方法。
- ブラシ掛けすることは、複数の回転ブラシを使用して実行される、請求項48に記載の方法。
- 複数の回転ブラシは、剛毛の太さ、剛毛の長さ、材料組成、剛毛間の間隔、及び剛毛のパターンが異なる、請求項64に記載の方法。
- 不織布の身体側側面と身体側側面と反対側の面の両方を嵩高化する、請求項47に記載の方法。
- 不織布の一方の側のみを嵩高化する、請求項47に記載の方法。
- 更に、超吸収性粒子を嵩高化不織布の嵩高化された側に堆積させる段階を含む、請求項67に記載の方法。
- 嵩高化された不織布のブラシ掛けされない側は、嵩高化された不織布のブラシ掛けされた側よりも緻密であり且つ小さい空隙容積を有し、それにより、嵩高化された不織布のブラシ掛けされない側が超吸収性粒子を捕捉して、嵩高化された不織布の中を通る超吸収性粒子のフィルタリングを低減し又は防止する、請求項68に記載の方法。
- 嵩高化された不織布の嵩高化セクションにおいて、空隙容積が嵩高化の前に対して5%から75%の範囲で増加し、密度が嵩高化の前に対してる5%から50%の範囲で低下する、請求項47に記載の方法。
- 不織布の両側を同時にブラシ掛けする、請求項48に記載の方法。
- 不織布の両側を順次ブラシ掛けする、請求項48に記載の方法。
- 第1の不織布層と、
第1の不織布層と結合された第2の不織布層と、
第1の不織布層の反対側で第2の不織布層に係合した第3の不織布層と、
第2の不織布層内に埋込まれた吸収性材料と、を含む吸収性コア。 - 更に、第3の不織布層と結合された第4の不織布層を含む、請求項73に記載の吸収性コア。
- 第4の不織布層は、スパンバウンド不織布、組織、又は開口不織布である、請求項74に記載の吸収性コア。
- 第3の不織布層は、二成分繊維の層を含む、請求項73に記載の吸収性コア。
- 第3の不織布層は、嵩高化されていない不織布又は緻密化通気不織布である、請求項76に記載の吸収性コア。
- 第2の不織布層は、第3の不織布層の二成分繊維の層の密度よりも低い密度を有する二成分繊維の層である、請求項73に記載の吸収性コア。
- 第2の不織布層及び第3の不織布層は、密度勾配を有する単一の単位繊維層である、請求項78に記載の吸収性コア。
- 第1の不織布層は、空気堆積不織布、組織層、スパンバウンド−メルトブローン−スパンバウンド不織布、スパンバウンド不織布、又は通気不織布である、請求項73に記載の吸収性コア。
- 吸収性材料は、超吸収性粒子を含み、超吸収性粒子は、第2の不織布層内で離間し、第2の不織布層の繊維と混合される、請求項73に記載の吸収性コア。
- 更に、超吸収性粒子不存在レーンを含む、請求項73に記載の吸収性コア。
- 吸収性コアを作る方法であって、
二成分繊維を不織布層の上に堆積させて繊維ウェブを形成する段階を含み、前記二成分繊維の定着により、二成分繊維の比較的高い密度の領域を、堆積された繊維ウェブの底部のところに形成し、二成分繊維の比較的低い密度の集団を、堆積された繊維ウェブの上部のところに形成し、
更に、超吸収性粒子を前記繊維ウェブの上に堆積させる段階を含む、方法。 - 更に、不織布層と反対側の前記繊維ウェブの上全体に第2の不織布層を付加する段階を含む、請求項83に記載の方法。
- 不織布は、空気堆積のものであり、第2の不織布は、スパンバウンド−メルトブローン−スパンバウンドのものである、請求項84に記載の方法。
- 第2の不織布は、空気堆積のものであり、不織布は、スパンバウンド−メルトブローン−スパンバウンドのものである、請求項84に記載の方法。
- 第1の不織布と、
第2の不織布と、
吸収性材料と、
第1の不織布と第2の不織布の間に位置決めされた遊離繊維層と、を含み、
吸収性材料は、第1の不織布と第2の不織布の間に位置決めされ、第1の不織布内に埋込まれ、第2の不織布内に埋込まれ、又はその組合せである、吸収性コア。 - 遊離繊維層は、吸収性材料の2つの層の間に位置決めされる、請求項87に記載の吸収性コア。
- 遊離繊維層の繊維が、ランダムに配向される、請求項87に記載の吸収性コア。
- 遊離繊維層の繊維が、単一方向に沿って整列する、請求項87に記載の吸収性コア。
- 遊離繊維層の繊維が、ポリエステル繊維、セルロース繊維、ポリプロピレン繊維、ポリエチレン繊維、又はその組合せを含む、請求項87に記載の吸収性コア。
- 遊離繊維層の繊維が、形状、組成、密度、質量、太さ、長さ、幅、又はその組合せが異なる繊維の混合物を含む、請求項87に記載の吸収性コア。
- 遊離繊維層の繊維が、吸収性コアの超吸収性粒子含有レーン内に位置決めされる、請求項87に記載の吸収性コア。
- 繊維層を有する吸収性コアを形成する方法であって、
遊離繊維を第1の不織布層の上に堆積させる段階と、
第2の不織布層を遊離繊維の上全体に付加する段階と、を含む方法。 - 更に、吸収性材料を第1の不織布と第2の不織布層の間に位置決めする段階を含む、請求項94に記載の方法。
- 遊離繊維を、吸収性材料の2つの層の間に位置決めする、請求項95に記載の方法。
- 更に、超吸収性粒子を遊離繊維の上に付加して遊離繊維と混合させる段階を含む、請求項94に記載の方法。
- 更に、遊離繊維をほぼ単一の方向に延びるように配向させる段階を含む、請求項94に記載の方法。
- 前記配向させる段階は、遊離繊維に静電力を印加することを含む、請求項98に記載の方法。
- 遊離繊維は、セルロース繊維、ポリプロピレン繊維、ポリエチレン繊維、ポリエステル繊維、又はその組合せを含む、請求項94に記載の方法。
- 遊離繊維は、形状、組成、密度、質量、太さ、長さ、幅、又はその組合せが異なる繊維の混合物を含む、請求項94に記載の方法。
- 遊離繊維を不織布の超吸収性粒子含有レーン内に堆積させる、請求項94に記載の方法。
- 遊離繊維を不織布の超吸収性粒子不存在レーン内に堆積させる、請求項94に記載の方法。
- ニードルロール散乱器又はフロック加工を使用して、遊離繊維を不織布層の上に散乱させる、請求項94に記載の方法。
- 更に、遊離繊維の少なくとも幾つかを、他の遊離繊維又は不織布と少なくとも結合させ、又は、その組合せを行う段階を含み、繊維ウェブをその場で形成する、請求項94に記載の方法。
- 前記結合させる段階は、接着剤を遊離繊維、不織布、又はその組合せの上に堆積させることを含む、請求項105に記載の方法。
- 超吸収性粒子を遊離繊維の上に堆積させた後、接着剤を堆積させる、請求項106に記載の方法。
- 前記結合させる段階は、熱可塑性繊維を遊離繊維内に混合させる段階と、遊離繊維を堆積させた後、遊離繊維を加熱して遊離繊維を熱溶融させる段階を含む、請求項105に記載の方法。
- 吸収性コアであって、
第1の不織布と、
第2の不織布と、
吸収性材料層と、を含み、吸収性材料層は、第1の不織布と第2の不織布の間にあり、吸収性材料含有レーンと吸収性材料不存在レーンを含み、
エンボス加工線により、第1の不織布と第2の不織布を結合させ、
エンボス加工線は、吸収性材料不存在レーンと一致し、それにより、第1の不織布を、吸収性材料不存在レーンと一致する箇所で第2の不織布にエンボス加工する、吸収性コア。 - 更に、第2の不織布に結合された第3の不織布を含み、
吸収性材料が、前記第2の不織布と第3の不織布の間に位置決めされる、請求項109に記載の吸収性コア。 - 吸収性材料不存在レーンとエンボス加工線の整列により、吸収性コア内に曲げ線を定める、請求項109に記載の吸収性コア。
- 曲げ線は、平らな形態から折畳んだ又は束ねた形態への吸収性コアの曲げを可能にする、請求項111に記載の吸収性コア。
- エンボス加工線は、コアの長手方向中心線と平行に延びる、請求項109に記載の吸収性コア。
- 折畳んだ又は束ねた形態において、トラフが、コアの身体側に構成される、請求項112に記載のコア。
- 多層吸収性コアであって、
第1の身体側不織布と、
第2の不織布と、
第1の吸収性材料層と、
第3の不織布と、
第2の吸収性材料層と、を含み、
第1の吸収性材料層は、第1の不織布と第2の不織布の間に位置決めされ、又は、第1の身体側不織布内に埋込まれ、又は、第2の不織布内に埋込まれ、又は、それらの組合せであり、
第2の吸収性材料層は、第2の不織布と第3の不織布の間に位置決めされ、又は、第2の不織布内に埋込まれ、又は、第3の不織布内に埋込まれ、又は、それらの組合せである、多層吸収性コア。 - 第1の身体側不織布及び第2の不織布は、通気不織布を含み、
第3の不織布は、スパンバウンド−メルトブローン−スパンバウンド不織布を含む、請求項115に記載の多層吸収性コア。 - 更に、第4の不織布と、
第3の吸収性材料層と、を含み、
第3の吸収性材料層は、第3の不織布と第4の不織布の間に位置決めされ、又は、第3の不織布内に埋込まれ、又は、第4の不織布内に埋込まれ、又は、それらの組合せである、請求項115に記載の多層吸収性コア。 - 更に、第5の不織布と、
第4の吸収性材料層と、を含み、
第4の吸収性材料層は、第4の不織布と第5の不織布の間に位置決めされ、又は、第4の不織布内に埋込まれ、又は、第5の不織布内に埋込まれ、又は、それらの組合せである、請求項116に記載の多層吸収性コア。 - 前記不織布の各々は、スパンバウンド−メルトブローン−スパンバウンド不織布、通気不織布、嵩高不織布、スリット付き不織布、空気堆積不織布、嵩高化された嵩高不織布、又はスパンバウンド不織布を含む、請求項115に記載の多層吸収性コア。
- 第1の吸収性材料層及び第2の吸収性材料層は、吸収性材料不存在レーンを含む、請求項115に記載の多層吸収性コア。
- 第1の吸収性材料層及び第2の吸収性材料層の吸収性材料不存在レーンの位置は、多層吸収性コアの身体側からその反対側の裏側の方向に整列する、請求項120に記載の多層吸収性コア。
- 第1の吸収性材料層及び第2の吸収性材料層内の吸収性材料不存在レーンの位置が、コアの身体側からその反対側の裏側の方向にずらして配置される、請求項120に記載の多層吸収性コア。
- 第1の不織布、第2の不織布、及び第3の不織布のうちの少なくとも2つが、幅又は厚さが異なる、請求項115に記載の多層吸収性コア。
- 第1の不織布及び第2の不織布は、第3の不織布よりも厚く、
第2の吸収性材料層は、第1の吸収性材料層よりも厚い、請求項123に記載の多層吸収性コア。 - 第1の吸収性材料層は、吸収性材料含有レーンと吸収性材料不存在レーンを含む、請求項115に記載の多層吸収性コア。
- 吸収性材料不存在レーンは、交差方向に延びる、請求項125に記載の多層吸収性コア。
- 前記吸収性材料不存在レーンは、機械加工方向に延びる、請求項125に記載の多層吸収性コア。
- 吸収性材料不存在レーンは、交差方向及び機械加工方向の両方に対して斜めに延びる、請求項125に記載の多層吸収性コア。
- 吸収性材料不存在レーンは、格子パターンを形成する、請求項125に記載の多層吸収性コア。
- 第2の吸収性材料層は、吸収性材料不存在レーンを有しない、請求項125に記載の多層吸収性コア。
- 第2の吸収性材料層は、吸収性材料含有レーンと吸収性材料不存在レーンを含む、請求項125に記載の多層吸収性コア。
- 第1の吸収性材料層の吸収性材料不存在レーンは、機械加工方向に延び、
第2の吸収性材料層の吸収性材料不存在レーンは、交差方向に延びる、請求項131に記載の多層吸収性コア。 - 更に、第1の不織布と第2の不織布の間に位置決めされた遊離繊維層を含む、請求項115に記載の多層吸収性コア。
- 不織布のうちの少なくとも1つが、嵩高化された嵩高不織布を含む、請求項115に記載の多層吸収性コア。
- 第2の不織布は、嵩高化された嵩高不織布である、請求項134に記載の多層吸収性コア。
- 第2の不織布は、部分的に嵩高化され、嵩高化されたレーンと嵩高化されていないレーンを含む、請求項135に記載の多層吸収性コア。
- 第1の吸収性材料層は、吸収性材料含有レーンと吸収性材料不存在レーンを含む、請求項136に記載の多層吸収性コア。
- 吸収性材料含有レーンは、嵩高化レーンと一致し、吸収性材料不存在レーンは、嵩高化されていないレーンと一致する、請求項137に記載の多層吸収性コア。
- 吸収性材料含有レーンは、嵩高化されていないレーンと一致し、吸収性材料不存在レーンは、嵩高化されたレーンと一致する、請求項137に記載の多層吸収性コア。
- 不織布のうちの少なくとも1つが、スリット付き不織布である、請求項115に記載の多層吸収性コア。
- 不織布のうちの少なくとも1つが、少なくとも1つの低毛管現象領域と、低毛管現象領域の毛管現象よりも高い毛管現象を有する少なくとも1つの高毛管現象領域とを含む、請求項115に記載の多層吸収性コア。
- 低毛管現象領域は、複合物の中心ターゲット領域に位置決めされ、
高毛管現象領域は、低毛管現象領域の任意の側に位置決めされる、請求項141に記載の多層吸収性コア。 - 低毛管現象領域及び高毛管現象領域を有する不織布は、身体側と反対側の多層吸収性コアの裏側にある、請求項141に記載の多層吸収性コア。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2024007343A JP2024050656A (ja) | 2018-03-22 | 2024-01-22 | 使い捨て吸収性物品及びそれを組込むための吸収性コア複合物又は構成物、そのための又はその構成要素、及びそれを作るためのシステム、装置、及び方法 |
Applications Claiming Priority (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201862646875P | 2018-03-22 | 2018-03-22 | |
| US201862646870P | 2018-03-22 | 2018-03-22 | |
| US201862646880P | 2018-03-22 | 2018-03-22 | |
| US62/646,875 | 2018-03-22 | ||
| US62/646,870 | 2018-03-22 | ||
| US62/646,880 | 2018-03-22 | ||
| PCT/US2019/023743 WO2019183592A2 (en) | 2018-03-22 | 2019-03-22 | Disposable absorbent article and absorbent core composite or construction for incorporation therewith, components tehrefor or thereof, and systems, apparatus and methods of making the same |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2024007343A Division JP2024050656A (ja) | 2018-03-22 | 2024-01-22 | 使い捨て吸収性物品及びそれを組込むための吸収性コア複合物又は構成物、そのための又はその構成要素、及びそれを作るためのシステム、装置、及び方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021519123A true JP2021519123A (ja) | 2021-08-10 |
| JPWO2019183592A5 JPWO2019183592A5 (ja) | 2022-03-30 |
Family
ID=67984455
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020551405A Pending JP2021519123A (ja) | 2018-03-22 | 2019-03-22 | 使い捨て吸収性物品及びそれを組込むための吸収性コア複合物又は構成物、そのための又はその構成要素、及びそれを作るためのシステム、装置、及び方法 |
| JP2024007343A Pending JP2024050656A (ja) | 2018-03-22 | 2024-01-22 | 使い捨て吸収性物品及びそれを組込むための吸収性コア複合物又は構成物、そのための又はその構成要素、及びそれを作るためのシステム、装置、及び方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2024007343A Pending JP2024050656A (ja) | 2018-03-22 | 2024-01-22 | 使い捨て吸収性物品及びそれを組込むための吸収性コア複合物又は構成物、そのための又はその構成要素、及びそれを作るためのシステム、装置、及び方法 |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US11839533B2 (ja) |
| EP (1) | EP3768209A4 (ja) |
| JP (2) | JP2021519123A (ja) |
| KR (1) | KR20200135820A (ja) |
| CN (2) | CN112384181B (ja) |
| AU (1) | AU2019238331A1 (ja) |
| BR (1) | BR112020019412A2 (ja) |
| CA (1) | CA3094753A1 (ja) |
| MX (2) | MX2020009901A (ja) |
| PH (1) | PH12020551531A1 (ja) |
| SG (1) | SG11202009156VA (ja) |
| WO (1) | WO2019183592A2 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2022118904A1 (ja) * | 2020-12-04 | 2022-06-09 | ||
| USD978341S1 (en) | 2021-06-17 | 2023-02-14 | Medline Industries, Lp | Absorbent article with channeled core |
| USD979747S1 (en) | 2021-06-17 | 2023-02-28 | Medline Industries, Lp | Absorbent article with channeled core |
| USD979046S1 (en) | 2021-06-17 | 2023-02-21 | Medline Industries, Lp | Absorbent article with channeled core |
| CA3220974A1 (en) * | 2021-06-17 | 2022-12-22 | Derrick Roemisch | Absorbent article with channeled core |
| USD979047S1 (en) | 2021-06-17 | 2023-02-21 | Medline Industries, Lp | Absorbent article with channeled core |
| CN113545921B (zh) * | 2021-07-30 | 2022-08-05 | 福建恒安集团有限公司 | 一种三段式透气卫生巾 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007144101A (ja) * | 2005-10-27 | 2007-06-14 | Kao Corp | 吸収性物品 |
| JP2008138340A (ja) * | 2006-12-05 | 2008-06-19 | Uni Charm Corp | 不織布、不織布の製造方法及び吸収性物品 |
| JP2011120710A (ja) * | 2009-12-10 | 2011-06-23 | Livedo Corporation | 吸収性物品 |
| JP2014068813A (ja) * | 2012-09-28 | 2014-04-21 | Daio Paper Corp | 吸収体及びこれを用いた吸収性物品 |
| WO2016114209A1 (ja) * | 2015-01-13 | 2016-07-21 | 王子ホールディングス株式会社 | 吸収性物品 |
Family Cites Families (77)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB894323A (en) * | 1958-11-27 | 1962-04-18 | Caspar Monforts Von Hobe | Improvements in textile napping machines |
| US4338371A (en) * | 1980-12-24 | 1982-07-06 | The United States Of America As Represented By The Administrator Of The National Aeronautics And Space Administration | Absorbent product to absorb fluids |
| US5171302A (en) | 1988-03-31 | 1992-12-15 | The Procter & Gamble Company | Absorbent article with central hinge |
| US5197959A (en) | 1988-03-31 | 1993-03-30 | The Procter & Gamble Company | Absorbent article |
| US5013309A (en) * | 1989-04-24 | 1991-05-07 | Kem-Wove Incorporated | Incontinent pad with high absorbent packet |
| US5486167A (en) | 1991-01-03 | 1996-01-23 | The Procter & Gamble Company | Absorbent article having blended multi-layer absorbent structure with improved integrity |
| US5591150A (en) | 1991-07-23 | 1997-01-07 | The Procter And Gamble Company | Sanitary napkin having a resilient body-conforming portion |
| US5807364A (en) | 1992-08-17 | 1998-09-15 | Weyerhaeuser Company | Binder treated fibrous webs and products |
| US5466513A (en) * | 1992-12-18 | 1995-11-14 | Kimberly-Clark Corporation | Multi-layer absorbent composite |
| US5350370A (en) * | 1993-04-30 | 1994-09-27 | Kimberly-Clark Corporation | High wicking liquid absorbent composite |
| AU695728B2 (en) | 1993-06-28 | 1998-08-20 | Procter & Gamble Company, The | Absorbent article with means for directional fluid distribution |
| CA2134268C (en) | 1994-06-13 | 2005-10-04 | Frederich Oma Lassen | Absorbent article having a body-accommodating absorbent core |
| US5458592A (en) | 1994-06-30 | 1995-10-17 | Kimberly-Clark Corporation | Thermoplastic fibrous nonwoven webs for use as core wraps in absorbent articles |
| ATE531758T1 (de) | 1996-12-13 | 2011-11-15 | Dsg Internat Ltd | Hochsaugfähige zusammensetzungen enthaltende absorbierende schichte und verfahren zu derer herstellung |
| US6278037B1 (en) | 1997-03-27 | 2001-08-21 | The Procter & Gamble Company | Absorbent article having improved comfort during use by improved fit even when loaded and improved rewet performance |
| EP0888763A1 (en) | 1997-07-01 | 1999-01-07 | The Procter & Gamble Company | Disposable absorbent articles having an increased fit for the body anatomy |
| ZA989347B (en) * | 1997-10-14 | 2000-04-12 | Johnson & Johnson Consumer | Novel skin resurfacing recovery system. |
| US6632209B1 (en) | 1998-03-30 | 2003-10-14 | Paragon Trade Brands, Inc. | Thin absorbent core made from folded absorbent laminate |
| JP3490291B2 (ja) | 1998-05-18 | 2004-01-26 | ユニ・チャーム株式会社 | 吸収性物品 |
| JP2960927B1 (ja) | 1998-07-21 | 1999-10-12 | 株式会社日本吸収体技術研究所 | シート状高吸水性複合体の製造法 |
| US20030129915A1 (en) | 2002-01-04 | 2003-07-10 | Tyco Healthcare Retail Services Ag | Process for making a super absorbent polymer-impregnated non-woven absorbent core for personal hygiene products |
| US20040204697A1 (en) | 2003-04-11 | 2004-10-14 | Litvay John D. | Absorbent articles containing absorbent cores having at least one outer layer containing microwells |
| US20040054342A1 (en) | 2002-09-18 | 2004-03-18 | Newbill Vincent B. | Absorbent articles having a superabsorbent retention web |
| US6729807B1 (en) | 2002-11-07 | 2004-05-04 | Profile Products L.L.C. | Integral lofty polymer grid and fiber web matrix turf reinforcement mats |
| EP1447066B1 (en) | 2003-02-12 | 2008-10-01 | The Procter & Gamble Company | Comfortable diaper |
| EP1913913A3 (en) | 2003-02-12 | 2008-05-28 | The Procter and Gamble Company | Absorbent core for an absorbent article |
| US7194789B2 (en) * | 2003-12-23 | 2007-03-27 | Kimberly-Clark Worldwide, Inc. | Abraded nonwoven composite fabrics |
| JP4727494B2 (ja) | 2005-05-19 | 2011-07-20 | ユニ・チャーム株式会社 | パンツ型使い捨て着用物品 |
| JP2007167193A (ja) | 2005-12-20 | 2007-07-05 | Kao Corp | 吸収性シート及びそれを用いた吸収性物品 |
| US8148598B2 (en) | 2006-02-22 | 2012-04-03 | Dsg Technology Holdings Limited | Method of making an absorbent composite and absorbent articles employing the same |
| CA2670783A1 (en) | 2006-12-07 | 2008-06-12 | Uni-Charm Corporation | Absorbing article |
| CA2692236C (en) | 2007-06-18 | 2012-08-14 | The Procter & Gamble Company | Disposable absorbent article with substantially continuously distributed absorbent particulate polymer material and method |
| US20090112175A1 (en) | 2007-10-30 | 2009-04-30 | Kofi Ayensu Bissah | Absorbent article including an absorbent layer having a plurality of spaced beam elements |
| WO2010004895A1 (ja) | 2008-07-11 | 2010-01-14 | 住友精化株式会社 | 吸水シート組成物 |
| KR101540836B1 (ko) | 2009-01-19 | 2015-07-30 | 스미또모 세이까 가부시키가이샤 | 흡수 시트 조성물 |
| GB2469020B (en) * | 2009-03-30 | 2014-04-02 | Brightwake Ltd | Composite absorbent materials and methods for their production |
| WO2010113754A1 (ja) | 2009-03-31 | 2010-10-07 | 住友精化株式会社 | 吸水シート |
| ES2529228T3 (es) | 2009-06-12 | 2015-02-18 | Sumitomo Seika Chemicals Co., Ltd. | Lámina absorbente de agua |
| SE533841C2 (sv) * | 2009-06-15 | 2011-02-01 | Moelnlycke Health Care Ab | Sårförband med hög vätskehanteringskapacitet |
| JP5877710B2 (ja) | 2009-10-09 | 2016-03-08 | 住友精化株式会社 | 吸水シート |
| CN102695483B (zh) | 2009-10-28 | 2016-05-25 | 瑞德科技控股有限公司 | 具有一定分布型式吸收芯部的一次性吸收物件 |
| US9549858B2 (en) | 2010-01-06 | 2017-01-24 | Ching-Yun Morris Yang | Ultra-thin absorbent article |
| AU2010342027B2 (en) | 2010-01-13 | 2015-06-04 | Sumitomo Seika Chemicals Co., Ltd. | Water-absorbent sheet structure |
| PL2524678T3 (pl) | 2010-01-13 | 2015-09-30 | Sumitomo Seika Chemicals | Struktura arkusza absorbującego wodę |
| EP2550946B1 (en) | 2010-03-25 | 2014-10-29 | Sumitomo Seika Chemicals CO. LTD. | Water-absorbing sheet structure |
| HUE037355T2 (hu) | 2010-10-13 | 2018-08-28 | Drylock Tech Nv | Nedvszívó szerkezet |
| EP2444046A1 (en) | 2010-10-20 | 2012-04-25 | Vynka Bvba | Environmentally friendly absorbent structure |
| SG194985A1 (en) | 2011-06-10 | 2013-12-30 | Procter & Gamble | Absorbent structure for absorbent articles |
| EP2717822B1 (en) | 2011-06-10 | 2019-06-05 | The Procter and Gamble Company | Absorbent core for disposable absorbent articles |
| EP2532329B1 (en) | 2011-06-10 | 2018-09-19 | The Procter and Gamble Company | Method and apparatus for making absorbent structures with absorbent material |
| US10272001B2 (en) | 2011-09-20 | 2019-04-30 | Johnson & Johnson Consumer Inc. | Absorbent article including resilient absorbent composite material |
| WO2013099634A1 (ja) | 2011-12-27 | 2013-07-04 | 住友精化株式会社 | 吸水シート構成体 |
| GB2510665C (en) | 2012-11-13 | 2017-01-25 | Procter & Gamble | Absorbent articles with channels and signals |
| US9216116B2 (en) | 2012-12-10 | 2015-12-22 | The Procter & Gamble Company | Absorbent articles with channels |
| US8979815B2 (en) | 2012-12-10 | 2015-03-17 | The Procter & Gamble Company | Absorbent articles with channels |
| EP2740450A1 (en) | 2012-12-10 | 2014-06-11 | The Procter & Gamble Company | Absorbent core with high superabsorbent material content |
| US9216118B2 (en) | 2012-12-10 | 2015-12-22 | The Procter & Gamble Company | Absorbent articles with channels and/or pockets |
| PL2740452T3 (pl) | 2012-12-10 | 2022-01-31 | The Procter & Gamble Company | Wyrób chłonny o wysokiej zawartości materiału chłonnego |
| US9707135B2 (en) * | 2013-03-15 | 2017-07-18 | Advanced Absorbent Technologies, Llc | Disposable absorbent article |
| US9566198B2 (en) | 2013-03-15 | 2017-02-14 | Dsg Technology Holdings Ltd. | Method of making an absorbent composite and absorbent articles employing the same |
| US9789014B2 (en) | 2013-03-15 | 2017-10-17 | Dsg Technology Holdings Ltd. | Method of making an absorbent composite and absorbent articles employing the same |
| US20180064583A1 (en) | 2013-04-15 | 2018-03-08 | Drylock Technologies Nv | Absorbent structure |
| EP3284450B1 (en) * | 2013-06-14 | 2020-11-25 | The Procter & Gamble Company | Absorbent article and absorbent core forming channels when wet |
| CA3186021A1 (en) | 2013-07-03 | 2015-01-08 | Dsg Technology Holdings Limited | An absorbent composite, an absorbent article employing the same, and methods, systems, and apparatus for making the absorbent composite and/or article |
| US9987176B2 (en) | 2013-08-27 | 2018-06-05 | The Procter & Gamble Company | Absorbent articles with channels |
| CN110013386B (zh) | 2013-08-27 | 2021-10-01 | 宝洁公司 | 具有通道的吸收制品 |
| EP3351225B1 (en) * | 2013-09-19 | 2021-12-29 | The Procter & Gamble Company | Absorbent cores having material free areas |
| US9789009B2 (en) | 2013-12-19 | 2017-10-17 | The Procter & Gamble Company | Absorbent articles having channel-forming areas and wetness indicator |
| EP3207906A1 (en) | 2014-01-31 | 2017-08-23 | Ontex BVBA | Multi-layer absorbent material |
| US20160074247A1 (en) * | 2014-09-12 | 2016-03-17 | The Procter & Gamble Company | Absorbent article comprising a topsheet/acquisition layer laminate |
| EP3037079B1 (en) | 2014-12-23 | 2018-07-25 | The Procter and Gamble Company | Absorbent core comprising a high loft central layer and channels |
| GB201423274D0 (en) | 2014-12-28 | 2015-02-11 | Wilton Trustees Ltd | Particle entrained air permeable structures |
| ITUB20154187A1 (it) * | 2015-10-06 | 2016-01-06 | Fameccanica Data Spa | Procedimento ed apparecchiatura per la produzione di una struttura assorbente |
| CN205515230U (zh) * | 2016-01-24 | 2016-08-31 | 厦门源创力科技服务有限公司 | 一种一次性吸收用品的吸收芯体 |
| WO2017131014A1 (ja) * | 2016-01-27 | 2017-08-03 | 株式会社瑞光 | 粉粒体含有物品の製造装置および粉粒体含有物品の製造方法 |
| CN107080620B (zh) * | 2017-07-03 | 2023-06-23 | 爹地宝贝股份有限公司 | 瞬间吸水性能好的高分子纸尿裤 |
| WO2020131961A1 (en) | 2018-12-17 | 2020-06-25 | Dsg Technology Holdings Ltd. | Absorbent cores with enhanced fit and absorbency |
-
2019
- 2019-03-22 AU AU2019238331A patent/AU2019238331A1/en active Pending
- 2019-03-22 JP JP2020551405A patent/JP2021519123A/ja active Pending
- 2019-03-22 CN CN201980034694.1A patent/CN112384181B/zh active Active
- 2019-03-22 MX MX2020009901A patent/MX2020009901A/es unknown
- 2019-03-22 SG SG11202009156VA patent/SG11202009156VA/en unknown
- 2019-03-22 BR BR112020019412-3A patent/BR112020019412A2/pt unknown
- 2019-03-22 CA CA3094753A patent/CA3094753A1/en active Pending
- 2019-03-22 WO PCT/US2019/023743 patent/WO2019183592A2/en active Application Filing
- 2019-03-22 CN CN202211117269.9A patent/CN115813669A/zh active Pending
- 2019-03-22 EP EP19771422.3A patent/EP3768209A4/en active Pending
- 2019-03-22 KR KR1020207029961A patent/KR20200135820A/ko not_active Application Discontinuation
- 2019-03-22 US US16/362,536 patent/US11839533B2/en active Active
-
2020
- 2020-09-22 PH PH12020551531A patent/PH12020551531A1/en unknown
- 2020-09-22 MX MX2023006970A patent/MX2023006970A/es unknown
-
2024
- 2024-01-22 JP JP2024007343A patent/JP2024050656A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007144101A (ja) * | 2005-10-27 | 2007-06-14 | Kao Corp | 吸収性物品 |
| JP2008138340A (ja) * | 2006-12-05 | 2008-06-19 | Uni Charm Corp | 不織布、不織布の製造方法及び吸収性物品 |
| JP2011120710A (ja) * | 2009-12-10 | 2011-06-23 | Livedo Corporation | 吸収性物品 |
| JP2014068813A (ja) * | 2012-09-28 | 2014-04-21 | Daio Paper Corp | 吸収体及びこれを用いた吸収性物品 |
| WO2016114209A1 (ja) * | 2015-01-13 | 2016-07-21 | 王子ホールディングス株式会社 | 吸収性物品 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN112384181A (zh) | 2021-02-19 |
| BR112020019412A2 (pt) | 2021-03-23 |
| RU2020134459A (ru) | 2022-04-22 |
| WO2019183592A3 (en) | 2019-11-07 |
| CN112384181B (zh) | 2022-09-09 |
| MX2020009901A (es) | 2021-02-09 |
| US11839533B2 (en) | 2023-12-12 |
| WO2019183592A2 (en) | 2019-09-26 |
| CN115813669A (zh) | 2023-03-21 |
| MX2023006970A (es) | 2023-06-23 |
| SG11202009156VA (en) | 2020-10-29 |
| US20190290505A1 (en) | 2019-09-26 |
| KR20200135820A (ko) | 2020-12-03 |
| PH12020551531A1 (en) | 2021-06-07 |
| EP3768209A2 (en) | 2021-01-27 |
| CA3094753A1 (en) | 2019-09-26 |
| AU2019238331A1 (en) | 2020-10-15 |
| EP3768209A4 (en) | 2021-12-29 |
| JP2024050656A (ja) | 2024-04-10 |
| RU2020134459A3 (ja) | 2022-04-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2021519123A (ja) | 使い捨て吸収性物品及びそれを組込むための吸収性コア複合物又は構成物、そのための又はその構成要素、及びそれを作るためのシステム、装置、及び方法 | |
| JP7461098B2 (ja) | 吸収性複合材及びそれを用いる吸収性物品の製造方法 | |
| US11903805B2 (en) | Method of making an absorbent composite and absorbent articles employing the same | |
| US7048725B2 (en) | Absorbent structure | |
| JP2022516415A (ja) | フィット性及び吸収性を高めた吸収性コア | |
| AU2016359627B2 (en) | An elastic core composite or assembly, and a system and method for making the elastic composite assembly | |
| RU2777976C2 (ru) | Многослойная впитывающая сердцевина | |
| US11963854B2 (en) | Elastic core composite or assembly, and a system and method for making the elastic composite assembly | |
| EP1401365B1 (en) | New absorbent structure | |
| AU2023202088A1 (en) | Method of making an absorbent composite and absorbent articles employing the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220322 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220322 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20230112 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230118 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20230414 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230616 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20230921 |