JP2021045552A - ティッシュ製品の嵩を小さく、密度を大きくする方法 - Google Patents
ティッシュ製品の嵩を小さく、密度を大きくする方法 Download PDFInfo
- Publication number
- JP2021045552A JP2021045552A JP2020180123A JP2020180123A JP2021045552A JP 2021045552 A JP2021045552 A JP 2021045552A JP 2020180123 A JP2020180123 A JP 2020180123A JP 2020180123 A JP2020180123 A JP 2020180123A JP 2021045552 A JP2021045552 A JP 2021045552A
- Authority
- JP
- Japan
- Prior art keywords
- embossing
- paper
- embossed
- product
- web
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 38
- 238000004049 embossing Methods 0.000 claims abstract description 64
- 238000004519 manufacturing process Methods 0.000 claims description 19
- 238000010030 laminating Methods 0.000 claims description 4
- 230000008569 process Effects 0.000 claims description 4
- 230000006378 damage Effects 0.000 abstract description 2
- 230000002349 favourable effect Effects 0.000 abstract description 2
- 239000000047 product Substances 0.000 description 96
- 239000000123 paper Substances 0.000 description 75
- 238000012360 testing method Methods 0.000 description 26
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 21
- 239000000835 fiber Substances 0.000 description 15
- 229910000831 Steel Inorganic materials 0.000 description 9
- 239000010959 steel Substances 0.000 description 9
- 238000010521 absorption reaction Methods 0.000 description 8
- 229920001131 Pulp (paper) Polymers 0.000 description 7
- 230000008859 change Effects 0.000 description 6
- 230000000694 effects Effects 0.000 description 5
- 241000287227 Fringillidae Species 0.000 description 4
- 230000018044 dehydration Effects 0.000 description 4
- 238000006297 dehydration reaction Methods 0.000 description 4
- 238000005259 measurement Methods 0.000 description 4
- 241000218631 Coniferophyta Species 0.000 description 3
- 239000012298 atmosphere Substances 0.000 description 3
- 239000003795 chemical substances by application Substances 0.000 description 3
- 230000006835 compression Effects 0.000 description 3
- 238000007906 compression Methods 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- 239000012467 final product Substances 0.000 description 3
- 239000011121 hardwood Substances 0.000 description 3
- 230000001953 sensory effect Effects 0.000 description 3
- 239000002002 slurry Substances 0.000 description 3
- 239000000758 substrate Substances 0.000 description 3
- 238000010998 test method Methods 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 2
- 238000004806 packaging method and process Methods 0.000 description 2
- 239000011122 softwood Substances 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 102100031260 Acyl-coenzyme A thioesterase THEM4 Human genes 0.000 description 1
- 229920003043 Cellulose fiber Polymers 0.000 description 1
- 101000638510 Homo sapiens Acyl-coenzyme A thioesterase THEM4 Proteins 0.000 description 1
- 206010021639 Incontinence Diseases 0.000 description 1
- 241000218922 Magnoliophyta Species 0.000 description 1
- QAOWNCQODCNURD-UHFFFAOYSA-L Sulfate Chemical compound [O-]S([O-])(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-L 0.000 description 1
- LSNNMFCWUKXFEE-UHFFFAOYSA-N Sulfurous acid Chemical compound OS(O)=O LSNNMFCWUKXFEE-UHFFFAOYSA-N 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 238000005273 aeration Methods 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 239000003153 chemical reaction reagent Substances 0.000 description 1
- 230000001143 conditioned effect Effects 0.000 description 1
- 230000003750 conditioning effect Effects 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000000593 degrading effect Effects 0.000 description 1
- 239000008367 deionised water Substances 0.000 description 1
- 229910021641 deionized water Inorganic materials 0.000 description 1
- 230000002542 deteriorative effect Effects 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 238000012812 general test Methods 0.000 description 1
- 230000002706 hydrostatic effect Effects 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 230000002452 interceptive effect Effects 0.000 description 1
- 239000002655 kraft paper Substances 0.000 description 1
- 230000000670 limiting effect Effects 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- -1 retention aids Substances 0.000 description 1
- 230000035807 sensation Effects 0.000 description 1
- 238000004513 sizing Methods 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- 238000009864 tensile test Methods 0.000 description 1
- 239000004753 textile Substances 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 238000009423 ventilation Methods 0.000 description 1
Images






























Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/30—Multi-ply
- D21H27/40—Multi-ply at least one of the sheets being non-planar, e.g. crêped
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/02—Patterned paper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F1/00—Mechanical deformation without removing material, e.g. in combination with laminating
- B31F1/07—Embossing, i.e. producing impressions formed by locally deep-drawing, e.g. using rolls provided with complementary profiles
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F11/00—Processes for making continuous lengths of paper, or of cardboard, or of wet web for fibre board production, on paper-making machines
- D21F11/006—Making patterned paper
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/002—Tissue paper; Absorbent paper
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/002—Tissue paper; Absorbent paper
- D21H27/004—Tissue paper; Absorbent paper characterised by specific parameters
- D21H27/005—Tissue paper; Absorbent paper characterised by specific parameters relating to physical or mechanical properties, e.g. tensile strength, stretch, softness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0707—Embossing by tools working continuously
- B31F2201/0715—The tools being rollers
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Paper (AREA)
- Sanitary Thin Papers (AREA)
- Machines For Manufacturing Corrugated Board In Mechanical Paper-Making Processes (AREA)
Abstract
Description
別途指定のない限り、“坪量”、BWT、bwt、BWなどは、3000平方フィートリームの製品の重さを指す(坪量は、g/m2またはgsmでも表される)。同様に、“リーム”は、別途指定のない限り、3000平方フィートリームを意味する。同様に“パーセント”または同様の用語は、乾燥ベース、即ち、遊離水がない(繊維中の湿度が5%に等しい)状態での質量パーセントを指す。
文中に示されているキャリパーおよび/または嵩は、指定されているように、8または16枚のシートのキャリパーとして測定する。シートを積み重ね、積層の中央部付近のキャリパーを測る。望ましくは、供試試料を、23±1.0℃(73.4±1.8°F)、相対湿度50%の雰囲気中で少なくとも約2時間状態調節後、Thwing-Albert Model 89-II-JR または Progage Electronic Thickness Tester を用い、アンビル直径2インチ、静荷重539±10g、降下速度0.231インチ/秒で測定する。完成品試験の場合、供試する製品の各シートは、市販されている製品と同じ数の層を含んでいなければならない。一般的な試験では、8枚のシートを選んで積み重ねる。ナプキンの試験では、折る前のナプキンを積み重ねる。巻き取り機からのベースシートの試験では、試験するそれぞれのシートは、巻き取り機から外してできたものと同じ数の層を含んでいなければならない。製紙用リールからのベースシートの試験では、1層のものを使用しなければならない。シートは、流れ方向(MD)に揃えて積み重ねる。嵩は、キャリパーを坪量で割った、体積/質量の単位でも表される。
乾燥引張強さ(MDおよびCD)、伸び、その比、弾性率(modulus)、破断係数、応力およびひずみは、標準インストロン試験機や、その他適当な伸長引張試験機で測定する。これらの装置は様々な構成とすることができるが、一般に、23±1.0℃(73.4±1.8°F)、相対湿度50%で2時間状態調節した、幅3インチまたは1インチの、ティッシュまたはタオルの細長片を使用する。引張試験は、2インチ/分のクロスヘッド速度で行う。破断係数は、グラム/3インチ/%ひずみまたはそのSI相当(g/mm/%ひずみ)で表す。%ひずみは無次元で、規定する必要はない。別途指示のない限り、値は破断値である。GMは、特定の製品のMD値とCD値の積の平方根を指す。引張強さを測定する間に、引張エネルギー吸収(Tensile energy absorption:TEA)(荷重/伸長(応力/ひずみ)曲線の下側面積と定義する)も測定する。引張エネルギー吸収は、製品を使用する際に感じられる強さに関連する。TEAの高い製品は、TEA値の低いものよりも、ふたつの製品の実際の引張強さが同じであっても使用者には丈夫に感じられるようである。実際、引張エネルギー吸収の高い製品は、TEAの高い製品の引張強さがTEAの低い製品より小さくても、TEAの低いものより丈夫に感じさせることができる。引張強さに関連して、用語“規格化した”を用いる場合、これは、その引張強さを坪量で割って坪量の影響を除いた、適正(appropriate)引張強さを単に指している。多くの場合、同じ情報を、用語“破断長”で示す。
ミシン目引張強さ(1枚を破り取るために必要な単位幅当たりの力)は一般に、3インチ幅のジョーラインコンタクトグリップ(jaw line contact grips)を備えた伸長引張試験機を用い、一定速度で測定する。典型的に、この試験は、23±1.0℃(73.4±1.8°F)、相対湿度50%の雰囲気中で2時間状態調節した、ティッシュまたはタオルの、幅3インチ×長さ5インチの細長片を用いて行う。引張試験機のクロスヘッド速度は、通常、2.0インチ/分に設定する。挟み具の全長は3インチである。試験片を上側グリップに固定してぶら下げる。次に、下側グリップを用いて、試料を保持するには十分であるが損傷しない程度の圧力で、試験片の自由端をしっかりと掴む。試料が破れるまで引き延ばして、ミシン目の引張強さを記録する。
本発明のティッシュの湿潤引張強さは、通常、TAPPI法T576pm7に従って測定する。この方法では、幅3インチ(76.2mm)のティッシュの細長片を輪にし、フィンチカップと呼ばれる特殊な固定具に挟んで水に浸す。3インチのグリップに合うベースを備えた、適当な3インチのフィンチカップは、次の所から入手できる。
High-Tech Manufacturing Services, Inc.
3105-B NE 65th Street
Vancouver, Wash. 98663
360-696-1611
360-696-9887(FAX)
ロール圧縮は、試験装置の1500gの平板プラテン下でロールを圧縮して測定する。試料ロールは、23.0±1.0℃(73.4±1.8°F)の雰囲気中で状態調節および試験する。可動性の1500gのプラテン(ハイトゲージと呼ばれる)を備えた適当な試験装置は、次の所から入手できる。
Research Dimensions
1720 Oakridge Road
Neenah, Wis. 54956
920-722-2289
920-725-6874 (FAX)
(a)プラテンを上げ、供試ロールを横に、テイルシールを測定器の前側に、巻芯を測定器の背部に対して平行にして、プラテンの中央下に置く。
(b)プラテンをロールに載るまでゆっくりと下げる。
(c)圧縮したロールの直径またはスリーブ高さを、直近の0.01インチ(0.254mm)までゲージ指針から読み取る。
(d)プラテンを上げ、ロールを取り出す。
(e)試験する各ロールまたはスリーブについて繰り返す。
RC(%)=100×(最初のロール直径−圧縮したロール直径)/最初のロール直径
本発明の製品の吸収性は、簡易吸収性試験機で測定する。簡易吸収性試験機は、ティッシュ、ナプキン、またはタオル試料の親水性および吸収性の測定に特に有用な装置である。この試験では、直径2.0インチのティッシュ、ナプキン、またはタオル試料を、頂部の平らなプラスチックカバーと底部の溝付試料板との間に載せる。ティッシュ、ナプキン、またはタオルの円盤状試料を、幅1/8インチの外周フランジ領域付近の場所に固定する。試料をホルダーで圧縮しないようにする。73°Fの脱イオン水を、底部の試料板の中心から、直径1mmの導管で試料に注入する。この水の静水頭はマイナス5mmである。機器の機構で水流を脈動させながら注入して測定を開始する。このように、水は、毛細管作用によって、この中央の注入点から外へ向けて放射状にティッシュ、ナプキン、またはタオル試料に吸収される。吸水速度が0.005g/5秒以下に下がったら試験を終了する。タンクを出て試料に吸収された水の重量を量り、試料1平方メートル当たりの水のグラム数、または、シート1グラム当たりの水のグラム数として記録する。実際には、M/K Systems Inc. 製の重量測定型吸収性試験装置を用いる。これは、01923、マサチューセッツ州ダンバーズ、ガーデンストリート12、M/K Systems Inc.より市販されている装置である。SATとも呼ばれるWAC(water absorbent capacity:吸水容量)は、実際には機器自体で測定される。WACは、時間に対する重量のグラフの傾きが“ゼロ”、即ち、試料による吸収が止まった点と定義される。試験終了の基準は、一定時間に吸収された水の重量の最大変化で表される。これは基本的に、時間に対する重量のグラフの傾きゼロの推定である。停止基準が、20秒間で1mgである“低速SAT”と指定されない限り、プログラムでは、終了基準として5秒間で0.005gの変化を使用する。
試料の感覚的柔軟性は、訓練を受けた被験者の一団を用い、TAPPI基準(71.2から74.8°Fの温度、48から52%の相対湿度)に調節した試験区域内で求めた。柔軟性評価では、訓練を受けた各被験者が試験を行う際に常に使用できる、所定の柔軟度を持つ一連の物理的参照物を利用する。訓練を受けた被験者は、供試試料と物理的参照物とを直接比較して、供試試料の柔軟度を決めた。訓練を受けた被験者は特定の紙製品に、感じられた柔軟性が高いことを示す、高い知覚的柔軟性番号を割り当てた。
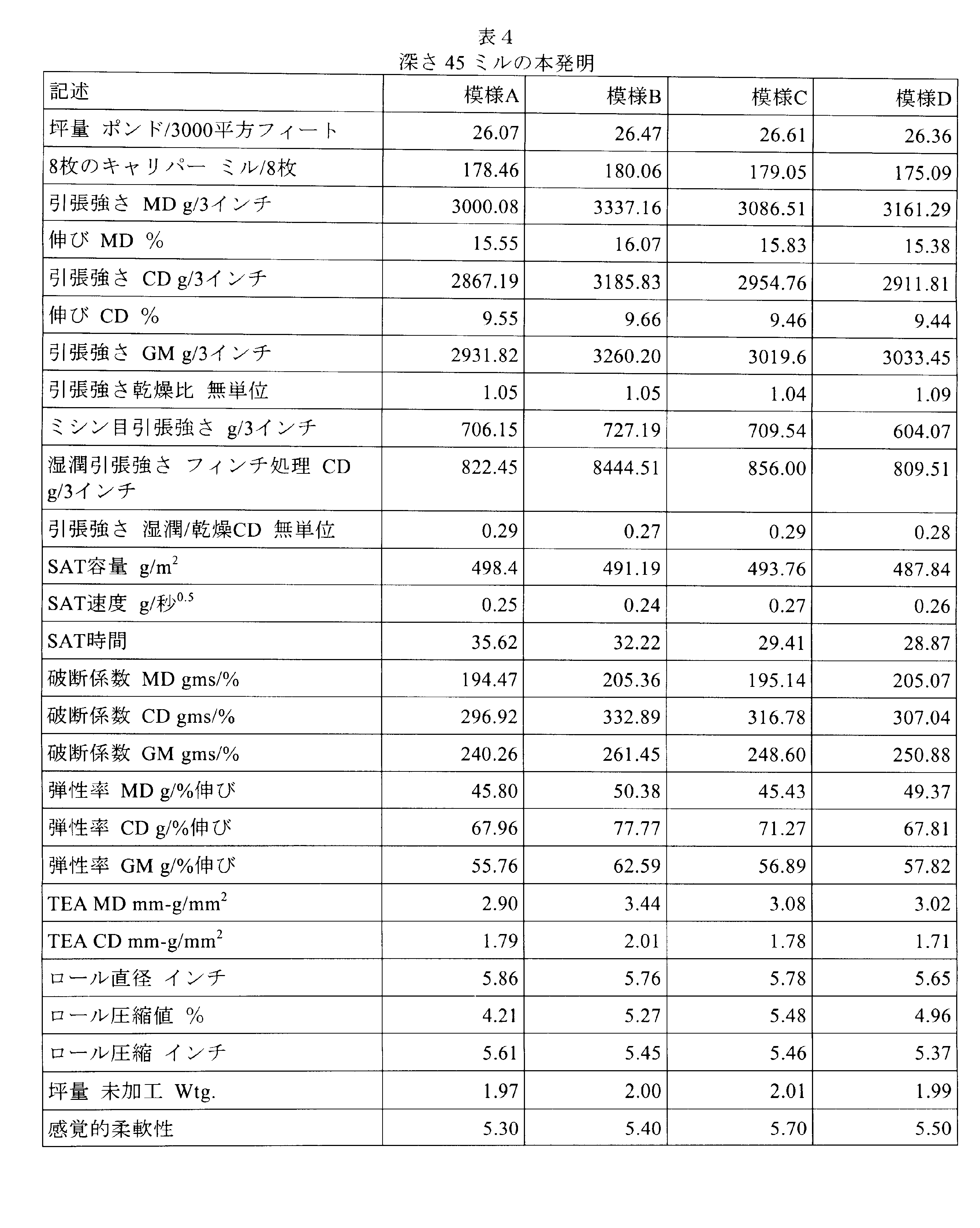
一貫した方法でペーパータオルベースシートを製造し、図5Bの、現行のBrawny(登録商標)非線状エンボス模様、または、本発明の線状模様、即ち、図5Aの模様とそのバリエーションの、いずれかでエンボス加工を行った。あるいは、エンボス加工を行わなかった。エンボス加工していないベースシートと2層の製品の特性を、次の表2に示す。
55ミルのエンボス深さを用いて、実施例1と同様に実施例2を行った。結果を、次の表6〜表8に示す。
[1]エンボス加工された表面を備えた少なくとも1枚のペーパーウェブを含む紙製品であって、エンボス模様の少なくとも約80%が線状要素で構成されており、エンボスの深さが、エンボス加工していないベースシートのキャリパーの約1.25から約3.0倍であり、
完成品は、ドットから形成される同じエンボス模様に比べ、キャリパーが少なくとも5%小さく、引張強さ乾燥比が0.95以上、1.15以下であり、CD引張強さが当該紙製品と同枚数のエンボス加工されていないペーパーウェブのCD引張強さより16%低い値よりも大きい、紙製品。
[2]
完成品は、引張強さ乾燥比が1.00以上、1.15以下である上記[1]項に記載の紙製品。
[3]
前記エンボス模様が、前記紙表面の22から50%を覆っていることを特徴とする、上記[1]項または[2]項に記載の紙製品。
Claims (10)
- ロール状紙製品の製造法であって、
前記製造法は、
少なくとも1つのペーパーウェブを準備する工程と、
少なくとも1つのウェブの全表面積の少なくとも約22%を覆うエンボス模様を用いて、前記の少なくとも1つのウェブをエンボス加工する工程と、
を含み、
前記模様は、少なくとも約80%の線状エンボスを含み、
完成品のキャリパーが、エンボス加工していないベースシートのキャリパーよりも小さい、
ことを特徴とする、ロール状紙製品の製造法。 - 前記エンボス模様が、前記ペーパーウェブの22から50%を覆っていることを特徴とする、請求項1に記載の製造法。
- 前記エンボス模様が、前記ペーパーウェブの25から30%を覆っていることを特徴とする、請求項1に記載の製造法。
- 前記エンボス模様が、少なくとも約90%の線状エンボスを含んでいることを特徴とする、請求項1に記載の製造法。
- 前記エンボス模様が、少なくとも約95%の線状エンボスを含んでいることを特徴とする、請求項1に記載の製造法。
- 前記エンボス模様が、100%の線状エンボスを含んでいることを特徴とする、請求項1に記載の製造法。
- 前記エンボスの深さが、エンボス加工していないベースシートのキャリパーの約1.25から約3.5倍であることを特徴とする、請求項1に記載の製造法。
- 前記エンボスの深さが、エンボス加工していないベースシートのキャリパーの約1.5から約2.5倍であることを特徴とする、請求項1に記載の製造法。
- 前記エンボスの深さが、エンボス加工していないベースシートのキャリパーの約1.5から約2.0倍であることを特徴とする、請求項1に記載の製造法。
- 前記紙製品が2枚以上のウェブを含み、前記エンボス加工工程では、前記ウェブのエンボス加工および積層の両方を行うことを特徴とする、請求項1に記載の製造法。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201361891734P | 2013-10-16 | 2013-10-16 | |
| US61/891,734 | 2013-10-16 | ||
| US14/501,982 US9416496B2 (en) | 2013-10-16 | 2014-09-30 | Method for reducing the bulk and increasing the density of a tissue product |
| US14/501,982 | 2014-09-30 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016523947A Division JP6786387B2 (ja) | 2013-10-16 | 2014-10-08 | ティッシュ製品の嵩を小さく、密度を大きくする方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021045552A true JP2021045552A (ja) | 2021-03-25 |
| JP7108672B2 JP7108672B2 (ja) | 2022-07-28 |
Family
ID=52808654
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016523947A Active JP6786387B2 (ja) | 2013-10-16 | 2014-10-08 | ティッシュ製品の嵩を小さく、密度を大きくする方法 |
| JP2020180123A Active JP7108672B2 (ja) | 2013-10-16 | 2020-10-28 | ティッシュ製品の嵩を小さく、密度を大きくする方法 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016523947A Active JP6786387B2 (ja) | 2013-10-16 | 2014-10-08 | ティッシュ製品の嵩を小さく、密度を大きくする方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (4) | US9416496B2 (ja) |
| EP (1) | EP3057787A4 (ja) |
| JP (2) | JP6786387B2 (ja) |
| KR (1) | KR102362303B1 (ja) |
| CN (1) | CN106414048A (ja) |
| AU (2) | AU2014334801B2 (ja) |
| CA (2) | CA3135741A1 (ja) |
| MX (1) | MX360219B (ja) |
| WO (1) | WO2015057437A1 (ja) |
Families Citing this family (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9416496B2 (en) * | 2013-10-16 | 2016-08-16 | Georgia-Pacific Consumer Products Lp | Method for reducing the bulk and increasing the density of a tissue product |
| US9918596B2 (en) * | 2015-05-26 | 2018-03-20 | Gpcp Ip Holdings Llc | Partitionable paper product |
| CN109072516B (zh) * | 2015-11-12 | 2022-01-25 | Pf非织造布有限公司 | 具有提高的耐磨性的非织造物及其制造方法 |
| JP6701499B2 (ja) * | 2015-12-24 | 2020-05-27 | 日本製紙クレシア株式会社 | ペーパータオルのロール体 |
| USD831979S1 (en) | 2016-07-29 | 2018-10-30 | Kimberly-Clark Worldwide, Inc. | Rolled tissue product |
| WO2018022587A1 (en) * | 2016-07-29 | 2018-02-01 | Kimberly-Clark Worldwide, Inc. | Patterned tissue product |
| USD824180S1 (en) * | 2016-08-04 | 2018-07-31 | Clearwater Paper Corporation | Paper product with embossing pattern |
| USD825202S1 (en) * | 2016-09-20 | 2018-08-14 | Rockline Industries, Inc. | Toilet tissue with raised pattern |
| JP2020512820A (ja) * | 2017-04-07 | 2020-04-30 | アイジーエム バイオサイエンシズ インコーポレイテッド | 補体依存性細胞溶解のエフェクター機能の調節のための修飾されたヒトIgM定常領域 |
| USD826575S1 (en) * | 2017-09-15 | 2018-08-28 | The Clorox Company | Patterned wipe |
| JP7013829B2 (ja) * | 2017-12-08 | 2022-02-01 | 王子ホールディングス株式会社 | トイレットペーパー、トイレットロールおよびトイレットペーパーの製造方法 |
| USD850120S1 (en) * | 2017-12-26 | 2019-06-04 | Rhett Burton | Hand scrubber |
| JP7020339B2 (ja) * | 2017-12-28 | 2022-02-16 | 王子ホールディングス株式会社 | キッチンペーパーロールおよびキッチンペーパー |
| JP7040323B2 (ja) * | 2018-06-29 | 2022-03-23 | 王子ホールディングス株式会社 | キッチンペーパーロールおよびキッチンペーパーロールの製造方法 |
| USD899101S1 (en) * | 2018-12-26 | 2020-10-20 | Productos Familia S.A. | Paper towel with embossing pattern |
| USD887150S1 (en) * | 2019-04-18 | 2020-06-16 | Sterling Shelf Liners, Inc. | Shelf liner |
| CA187995S (en) * | 2019-06-12 | 2021-02-11 | Cascades Canada Ulc | Embossed tissue sheet |
| USD911038S1 (en) * | 2019-10-11 | 2021-02-23 | Laminaheat Holding Ltd. | Heating element sheet having perforations |
| USD930469S1 (en) * | 2019-11-01 | 2021-09-14 | SonicSensory, Inc. | Container |
| USD930470S1 (en) * | 2019-11-01 | 2021-09-14 | SonicSensory, Inc. | Container |
| CN110929425B (zh) * | 2019-12-18 | 2023-08-11 | 广州博依特智能信息科技有限公司 | 一种基于Lasso算法的纸张纵向伸长率的软测量方法 |
| EP4100574A4 (en) * | 2020-02-06 | 2023-10-11 | Kimberly-Clark Worldwide, Inc. | TOPICALLY TREATED FABRIC PRODUCT |
| USD944542S1 (en) | 2020-03-16 | 2022-03-01 | Gpcp Ip Holdings Llc | Paper product with an embossing pattern |
| US11702797B2 (en) | 2020-03-16 | 2023-07-18 | Gpcp Ip Holdings Llc | Tissue products formed from multi-apex emboss elements and methods for producing the same |
| US11441274B2 (en) | 2020-03-16 | 2022-09-13 | Gpcp Ip Holdings Llc | Tissue products having emboss elements with reduced bunching and methods for producing the same |
| USD905438S1 (en) | 2020-03-23 | 2020-12-22 | Sterling Shelf Liners, Inc. | Surface protector |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5693403A (en) * | 1995-03-27 | 1997-12-02 | Kimberly-Clark Worldwide, Inc. | Embossing with reduced element height |
| JP2002369765A (ja) * | 2001-06-15 | 2002-12-24 | Crecia Corp | エンボス入り衛生紙製品 |
| US20050241788A1 (en) * | 2001-12-19 | 2005-11-03 | Baggot James L | Heated embossing and ply attachment |
| EP1911574A1 (en) * | 2006-10-11 | 2008-04-16 | Delicarta SPA | A paper material with an improved embossed pattern and method for the production thereof |
| JP2012170656A (ja) * | 2011-02-22 | 2012-09-10 | Daio Paper Corp | ティシュペーパー製品の製造方法及びティシュペーパー製品 |
Family Cites Families (63)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2032645A (en) * | 1933-08-18 | 1936-03-03 | Northern Paper Mills | Absorbent paper product and process of producing the same |
| US2216803A (en) * | 1934-03-21 | 1940-10-08 | Edge Company Ltd | Cardboard and cardboard web and method of making same |
| US2890540A (en) * | 1955-10-18 | 1959-06-16 | Scott Paper Co | Paper napkin |
| US3414459A (en) * | 1965-02-01 | 1968-12-03 | Procter & Gamble | Compressible laminated paper structure |
| US3867225A (en) * | 1969-01-23 | 1975-02-18 | Paper Converting Machine Co | Method for producing laminated embossed webs |
| US4376671A (en) * | 1980-05-15 | 1983-03-15 | American Can Company | Multi-ply fibrous web structure and its manufacture |
| USD332876S (en) | 1990-08-22 | 1993-02-02 | Georgia Pacific Corporation | Embossed tissue |
| US5300347A (en) | 1991-03-01 | 1994-04-05 | Kimberly-Clark Corporation | Embossed facial tissue |
| FR2684599B1 (fr) * | 1991-12-09 | 1994-01-28 | Kayserberg Sa | Feuille complexe de papier absorbant. |
| DE4414238A1 (de) | 1994-04-23 | 1995-10-26 | Schickedanz Ver Papierwerk | Haushalts- oder Hygienepapier sowie Verfahren zur Steigerung dessen Weichheit und Verringerung dessen Packvolumens |
| US5913765A (en) | 1995-03-02 | 1999-06-22 | Kimberly-Clark Worldwide, Inc. | System and method for embossing a pattern on a consumer paper product |
| ES2152524T3 (es) * | 1995-04-24 | 2001-02-01 | Procter & Gamble | Productos de papel desechables con medio indicador. |
| USD381811S (en) | 1995-10-25 | 1997-08-05 | Kaysersberg S.A. | Pattern for absorbent sheet material |
| USD395955S (en) | 1997-02-03 | 1998-07-14 | Kaysersberg, S.A. | Pattern for absorbent sheet material |
| US6086715A (en) * | 1998-11-23 | 2000-07-11 | The Procter & Gamble Company | Embossed multiply cellulosic fibrous structure having selective bond sites and process for producing the same |
| IT1307887B1 (it) * | 1999-06-18 | 2001-11-19 | Perini Fabio Spa | Metodo e dispositivo di goffratura per la produzione di materialenastriforme multivelo, e prodotto cosi' ottenuto. |
| USD450934S1 (en) * | 2000-10-03 | 2001-11-27 | The Procter & Gamble Company | Paper product |
| EP1209289B1 (fr) | 2000-11-24 | 2015-09-09 | Sca Tissue France | Feuille de papier absorbant crêpé, cylindre pour le gaufrage et procédé de fabrication d'une telle feuille |
| EP1321576A1 (en) * | 2001-12-20 | 2003-06-25 | SCA Hygiene Products AB | A laminated tissue paper and a method of forming it |
| EP1331308A1 (fr) | 2002-01-25 | 2003-07-30 | Georgia-Pacific France | Feuille de papier absorbant gaufré, cylindre pour le gaufrage et son procédé de mise en oeuvre |
| ATE520826T1 (de) * | 2003-03-07 | 2011-09-15 | Georgia Pacific France | Saugfähiges geprägtes papierprodukt |
| ITFI20030239A1 (it) * | 2003-09-12 | 2005-03-13 | Perini Fabio Spa | Materiale in foglio cartaceo composito e metodo per la sua produzione |
| US8293072B2 (en) | 2009-01-28 | 2012-10-23 | Georgia-Pacific Consumer Products Lp | Belt-creped, variable local basis weight absorbent sheet prepared with perforated polymeric belt |
| DE102005017850B4 (de) | 2005-04-18 | 2014-08-21 | Siemens Aktiengesellschaft | Verfahren zur Integration vektorieller und/oder tensorieller Messdaten in eine Darstellung einer anatomischen Bildaufnahme |
| US7524404B2 (en) * | 2005-06-08 | 2009-04-28 | The Procter & Gamble Company | Embossing process including discrete and linear embossing elements |
| US7435316B2 (en) * | 2005-06-08 | 2008-10-14 | The Procter & Gamble Company | Embossing process including discrete and linear embossing elements |
| US7871692B2 (en) | 2005-06-21 | 2011-01-18 | Sca Hygiene Products Gmbh | Multi-ply tissue paper, paper converting device and method for producing a multi-ply tissue paper |
| ES2380836T3 (es) * | 2006-07-26 | 2012-05-18 | Sca Hygiene Products Gmbh | Producto de papel tisú de múltiples capas, dispositivo de conversión de papel para un producto de papel tisú de múltiples capas y método para producir un producto de papel tisú de múltiples capas |
| USD554867S1 (en) * | 2006-08-14 | 2007-11-13 | Giacomo Bianchi | Paper product |
| US20080216975A1 (en) | 2007-03-05 | 2008-09-11 | James Paul Farwig | Deeply embossed roll paper products having reduced gapping on the machine direction edges |
| CA2682776A1 (en) | 2007-04-04 | 2008-10-16 | The Procter & Gamble Company | Sanitary tissue product roll |
| US8080130B2 (en) | 2008-02-01 | 2011-12-20 | Georgia-Pacific Consumer Products Lp | High basis weight TAD towel prepared from coarse furnish |
| ITFI20080038A1 (it) * | 2008-02-27 | 2009-08-28 | Delicarta Spa | "materiale plurivelo in carta goffrata e macchina per la sua produzione" |
| US8287986B2 (en) * | 2008-05-27 | 2012-10-16 | Georgia-Pacific Consumer Products Lp | Ultra premium bath tissue |
| US20120244241A1 (en) * | 2008-08-04 | 2012-09-27 | Mcneil Kevin Benson | Extended nip embossing apparatus |
| US8753737B2 (en) * | 2009-05-19 | 2014-06-17 | The Procter & Gamble Company | Multi-ply fibrous structures and methods for making same |
| US9243368B2 (en) * | 2009-05-19 | 2016-01-26 | The Procter & Gamble Company | Embossed fibrous structures and methods for making same |
| RU2520911C2 (ru) * | 2009-09-22 | 2014-06-27 | Ска Хайджин Продактс Аб | Волокнистый продукт, способ его изготовления и устройство для изготовления такого волокнистого продукта |
| US20120244320A1 (en) * | 2009-12-07 | 2012-09-27 | Sca Hygiene Prodcuts Ab | Fibrous product, embossing roll for producing such fibrous product, and device and method for producing such fibrous product |
| BR112012030445A2 (pt) | 2010-06-18 | 2019-09-24 | Procter & Gamble | estruturas fibrosas em rolos de alta densidade |
| EP2582515B1 (en) | 2010-06-21 | 2015-06-03 | Sca Hygiene Products AB | Embossing tool |
| US8163130B2 (en) * | 2010-08-19 | 2012-04-24 | The Proctor & Gamble Company | Paper product having unique physical properties |
| JP5314065B2 (ja) * | 2011-02-22 | 2013-10-16 | 大王製紙株式会社 | トイレットロール製品の製造方法及びトイレットロール製品 |
| WO2012123020A1 (en) * | 2011-03-15 | 2012-09-20 | Sca Hygiene Products Ab | Fibrous product and method for manufacturing such a fibrous product |
| ITFI20110075A1 (it) * | 2011-04-19 | 2012-10-20 | Perini Engraving S R L | "gruppo goffratore, metodo di goffratura e prodotto goffrato" |
| US9309627B2 (en) | 2011-07-28 | 2016-04-12 | Georgia-Pacific Consumer Products Lp | High softness, high durability bath tissues with temporary wet strength |
| CN202412807U (zh) * | 2012-01-06 | 2012-09-05 | 金红叶纸业集团有限公司 | 压花辊组及利用压花辊组制备的生活用纸 |
| CN102555304A (zh) * | 2012-01-06 | 2012-07-11 | 金红叶纸业集团有限公司 | 压花辊组及利用压花辊组制备的生活用纸 |
| EP2692948B2 (en) * | 2012-08-03 | 2023-04-19 | Sca Tissue France | Multi-ply tissue paper product and method for manufacturing the same |
| USD695022S1 (en) * | 2012-09-11 | 2013-12-10 | Georgia-Pacific Consumer Products Lp | Paper product |
| USD704453S1 (en) * | 2013-06-12 | 2014-05-13 | Georgia-Pacific Consumer Products Lp | Paper product |
| USD710618S1 (en) * | 2013-09-26 | 2014-08-12 | Georgia-Pacific Consumer Products Lp | Paper product |
| USD718540S1 (en) * | 2013-10-16 | 2014-12-02 | Georgia-Pacific Consumer Products Lp | Paper product |
| US9416496B2 (en) * | 2013-10-16 | 2016-08-16 | Georgia-Pacific Consumer Products Lp | Method for reducing the bulk and increasing the density of a tissue product |
| GB2540668A (en) * | 2013-12-19 | 2017-01-25 | Procter & Gamble | Sanitary tissue products with free fibers and methods for making same |
| FR3015214A1 (ja) * | 2013-12-19 | 2015-06-26 | Procter & Gamble | |
| FR3015215A1 (ja) * | 2013-12-19 | 2015-06-26 | Procter & Gamble | |
| GB2535413A (en) * | 2013-12-19 | 2016-08-17 | Procter & Gamble | Sanitary tissue products |
| US9915034B2 (en) * | 2014-05-16 | 2018-03-13 | Gpcp Ip Holdings Llc | High bulk tissue product |
| DE202014010984U1 (de) * | 2014-08-25 | 2017-03-02 | Profol Kunststoffe Gmbh | Geprägte und schmelzekaschierte Mehrschichtverbundfolie |
| US10378151B2 (en) * | 2014-12-01 | 2019-08-13 | Kikuo Yamada | Method of manufacturing paper sheet |
| US20170274616A1 (en) * | 2016-03-22 | 2017-09-28 | Scorrboard, Llc | System and method for inducing fluting in a paper product by embossing with respect to machine direction |
| WO2018022587A1 (en) * | 2016-07-29 | 2018-02-01 | Kimberly-Clark Worldwide, Inc. | Patterned tissue product |
-
2014
- 2014-09-30 US US14/501,982 patent/US9416496B2/en active Active
- 2014-10-08 CN CN201480056748.1A patent/CN106414048A/zh active Pending
- 2014-10-08 MX MX2016004783A patent/MX360219B/es active IP Right Grant
- 2014-10-08 EP EP14854566.8A patent/EP3057787A4/en active Pending
- 2014-10-08 AU AU2014334801A patent/AU2014334801B2/en active Active
- 2014-10-08 CA CA3135741A patent/CA3135741A1/en active Pending
- 2014-10-08 KR KR1020167012716A patent/KR102362303B1/ko active IP Right Grant
- 2014-10-08 CA CA2924396A patent/CA2924396C/en active Active
- 2014-10-08 JP JP2016523947A patent/JP6786387B2/ja active Active
- 2014-10-08 WO PCT/US2014/059601 patent/WO2015057437A1/en active Application Filing
-
2016
- 2016-04-22 US US15/135,971 patent/US10006172B2/en active Active
-
2018
- 2018-06-19 US US16/012,640 patent/US10253459B2/en active Active
-
2019
- 2019-02-26 US US16/286,483 patent/US10669674B2/en active Active
- 2019-04-30 AU AU2019203007A patent/AU2019203007B2/en active Active
-
2020
- 2020-10-28 JP JP2020180123A patent/JP7108672B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5693403A (en) * | 1995-03-27 | 1997-12-02 | Kimberly-Clark Worldwide, Inc. | Embossing with reduced element height |
| JP2002369765A (ja) * | 2001-06-15 | 2002-12-24 | Crecia Corp | エンボス入り衛生紙製品 |
| US20050241788A1 (en) * | 2001-12-19 | 2005-11-03 | Baggot James L | Heated embossing and ply attachment |
| EP1911574A1 (en) * | 2006-10-11 | 2008-04-16 | Delicarta SPA | A paper material with an improved embossed pattern and method for the production thereof |
| JP2012170656A (ja) * | 2011-02-22 | 2012-09-10 | Daio Paper Corp | ティシュペーパー製品の製造方法及びティシュペーパー製品 |
Also Published As
| Publication number | Publication date |
|---|---|
| CA2924396C (en) | 2021-12-28 |
| US20160340834A1 (en) | 2016-11-24 |
| US10669674B2 (en) | 2020-06-02 |
| US10006172B2 (en) | 2018-06-26 |
| AU2014334801B2 (en) | 2019-01-31 |
| AU2019203007B2 (en) | 2020-07-09 |
| MX360219B (es) | 2018-10-25 |
| AU2014334801A1 (en) | 2016-04-07 |
| US20190226152A1 (en) | 2019-07-25 |
| CA3135741A1 (en) | 2015-04-23 |
| EP3057787A1 (en) | 2016-08-24 |
| US20150101772A1 (en) | 2015-04-16 |
| KR102362303B1 (ko) | 2022-02-11 |
| JP7108672B2 (ja) | 2022-07-28 |
| CA2924396A1 (en) | 2015-04-23 |
| US20180298561A1 (en) | 2018-10-18 |
| JP2016540530A (ja) | 2016-12-28 |
| US9416496B2 (en) | 2016-08-16 |
| EP3057787A4 (en) | 2017-04-12 |
| JP6786387B2 (ja) | 2020-11-18 |
| MX2016004783A (es) | 2016-07-18 |
| CN106414048A (zh) | 2017-02-15 |
| US10253459B2 (en) | 2019-04-09 |
| WO2015057437A1 (en) | 2015-04-23 |
| AU2019203007A1 (en) | 2019-05-23 |
| KR20160072180A (ko) | 2016-06-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7108672B2 (ja) | ティッシュ製品の嵩を小さく、密度を大きくする方法 | |
| CN107708984B (zh) | 可分拆的纸产品 | |
| US9617684B2 (en) | Sanitary tissue products and methods for making same | |
| US10240296B2 (en) | Sanitary tissue products | |
| CN106460344B (zh) | 高松密度纸制品 | |
| KR20140068978A (ko) | 높은 벌크를 갖는 롤 형태 티슈 제품 | |
| US20050103456A1 (en) | Apparatus and method for embossing a multi-ply paper product | |
| JP2018183514A (ja) | キッチンタオルロール | |
| US20230295878A1 (en) | Tissue paper products, rolls and stacks of tissue paper products, and manufacturing methods | |
| JP2019013336A (ja) | キッチンタオルロール | |
| MXPA02005170A (es) | Papael tisu de hojas multiples grueso y liso. | |
| EP2088237A1 (en) | High basis weight TAD towel prepared from coarse furnish | |
| US20230295880A1 (en) | Tissue paper products, rolls and stacks of tissue paper products, and manufacturing methods |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20201028 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210830 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210831 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20211126 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20220124 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220225 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220621 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220715 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7108672 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |