JP2020177580A - サイバーフィジカルプロダクションシステム型生産システム - Google Patents
サイバーフィジカルプロダクションシステム型生産システム Download PDFInfo
- Publication number
- JP2020177580A JP2020177580A JP2019081197A JP2019081197A JP2020177580A JP 2020177580 A JP2020177580 A JP 2020177580A JP 2019081197 A JP2019081197 A JP 2019081197A JP 2019081197 A JP2019081197 A JP 2019081197A JP 2020177580 A JP2020177580 A JP 2020177580A
- Authority
- JP
- Japan
- Prior art keywords
- production
- command value
- virtual
- control device
- unit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 455
- 238000012545 processing Methods 0.000 claims abstract description 48
- 238000000034 method Methods 0.000 claims description 74
- 238000003754 machining Methods 0.000 claims description 63
- 238000004364 calculation method Methods 0.000 claims description 27
- 238000012423 maintenance Methods 0.000 claims description 9
- 230000001360 synchronised effect Effects 0.000 claims description 9
- 238000011144 upstream manufacturing Methods 0.000 claims description 7
- 238000010438 heat treatment Methods 0.000 abstract description 62
- 238000007689 inspection Methods 0.000 abstract description 41
- 238000003860 storage Methods 0.000 description 12
- 230000003746 surface roughness Effects 0.000 description 10
- 230000005856 abnormality Effects 0.000 description 6
- 238000010276 construction Methods 0.000 description 6
- 238000012986 modification Methods 0.000 description 6
- 230000004048 modification Effects 0.000 description 6
- 238000004088 simulation Methods 0.000 description 6
- 238000010586 diagram Methods 0.000 description 5
- 238000005259 measurement Methods 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 3
- 230000002093 peripheral effect Effects 0.000 description 3
- 239000006061 abrasive grain Substances 0.000 description 2
- 244000145845 chattering Species 0.000 description 2
- 239000002826 coolant Substances 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 230000003068 static effect Effects 0.000 description 2
- 238000004458 analytical method Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 230000008929 regeneration Effects 0.000 description 1
- 238000011069 regeneration method Methods 0.000 description 1
- 238000004439 roughness measurement Methods 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B51/00—Arrangements for automatic control of a series of individual steps in grinding a workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q41/00—Combinations or associations of metal-working machines not directed to a particular result according to classes B21, B23, or B24
- B23Q41/06—Features relating to organisation of working of machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B49/00—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation
- B24B49/006—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation taking regard of the speed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B55/00—Safety devices for grinding or polishing machines; Accessories fitted to grinding or polishing machines for keeping tools or parts of the machine in good working condition
- B24B55/02—Equipment for cooling the grinding surfaces, e.g. devices for feeding coolant
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D11/00—Process control or regulation for heat treatments
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/418—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS], computer integrated manufacturing [CIM]
- G05B19/41875—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS], computer integrated manufacturing [CIM] characterised by quality surveillance of production
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/418—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS], computer integrated manufacturing [CIM]
- G05B19/41885—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS], computer integrated manufacturing [CIM] characterised by modeling, simulation of the manufacturing system
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06Q—INFORMATION AND COMMUNICATION TECHNOLOGY [ICT] SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES; SYSTEMS OR METHODS SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES, NOT OTHERWISE PROVIDED FOR
- G06Q10/00—Administration; Management
- G06Q10/06—Resources, workflows, human or project management; Enterprise or organisation planning; Enterprise or organisation modelling
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06Q—INFORMATION AND COMMUNICATION TECHNOLOGY [ICT] SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES; SYSTEMS OR METHODS SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES, NOT OTHERWISE PROVIDED FOR
- G06Q50/00—Systems or methods specially adapted for specific business sectors, e.g. utilities or tourism
- G06Q50/04—Manufacturing
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/31—From computer integrated manufacturing till monitoring
- G05B2219/31001—CIM, total factory control
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/32—Operator till task planning
- G05B2219/32017—Adapt real process as function of changing simulation model, changing for better results
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/02—Total factory control, e.g. smart factories, flexible manufacturing systems [FMS] or integrated manufacturing systems [IMS]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/30—Computing systems specially adapted for manufacturing
Abstract
Description
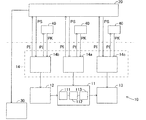
以下、サイバーフィジカルプロダクションシステム(Cyber Physical Production System:以下、単に「CPPS」とも称呼する。)型生産ラインについて、図面を参照しながら説明する。CPPS型生産システム(以下、単に「生産システム」とも称呼する。)は、図1に示すように、現実世界に配置された生産ライン10と、仮想世界に配置されたラインコンピュータ装置20と、を備えている。
生産ライン10は、少なくとも工作機械としての研削盤11を備えると共に、隣接処理機械として、研削盤11よりも上流側に配置された熱処理炉12と、研削盤11よりも下流側に配置された検査機13と、を備えて工作物Wを生産する。又、生産ライン10は、研削盤11、熱処理炉12及び検査機13を生産指令値PIに基づいて制御する制御装置14を備えている。制御装置14は、研削盤11を制御する制御装置14aと、熱処理炉12を制御する制御装置14bと、検査機13を制御する制御装置14cとから構成される。
仮想世界(サイバー世界)に配置されたラインコンピュータ装置20は、CPU、ROM、RAM、インターフェース、記憶装置等を備え、ネットワークを介して現実世界の生産ライン10の制御装置14と接続されている。ここで、ラインコンピュータ装置20は、制御装置14がネットワークを介して接続可能な、所謂、クラウドスペースに配置される。
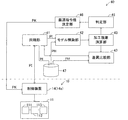
次に、現実世界に配置された生産ライン10、より詳しくは、研削盤11、熱処理炉12及び検査機13と、仮想世界に配置されたラインコンピュータ装置20と、を備えたCPPS型生産システムの作動について、図4に基づいて説明する。CPPS型生産システムにおいては、オペレータは、先ず、任意の生産条件を制御装置14に入力する。これにより、制御装置14(制御装置14a,14b,14c)は、生産指令値PI(NCプログラム)を生成すると共に、ネットワークを介して生産指令値PIをラインコンピュータ装置20に出力する。
Claims (22)
- 現実世界に配置され、且つ、少なくとも工作機械を備えて工作物を生産する生産ラインと、
前記生産ラインにおいて前記工作物を生産する実生産状態を仮想世界における仮想生産状態として生成するラインコンピュータ装置と、
を備え、
前記生産ラインは、
前記工作機械と、
前記工作機械の上流及び下流の少なくとも一方に配置された隣接処理機械と、
生産指令値に基づいて前記工作機械及び前記隣接処理機械のそれぞれを制御する制御装置と、
を備え、
前記ラインコンピュータ装置は、
前記制御装置に通信可能に接続され、
前記生産指令値を前記制御装置と同期して取得し、
取得した前記生産指令値に基づいて、前記工作機械による実加工処理及び前記隣接処理機械による実隣接処理を前記仮想世界における仮想加工処理及び仮想隣接処理として生成することによって前記仮想生産状態を生成し、且つ、
前記生産ラインの生産条件を満たすように前記生産指令値のうちの少なくとも一つの要因生産指令値を修正するための最適生産指令値を前記制御装置に出力するサイバーフィジカルプロダクションシステム型生産システム。 - 前記要因生産指令値は、
前記実加工処理と前記実隣接処理との間で互いに影響を及ぼす前記生産指令値である請求項1に記載のサイバーフィジカルプロダクションシステム型生産システム。 - 前記ラインコンピュータ装置は、
ネットワークを介して接続され、且つ、前記生産ラインとは異なる場所にて作動する外部端末装置に対して、前記生産指令値、及び、前記仮想生産状態を表す状態情報のうちの少なくとも一方を出力する請求項1又は請求項2に記載のサイバーフィジカルプロダクションシステム型生産システム。 - 前記生産条件は、
前記実加工処理及び前記実隣接処理によって生じる生産コストを合算した総生産コストが予め設定された基準総生産コストを満たすように前記生産ラインを稼働させる稼働条件であり、
前記ラインコンピュータ装置は、
前記仮想加工処理及び前記仮想隣接処理を生成して前記生産指令値のうち前記総生産コストに関連する前記要因生産指令値を特定し、且つ、
前記総生産コストが前記基準総生産コストを満たすように、前記最適生産指令値を決定する請求項1−3のうちの何れか一項に記載のサイバーフィジカルプロダクションシステム型生産システム。 - 前記生産条件は、
前記実加工処理及び前記実隣接処理によって消費される電力量を合算した総電力量が予め設定された基準総電力量を満たすように前記生産ラインを稼働させる稼働条件であり、
前記ラインコンピュータ装置は、
前記仮想加工処理及び前記仮想隣接処理を生成して前記生産指令値のうち前記総電力量に関連する前記要因生産指令値を特定し、且つ、
前記総電力量が前記基準総電力量を満たすように、前記最適生産指令値を決定する請求項1−4のうちの何れか一項に記載のサイバーフィジカルプロダクションシステム型生産システム。 - 前記生産条件は、
前記実加工処理及び前記実隣接処理のそれぞれの保守保全作業に伴って生じる停止時間を合算した総停止時間が予め設定された基準総停止時間を満たすように前記生産ラインを稼働させる稼働条件であり、
前記ラインコンピュータ装置は、
前記仮想加工処理及び前記仮想隣接処理を生成して前記生産指令値のうち前記総停止時間に関連する前記要因生産指令値を特定し、且つ、
前記総停止時間が前記基準総停止時間を満たすように、前記最適生産指令値を決定する請求項1−5のうちの何れか一項に記載のサイバーフィジカルプロダクションシステム型生産システム。 - 前記生産条件は、
前記実加工処理及び前記実隣接処理を経て生産される前記工作物の品質が予め設定された基準品質を満たす品質条件であり、
前記ラインコンピュータ装置は、
前記仮想加工処理及び前記仮想隣接処理を生成して前記生産指令値のうち前記工作物の前記品質に関連する前記要因生産指令値を特定し、且つ、
前記品質が前記基準品質を満たすように、前記最適生産指令値を決定する請求項1−6のうちの何れか一項に記載のサイバーフィジカルプロダクションシステム型生産システム。 - 前記ラインコンピュータ装置は、
複数の前記生産条件のそれぞれを満たす前記最適生産指令値を決定し、且つ、
前記最適生産指令値を決定した複数の前記生産条件のうちから選択された前記生産条件に対応する前記最適生産指令値を前記制御装置に出力する請求項1−7のうちの何れか一項に記載のサイバーフィジカルプロダクションシステム型生産システム。 - 前記ラインコンピュータ装置は、
前記制御装置から前記生産指令値を所定の周期で同期して取得する取得部と、
前記取得部によって取得された前記生産指令値に基づいて、前記仮想加工処理及び前記仮想隣接処理を生成することによって前記仮想生産状態を生成する生成部と、
前記生産条件を満たすように前記最適生産指令値を決定し、且つ、決定した前記最適生産指令値を前記制御装置に出力する決定部と、を有する請求項1−8のうちの何れか一項に記載のサイバーフィジカルプロダクションシステム型生産システム。 - 前記決定部は、
前記仮想生産状態と前記生産条件に応じて予め設定された基準とを比較し、
前記生産指令値のうち前記基準と異なるものを前記要因生産指令値として特定する請求項9に記載のサイバーフィジカルプロダクションシステム型生産システム。 - 前記ラインコンピュータ装置は、
ネットワークを介して接続された外部端末装置に対して、前記生産指令値、及び、前記仮想生産状態を表す状態情報のうちの少なくとも一方を出力する出力部を有する請求項9又は請求項10に記載のサイバーフィジカルプロダクションシステム型生産システム。 - 前記決定部は、
複数の前記生産条件のそれぞれを満たす前記最適生産指令値を決定し、
前記最適生産指令値を決定した複数の前記生産条件のうちから選択された前記生産条件に対応する前記最適生産指令値を前記制御装置に出力する請求項9−11のうちの何れか一項に記載のサイバーフィジカルプロダクションシステム型生産システム。 - 前記生産ラインにおいて、前記工作機械及び前記隣接処理機械のうちの少なくとも前記工作機械は、
前記生産指令値に基づいて前記制御装置によって制御されて、前記工作物を加工する機械本体と、
前記工作物及び前記機械本体における実加工現象を前記仮想世界における仮想加工現象として生成するユニットコンピュータ装置と、
を備え、
前記ユニットコンピュータ装置は、
前記制御装置に通信可能に接続され、
前記生産指令値を前記制御装置と同期して取得し、
取得した前記生産指令値に基づいて将来における前記仮想加工現象である将来仮想加工現象を生成し、且つ、
前記将来仮想加工現象に基づいて前記生産指令値を修正するための個別最適指令値を前記制御装置に出力するサイバーフィジカルシステムである、請求項1−12のうちの何れか一項に記載のサイバーフィジカルプロダクションシステム型生産システム。 - 前記サイバーフィジカルシステムにおいて、
前記ユニットコンピュータ装置は、
取得した前記生産指令値に基づいて現在における前記仮想加工現象である現在仮想加工現象を生成し、
前記現在仮想加工現象に基づいて前記将来仮想加工現象を生成する請求項13に記載のサイバーフィジカルプロダクションシステム型生産システム。 - 前記ユニットコンピュータ装置は、
前記生産指令値を所定の周期で取得することによって同期する同期部と、
前記同期部により同期した同期時点よりも後の任意時点における前記将来仮想加工現象を、前記生産指令値に基づいて演算することにより生成する加工現象演算部と、
前記加工現象演算部が生成した前記将来仮想加工現象に基づき、前記個別最適指令値を決定すると共に決定した前記個別最適指令値を前記制御装置に出力する個別最適指令値決定部と、を有し、
前記制御装置は、
前記個別最適指令値決定部から出力された前記個別最適指令値を取得し、且つ、取得した前記個別最適指令値を用いて前記機械本体を制御するように構成された請求項14に記載のサイバーフィジカルプロダクションシステム型生産システム。 - 前記ユニットコンピュータ装置は、
前記加工現象演算部は、
前記同期時点において前記現在仮想加工現象を生成し、
前記将来仮想加工現象を、前記現在仮想加工現象に基づいて演算することにより生成する請求項15に記載のサイバーフィジカルプロダクションシステム型生産システム。 - 前記ユニットコンピュータ装置は、
前記機械本体の前記実加工現象と前記現在仮想加工現象との間に生じた差異を比較する差異比較部を有し、且つ、
前記同期部は、
前記差異比較部の比較によって前記差異が所定の第一基準値を満たさない場合に、前記生産指令値を同期する請求項16に記載のサイバーフィジカルプロダクションシステム型生産システム。 - 前記ユニットコンピュータ装置は、
前記差異比較部の比較によって前記差異が所定の第二基準値を満たさない場合に、前記差異を含む前記生産指令値を前記ラインコンピュータ装置に出力する請求項17に記載のサイバーフィジカルプロダクションシステム型生産システム。 - 前記ユニットコンピュータ装置は、
前記加工現象演算部によって演算された前記将来仮想加工現象が予め設定された所定加工現象であるか否かを判定する判定部を有し、
前記個別最適指令値決定部は、
前記判定部によって前記将来仮想加工現象が前記所定加工現象と異なる場合に、前記個別最適指令値を決定すると共に前記制御装置に出力する請求項15−18のうちの何れか一項に記載のサイバーフィジカルプロダクションシステム型生産システム。 - 前記工作機械は、
砥石車と、前記砥石車を軸線回りに回転駆動可能に支持する砥石台と、前記工作物を軸線回りに回転駆動可能に支持する主軸台と、を有する研削盤であり、
前記仮想世界において、前記砥石車に対応する仮想砥石車と、前記砥石台に対応する仮想砥石台と、前記主軸台に対応する仮想主軸台と、前記工作物に対応する仮想工作物と、が構築される請求項1−19のうちの何れか一項に記載のサイバーフィジカルプロダクションシステム型生産システム。 - 前記ラインコンピュータ装置は、
前記現実世界に配置された前記制御装置とネットワークを介して接続されるクラウドスペースに配置される請求項1−20のうちの何れか一項に記載のサイバーフィジカルプロダクションシステム型生産システム。 - 前記ユニットコンピュータ装置は、
前記現実世界に配置された前記制御装置とネットワークを介して接続されるクラウドスペースに配置される、請求項13−19のうちの何れか一項に記載のサイバーフィジカルプロダクションシステム型生産システム。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019081197A JP7239106B2 (ja) | 2019-04-22 | 2019-04-22 | サイバーフィジカルプロダクションシステム型生産システム |
| DE102020110632.7A DE102020110632A1 (de) | 2019-04-22 | 2020-04-20 | Produktionssystem einer cyberphysikalischen Systemart |
| CN202010311563.8A CN111823138A (zh) | 2019-04-22 | 2020-04-20 | 网络物理系统型生产系统 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019081197A JP7239106B2 (ja) | 2019-04-22 | 2019-04-22 | サイバーフィジカルプロダクションシステム型生産システム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020177580A true JP2020177580A (ja) | 2020-10-29 |
| JP7239106B2 JP7239106B2 (ja) | 2023-03-14 |
Family
ID=72660022
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019081197A Active JP7239106B2 (ja) | 2019-04-22 | 2019-04-22 | サイバーフィジカルプロダクションシステム型生産システム |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP7239106B2 (ja) |
| CN (1) | CN111823138A (ja) |
| DE (1) | DE102020110632A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022196295A1 (ja) * | 2021-03-19 | 2022-09-22 | 株式会社 東芝 | 製造プロセスおよびサービスを自律制御する情報管理システム並びに方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112596473A (zh) * | 2020-11-20 | 2021-04-02 | 首钢京唐钢铁联合有限责任公司 | 一种热镀板生产控制方法和装置 |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05108411A (ja) * | 1991-10-18 | 1993-04-30 | Ntn Corp | 制御システムのシミユレーシヨン装置 |
| JP2001001227A (ja) * | 2000-01-01 | 2001-01-09 | Toyoda Mach Works Ltd | トランスファマシン |
| JP2001125613A (ja) * | 1999-10-28 | 2001-05-11 | Mitsubishi Electric Corp | 数値制御シミュレーション装置 |
| JP2004058152A (ja) * | 2002-06-05 | 2004-02-26 | Komatsu Ltd | サーボプレスのスライド位置の設定方法と表示方法、及び外部周辺装置との同期方法、及びその制御装置 |
| JP2004171484A (ja) * | 2002-11-22 | 2004-06-17 | Hitachi Ltd | 生産ライン情報自動作成装置 |
| JP2004227047A (ja) * | 2003-01-20 | 2004-08-12 | Mitsubishi Heavy Ind Ltd | 加工装置 |
| JP2004280172A (ja) * | 2003-03-12 | 2004-10-07 | Seiko Epson Corp | エネルギー評価支援システム、プログラム、情報記憶媒体およびエネルギー評価支援方法 |
| JP2006085328A (ja) * | 2004-09-15 | 2006-03-30 | Toyoda Mach Works Ltd | 工作機械制御装置 |
| JP2013003368A (ja) * | 2011-06-17 | 2013-01-07 | Seiko Epson Corp | 偏光変換素子、偏光変換ユニット及び投射装置 |
| JP2018092221A (ja) * | 2016-11-30 | 2018-06-14 | パナソニックIpマネジメント株式会社 | 設備構成作成支援システムおよび設備構成作成支援方法 |
| JP2018129966A (ja) * | 2017-02-09 | 2018-08-16 | 日立オートモティブシステムズ株式会社 | インバータの検証装置及び検証方法 |
| JP2018153907A (ja) * | 2017-03-21 | 2018-10-04 | 株式会社ジェイテクト | 研削加工シミュレーション装置及び方法 |
| JP2019053718A (ja) * | 2017-09-14 | 2019-04-04 | オークマ株式会社 | 加工シミュレーション装置 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002373012A (ja) * | 2001-06-14 | 2002-12-26 | Ntn Corp | 工場設備の設計・稼働方法および支援システム |
| WO2007046257A1 (ja) * | 2005-10-18 | 2007-04-26 | Kabushiki Kaisha Yaskawa Denki | モータ制御装置及び方法及びプログラム記憶媒体 |
| JP5130037B2 (ja) * | 2007-12-27 | 2013-01-30 | 株式会社日立製作所 | ボトルネック装置抽出方法およびボトルネック装置抽出支援装置 |
| JP6761216B2 (ja) * | 2015-12-09 | 2020-09-23 | 国立研究開発法人 海上・港湾・航空技術研究所 | 水中航走体の経路設定方法、それを用いた水中航走体の最適制御方法及び水中航走体並びに移動体の経路設定方法 |
| JP6059375B1 (ja) * | 2016-02-09 | 2017-01-11 | ファナック株式会社 | 生産制御システムおよび統合生産制御システム |
| JP6608879B2 (ja) * | 2017-07-21 | 2019-11-20 | ファナック株式会社 | 機械学習装置、数値制御装置、数値制御システム、及び機械学習方法 |
| CN108873831A (zh) * | 2018-06-01 | 2018-11-23 | 南京理工大学 | 一种通用多通道车间数据采集方法 |
| CN108919760B (zh) * | 2018-07-05 | 2020-01-24 | 长安大学 | 一种基于数字孪生的智能车间自治生产过程动态联动控制方法 |
| CN108919765B (zh) * | 2018-07-20 | 2021-06-04 | 王德权 | 一种基于数字孪生的智能制造工厂虚拟调试和虚拟监控方法及系统 |
| CN109270899B (zh) * | 2018-09-03 | 2020-12-25 | 江苏科技大学 | 一种基于数字孪生的船用柴油机关重件制造过程管控方法 |
| CN109613895A (zh) * | 2018-11-12 | 2019-04-12 | 中国电子科技集团公司第三十八研究所 | 一种智能生产线数字孪生系统 |
-
2019
- 2019-04-22 JP JP2019081197A patent/JP7239106B2/ja active Active
-
2020
- 2020-04-20 DE DE102020110632.7A patent/DE102020110632A1/de active Pending
- 2020-04-20 CN CN202010311563.8A patent/CN111823138A/zh active Pending
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05108411A (ja) * | 1991-10-18 | 1993-04-30 | Ntn Corp | 制御システムのシミユレーシヨン装置 |
| JP2001125613A (ja) * | 1999-10-28 | 2001-05-11 | Mitsubishi Electric Corp | 数値制御シミュレーション装置 |
| JP2001001227A (ja) * | 2000-01-01 | 2001-01-09 | Toyoda Mach Works Ltd | トランスファマシン |
| JP2004058152A (ja) * | 2002-06-05 | 2004-02-26 | Komatsu Ltd | サーボプレスのスライド位置の設定方法と表示方法、及び外部周辺装置との同期方法、及びその制御装置 |
| JP2004171484A (ja) * | 2002-11-22 | 2004-06-17 | Hitachi Ltd | 生産ライン情報自動作成装置 |
| JP2004227047A (ja) * | 2003-01-20 | 2004-08-12 | Mitsubishi Heavy Ind Ltd | 加工装置 |
| JP2004280172A (ja) * | 2003-03-12 | 2004-10-07 | Seiko Epson Corp | エネルギー評価支援システム、プログラム、情報記憶媒体およびエネルギー評価支援方法 |
| JP2006085328A (ja) * | 2004-09-15 | 2006-03-30 | Toyoda Mach Works Ltd | 工作機械制御装置 |
| JP2013003368A (ja) * | 2011-06-17 | 2013-01-07 | Seiko Epson Corp | 偏光変換素子、偏光変換ユニット及び投射装置 |
| JP2018092221A (ja) * | 2016-11-30 | 2018-06-14 | パナソニックIpマネジメント株式会社 | 設備構成作成支援システムおよび設備構成作成支援方法 |
| JP2018129966A (ja) * | 2017-02-09 | 2018-08-16 | 日立オートモティブシステムズ株式会社 | インバータの検証装置及び検証方法 |
| JP2018153907A (ja) * | 2017-03-21 | 2018-10-04 | 株式会社ジェイテクト | 研削加工シミュレーション装置及び方法 |
| JP2019053718A (ja) * | 2017-09-14 | 2019-04-04 | オークマ株式会社 | 加工シミュレーション装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022196295A1 (ja) * | 2021-03-19 | 2022-09-22 | 株式会社 東芝 | 製造プロセスおよびサービスを自律制御する情報管理システム並びに方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7239106B2 (ja) | 2023-03-14 |
| DE102020110632A1 (de) | 2020-10-22 |
| CN111823138A (zh) | 2020-10-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101257275B1 (ko) | 자동가공기능을 갖는 지능형 cnc공작기계 및 그 제어방법 | |
| US8788083B2 (en) | Compensation for process variables in a numerically-controlled machining operation | |
| ES2939000T3 (es) | Método para optimizar la productividad de un proceso de mecanizado de una máquina CNC | |
| JP2018086712A (ja) | 工具摩耗予測装置およびその方法 | |
| US10191475B2 (en) | Virtual component alignment | |
| US20170139398A1 (en) | Abnormality analysis system and analysis apparatus | |
| US11520307B2 (en) | Tool management system of machine tool | |
| JP7239106B2 (ja) | サイバーフィジカルプロダクションシステム型生産システム | |
| CN106378668B (zh) | 一种五轴双端面磨床的控制方法 | |
| KR102328225B1 (ko) | 디지털 트윈을 이용한 공작기계 제조장치 및 제조방법 | |
| JP2022536752A (ja) | 数値制御工作機械で使用するための制御装置、および制御装置を含む工作機械 | |
| Wąsik et al. | Machining accuracy improvement by compensation of machine and workpiece deformation | |
| JP5708324B2 (ja) | 研削加工盤及び研削加工方法 | |
| JP7215312B2 (ja) | サイバーフィジカルシステム型加工システム | |
| JP7463505B2 (ja) | 構造的に同一のワークピースの機械加工中に拒絶を検出する方法及び関連する数値制御されるワークピース機械加工装置 | |
| CN107283219A (zh) | 一种切削加工方法及装置 | |
| Sulitka et al. | Integrated force interaction simulation model for milling strategy optimization of thin-walled blisk blade machining | |
| Westkämper et al. | Zero-defect manufacturing by means of a learning supervision of process chains | |
| JP2021077205A (ja) | 品質予測システム | |
| CN103144035A (zh) | 刀具棒料直径公差自动补偿加工系统及方法 | |
| CA2857819A1 (en) | Machine tool certification for part specific working volume | |
| JP7451948B2 (ja) | 加工品質予測システム | |
| JP2021074842A (ja) | 加工品質予測システム | |
| JP7132166B2 (ja) | 数値制御装置及び数値制御システム | |
| Li et al. | Study on the Safety for Five-axis CNC Machine with A–C Dual Rotary Tables |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20210301 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220301 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20220301 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20220301 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20221219 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230131 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230221 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7239106 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |