JP2019178018A - 薄型ガラス基板製造方法 - Google Patents
薄型ガラス基板製造方法 Download PDFInfo
- Publication number
- JP2019178018A JP2019178018A JP2018066865A JP2018066865A JP2019178018A JP 2019178018 A JP2019178018 A JP 2019178018A JP 2018066865 A JP2018066865 A JP 2018066865A JP 2018066865 A JP2018066865 A JP 2018066865A JP 2019178018 A JP2019178018 A JP 2019178018A
- Authority
- JP
- Japan
- Prior art keywords
- glass substrate
- etching
- protective
- layer
- film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images









Landscapes
- Liquid Crystal (AREA)
- Surface Treatment Of Glass (AREA)
Abstract
【課題】第1の主面に機能膜を有する薄型ガラス基板の製造方法を提供する。【解決手段】 本発明に係る薄型ガラス基板製造方法は、第1の保護ステップ、第2の保護ステップおよびエッチングステップを含んでいる。第1の保護ステップは、薄型化すべきガラス基板12の第1の主面181を耐エッチング性の保護フィルム22によって覆う工程である。この際、少なくとも表示層14および封止層16と対向する領域において、保護フィルム22が非粘着状態にされるように覆われる。第2の保護ステップは、ガラス基板12の端面を耐エッチング性の保護樹脂24で覆う工程である。 エッチングステップは、露出した第2の主面182をエッチング液に接触させることによってエッチングする工程である。【選択図】図5
Description
本発明は、一方の主面に機能膜を有する薄型ガラス基板の製造方法に関する。
従来から液晶ディスプレイや有機ELディスプレイ等のフラットパネルディスプレイを使用した表示装置は様々な用途において使用されている。特に、近年ではデザイン性の観点からフレキシブルディスプレイが注目されている。フレキシブルディスプレイを製造する際は、湾曲化に対応しやすい有機ELディスプレイが有利とされてきた。
そこで、液晶ディスプレイにおいても湾曲化に対応するための研究が行われており、フレキシブル液晶ディスプレイも開発されている。フレキシブル液晶ディスプレイは、従来の液晶ディスプレイで使用されていたガラス基板の代わりに、樹脂基板やフィルムを使用することによって湾曲化に対応している。
しかし、液晶ディスプレイの製造工程の中には高温で処理が必要な工程が多く、熱膨張等の影響を受けるため、樹脂基板では位置合わせの精度が低下するといった不具合が生じることがあった。また、ディスプレイを湾曲させるために非常に板厚の薄い樹脂基板を使用しているため生産プロセスにおける取り扱いが難しかった。
そこで、ガラス基板上に表示素子層等を形成したうえで、表示素子を樹脂基板やフィルムによって封止する構成の液晶パネルがあった(例えば、特許文献1参照)。この液晶パネルは、ガラス基板を使用することにより、液晶パネルの信頼性を向上させるとともに、表示素子等の機能膜を精度良く形成することができるとされている。
しかし、上述の液晶パネルに使用されるガラス基板として、0.5mmの板厚の無アルカリガラスが開示されているが、ガラス基板の板厚が0.5mmでは、液晶パネルの湾曲は非常に困難である。たとえ、湾曲することができたとしても、湾曲範囲が限定的であるため、ディスプレイのデザインも限定されてしまう。
この場合、板厚が0.5mm以下のガラス基板を使用することも考えられるが、ガラス基板の板厚を薄くすると、薄膜トランジスタ等の形成工程において、不具合が生じるため、素子の形成精度が低下してしまう。このため、薄型のガラス基板を用いて液晶パネルを製造することは、非常に困難であった。
本発明の目的は、ガラス基板上に機能膜が形成された薄型ガラス基板の製造方法を提供することである。
本発明は、第1の主面に機能膜を有する薄型ガラス基板を製造するための薄型ガラス基板製造方法であり、第1の保護ステップ、第2の保護ステップおよびエッチングステップを少なくとも含む。第1の保護ステップは、薄型化すべきガラス基板の第1の主面を耐エッチング性の保護部材によって覆う工程である。この際、少なくとも機能膜と対向する領域において、保護部材が非粘着状態にされるように覆われる。第2の保護ステップは、ガラス基板の端面を耐エッチング性の保護剤で覆う工程である。 エッチングステップは、露出した第2の主面をエッチング液に接触させることによってエッチングする工程である。
本発明では、ガラス基板上に所望の機能膜を形成した後に、エッチング処理を行うため、ガラス基板を所定の板厚に調整することが可能である。本発明における機能膜としては、液晶パネルや有機ELパネルに使用される画素形成膜等が含まれ、例えば、薄膜トランジスタ層、液晶層、カラーフィルタ層、電極、有機EL層または封止層等が含まれる。さらに、ディスプレイ用途以外にも、ガラス基板上に半導体層が形成されたものも含まれる。機能膜が形成された主面およびガラス基板の端面は、耐エッチング性を有する保護材により覆われているため、エッチング処理では、機能膜を汚損することなく、ガラス基板の第2の主面のみがエッチングされる。
機能膜は、スパッタリング処理等により形成されるので、物理的な力が加わると、ガラス基板から剥がれてしまうおそれがある。このため、機能膜を保護するための保護部材をエッチング処理後に剥離する際に、誤って機能膜が剥がれてしまうおそれがある。このため、保護部材は、機能膜に対して非粘着状態で被覆される。保護部材としては、機能膜に対応する領域の粘着剤が取り除かれた自己粘着型保護フィルムや板状部材を使用することができる。保護部材は、例えば、ガラス基板に貼り付けることによって保持される。
また、第1の保護ステップにおいて、機能膜の保護部材と対向する領域に非粘着性の保護層を配置することが好ましい。保護層としては、合紙等の非粘着性の薄型部材が好ましい。また、合紙以外にもフィルム、シート部材、不織布を保護層として配置することが可能である。保護層を配置することにより、保護層と保護部材が接着するので、保護部材と機能膜は実質的に非粘着状態となる。このため、保護部材の剥離時に、機能膜を傷つけるおそれがなくなる。
また、保護剤は、保護部材とガラス基板を接着することが好ましい。これにより、エッチング処理において保護部材とガラス基板の隙間からエッチング液が侵入するといった不具合を防止することが可能になる。保護剤の一例としては、ホットメルトや封止剤等の樹脂剤が挙げられる。
また、エッチングステップの後に、保護部材を切断することによって、保護部材をガラス基板から取り除く剥離ステップをさらに含むことが好ましい。これにより、保護部材がガラス基板と接着されている領域を分離することができるので、より確実に保護部材をガラス基板から剥離することが可能になる。
本発明によれば、一方の主面に機能膜を有する薄型ガラス基板を製造することが可能になる。
ここから、図面を用いて本発明の一実施形態に係る液晶パネルの製造方法ついて説明する。図1(A)および図1(B)は、本発明の一実施形態に係る液晶パネル10の構成を示す図である。液晶パネル10は、ガラス基板12、表示層14および封止層16を備えている。
ガラス基板12は、公知のディスプレイ用ガラス基板であり、無アルカリガラスを使用することが好ましい。また、ガラス基板12の第1の主面181には、薄膜トランジスタ層等の機能層や端子電極等が形成される。
ガラス基板12の板厚は、液晶パネル10にフレキシブル性を確保するために、0.3mm以下であることが好ましい。なお、ガラス基板12は、薄膜トランジスタ層等の形成時には、ガラス基板12の板厚が0.5mm以上であることが好ましく、所定の製造プロセスを経た後に、後述のエッチング処理により薄型化処理を行う。
表示層14は、ガラス基板12の第1の主面181に形成された画像形成のための表示素子を含む層である。表示層14は、薄膜トランジスタ、電極層、液晶層等の機能層を含むものである。表示層14は、ガラス基板12または封止層16上に形成される層およびガラス基板12および封止層16によって挟持される層を含むものと解釈される。
封止層16は、外部の衝撃から表示素子14を保護するように構成される層である。また、封止層16は、表示層14を水密的および気密的に保持するように構成される。封止層16には、カラーフィルタ等の機能膜や表示層14を保持するためのシール材等を含んでいても良い。さらに、封止層16は、多層膜で構成されていても良く、例えば、無機膜と有機膜を交互に積層することによって、表示層14の密閉性を向上させることができる。封止層16における無機膜としては、窒化ケイ素、酸化ケイ素、酸窒化ケイ素、酸化炭素、窒化炭素、酸化アルミニウム等を使用することができる。有機膜としては、ポリエステル、メタクリル、ポリスチレン、透明フッ素樹脂、ポリイミド、ポリウレタン、シクロオレフィルンコポリマー、アクリル系樹脂、エポキシ系樹脂等を使用することができる。なお、これらの封止層は、表示装置の視認性を確保するために全光透過率が90%以上であることが好ましい。
特許請求の範囲に記載の機能膜とは、基本的に表示層14を示すものであるが、封止層16のように表示層14を保護するための膜を備える場合、表示層14と封止層16を含んだものとして解釈され得る。
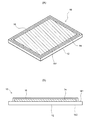
ここから、液晶パネル10の製造方法について説明する。一般的に、液晶パネル10は、図2に示すように、これを複数含んだ多面取り用ガラス母材50として製造され、多面取り用ガラス母材50を分断することによって、単個の液晶パネル10が得られる。この実施形態では、便宜上、6つの液晶パネル10が3行2列のマトリクス状に配置された多面取り用ガラス母材50に対する処理について説明するが、多面取り用ガラス母材50に含まれる液晶パネル10の数は適宜増減することが可能である。液晶パネル10は、上述の構成と同一であり、ガラス基板12の第1の主面181上に、表示層14および封止層16が形成されている。
ガラス基板12は、板厚が0.5mmの無アルカリガラスが使用される。板厚が0.5mm以上あることによって、表示層14に含まれる薄膜トランジスタ層や電極等を精度良く形成することが可能になる。なお、ガラス基板12は、エッチング処理によって所望の板厚に薄型化されるため、板厚には特に限定はなく、表示素子の形成に支障がない範囲で選択することが可能である。
最初に、図3(A)および図3(B)に示すように、多面取り用ガラス母材50上に形成される各液晶パネル10の封止層16上に合紙20を載置する。合紙20は、非粘着性の紙片であり、液晶パネル10に対応する形状である。なお、合紙20以外にも非粘着性のシート状のものであれば、フィルムや不織布等を使用することも可能である。また、合紙20の厚さは、後述の保護フィルムの貼り付けにおいて支障がでなければ、特に制限はない。
続いて、図4(A)および図4(B)に示すように、ガラス基板12の第1の主面181側に保護フィルム22を貼り付ける。保護フィルム22は、少なくとも後述のエッチング液に対する耐性を有している。ここでは、保護フィルム22として、厚みが50〜75μmのポリエチレンを採用している。ただし、保護フィルム22の構成はこれには限定されない。例えば、ポリプロピレンやポリ塩化ビニルやオレフィン系樹脂等のように、ガラスをエッチングするエッチング液に対する耐性を備えたものであれば適宜選択して採用することも可能である。
保護フィルム22は、ガラス基板12と対向する面に粘着層を有する自己粘着型フィルムである。液晶パネル10が形成されている領域には、合紙20が載置されているため、保護フィルム22は、液晶パネル10が形成されていない領域においてガラス基板12に貼り付けられる。このため、表示層14および封止層16は、保護フィルム22に被覆されるが、保護フィルム22とは、実質的に接触していない。
さらに、耐エッチング性を有する保護樹脂24をガラス基板12の端面に塗布する。本実施形態では、保護樹脂24としてホットメルトを使用した。ホットメルトは、エッチング処理後に温水により剥離が可能であり、剥離性が優れている。ホットメルト以外にも、耐エッチング性を有していれば、紫外線硬化樹脂剤等を使用することも可能である。
保護樹脂24は、例えば、図5(A)に示すように、塗布ノズルがコの字状を呈する塗布装置30を用いて塗布することができる。塗布装置30は、ガラス基板12の外周部に沿って移動させることにより保護樹脂24が塗布される。保護樹脂24は、少なくともガラス基板12の端面が被覆されるように塗布される。
保護樹脂24を端面に塗布することにより、ガラス基板12の端面がエッチングされず、エッチング処理によってガラス基板12の寸法が変化することがない。また、保護フィルム22とガラス基板12の接着面が保護樹脂24によって被覆されるように、保護樹脂24を塗布しても良い。ガラス基板12と保護フィルム22の接着面からエッチング液が侵入した場合、封止層16および表示層14が汚損してしまう。保護樹脂24を保護フィルム22の端部領域に塗布することで、エッチング処理中にガラス基板12との密着面から保護フィルム22が剥がれることを防止することが可能になる。
保護フィルム22および保護樹脂24によって多面取り用ガラス母材50を保護した後に、図6に示すように、多面取り用ガラス母材50は、エッチング装置400に導入され、フッ酸および塩酸等を含むエッチング液によってエッチング処理が施される。エッチング装置400では、搬送ローラによって多面取り用ガラス母材50を搬送しつつ、エッチングチャンバ内で多面取り用ガラス母材50のガラス基板12の第2の主面182をエッチング液に接触させることによって、エッチング処理が行われる。なお、エッチング装置400におけるエッチングチャンバの後段には、多面取り用ガラス母材50に付着したエッチング液を洗い流すための洗浄チャンバが設けられているため、多面取り用ガラス母材50はエッチング液が取り除かれた状態でエッチング装置400から排出される。
多面取り用ガラス母材50にエッチングする手法の一例として、図7(A)に示すように、エッチング装置400の各エッチングチャンバ402において、多面取り用ガラス母材50に対してエッチング液をスプレイするスプレイエッチングが挙げられる。また、スプレイエッチングに代えて、図7(B)に示すように、オーバーフロー型のエッチングチャンバ404において、オーバーフローしたエッチング液に接触しながら多面取り用ガラス母材50が搬送される構成を採用することも可能である。
さらには、図7(C)に示すように、エッチング液が収納されたエッチング槽406に、キャリアに収納された単数または複数の多面取り用ガラス母材50を浸漬されるディップ式のエッチングを採用することも可能である。
エッチング処理が行われた多面取り用ガラス母材50は、図8(A)に示すように、ガラス基板12が所望の板厚まで薄型化される。エッチング処理後のガラス基板12の板厚としては、0.3mm以下が好ましく、0.2mm以下がさらに好ましい。ガラス基板12の板厚を0.3mm以下にすることによって、液晶パネル10にフレキシブル性を持たせることが可能になり、曲面状のディスプレイを構成することが可能になる。
エッチング処理が行われた多面取り用ガラス母材50は、保護樹脂24および保護フィルム22が除去される。保護樹脂24は、前述のように温水で除去することが可能であるため、多面取り用ガラス母材50を所定時間温水に浸漬し、除去すれば良い。
保護フィルム22は、物理的な力を加えることでガラス基板12から剥離することが可能である。また、図8(B)に示すようにレーザ装置32を用いて、保護フィルム22がガラス基板12と接着している領域と非粘着領域を分離することにより、さらに容易に保護フィルム22を剥離することが可能になる。レーザ装置32は、表示層14や封止層16に影響の出ないものであれば特に制限はなく、本実施形態では、ピコ秒パルスレーザを使用した。
いずれの場合においても、封止層16と保護フィルム22の間に、合紙20が配置されることにより、保護フィルム22の剥離時に、表示層14や封止層16がガラス基板12から剥がれるといった不具合を防止することが可能になる。表示層14および封止層16は、ガラス基板12への密着力が比較的弱く、保護フィルム22を剥離する際に、保護フィルム22と同時に剥がれてしまうことがある。しかし、封止層16上に合紙20を配置することにより、封止層16と保護フィルム22は、実質的に触れていないため、保護フィルム22の剥離作業で、封止層16および表示素子14が剥がれるおそれがない。なお、封止層16と保護フィルム22は、完全に非粘着状態である必要はなく、保護フィルム22の剥離時に、表示層14または封止層16に影響がない範囲であれば、封止層16と保護フィルム22が接着されていても良い。
保護フィルム22および保護樹脂24を剥離した多面取り用ガラス母材50は、図8(C)に示すように、液晶パネル10の形状切断予定線(図示点線)に沿って多面取り用ガラス母材50を分断する。多面取り用ガラス母材50の分断は、スクライブブレークやレーザ装置により切断することが可能である。本実施形態では、ガラス基板12のみを切断しているが、表示層14または封止層16が形状切断予定線上に存在する場合は、表示層14または封止層16を切断しても良い。なお、液晶パネル10の形状は、矩形状には限定されず、所望の形状に分断することが可能である。
また、本発明は、液晶パネルへの適用されるのみに限定されず、ガラス基板上にエッチング液から保護すべき機能膜が形成されているものであれば、適用することが可能である。機能膜の一例としては、有機ELパネルに使用される画像形成素子や、半導体素子等が挙げられる。
本発明の他の実施形態として、保護フィルム22の代わりに、保護シート26を使用することが可能である。保護シート26は、図9(A)に示すように、多面取り用ガラス母材50を載置するための板状部材であり、少なくとも多面取り用ガラス母材50よりも寸法が大きいものである。保護シート26は、耐エッチング性を有する樹脂基板であり、ここでは、ポリエチレン基板を採用している。ただし、保護シート26の構成はこれには限定されず、エッチング液に対する耐性を備えたものであれば適宜選択して採用することが可能である。また、保護フィルム22で表面を被覆した基板を使用しても良い。
多面取り用ガラス母材50は、ガラス基板12の第2の主面182側が露出するように保護シート26に載置される。さらに、保護樹脂24をガラス基板12の端面に塗布するとともに保護シート26にも連続して塗布することにより、多面取り用ガラス母材50が保護シート26に固定される。
保護シート26に載置された状態でエッチング装置400に多面取り用ガラス母材50を投入することで、ガラス基板12の第2の主面182が所望の板厚までエッチングされる。この際、保護シート26がエッチング装置400の搬送ローラに載置されるように投入される。エッチング処理が行われた多面取り用ガラス母材50は、図9(B)に示すように、表示層14および封止層16が形成されている領域に対応するガラス基板12が薄型化される。多面取り用ガラス母材50は、温水に浸漬され、保護樹脂24を剥離した後に、液晶パネル10の形状切断予定線に沿って切断される。
また、多面取り用ガラス母材50を保護シート26に固定する方法として、保護フィルム22を使用しても良い。この場合、図10(A)に示すように、保護フィルム22でガラス基板12の第2の主面182を覆いつつ、保護シート26に保護フィルム22を貼り付ける。そして、エッチングすべき領域に沿って、レーザを照射し、保護フィルム22を切断する。その後、切断領域より内部に位置する保護フィルム22を剥離することで、第2の主面182の一部が露出する。保護フィルム22は、ガラス基板12の端面を保護しつつ、多面取り用ガラス母材50を保護シート26に固定するように構成される。
保護シート26および保護フィルム22により保護された多面取り用ガラス母材50をエッチング装置400に投入することで、ガラス基板12をエッチングする。所望の板厚までガラス基板12をエッチングした後に、エッチング装置400から多面取り用ガラス母材50を取り出す。そして、ガラス基板12から保護フィルム22を剥離し、保護シート26と多面取り用ガラス母材50を分離する。多面取り用ガラス母材50は、液晶パネル10の形状切断予定線に沿ってガラス基板12が切断される。
上述の実施形態の説明は、すべての点で例示であって、制限的なものではないと考えられるべきである。本発明の範囲は、上述の実施形態ではなく、特許請求の範囲によって示される。さらに、本発明の範囲には、特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれることが意図される。
10‐液晶パネル
12- ガラス基板
14‐表示層
16- 封止層
20‐合紙
22‐保護フィルム
24‐保護樹脂
26‐保護シート
50‐多面取り用ガラス母材
12- ガラス基板
14‐表示層
16- 封止層
20‐合紙
22‐保護フィルム
24‐保護樹脂
26‐保護シート
50‐多面取り用ガラス母材
Claims (4)
- 第1の主面に機能膜を有する薄型ガラス基板を製造するための薄型ガラス基板製造方法であって、
薄型化すべきガラス基板の第1の主面を耐エッチング性の保護部材によって覆う第1の保護ステップと、
前記ガラス基板の端面を耐エッチング性の保護剤で覆う第2の保護ステップと、
露出した第2の主面をエッチング液に接触させることによってエッチングするエッチングステップと、
を少なくとも含み、
前記第1の保護ステップにおいて、前記保護部材の少なくとも前記機能膜と対向する領域が非粘着状態にされることを特徴とする薄型ガラス基板製造方法。 - 前記第1の保護ステップにおいて、前記機能膜の前記保護部材と対向する領域に非粘着性の保護層を配置することを特徴とする請求項1に記載の薄型ガラス基板製造方法。
- 前記保護剤は、前記保護部材と前記ガラス基板を接着することを特徴とする請求項1または2に記載の薄型ガラス基板製造方法。
- 前記エッチングステップの後に、前記保護部材を切断することによって、前記保護部材を前記ガラス基板から取り除く剥離ステップをさらに含むことを特徴とする請求項1〜3のいずれか1項に記載の薄型ガラス基板製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018066865A JP2019178018A (ja) | 2018-03-30 | 2018-03-30 | 薄型ガラス基板製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018066865A JP2019178018A (ja) | 2018-03-30 | 2018-03-30 | 薄型ガラス基板製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2019178018A true JP2019178018A (ja) | 2019-10-17 |
Family
ID=68277712
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018066865A Pending JP2019178018A (ja) | 2018-03-30 | 2018-03-30 | 薄型ガラス基板製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2019178018A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113059888A (zh) * | 2021-04-26 | 2021-07-02 | 芜湖长信新型显示器件有限公司 | 可折叠超薄玻璃盖板的制备方法 |
| CN113651539A (zh) * | 2021-08-16 | 2021-11-16 | 江西沃格光电股份有限公司 | 玻璃基板的减薄方法 |
-
2018
- 2018-03-30 JP JP2018066865A patent/JP2019178018A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113059888A (zh) * | 2021-04-26 | 2021-07-02 | 芜湖长信新型显示器件有限公司 | 可折叠超薄玻璃盖板的制备方法 |
| CN113651539A (zh) * | 2021-08-16 | 2021-11-16 | 江西沃格光电股份有限公司 | 玻璃基板的减薄方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2685516B1 (en) | Method of manufacturing a display panel | |
| KR101500684B1 (ko) | 캐리어 기판 및 이를 이용한 가요성 표시 장치의 제조 방법 | |
| US8323066B2 (en) | Method of manufacturing flexible display device | |
| JP5716678B2 (ja) | 積層体の製造方法および積層体 | |
| WO2010079688A1 (ja) | ガラス積層体およびその製造方法 | |
| WO2012104989A1 (ja) | 薄板ガラス基板貼合体およびその製造方法 | |
| JP5345303B2 (ja) | 表示装置とその製造方法 | |
| JP3974749B2 (ja) | 機能素子の転写方法 | |
| WO2008007622A1 (fr) | substrat de verre avec verre de protection, processus de fabrication d'UN affichage EN utilisant un SUBSTRAT DE VERRE AVEC VERRE DE PROTECTION, et silicone pour papier détachable | |
| KR20080047883A (ko) | 플렉서블 표시장치 및 그 제조 방법 | |
| WO2017209087A1 (ja) | 表示装置製造方法 | |
| JPWO2010110087A1 (ja) | 電子デバイスの製造方法 | |
| CN109449114B (zh) | 一种显示面板及显示装置的制备方法 | |
| TW202105539A (zh) | 製造可撓式電子元件之方法及系統 | |
| KR20080001744A (ko) | 점착반송기판 및 이를 이용한 플렉서블 표시장치 제조방법 | |
| JP2019537265A (ja) | 基板を加工する方法 | |
| JP2006306656A (ja) | エッチング加工用保護テープおよびガラス基板のエッチング加工方法 | |
| JP2019178018A (ja) | 薄型ガラス基板製造方法 | |
| WO2013057917A1 (ja) | 薄型基板の製造方法 | |
| WO2017199928A1 (ja) | 表示装置製造方法 | |
| WO2017066924A1 (en) | Method for post-processing of bonded article | |
| JP2018026260A (ja) | 表示装置製造方法 | |
| TW201821286A (zh) | 薄膜積層體之製造方法 | |
| KR101568266B1 (ko) | 표시장치의 제조방법 | |
| JP2011003668A (ja) | 素子の転写方法および電子機器の製造方法 |