以下、本発明を具体化した実施形態を図面に基づいて説明する。
(部品実装装置の構成)
まず、図1および図2を参照して、本発明の一実施形態による部品実装装置100の全体構成について説明する。なお、以下の説明では、基板搬送方向に沿う方向をX方向とし、水平面内でX方向と直交する方向をY方向とし、X方向およびY方向に直交する上下方向をZ方向とする。
部品実装装置100は、図1および図2に示すように、IC、トランジスタ、コンデンサおよび抵抗などの部品E(電子部品)を、プリント基板などの基板Pに実装する装置である。
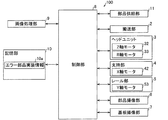
部品実装装置100は、基台1と、搬送部2と、ヘッドユニット3と、支持部4と、レール部5と、部品撮像部6と、基板撮像部7と、制御部8(図2参照)と、画像処理部9(図2参照)と、記憶部10(図2参照)とを備えている。
基台1は、部品実装装置100において各構成要素を配置する基礎となる台である。基台1上には、搬送部2、レール部5および部品撮像部6が設けられている。また、基台1内には、制御部8が設けられている。また、基台1には、Y方向の両側(Y1方向側およびY2方向側)に、部品供給部11がそれぞれ配置されている。
部品供給部11は、基板Pに実装される部品Eを供給する装置である。部品供給部11は、複数のテープフィーダ12およびトレイフィーダ13を含んでいる。テープフィーダ12は、複数の部品Eを保持した部品供給テープ(図示せず)が巻き回されたリール(図示せず)を保持している。また、テープフィーダ12は、ヘッドユニット3による部品Eの取出しのための部品保持動作に応じて、保持されたリールを回転させて部品供給テープを送り出すことにより、部品Eを供給するように構成されている。トレイフィーダ13は、複数の部品Eを保持したトレイ13aを複数保持している。トレイフィーダ13は、トレイ13aを基台1上に供給することにより、部品Eを供給するように構成されている。
搬送部2は、実装前の基板Pを搬入し、基板搬送方向(X方向)に搬送し、実装後の基板Pを搬出するように構成されている。また、搬送部2は、搬入された基板Pを実装停止位置Aまで搬送するとともに、実装停止位置Aにおいて基板固定機構(図示せず)により固定するように構成されている。また、搬送部2は、一対のコンベア部2aを含んでおり、一対のコンベア部2aにより、基板Pを基板搬送方向に搬送するように構成されている。一対のコンベア部2aは、それぞれ、搬送ベルトを有している。
ヘッドユニット3は、部品実装用のヘッドユニットであり、実装停止位置Aにおいて固定された基板Pに部品Eを実装するように構成されている。具体的には、ヘッドユニット3は、複数(5つ)のヘッド(実装ヘッド)31と、ヘッド31を上下方向(Z方向)に移動させるためのZ軸モータ32と、ヘッド31の先端に装着されたノズル(図示せず)を上下方向に沿って延びる回転軸線周りに回転させるためのR軸モータ33とを含んでいる。ヘッド31は、真空発生装置(図示せず)に接続されており、真空発生装置から供給される負圧によって、先端に装着されたノズルに部品Eを保持(吸着)可能に構成されている。また、ヘッド31は、Z軸モータ32により、部品Eを保持する際かまたは保持された部品Eを実装する際の下降位置と、保持された部品Eを基板Pに搬送する際の上昇位置との間で、上下方向に移動可能に構成されている。
支持部4は、ヘッドユニット3を基板搬送方向(X方向)に移動可能に支持するように構成されている。具体的には、支持部4は、基板搬送方向に延びるボールねじ軸41と、ボールねじ軸41を回転させるX軸モータ42とを含んでいる。ヘッドユニット3には、支持部4のボールねじ軸41と係合するボールナット(図示せず)が設けられている。ヘッドユニット3は、X軸モータ42によりボールねじ軸41が回転されることにより、ボールねじ軸41と係合するボールナットとともに、支持部4に沿って基板搬送方向に移動可能に構成されている。
一対のレール部5は、支持部4をY方向に移動可能に支持するように構成されている。具体的には、レール部5は、支持部4のX方向の両端部をY方向に移動可能に支持する一対のガイドレール51と、Y方向に延びるボールねじ軸52と、ボールねじ軸52を回転させるY軸モータ53とを含んでいる。支持部4には、レール部5のボールねじ軸52と係合するボールナット(図示せず)が設けられている。支持部4は、Y軸モータ53によりボールねじ軸52が回転されることにより、ボールねじ軸52と係合するボールナットとともに、一対のレール部5に沿ってY方向に移動可能に構成されている。
このような構成により、ヘッドユニット3は、基台1上を水平方向に(X方向およびY方向に)移動可能に構成されている。これにより、ヘッドユニット3は、部品供給部11の上方に移動して、部品供給部11から供給される部品Eを保持(吸着)することが可能である。また、ヘッドユニット3は、実装停止位置Aにおいて固定された基板Pの上方に移動して、保持(吸着)された部品Eを基板Pに実装することが可能である。
部品撮像部6は、ヘッド31による部品Eの基板Pへの搬送中に、ヘッド31に保持(吸着)された部品Eを撮像する部品認識用のカメラである。部品撮像部6は、基台1の上面上に固定されており、部品Eの下方(Z2方向)から、ヘッド31に保持(吸着)された部品Eを撮像するように構成されている。部品撮像部6による部品Eの撮像画像に基づいて、制御部8は、部品Eの保持状態(回転姿勢およびヘッド31に対する保持位置)を取得(認識)するように構成されている。
基板撮像部7は、ヘッド31による基板Pへの部品Eの実装開始前に、基板Pの上面に付された位置認識マーク(フィデューシャルマーク)Fを撮像するマーク認識用のカメラである。位置認識マークFは、基板Pの位置を認識するためのマークである。基板撮像部7による位置認識マークFの撮像画像に基づいて、制御部8は、実装停止位置Aにおいて固定された基板Pの正確な位置および姿勢を取得(認識)するように構成されている。
制御部8は、CPU(Central Processing Unit)、ROM(Read Only Memory)、およびRAM(Random Access Memory)などを含み、部品実装装置100の動作を制御する制御回路である。制御部8は、搬送部2、部品供給部11、X軸モータ42およびY軸モータ53などを生産プログラムに従って制御することにより、ヘッドユニット3により基板Pに部品Eを実装させる制御を行うように構成されている。
画像処理部9は、画像処理用の専用の回路であり、部品実装装置100における画像処理を行うように構成されている。
記憶部10は、ハードディスクやフラッシュメモリなどの記憶媒体であり、情報を記憶(保存)可能に構成されている。記憶部10には、たとえば、後述するエラー部品実装情報10aが記憶(保存)される。
(認識エラーに関する構成)
次に、図3を参照して、部品実装装置100における認識エラーに関する構成について説明する。なお、以下の説明では、説明の便宜上、部品Eが、表面実装用のチップ部品であってリードを有する部品(以下、「リード部品」という)である例について説明する。
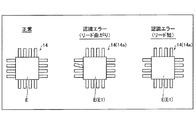
図3に示すように、制御部8は、部品撮像部6により撮像された部品Eを示す部品画像14に基づいて、部品Eがエラー部品E1であるか否かを判断するように構成されている。これにより、部品実装前に、ヘッド31にエラー部品E1が保持されているか否かを判断することができるので、エラー部品E1が実装されることを抑制可能である。なお、エラー部品E1は、認識エラーが生じる部品Eである。
具体的には、制御部8は、部品画像14に基づいて、部品Eの外形の大きさやリードピッチ、リードの長さなどの実際の部品寸法を取得するとともに、取得された実際の部品寸法に基づいて、部品Eがエラー部品E1であるか否かを判断するように構成されている。
制御部8は、実際の部品寸法の設計値からのずれ値が、予め設定された第1ずれ値設定値以下である場合、部品Eがエラー部品E1ではなく正常な部品Eであると判断するように構成されている。また、制御部8は、実際の部品寸法の設計値からのずれ値が、第1ずれ値設定値よりも大きい場合、部品Eが部品寸法の異常によるエラー部品E1であると判断するように構成されている。第1ずれ値設定値は、部品Eがエラー部品E1であるか否かを判断するための値であり、部品Eの外形の大きさ、リードピッチおよびリードの長さなどの部品寸法の種類毎に個別に設定されている。なお、本実施形態では、制御部8は、ずれ値として、設計値に対する実際の部品寸法の設計値からのずれ量の割合であるずれ率を取得する。たとえば、設計値が50μmであり、実際の部品寸法の設計値からのずれが5μmである場合、ずれ率は、10%(=5/50×100)となる。
たとえば、制御部8は、実際のリードピッチの設計値からのずれ値(たとえば、25%)が、リードピッチの第1ずれ値設定値(たとえば、20%)よりも大きい場合、部品Eがリードの曲がりによるエラー部品E1であると判断する。
また、たとえば、制御部8は、実際のリードの長さのずれ値(たとえば、30%)が、リードの長さの第1ずれ値設定値(たとえば、20%)よりも大きい場合、部品Eがリードの長さが長過ぎるかまたは短か過ぎること(図3に示す例では、短か過ぎること)によるエラー部品E1であると判断する。
また、制御部8は、部品画像14に基づいて、実際のリードの本数を取得するように構成されている。制御部8は、取得された実際のリードの本数に基づいて、部品Eがリード本数の異常によるエラー部品E1であるか否かを判断するように構成されている。
制御部8は、実際のリードの本数が、設計値と同じ数である場合、部品Eがエラー部品E1ではなく正常な部品Eであると判断するように構成されている。また、制御部8は、実際のリードの本数が、設計値よりも多いかまたは少ない場合、部品Eがエラー部品E1であると判断するように構成されている。
(再判断設定に関する構成)
本実施形態では、図4に示すように、制御部8は、部品Eが部品寸法の異常によるエラー部品E1であると判断された場合、エラー部品E1を実装するか否かをさらに判断するために、画像処理部9により、部品画像14であるエラー部品画像14aとパターン画像15との重なり画像16を生成させる制御を行うように構成されている。
具体的には、制御部8は、部品寸法の設計値からのずれ値が、ずれ値の限界(救済限界)を示す第2ずれ値設定値(たとえば、60%)以下である場合、画像処理部9により重なり画像16を生成させる制御を行うように構成されている。また、制御部8は、部品寸法の設計値からのずれ値が、第2ずれ値設定値よりも大きい場合、画像処理部9により重なり画像16を生成させることなく、エラー部品E1を廃棄すると判断するように構成されている。これにより、部品寸法の設計値からのずれ値がずれ値の限界を超えて過度に大きく、エラー部品E1がほぼ確実に実装可能ではないと判断される場合、重なり画像16が生成されないので、装置の処理負荷が不必要に増加することを抑制可能である。また、制御部8は、部品Eがリード本数の異常によるエラー部品E1であると判断された場合にも、画像処理部9により重なり画像16を生成させることなく、エラー部品E1を廃棄すると判断するように構成されている。なお、第2ずれ値設定値は、第1ずれ値設定値よりも大きい値であり、予め設定されている値である。
パターン画像15は、エラー部品E1が実装される基板P上のパターン(ランドパターン)P1を示す画像であり、たとえば、パターンP1自体の撮像画像、パターンP1に対応する接合材(たとえば、はんだ)の撮像画像、または、設計上のパターンP1の画像(たとえば、CAD(computer‐assisted drawing)データの画像)である。パターン画像15として撮像画像を用いる場合、撮像画像は、カラーカメラによるカラーの撮像画像、または、モノクロームカメラによるモノクロームの撮像画像のいずれであってもよい。なお、カラーの撮像画像である場合、画像中のパターンP1自体かまたはパターンP1に対応する接合材を精度良く識別できるので、後述する重なり値をより精度良く取得可能である。この点において、カラーの撮像画像は、モノクロームの撮像画像よりも好ましい。
また、パターン画像15としてパターンP1自体の撮像画像を用いる場合、たとえば、制御部8は、接合材の配置前のパターンP1自体の撮像画像を、印刷装置(図示せず)などの上流機から取得する。また、パターン画像15としてパターンP1に対応する接合材の撮像画像を用いる場合、たとえば、制御部8は、パターンP1に対応する接合材の撮像画像を、印刷装置や印刷検査装置(図示せず)などの上流機から取得する。あるいは、制御部8は、基板撮像部7によりパターンP1に対応する接合材を撮像させることにより、パターンP1に対応する接合材の撮像画像を取得する。また、パターン画像15として設計上のパターンP1の画像を用いる場合、たとえば、制御部8は、設計上のパターンP1の画像を、ホストコンピュータ(図示せず)から取得する。
重なり画像16は、エラー部品E1のパターンP1との接合部分とパターンP1におけるエラー部品E1との接合部分とが互いに対応するように(互いに重なるように)、エラー部品画像14aとパターン画像15とを重ね合わせた画像である。重なり画像16では、エラー部品画像14aおよびパターン画像15とのうちのいずれか一方は、元の画像から反転(左右反転)されている。これにより、下方(Z2方向側)から見た画像であるエラー部品画像14aと、上方(Z1方向側)から見た画像であるパターン画像15とを互いに対応させることが可能である。
ここで、本実施形態では、制御部8は、エラー部品画像14aとパターン画像15とに基づいて(重なり画像16に基づいて)、エラー部品E1におけるパターンP1との接合部分(たとえば、リードの先端部分)と、パターンP1におけるエラー部品E1との接合部分(たとえば、リードの先端部分と接合される部分)との重なり値を取得するように構成されている。なお、本実施形態では、制御部8は、重なり値として、パターンP1におけるエラー部品E1との接合部分の面積に対するエラー部品E1におけるパターンP1との接合部分の面積の割合である重なり率を取得する。また、制御部8は、エラー部品E1の接合部分が複数ある場合、エラー部品E1の接合部分毎に個別に重なり値を取得可能に構成されている。
〈自動再判断設定に関する構成〉
次に、図5を参照して、自動再判断設定時の部品実装装置100の動作について説明する。自動再判断設定は、エラー部品E1を実装するか否かを制御部8が自動で判断する設定である。
図5に示すように、自動再判断設定が設定されている場合、制御部8は、部品寸法の設計値からのずれ値および重なり値に基づいて、エラー部品E1を実装するか否かを判断するように構成されている。また、制御部8は、重なり値として、エラー部品E1の複数の接合部分のうちのエラー部分E1aについての重なり値を取得するように構成されている。また、制御部8は、エラー部分E1aについての重なり値と予め設定された重なり値設定値とを比較するように構成されている。これにより、特に接合不良が懸念されるエラー部分E1aについての重なり値を判断することができるので、エラー部品E1が実装可能であるか否かをより確実に判断することが可能である。なお、重なり値設定値は、エラー部品E1が実装可能であるか否かを判断するための値である。
制御部8は、部品の寸法の設計値からのずれ値(たとえば、40%)が第2ずれ値設定値(たとえば、60%)以下で、かつ、重なり値(たとえば、75%)が重なり値設定値(たとえば、70%)以上である場合、エラー部品E1を実装すると判断するように構成されている。また、制御部8は、エラー部品E1を実装すると判断した場合、ヘッド31により、エラー部品E1を実装する制御を行うように構成されている。
また、制御部8は、部品の寸法の設計値からのずれ値(たとえば、65%)が第2ずれ値設定値(たとえば、60%)よりも大きい場合、画像処理部9により重なり画像16を生成させることなく、エラー部品E1を廃棄すると判断するように構成されている。つまり、制御部8は、重なり値に基づく判断を行うことなく、エラー部品E1を廃棄すると判断するように構成されている。また、制御部8は、エラー部品E1を廃棄すると判断した場合、ヘッド31により、エラー部品E1を廃棄する制御を行うように構成されている。この場合、エラー部品E1は、基台1上の部品廃棄部1aに廃棄される。
また、制御部8は、部品寸法の設計値からのずれ値(たとえば、40%)が第2ずれ値設定値(たとえば、60%)以下で、かつ、重なり値(たとえば、65%)が重なり値設定値(たとえば、70%)よりも小さい場合、エラー部品E1を廃棄すると判断するように構成されている。
〈手動再判断設定に関する構成〉
次に、図6を参照して、手動再判断設定時の部品実装装置100の動作について説明する。手動再判断設定は、エラー部品E1を実装するか否かをユーザが手動で判断する設定である。
図6に示すように、手動再判断設定が設定されている場合、制御部8は、重なり画像16および重なり値を表示部17に表示する制御を行うように構成されている。具体的には、制御部8は、重なり画像16、複数の重なり値のうちの最大の重なり値、複数の重なり値のうちの最小の重なり値(つまり、エラー部分E1aについての重なり値)、重なり値設定値、実装可否の通知情報18、実装選択ボタン19、および、廃棄選択ボタン20を含む手動判断通知画面21を表示部17に表示する制御を行うように構成されている。表示部17は、たとえば、部品実装装置100のモニタや、ユーザ(オペレータ)が携帯する携帯端末のモニタ、ホストコンピュータのモニタなどである。
また、手動再判断設定が設定されている場合、制御部8は、エラー部品E1を実装するか否かについてのユーザの入力結果に基づいて、エラー部品E1を実装するか否かを判断するように構成されている。
具体的には、制御部8は、実装選択ボタン19を選択することにより、ユーザがエラー部品E1を実装すると入力した場合、エラー部品E1を実装すると判断するように構成されている。また、制御部8は、廃棄選択ボタン20を選択することにより、ユーザがエラー部品E1を実装しないと入力した場合、エラー部品E1を廃棄すると判断するように構成されている。
また、本実施形態では、制御部8は、ユーザによりエラー部品画像14aとパターン画像15との位置合わせが可能(ユーザによるティーチングが可能)なように、重なり画像16を表示部17に表示する制御を行うように構成されている。具体的には、制御部8は、エラー部品画像14aとパターン画像15とのうちの少なくともいずれか一方を、いずれか他方に対して移動させることが可能なように、重なり画像16を表示部17に表示する制御を行うように構成されている。たとえば、制御部8は、エラー部品画像14aを、パターン画像15に対して8方向に移動させることが可能なように、重なり画像16を表示部17に表示する制御を行う。
また、制御部8は、エラー部品画像14aとパターン画像15とのユーザによる位置合わせが行われた場合、表示部17に表示されている重なり値、および、実装可否の通知情報18をリアルタイムに更新する制御を行うように構成されている。つまり、制御部8は、エラー部品画像14aとパターン画像15とのユーザによる位置合わせが行われた場合、位置合わせ後の重なり画像16における重なり値、および、位置合わせ後の重なり画像16における実装可否の判断結果について、表示部17に表示する制御を行うように構成されている。また、制御部8は、エラー部品画像14aとパターン画像15とのユーザによる位置合わせが行われて、かつ、エラー部品E1を実装すると判断した場合、位置合わせ結果を反映した位置にエラー部品E1を実装する制御を行うように構成されている。
なお、エラー部品E1を実装するか否かをユーザが手動で判断する場合、ユーザの判断結果が入力されるまでの間、部品実装装置100は、実装動作を停止していてもよいし、実装動作を継続していてもよい。実装動作を継続する場合、エラー部品E1を装置内の所定の位置(たとえば、トレイ13aの空き部分)に一時的に配置して、実装動作を継続すればよい。そして、ユーザの判断結果が入力された場合、ユーザの入力結果に基づいて、所定の位置に配置されたエラー部品E1を実装するかまたは廃棄する動作を行えばよい。また、重なり画像16や重なり値などを含む手動判断通知画面21を、ユーザ(オペレータ)が携帯する携帯端末のモニタに表示すれば、ユーザの判断結果を迅速に得ることが可能である。
〈再判断設定の設定方法〉
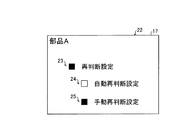
また、本実施形態では、図7に示すように、制御部8により部品Eがエラー部品E1であると判断された場合、エラー部品E1を実装するか否かを判断する処理をさらに行うか否か(再判断設定)を、部品Eの種類毎に設定可能に構成されている。
ユーザが所定の種類の部品Eについて再判断設定を行う場合、制御部8は、ユーザの操作に基づいて、再判断設定画面22を表示部17に表示する制御を行うように構成されている。再判断設定画面22は、再判断設定ボタン23と、自動再判断設定ボタン24と、手動再判断設定ボタン25とを含んでいる。ユーザは、所定の種類の部品Eについて再判断設定を設定する場合、再判断設定ボタン23を選択して再判断設定を設定するとともに、自動再判断設定ボタン24かまたは手動再判断設定ボタン25を選択して自動再判断設定かまたは手動再判断設定を設定する。また、ユーザは、所定の種類の部品Eについて再判断設定を設定しない場合、再判断設定ボタン23を選択しないことにより、再判断設定を設定しない。なお、図7では、再判断設定が設定されるとともに、手動再判断設定が設定されている例を示している。
制御部8は、再判断設定が設定されて、かつ、自動再判断設定が設定されている場合、これらの設定が設定された種類の部品Eについて、上記のように、自動再判断処理を行うように構成されている。また、制御部8は、再判断設定が設定されて、かつ、手動再判断設定が設定されている場合、これらの設定が設定された種類の部品Eについて、上記のように、手動再判断処理を行うように構成されている。なお、自動再判断処理および手動再判断処理は、上記した説明の通りであるので、詳細な説明は省略する。
また、制御部8は、再判断設定が設定されていない場合、再判断設定が設定されていない種類の部品Eについて、再判断処理を行わないように構成されている。つまり、制御部8は、再判断設定が設定されていない種類の部品Eがエラー部品E1であると判断された場合、再判断処理を行わず、エラー部品E1を廃棄すると判断するように構成されている。
〈エラー部品実装情報〉
また、本実施形態では、図8に示すように、制御部8は、エラー部品E1が実装された場合、実装日時、ロット番号、基板ID、部品ID、基板Pにおける部品実装位置、エラー部品画像14a、パターン画像15、重なり画像16、部品寸法の設計値からのずれ値、および、重なり値を、エラー部品実装情報10aとして記憶部10に保存する制御を行うように構成されている。具体的には、制御部8は、エラー部品E1毎に検索可能なように、エラー部品実装情報10aを記憶部10に保存する制御を行うように構成されている。なお、重なり値が複数ある場合、複数の重なり値の全部が保存されてもよいし、重なり値設定値と比較された重なり値や表示部17に表示された重なり値のみが保存されてもよい。
(自動再判断処理)
次に、図9を参照して、部品実装装置100による自動再判断処理をフローチャートに基づいて説明する。フローチャートの各処理は、制御部8により行われる。図9に示すフローチャートは、自動再判断設定が設定されている部品Eについて行われる。
図9に示すように、まず、ステップS1において、部品認識エラーが生じ、部品Eがエラー部品E1であると判断される。
そして、ステップS2において、エラー部品E1が部品寸法の異常によるエラー部品E1であるか否かが判断される。エラー部品E1が、たとえばリード本数の異常によるエラー部品E1であって、部品寸法の異常によるエラー部品E1ではないと判断される場合、ステップS3に進み、エラー部品E1の廃棄が判断されて、廃棄する制御が行われる。その後、自動再判断処理が終了される。
また、ステップS2において、エラー部品E1が部品寸法の異常によるエラー部品E1であると判断される場合、ステップS4に進む。
そして、ステップS4において、実際の部品寸法の設計値からのずれ値が第2ずれ値設定値以下であるか否かが判断される。実際の部品寸法の設計値からのずれ値が第2ずれ値設定値よりも大きいと判断される場合、ステップS3に進み、エラー部品E1の廃棄が判断されて、廃棄する制御が行われる。その後、自動再判断処理が終了される。
また、ステップS4において、実際の部品寸法の設計値からのずれ値が第2ずれ値設定値以下であると判断される場合、ステップS5に進む。
そして、ステップS5において、パターン画像15が取得される。
そして、ステップS6において、エラー部品画像14aとパターン画像15とに基づいて、重なり画像16が取得される。
そして、ステップS6において、重なり画像16に基づいて、重なり値が取得される。
そして、ステップS7において、エラー部品E1を実装するか否かが判断される。つまり、ステップS7では、重なり値が重なり値設定値以上であるか否かが判断される。重なり値が重なり値設定値よりも小さいと判断される場合、ステップS3に進み、エラー部品E1の廃棄が判断されて、廃棄する制御が行われる。その後、自動再判断処理が終了される。
また、ステップS7において、重なり値が重なり値設定値以上であると判断される場合、ステップS9に進み、エラー部品E1の実装が判断されて、実装する制御が行われる。その後、自動再判断処理が終了される。
(手動再判断処理)
次に、図10を参照して、部品実装装置100による手動再判断処理をフローチャートに基づいて説明する。フローチャートの各処理は、制御部8により行われる。図10に示すフローチャートは、手動再判断設定が設定されている部品Eについて行われる。
図10に示すように、まず、ステップS11において、部品認識エラーが生じ、部品Eがエラー部品E1であると判断される。
そして、ステップS12において、エラー部品E1が部品寸法の異常によるエラー部品E1であるか否かが判断される。エラー部品E1が、たとえばリード本数の異常によるエラー部品E1であって、部品寸法の異常によるエラー部品E1ではないと判断される場合、ステップS13に進み、エラー部品E1の廃棄が判断されて、廃棄する制御が行われる。その後、手動再判断処理が終了される。
また、ステップS12において、エラー部品E1が部品寸法の異常によるエラー部品E1であると判断される場合、ステップS14に進む。
そして、ステップS14において、実際の部品寸法の設計値からのずれ値が第2ずれ値設定値以下であるか否かが判断される。実際の部品寸法の設計値からのずれ値が第2ずれ値設定値よりも大きいと判断される場合、ステップS13に進み、エラー部品E1の廃棄が判断されて、廃棄する制御が行われる。その後、手動再判断処理が終了される。
また、ステップS14において、実際の部品寸法の設計値からのずれ値が第2ずれ値設定値以下であると判断される場合、ステップS15に進む。
そして、ステップS15において、パターン画像15が取得される。
そして、ステップS16において、エラー部品画像14aとパターン画像15とに基づいて、重なり画像16が取得される。
そして、ステップS17において、重なり画像16に基づいて、重なり値が取得される。
そして、ステップS18において、少なくとも重なり画像16および重なり値が表示部17に表示される。
そして、ステップS19において、エラー部品E1を実装するか否かについて、ユーザの入力を受け付けたか否かが判断される。ユーザの入力を受け付けていないと判断される場合、ステップS19の処理を繰り返す。エラー部品画像14aとパターン画像15との位置合わせを行う場合、ユーザは、ステップS19の処理が繰り返されている間に行う。
また、ステップS19において、ユーザの入力を受け付けたと判断される場合、ステップS20に進む。
そして、ステップS20において、エラー部品E1を実装するか否かが判断される。つまり、ステップS20では、ユーザがエラー部品E1を実装すると入力したか否かが判断される。ユーザがエラー部品E1を実装しないと入力したと判断される場合、ステップS3に進み、エラー部品E1の廃棄が判断されて、廃棄する制御が行われる。その後、手動再判断処理が終了される。
また、ステップS20において、ユーザがエラー部品E1を実装すると入力したと判断される場合、ステップS21に進み、エラー部品E1の実装が判断されて、実装する制御が行われる。その後、手動再判断処理が終了される。
(本実施形態の効果)
本実施形態では、以下のような効果を得ることができる。
本実施形態では、上記のように、部品実装装置100を、制御部8により部品Eがエラー部品E1であると判断された場合、部品画像14であるエラー部品画像14aとエラー部品E1が実装される基板P上のパターンP1を示すパターン画像15とに基づいて、エラー部品E1におけるパターンP1との接合部分と、パターンP1におけるエラー部品E1との接合部分との重なり値を取得するように構成する。ここで、エラー部品E1が実装しても問題無いレベルであるか否かを判断するためには、エラー部品E1がパターンP1上に実装された場合に、接合不良が生じないか否かを判断することが重要である。また、接合不良が生じないか否かを判断するためには、エラー部品E1およびパターンP1の接合部分同士の重なり値を判断することが重要である。そこで、上記のように、制御部8を重なり値を取得するように構成することにより、部品実装装置100またはユーザは、取得された重なり値に基づいて、エラー部品E1が実装しても問題無いレベルであるか否かを判断して、エラー部品E1を実装するか否かを判断することができる。その結果、部品Eがエラー部品E1であると判断された場合であっても、実装しても問題無いレベルのエラー部品E1であれば、そのエラー部品E1を実装に用いて、エラー部品E1を救済することができる。これにより、エラー部品E1であると判断されたことに起因して廃棄される部品Eの数を低減することができる。
また、本実施形態では、上記のように、制御部8を、エラー部品画像14aとパターン画像15との重なり画像16を生成するように構成する。このように構成すれば、生成された重なり画像に基づいて、重なり値を容易かつ確実に取得することができる。
また、本実施形態では、上記のように、制御部8を、少なくとも重なり値に基づいて、エラー部品E1を実装するか否かを判断するように構成する。これにより、エラー部品E1を実装するか否かを制御部8に自動で判断させることができるので、ユーザがエラー部品E1を実装するか否かを判断する手間を省くことができる。
また、本実施形態では、上記のように、制御部8を、重なり値が設定値以上である場合、エラー部品E1を実装すると判断するとともに、重なり値が設定値よりも小さい場合、エラー部品E1を廃棄すると判断するように構成する。これにより、重なり値に基づいて、エラー部品E1が実装可能であるか否かを容易かつ確実に判断することができる。また、エラー部品E1が実装可能であるか否かに応じて、エラー部品E1の実装または廃棄を適切に行うことができる。
また、本実施形態では、上記のように、制御部8を、重なり画像16および重なり値を表示部17に表示する制御を行うように構成する。そして、制御部8を、ユーザの入力結果に基づいて、エラー部品E1を実装するか否かを判断するように構成する。これにより、ユーザ自身が重なり画像16および重なり値を確認した上で、ユーザ自身の判断結果に基づいて、エラー部品E1を実装するか否かを決定することができる。この効果は、ユーザの判断を要する重要な部品Eがエラー部品E1であると判断された場合に、特に有効である。また、重なり画像16および重なり値を表示部17に表示することにより、ユーザは、表示部17に表示された重なり画像16に基づいて、直感的に重なり状態を把握することができるとともに、表示部17に表示された重なり値に基づいて、定量的に重なり状態を把握することができる。これらの結果、ユーザ自身が、エラー部品E1が実装可能か否かを判断する場合にも、より容易でかつより確実に判断を行うことができる。
また、本実施形態では、上記のように、制御部8を、ユーザがエラー部品E1を実装すると入力した場合、エラー部品E1を実装すると判断するとともに、ユーザがエラー部品E1を実装しないと入力した場合、エラー部品E1を廃棄すると判断するように構成する。これにより、ユーザの入力結果を適切に反映することができるとともに、ユーザの入力結果に応じて、エラー部品E1の実装または廃棄を適切に行うことができる。
また、本実施形態では、上記のように、制御部8を、ユーザによりエラー部品画像14aとパターン画像15との位置合わせが可能なように、重なり画像16を表示部17に表示する制御を行うように構成する。これにより、ユーザは、表示された画像上でエラー部品E1とパターンP1との位置を位置合わせすることができる。その結果、たとえば、一見してエラー部品E1が実装可能である場合であっても、より適切な位置に位置合わせが可能であると判断される場合、ユーザは、画像上でエラー部品E1とパターンP1とをより適切な位置に位置合わせすることができる。この場合、より適切な位置に位置合わせした状態でエラー部品E1の実装を行うことができるので、エラー部品E1の実装をより適切に行うことができる。また、たとえば、一見してエラー部品E1が実装可能ではない場合であっても、画像上でエラー部品E1とパターンP1との位置を位置合わせすることにより、ユーザは、エラー部品E1が実装可能になるか否かを試行することができる。この場合、画像上でエラー部品E1とパターンP1との位置を、エラー部品E1が実装可能になる位置に位置合わせすることが可能であれば、一見して実装可能ではないエラー部品E1であっても、エラー部品E1を救済して実装を行うことができる。
また、本実施形態では、上記のように、制御部8を、エラー部品E1が実装された場合、エラー部品画像14a、パターン画像15、重なり画像16、および、重なり値を保存する制御を行うように構成する。これにより、基板Pの生産後に、実装されたエラー部品E1について、保存された情報を確認することができる。その結果、エラー部品E1に起因して基板不良が生じた場合、不良の原因を容易かつ確実に解析することができる。
また、本実施形態では、上記のように、部品実装装置100を、制御部8により部品Eがエラー部品E1であると判断された場合、エラー部品E1を実装するか否かを判断する処理をさらに行うか否かを、部品Eの種類毎に設定可能に構成する。これにより、ユーザは、重要であると考える部品Eについてのみ、エラー部品E1を実装するか否かを判断する処理をさらに行うと設定することができる。その結果、全部の部品Eについてさらなる処理が行われる場合と異なり、設定された種類の部品Eについてのみさらなる処理が行われるので、装置の処理負荷が増加することを抑制しつつ、廃棄される部品Eの数を低減することができる。
また、本実施形態では、上記のように、パターン画像15は、パターンP1の撮像画像、パターンP1に対応する接合材の撮像画像、または、設計上のパターンP1の画像である。これにより、パターン画像15がパターンP1の撮像画像である場合、実際のパターンP1に合わせて重なり画像16を生成することができるので、生成された重なり画像16に基づいて、実際のパターンP1とエラー部品E1との重なりを確認することができる。また、パターン画像15がパターンP1に対応する接合材の撮像画像である場合、実際の接合材に合わせて重なり画像16を生成することができるので、生成された重なり画像16に基づいて、実際の接合材のパターンP1上におけるずれを考慮して、実際の接合材とエラー部品E1との重なりを確認することができる。また、パターン画像15が設計上のパターンP1の画像である場合、実際のパターンP1や接合材などを撮像する必要が無いので、パターン画像15を取得するための手間を省くことができる。
[変形例]
なお、今回開示された実施形態は、全ての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は、上記した実施形態の説明ではなく特許請求の範囲によって示され、さらに特許請求の範囲と均等の意味および範囲内での全ての変更(変形例)が含まれる。
たとえば、上記実施形態では、リードを有するリード部品としての部品において本発明が適用される例を示したが、本発明はこれに限られない。本発明は、リードを有しない部品においても適用可能である。たとえば、表面実装用のチップ部品であってリードを有しない二端子部品においても適用可能である。
また、上記実施形態では、重なり画像が生成されるとともに、生成された重なり画像に基づいて、重なり値が取得される例を示したが、本発明はこれに限られない。たとえば、重なり画像が生成されることなく、エラー部品画像とパターン画像とに基づいて、重なり値が取得されてもよい。
また、上記実施形態では、画像処理部により重なり画像が生成される例を示したが、本発明はこれに限られない。たとえば、制御部により重なり画像が生成されてもよい。
また、上記実施形態では、重なり値として重なり率が取得される例を示したが、本発明はこれに限られない。たとえば、重なり値として重なり面積自体が取得されてもよい。
また、上記実施形態では、エラー部品の接合部分のうちのエラー部分についての重なり値と重なり値設定値とが比較される例を示したが、本発明はこれに限られない。たとえば、エラー部分であるか否かに関わらず、エラー部品の複数の接合部分のそれぞれについて、重なり値と重なり値設定値とが比較されてもよい。
また、上記実施形態では、実際の部品寸法の設計値からのずれ値としてずれ率が取得される例を示したが、本発明はこれに限られない。たとえば、実際の部品寸法の設計値からのずれ値として実際の部品寸法の設計値からのずれ量自体が取得されてもよい。
また、上記実施形態では、実際の部品寸法の設計値からのずれ値と第2ずれ値設定値とが比較される例を示したが、本発明はこれに限られない。本発明では、実際の部品寸法の設計値からのずれ値と第2ずれ値設定値とが比較されることなく、重なり値と重なり値設定値とが比較されてもよい。
また、上記実施形態では、手動再判断設定が設定されている場合、重なり画像、複数の重なり値のうちの最大の重なり値、複数の重なり値のうちの最小の重なり値、重なり値設定値、実装可否の通知情報、実装選択ボタン、および、廃棄選択ボタンが表示される例を示したが、本発明はこれに限られない。本発明では、これらの情報の全部が表示されなくてもよい。また、これらの情報以外の情報が表示されてもよい。
また、上記実施形態では、手動再判断設定が設定されている場合、ユーザによりエラー部品画像とパターン画像との位置合わせが可能なように、重なり画像が表示される例を示したが、本発明はこれに限られない。たとえば、エラー部品画像とパターン画像とが互いに固定されて移動できないように、重なり画像が表示されてもよい。
また、上記実施形態では、エラー部品が実装された場合、実装日時、ロット番号、基板ID、部品ID、基板における部品実装位置、エラー部品画像、パターン画像、重なり画像、部品寸法の設計値からのずれ値、および、重なり値が保存される例を示したが、本発明はこれに限られない。本発明では、これらの情報の全部が保存されなくてもよい。また、これらの情報以外の情報が保存されてもよい。
また、上記実施形態では、部品実装装置の記憶部に、エラー部品実装情報が保存される例を示したが、本発明はこれに限られない。たとえば、外部の記憶装置にエラー部品実装情報が保存されてもよい。
また、上記実施形態では、部品の種類毎に、再判断設定が設定可能な例を示したが、本発明はこれに限られない。たとえば、部品毎に、再判断設定が設定可能であってもよい。また、再判断設定自体が存在せず、実装される全部の部品について再判断処理(自動再判断処理かまたは手動再判断処理)が行われてもよい。
また、上記実施形態では、自動再判断設定かまたは手動再判断設定の2つの再判断設定が設定可能な例を示したが、本発明はこれに限られない。たとえば、自動再判断設定のみが設定可能であってもよいし、手動再判断設定のみが設定可能であってもよい。
また、上記実施形態では、説明の便宜上、制御部の処理動作を処理フローに沿って順番に処理を行うフロー駆動型のフローチャートを用いて説明したが、本発明はこれに限られない。本発明では、制御部の処理動作を、イベント単位で処理を実行するイベント駆動型(イベントドリブン型)の処理により行ってもよい。この場合、完全なイベント駆動型で行ってもよいし、イベント駆動およびフロー駆動を組み合わせて行ってもよい。