JP2018106930A - バッテリセルの製造方法および加圧マガジン - Google Patents
バッテリセルの製造方法および加圧マガジン Download PDFInfo
- Publication number
- JP2018106930A JP2018106930A JP2016252370A JP2016252370A JP2018106930A JP 2018106930 A JP2018106930 A JP 2018106930A JP 2016252370 A JP2016252370 A JP 2016252370A JP 2016252370 A JP2016252370 A JP 2016252370A JP 2018106930 A JP2018106930 A JP 2018106930A
- Authority
- JP
- Japan
- Prior art keywords
- battery cell
- pressure
- thickness direction
- spacer
- magazine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Secondary Cells (AREA)
- Battery Mounting, Suspending (AREA)
Abstract
Description
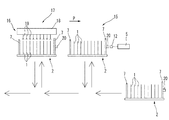
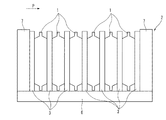
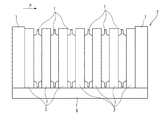
2・・・加圧マガジン
3・・・スペーサ
4・・・ハウジング
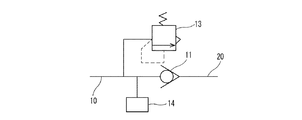
5・・・エア機器
7・・・固定プレート
11・・・逆止弁
13・・・リリーフバルブ
14・・・エア圧センサ
16・・・チャック機構
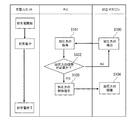
51・・・電磁弁
52・・・プログラマブルロジックコントローラ(PLC)
Claims (5)
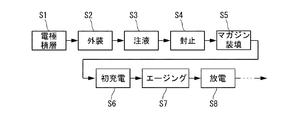
- 厚さ方向に薄肉な偏平形状をなすバッテリセルを前記厚さ方向に加圧しつつ初充電を行う、バッテリセルの製造方法であって、
前記バッテリセルの初充電は、内部に封入される作動流体の流体圧力に応じて前記厚さ方向に膨張する複数のスペーサを有した加圧マガジンを用いて、隣接する2つのスペーサの間に各々のバッテリセルを配置して行われ、
前記初充電中に、前記バッテリセルの膨張に対して前記スペーサ内の流体圧力を一定に保つように、前記スペーサ内の作動流体の一部を外部に逃がすことを特徴とするバッテリセルの製造方法。 - 前記作動流体の一部をリリーフバルブを介して逃がすことを特徴とする請求項1に記載のバッテリセルの製造方法。
- 前記作動流体の一部を電磁弁を介して逃がすことを特徴とする請求項1に記載のバッテリセルの製造方法。
- 前記初充電後に前記バッテリセルを前記厚さ方向に加圧しつつ放電を行い、この放電中に、前記バッテリセルの収縮に対して前記スペーサ内の流体圧力を一定に保つように、前記スペーサ内に作動流体を供給することを特徴とする請求項1〜3のいずれかに記載のバッテリセルの製造方法。
- フィルム状外装体の内部に発電要素が電解液とともに封入され、厚さ方向に薄肉な偏平形状をなす複数のバッテリセルを初充電中に前記厚さ方向に加圧するバッテリセルの加圧マガジンにおいて、
内部に封入される作動流体の流体圧力に応じて前記厚さ方向に膨張し、個々のバッテリセルを挟む複数のスペーサと、
設定圧で機械的に開弁するリリーフバルブと、
を備え、
前記リリーフバルブは、前記初充電中に、前記バッテリセルの膨張に応じて前記スペーサ内の作動流体の一部を外部に逃がすことを特徴とする加圧マガジン。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016252370A JP2018106930A (ja) | 2016-12-27 | 2016-12-27 | バッテリセルの製造方法および加圧マガジン |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016252370A JP2018106930A (ja) | 2016-12-27 | 2016-12-27 | バッテリセルの製造方法および加圧マガジン |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2018106930A true JP2018106930A (ja) | 2018-07-05 |
Family
ID=62788066
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016252370A Pending JP2018106930A (ja) | 2016-12-27 | 2016-12-27 | バッテリセルの製造方法および加圧マガジン |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2018106930A (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021215427A1 (ja) * | 2020-04-21 | 2021-10-28 | 株式会社スリーダム | バッテリ及びその制御方法 |
| CN114054610A (zh) * | 2021-10-29 | 2022-02-18 | 广东利元亨智能装备股份有限公司 | 一种极耳压合装置、极片卷绕设备及极耳压合方法 |
| WO2022044292A1 (ja) | 2020-08-28 | 2022-03-03 | 平田機工株式会社 | 試験方法及び製造方法 |
| KR20220063611A (ko) * | 2020-11-10 | 2022-05-17 | 주식회사 엘지에너지솔루션 | 배터리 모듈의 하우징 용접부에 대한 피로파손 검증 장치 |
| WO2023140708A1 (ko) * | 2022-01-21 | 2023-07-27 | 주식회사 엘지에너지솔루션 | 전지 모듈 및 이의 제조 방법 |
| US11959974B2 (en) | 2019-09-18 | 2024-04-16 | Lg Energy Solution, Ltd. | Pressurizing short-circuit inspection apparatus for detecting low-voltage defective pouch-type secondary battery cell |
| EP4614695A1 (en) * | 2024-03-04 | 2025-09-10 | Samsung SDI Co., Ltd. | Battery system with compensator |
| JP2025158071A (ja) * | 2024-04-03 | 2025-10-16 | 浙江杭可科技股▲分▼有限公司 | 電池トレイ定圧力設備 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6012298A (ja) * | 1983-07-04 | 1985-01-22 | Kobe Steel Ltd | 冷間静水圧加圧装置における増減圧装置 |
| JP2003346885A (ja) * | 2002-05-27 | 2003-12-05 | Nec Tohoku Ltd | 二次電池充放電用加圧装置 |
| JP2009295289A (ja) * | 2008-06-02 | 2009-12-17 | Panasonic Corp | リチウムイオン二次電池およびその製造方法 |
| WO2015141631A1 (ja) * | 2014-03-17 | 2015-09-24 | 日産自動車株式会社 | バッテリセルの加圧装置 |
-
2016
- 2016-12-27 JP JP2016252370A patent/JP2018106930A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6012298A (ja) * | 1983-07-04 | 1985-01-22 | Kobe Steel Ltd | 冷間静水圧加圧装置における増減圧装置 |
| JP2003346885A (ja) * | 2002-05-27 | 2003-12-05 | Nec Tohoku Ltd | 二次電池充放電用加圧装置 |
| JP2009295289A (ja) * | 2008-06-02 | 2009-12-17 | Panasonic Corp | リチウムイオン二次電池およびその製造方法 |
| WO2015141631A1 (ja) * | 2014-03-17 | 2015-09-24 | 日産自動車株式会社 | バッテリセルの加圧装置 |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11959974B2 (en) | 2019-09-18 | 2024-04-16 | Lg Energy Solution, Ltd. | Pressurizing short-circuit inspection apparatus for detecting low-voltage defective pouch-type secondary battery cell |
| WO2021215427A1 (ja) * | 2020-04-21 | 2021-10-28 | 株式会社スリーダム | バッテリ及びその制御方法 |
| CN115917833A (zh) * | 2020-08-28 | 2023-04-04 | 平田机工株式会社 | 试验方法和制造方法 |
| WO2022044292A1 (ja) | 2020-08-28 | 2022-03-03 | 平田機工株式会社 | 試験方法及び製造方法 |
| KR20220063611A (ko) * | 2020-11-10 | 2022-05-17 | 주식회사 엘지에너지솔루션 | 배터리 모듈의 하우징 용접부에 대한 피로파손 검증 장치 |
| JP2023534471A (ja) * | 2020-11-10 | 2023-08-09 | エルジー エナジー ソリューション リミテッド | バッテリーモジュールのハウジング溶接部に対する疲労破損検証装置 |
| EP4151982A4 (en) * | 2020-11-10 | 2023-12-20 | LG Energy Solution, Ltd. | Apparatus for inspecting fatigue fracture of housing welding part of battery module |
| JP7525721B2 (ja) | 2020-11-10 | 2024-07-30 | エルジー エナジー ソリューション リミテッド | バッテリーモジュールのハウジング溶接部に対する疲労破損検証装置 |
| KR102815957B1 (ko) * | 2020-11-10 | 2025-05-30 | 주식회사 엘지에너지솔루션 | 배터리 모듈의 하우징 용접부에 대한 피로파손 검증 장치 |
| CN114054610B (zh) * | 2021-10-29 | 2023-08-22 | 广东利元亨智能装备股份有限公司 | 一种极耳压合装置、极片卷绕设备及极耳压合方法 |
| CN114054610A (zh) * | 2021-10-29 | 2022-02-18 | 广东利元亨智能装备股份有限公司 | 一种极耳压合装置、极片卷绕设备及极耳压合方法 |
| WO2023140708A1 (ko) * | 2022-01-21 | 2023-07-27 | 주식회사 엘지에너지솔루션 | 전지 모듈 및 이의 제조 방법 |
| EP4614695A1 (en) * | 2024-03-04 | 2025-09-10 | Samsung SDI Co., Ltd. | Battery system with compensator |
| JP2025158071A (ja) * | 2024-04-03 | 2025-10-16 | 浙江杭可科技股▲分▼有限公司 | 電池トレイ定圧力設備 |
| JP7842843B2 (ja) | 2024-04-03 | 2026-04-08 | 浙江杭可科技股▲分▼有限公司 | 電池トレイ定圧力設備 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2018106930A (ja) | バッテリセルの製造方法および加圧マガジン | |
| JP6578590B2 (ja) | フィルム外装電池の製造方法 | |
| US11276903B2 (en) | Electricity storage device and method for manufacturing electricity storage device | |
| KR101713042B1 (ko) | 전지셀 고온 가압 장치 | |
| US20130312869A1 (en) | Method and device for filling an electrochemical cell | |
| US10847779B2 (en) | Film-covered battery production method and film-covered battery | |
| KR101471765B1 (ko) | 파우치형 이차 전지의 실링방법, 파우치형 이차 전지 및 그의 제조방법 | |
| US20200403263A1 (en) | Method for manufacturing secondary battery | |
| KR20190042800A (ko) | 균열 방지 구조를 포함하는 파우치형 전지케이스 및 이의 제조방법 | |
| WO2015141631A1 (ja) | バッテリセルの加圧装置 | |
| KR20150050223A (ko) | 가압 트레이 및 이에 적용되는 가압 지그 | |
| WO2018123520A1 (ja) | 蓄電装置 | |
| KR102265219B1 (ko) | 분리막 잉여부를 접합시키는 전지셀 제조방법 | |
| US20230369630A1 (en) | Unit Cell Preparation Apparatus and Method | |
| KR20210119872A (ko) | 단위 셀 제조 장치 및 방법 | |
| KR20230008617A (ko) | 파우치형 이차전지의 디게싱 방법 | |
| JP7452923B2 (ja) | 電極組立体及びその製造方法 | |
| JP7615520B2 (ja) | 加圧チャネルおよびそれを含む二次電池充放電装置 | |
| JP2020009618A (ja) | 蓄電モジュールの製造方法及び供給装置 | |
| JP7123687B2 (ja) | バイポーラ電池及びバイポーラ電池の製造方法 | |
| KR20140049737A (ko) | 이차전지용 외장재 | |
| JP7344123B2 (ja) | 蓄電モジュールの製造方法及び蓄電モジュール | |
| JP6683089B2 (ja) | 蓄電装置 | |
| KR102663799B1 (ko) | 이차 전지 및 이의 제조 방법 | |
| JP6542754B2 (ja) | 二次電池の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20190528 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190917 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200630 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201026 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20210525 |