JP2018024956A - 層状編地複合材及びその製造方法並びにその層状編地複合材を用いた身体装着具 - Google Patents
層状編地複合材及びその製造方法並びにその層状編地複合材を用いた身体装着具 Download PDFInfo
- Publication number
- JP2018024956A JP2018024956A JP2016157590A JP2016157590A JP2018024956A JP 2018024956 A JP2018024956 A JP 2018024956A JP 2016157590 A JP2016157590 A JP 2016157590A JP 2016157590 A JP2016157590 A JP 2016157590A JP 2018024956 A JP2018024956 A JP 2018024956A
- Authority
- JP
- Japan
- Prior art keywords
- knitted fabric
- warp knitted
- warp
- layered
- composite material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Landscapes
- Laminated Bodies (AREA)
- Knitting Of Fabric (AREA)
- Manufacturing Of Multi-Layer Textile Fabrics (AREA)
Abstract
【課題】柔軟で肌触りが良く伸縮性に優れると共に、剥離強度が高く、ほつれ等が発生し難く、裁断された縁部の縫製仕上げ等が不要な層状編地複合材及びその製造方法並びにその層状編地複合材を用いた身体装着具を提供する。
【解決手段】トリコット編機によって編成されたハーフ編の編組織を含む第1の経編地2と、ラッシェル編機によって編成されたサテン編の編組織を含み第1の経編地2に積層された第2の経編地3と、を有し、第1の経編地2と第2の経編地3とがホットメルト接着剤4によって接合されている。このような構成により、柔軟で肌触りが良く伸縮性に優れ、且つ剥離強度が高く、洗濯等を繰り返しても裁断された縁部がほつれ難い層状編地複合材1となる。
【選択図】図1
【解決手段】トリコット編機によって編成されたハーフ編の編組織を含む第1の経編地2と、ラッシェル編機によって編成されたサテン編の編組織を含み第1の経編地2に積層された第2の経編地3と、を有し、第1の経編地2と第2の経編地3とがホットメルト接着剤4によって接合されている。このような構成により、柔軟で肌触りが良く伸縮性に優れ、且つ剥離強度が高く、洗濯等を繰り返しても裁断された縁部がほつれ難い層状編地複合材1となる。
【選択図】図1
Description
本発明は、経編地を積層して形成される層状編地複合材等に関し、詳しくは、剥離強度が高く、裁断された縁部がほつれ難い層状編地複合材及びその製造方法並びにその層状編地複合材を用いた身体装着具に関する。
従来、織布、不織布、編布等の繊維生地や樹脂フィルム等を積層して形成される各種の層状複合生地が知られている。
例えば、特許文献1には、熱可塑性繊維としてヘキサメチレンテレフタレート系共重合ポリエステル繊維を含む紡績糸から製織される織布(布帛I)と、ポリエチレンテレフタレート繊維の紡績糸から製織される織布(布帛II)と、を有し、布帛Iと布帛IIとが、ポリエステル系樹脂組成物のホットメルト接着剤で接着されて成る積層布帛が開示されている。同文献に記載された積層布帛は、布帛Iを構成する熱可塑性樹脂の軟化または溶融温度以上の温度でプレス成型等されることにより、所望形状の成形体に加工されるものである。
例えば、特許文献1には、熱可塑性繊維としてヘキサメチレンテレフタレート系共重合ポリエステル繊維を含む紡績糸から製織される織布(布帛I)と、ポリエチレンテレフタレート繊維の紡績糸から製織される織布(布帛II)と、を有し、布帛Iと布帛IIとが、ポリエステル系樹脂組成物のホットメルト接着剤で接着されて成る積層布帛が開示されている。同文献に記載された積層布帛は、布帛Iを構成する熱可塑性樹脂の軟化または溶融温度以上の温度でプレス成型等されることにより、所望形状の成形体に加工されるものである。
また、他の従来技術の例として、特許文献2には、表面層として平織組織の織物若しくはスムース組織の丸編地を使用し、中層が単一の層を成している樹脂フィルムであり、裏面層に天竺組織のシングル丸編地を使用し、これらが積層されて成る三層積層体布帛が開示されている。同文献には、上記の三層積層体布帛は、裏面の引っ掛かりが少なく、防風性、透湿防水性に優れ、雨具やスポーツウエア等に好適であると記載されている。
また、例えば、特許文献3には、ポリエステル糸等から編成される2層の丸編布帛と、それらの間に挟まれる多孔質延性ポリテトラフルオロエチレンフィルムと、を有する複合材料が開示されている。前記丸編布帛と、前記多孔質延性ポリテトラフルオロエチレンフィルムとは、ホットメルトポリウレタン接着剤によって貼り合わされており、これにより、伸縮性を有する3層構造の複合材料が形成されている。同文献には、上記の複合材料は優れたドレープ性、防風性、水蒸気透過性を有すると記載されている。
また、従来技術によるホットメルト接着剤を塗布する方法では、例えば、特許文献4に記載されているように、外周面同士が接近するように隣接して配置されるパターンロールと圧ロールとの間に被塗布材を通過させていた。そして、パターンロールの外周面に溶融したホットメルト接着剤が供給される。これにより、パターンロールと圧ロールとによって狭圧されてパターンロールの外周面に押し当てられながら通過する被塗布材の主面にパターンロールの外周面からホットメルト接着剤が転写される。
しかしながら、上記した従来技術では、生地の柔軟性や伸縮性を維持しつつ各層間の接合強度を高めることが難しかった。即ち、従来技術では、薄くて柔軟性及び伸縮性に優れる層状複合生地を形成した場合、層状を成す繊維生地等が各層の間で剥離し易いという問題点があった。特に、生地を裁断した際の縁部近傍においては、各層を構成する繊維生地等が剥離して、生地がほつれ易かった。
そのため、裁断された縁部における生地の剥離やほつれ等を防止するために、従来技術の層状複合生地を用いた衣服や身体装着具等の繊維製品では、例えば、裁断された縁部を巻き返して縫製したり、縁部を包み込むようにしてバイアステープ等の略帯状の布部材等を縫い付けたりする、縁仕上げ加工が行われていた。
このように、ほつれ防止等のために縁仕上げ加工が必要であることにより、繊維製品を生産する際の縫製工程が煩雑になり、生産コストを削減する妨げとなる。また、繊維製品の縁部に巻き返し部やバイアステープ等が縫製されることにより、繊維製品の肌触り等が悪くなり、また、意匠性も制限される。特に、身体に密着する身体装着具では、縁部の巻き返し等が身体に擦れることにより快適性が損なわれていた。
また、特許文献1に記載された従来技術のように、布帛に含まれる熱可塑性樹脂の軟化または溶融温度以上の温度で積層布帛をプレス成型して所望形状の成形体を加工する方法では、型崩れし難い成形体を得ることができるが、生地の柔軟性や伸縮性が損なわれてしまうという問題点もある。
また同様に、特許文献2または特許文献3に開示された従来技術のように、樹脂フィルムを有する積層構造体においても、樹脂フィルムによって複合生地の厚みや質量が増し、生地の柔軟性や伸縮性が損なわれてしまう。
また、特許文献4に記載された従来技術のように、パターンロールと圧ロールの間に被塗布材を通過させて、狭圧しながらホットメルト接着剤を転写する方法では、生地の内部にホットメルト接着剤が浸透し易く、ホットメルト接着剤の塗布量が過多になり易かった。特に、薄い生地では、ホットメルト接着剤が生地の反対側の面まで抜けてしまうこともあった。このようにホットメルト接着剤の塗布量が過多になると、生地が硬くなって柔軟性や肌触りが損なわれてしまう。
本発明は、上記の事情に鑑みてなされたものであり、その目的とするところは、柔軟で肌触りが良く伸縮性に優れると共に、剥離強度が高く、ほつれ等が発生し難く、裁断された縁部の縫製仕上げ等が不要な層状編地複合材及びその製造方法並びにその層状編地複合材を用いた身体装着具を提供することにある。
本発明の層状編地複合材は、トリコット編機によって編成されたハーフ編の編組織を含む第1の経編地と、ラッシェル編機によって編成されたサテン編の編組織を含み前記第1の経編地に積層された第2の経編地と、を有し、前記第1の経編地と前記第2の経編地とがホットメルト接着剤によって接合されていることを特徴とする。
また、本発明の層状編地複合材を用いた身体装着具は、裁断されたままの状態で縁仕上げされていない縁部を有することを特徴とする。
また、本発明の層状編地複合材の製造方法は、トリコット編機によってハーフ編の編組織を含む第1の経編地を編成する工程と、ラッシェル編機によってサテン編の編組織を含む第2の経編地を編成する工程と、前記第2の経編地の一主面にホットメルト接着剤を塗布する工程と、前記ホットメルト接着剤が塗布された前記第2の経編地の前記一主面に前記第1の経編地を積層する工程と、積層された前記第1の経編地及び前記第2の経編地を加圧して接合する工程と、を具備することを特徴とする。
本発明の層状編地複合材によれば、トリコット編機によって編成されたハーフ編の編組織を含む第1の経編地と、ラッシェル編機によって編成されたサテン編の編組織を含み前記第1の経編地に積層された第2の経編地とが、ホットメルト接着剤によって接合されている。このような構成により、柔軟で肌触りが良く伸縮性に優れ、且つ剥離強度が高く、洗濯等を繰り返しても裁断された縁部がほつれ難い層状編地複合材となる。
特に、上記の構成を採用することにより、本発明の層状編地複合材では、裁断された縁部のほつれ難さが、従来技術による層状複合生地と比べて格段に向上している。そのため、本発明では、従来技術の層状複合生地のように裁断後に巻き返し縫製やバイアステープ等による縁仕上げ加工を行う必要がなく、裁断された縁部をそのまま身体装着具等の繊維製品の縁部として利用することができる。これにより、縫製工程を削減して、身体装着具等の生産性を高めることができる。また、裁断された縁部にバイアステープ等が縫着されないので、縁部近傍の意匠性が高められると共に、着用した際の肌触りを良くすることができる。
また、本発明の層状編地複合材によれば、前記第1の経編地の凹凸が大きい方の面である裏面に、前記第2の経編地の凹凸が小さい方の面である表面が接合されても良い。このような組み合わせにより、第1の経編地と第2の経編地との接合強度を高めることができる。また、柔軟性と伸縮性に優れ、且つトリコット編機によるハーフ編特有の滑らかな表面と、ラッシェル編機によるサテン編特有の肌触りの良さがある裏面と、を有する層状編地複合材が得られる。
また、本発明の層状編地複合材によれば、前記第1の経編地と前記第2の経編地とは、それぞれのコース方向が互いに平行になるよう積層されても良い。これにより、第1の経編地と第2の経編地との接合強度が高められる。また、それぞれロール状に巻かれている第1の経編地と第2の経編地を、連続的に送り出しながら貼り合わせて効率的に接着することができる。
また、本発明の層状編地複合材によれば、前記トリコット編機は、22ゲージ以上28ゲージ以下であり、前記ラッシェル編機は、18ゲージ以上24ゲージ以下であり、且つ前記トリコット編機と前記ラッシェル編機は、異なるゲージ値であっても良い。これにより、柔らかくて伸縮性に優れ、且つ剥離し難い層状編地複合材となる。
また、本発明の層状編地複合材の製造方法によれば、トリコット編機によってハーフ編の編組織を含む第1の経編地を編成する工程と、ラッシェル編機によってサテン編の編組織を含む第2の経編地を編成する工程と、前記第2の経編地の一主面にホットメルト接着剤を塗布する工程と、前記ホットメルト接着剤が塗布された前記第2の経編地の一主面に前記第1の経編地を積層する工程と、積層された前記第1の経編地及び前記第2の経編地を加圧して接合する工程と、を具備する。これにより、肌触りが良く柔軟性及び伸縮性に優れ、且つ剥離強度が高くて、ほつれ難い層状編地複合材を効率良く製造することができる。
また、本発明の層状編地複合材の製造方法によれば、前記ホットメルト接着剤を塗布する工程では、外周面に溶融した前記ホットメルト接着剤が供給される塗布ロールと前記塗布ロールに平行して配置されるガイドロールとの間に前記第2の経編地を通過させ、前記第2の経編地の前記一主面を前記塗布ロールの外周面に接触させると共に、前記一主面が前記塗布ロールに接触している領域とは異なる領域において前記第2の経編地の前記一主面の反対側となる他主面を前記ガイドロールの外周面に接触させる。これにより、ホットメルト接着剤が第2の経編地の内部や反対側の他主面まで浸透し難くなり、第2の経編地の一主面近傍に好適に塗布される。よって、層状編地複合材の柔軟性が損なわれてしまうことを回避できる。
以下、本発明の実施形態に係る層状編地複合材を図面に基づき詳細に説明する。
図1(A)は、本発明の実施形態に係る層状編地複合材1の概略構成を示す断面図であり、図1(B)は、図1(A)を拡大した断面図である。
図1(A)は、本発明の実施形態に係る層状編地複合材1の概略構成を示す断面図であり、図1(B)は、図1(A)を拡大した断面図である。
層状編地複合材1は、各種繊維製品の素材として用いられる生地であり、図1(A)及び(B)に示すように、第1の経編地2と第2の経編地3とが貼り合わされて層状に構成されている。
第1の経編地2は、トリコット編機によって編成される経編地であり、ハーフ編の編組織を含む。第1の経編地2の素材としては、例えば、ナイロンやポリエステル等の合成繊維からなる糸が用いられる。また、第1の経編地2は、例えば、ポリウレタン繊維等を含む高弾性の糸を用いて編成され、優れた伸縮性を有する。
第2の経編地3は、ラッシェル編機によって編成される経編地であり、サテン編の編組織を含む。第2の経編地3は、第1の経編地2と同様に、例えば、ナイロンやポリエステル等の合成繊維からなる糸から編成される。また、第2の経編地3は、ポリウレタン繊維等を含む高弾性の糸を用いて編成される伸縮性経編地であり、例えば、特定の一方向にのみ優れた伸縮性が発揮される異方性の伸縮性経編地であっても良い。
第1の経編地2と第2の経編地3とは、接着剤4によって接合されている。接着剤4は、例えば、ポリウレタン樹脂等を含む反応性ホットメルト接着剤である。このような構成により、層状編地複合材1は、柔軟で肌触りが良く伸縮性に優れ、且つ剥離強度が高く、洗濯等を繰り返しても裁断された縁部がほつれ難い。
特に、上記した第1の経編地2と第2の経編地3との組み合わせより、層状編地複合材1では、裁断された縁部のほつれ難さが、従来技術による層状複合生地と比べて格段に向上している。そのため、本実施形態に係る層状編地複合材1では、従来技術の層状複合生地のように裁断後に巻き返し縫製やバイアステープ等による縁仕上げ加工を行う必要がなく、裁断された縁部をそのまま各種繊維製品の縁部として利用することができる。
このような特性を有する層状編地複合材1は、各種繊維製品の素材として利用可能である。特に、層状編地複合材1は、優れた伸縮性や適度な締付力、柔軟性、滑らかな肌触り等が要求され且つ縁部の違和感が少ないことが求められる身体装着具等に好適である。層状編地複合材1を素材として用いる身体装着具としては、例えば、ヘルスケア、医療、運動、美容、保温等の各種用途で身体に装着される各種サポータ、ベルト、バンドまたはこれらに類する製品等が挙げられる。
これら身体装着具等の素材として層状編地複合材1を採用することにより、身体装着具等を生産する際の縫製工程を削減して、生産性を高めることができる。また、裁断された縁部にバイアステープ等が縫着されないので、縁部近傍の意匠性が高められると共に、着用した際の肌触りを良くすることができる。
図1(B)に示すように、層状編地複合材1では、第1の経編地2の凹凸が大きい方の面である裏面2bに、第2の経編地3の凹凸が小さい方の面である表面3aが接合されている。即ち、第1の経編地2の凹凸が小さい方の面である表面2aが層状編地複合材1の表面になり、第2の経編地3の凹凸が大きい方の面である裏面3bが層状編地複合材1の裏面になる。このような組み合わせにより、第1の経編地2と第2の経編地3との接合強度を高めることができる。また、柔軟性と伸縮性に優れ、且つトリコット編機によるハーフ編特有の滑らかな表面2aと、ラッシェル編機によるサテン編特有の肌触りの良さがある裏面3bと、を有する層状編地複合材1が得られる。
また、第1の経編地2と第2の経編地3とは、それぞれのコース方向が互いに平行になるよう積層されている。なお、コース方向とは、第1の経編地2と第2の経編地3がそれぞれ編み込まれる方向である。これにより、第1の経編地2と第2の経編地3との接合強度が高められる。また、それぞれロール状に巻かれている第1の経編地2と第2の経編地3を、連続的に送り出しながら貼り合わせて効率的に接着することができる。
また、第1の経編地2を編成するためのトリコット編機は、22ゲージ以上28ゲージ以下が好ましく、第2の経編地3を編成するためのラッシェル編機は、18ゲージ以上24ゲージ以下が好ましい。なお、ゲージとは、1インチ当たりの編み針の本数である。更に、前記トリコット編機と前記ラッシェル編機は、異なるゲージ値であることが望ましい。これにより、層状編地複合材1は、柔らかくて伸縮性に優れ、且つ剥離し難い複合材となる。
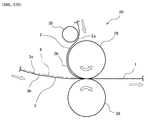
図2は、層状編地複合材1の製造に用いられる製造装置20を示す図である。詳しくは、製造装置20は、第1の経編地2と第2の経編地3を重ね合わせて接合するラミネート加工を行う装置である。
図2に示すように、製造装置20には、それぞれロール状に巻かれた第1の経編地2の原反ロール22及び第2の経編地3の原反ロール23がセットされる。原反ロール22及び原反ロール23からは、第1の経編地2及び第2の経編地3がそれぞれ連続的に引き出されるようになっている。
製造装置20は、テンションロール30、31と、塗布ロール25Aと、供給ロール25Bと、ガイドロール33、34と、第1の加圧ロール26と、第2の加圧ロール27と、コンベア28と、第3の加圧ロール29と、巻取機37と、を有する。
テンションロール30、31は、それぞれ所定の位置関係で配列される複数のロールから構成され、第1の経編地2及び第2の経編地3を伸ばして平らにするものである。塗布ロール25Aは、第2の経編地3に接着剤4を塗布するためのロールである。塗布ロール25Aに隣接して配置される供給ロール25Bは、塗布ロール25Aの外周面に所定量の接着剤4を供給するためのロールである。なお、供給ロール25Bを備えず、接着剤4を直接的に塗布ロール25Aに供給する構成でも良い。また、供給ロール25Bに代えて、塗布ロール25Aの外周面に付着する接着剤4の厚みを均一化するためのブレード等を設けても良い。
ガイドロール33、34は、第2の経編地3が塗布ロール25Aの外周面に沿って通過するよう第2の経編地3を導くものである。
第1の加圧ロール26は、一対設けられ、第1の経編地2と第2の経編地3を重ね合わせて押圧し、第1の経編地2及び第2の経編地3を仮接合するものである。第2の加圧ロール27及び第3の加圧ロール29は、それぞれ一対設けられ、第1の経編地2と第2の経編地3を更に圧縮して本接合するためのロールである。
第1の加圧ロール26は、一対設けられ、第1の経編地2と第2の経編地3を重ね合わせて押圧し、第1の経編地2及び第2の経編地3を仮接合するものである。第2の加圧ロール27及び第3の加圧ロール29は、それぞれ一対設けられ、第1の経編地2と第2の経編地3を更に圧縮して本接合するためのロールである。
コンベア28は、積層されて第2の加圧ロール27で接合され一体化した第1の経編地2及び第2の経編地3を冷却して乾燥させながら搬送する装置である。巻取機37は、第1の経編地2と第2の経編地3が接合されて形成される層状編地複合材1をロール状に巻き取って、製品ロール21とするための装置である。
次に、図2ないし図5を参照して、層状編地複合材1の製造方法について詳細に説明する。
図3は、層状編地複合材1の製造工程を示すフロー図である。図2及び図3に示すように、先ず、準備工程S10では、トリコット編機によって第1の経編地2が編成される。編成された第1の経編地2はロール状に巻かれて原反ロール22が形成される。そして、原反ロール22は、前述の通り、製造装置20にセットされる。
図3は、層状編地複合材1の製造工程を示すフロー図である。図2及び図3に示すように、先ず、準備工程S10では、トリコット編機によって第1の経編地2が編成される。編成された第1の経編地2はロール状に巻かれて原反ロール22が形成される。そして、原反ロール22は、前述の通り、製造装置20にセットされる。
準備工程S20では、ラッシェル編機によって第2の経編地3が編成される。編成された第2の経編地3はロール状に巻かれて原反ロール23が形成される。そして、原反ロール22は、前述の通り、製造装置20にセットされる。
そして、製造装置20を用いたラミネート加工が行われる。なお、以下説明するラミネート加工における生地送りスピードは、毎分5mから10mが望ましい。生地送りスピードが毎分10mを超えると、後述する接着剤塗布工程S50において接着剤4を均一的に塗布することが難しくなり、接着剤4の塗り斑が生ずる恐れがある。他方、生地送りスピードが毎分5mより遅いと、生産性が低下してしまうので好ましくない。
引き伸ばし工程30では、原反ロール22から引き出された第1の経編地2が、複数配列されるテンションロール30の各ロール間を、例えば、略蛇行状に通過し、平らに伸ばされる。同様に、引き伸ばし工程40では、原反ロール23から引き出された第2の経編地3がテンションロール31の各ロール間を通過して平らに伸ばされる。
次に、接着剤塗布工程S50では、第2の経編地3に接着剤4が塗布される。図4は、層状編地複合材1の製造方法における接着剤塗布工程S50を示す図である。図4に示すように、互いの外周面を近接させて略平行に配置される塗布ロール25Aと供給ロール25Bとの間に溶融した接着剤4が供給される。
接着剤4は、前述の通り、主にポリウレタン樹脂からなる反応性ホットメルト接着剤である。詳しくは、接着剤4は、ジフェニルメタンジイソシアネートを含む湿気硬化反応性の接着剤であり、100℃から130℃の温度で加熱溶融されて塗布ロール25Aと供給ロール25Bとの間に供給される。接着剤4の加熱温度が100℃未満では、接着剤4の溶融が不十分となって塗布不良が生ずる恐れがある。他方、加熱温度が130℃を超えると、増粘等の劣化が生じ易くなるので好ましくない。
そして、塗布ロール25Aと供給ロール25Bが、対向する外周面側が下方に向かうように連動して回転することにより、塗布ロール25Aの外周面に溶融した接着剤4が所定の厚みで略膜状に付着する。なお、前述の通り、供給ロール25Bの代わりにブレード等を用いて塗布ロール25Aの外周面に所定の厚みで接着剤4を付着させても良い。また、溶融した接着剤4を容器等に入れて、その容器内の接着剤4に一部分を浸漬させるようにして塗布ロール25Aを回転させることにより、塗布ロール25Aの外周面に溶融した接着剤4を付着させても良い。
塗布ロール25Aの回転に合わせて、第2の経編地3を塗布ロール25Aの外周面に沿って通過させることにより、接着剤4が付着している塗布ロールの25Aの外周面に第2の経編地3が接触し、塗布ロール25Aの外表面から第2の経編地3の表面3aに接着剤4が転写される。
ここで、塗布ロール25Aの近傍には、塗布ロール25Aに略平行してガイドロール33及びガイドロール34が配置されている。第2の経編地3は、塗布ロール25Aとガイドロール33との間を通過した後、塗布ロール25Aとガイドロール34との間を通過するよう、それぞれの間に挿通される。これにより、ガイドロール33、34に案内されて、第2の経編地3が塗布ロール25Aの外周面に対して適切に接触する。
なお、ガイドロール33、34は、塗布ロール25Aに対して所定の距離を設けて離間するよう配置されており、塗布ロール25Aの外周面とガイドロール33、34の外周面との隙間は、それぞれ第2の経編地3の生地厚よりも大きい。
上記のように塗布ロール25A及びガイドロール33、34が離間して配置されることにより、第2の経編地3は、その表面3aが塗布ロール25Aの外周面に接触している領域Aとは異なる領域B及び領域Cにおいて、その裏面3bがガイドロール33、34の外周面にそれぞれ接触して案内される。
即ち、従来技術とは異なり、塗布ロール25Aとガイドロール33、34によって被塗布材である第2の経編地3が狭圧されることがない。これにより、接着剤4は、第2の経編地3の内部や裏面3bまで浸透することなく、第2の経編地3の表面3a近傍に好適に塗布される。よって、接着剤4が過剰に塗布されることがなくなり、塗布量過多によって層状編地複合材1の柔軟性が損なわれてしまうことを回避できる。
なお、接着剤4の塗布量は、好ましくは、第2の経編地3の面積1平方メートル当たり15gから25gであり、更に好ましくは、18gから22gである。
なお、接着剤4の塗布量は、好ましくは、第2の経編地3の面積1平方メートル当たり15gから25gであり、更に好ましくは、18gから22gである。
図3に示すように、次の工程として、積層工程S60及び第1の加圧工程S70が行われる。図5は、層状編地複合材1の製造方法における積層工程S60及び第1の加圧工程S70を示す図である。図5に示すように、積層工程S60では、接着剤4が塗布された第2の経編地3の表面3aに第1の経編地2の裏面2bを対向させて、第1の経編地2と第2の経編地3が重ね合わされる。
次いで、第1の加圧工程S70では、積層された第1の経編地2及び第2の経編地3は、一対の第1の加圧ロール26の間に挿通されて圧縮される。これにより、第1の経編地2と第2の経編地3とが接着剤4によって接合されて、仮接合状態の層状編地複合材1が形成される。なお、一対の第1の加圧ロール26の外周面間の隙間は、積層された第1の経編地2及び第2の経編地3の生地厚に対して30%から50%が好ましい。上記の隙間が、生地厚に対して30%よりも小さいと、層状編地複合材1が潰れ過ぎて、柔軟性や風合いが損なわれてしまう恐れがある。他方、上記の隙間が、生地厚に対して50%よりも大きいと、第1の経編地2及び第2の経編地3の接合不良が生ずる恐れがあり、剥離強度が低下してしまう。
次いで、図2及び図3に示すように、第2の加圧工程S80が実行される。第2の加圧工程S80では、仮接合状態の層状編地複合材1が一対の第2の加圧ロール27の間に挿通されて圧縮される。これにより、第1の経編地2と第2の経編地3との接着状態が良好になる。なお、一対の第2の加圧ロール27の外周面間の隙間は、第1の加圧ロール26の外周面間の隙間よりも小さい方が望ましく、層状編地複合材1の生地厚に対して10%から30%が良い。上記の隙間が、生地厚に対して10%よりも小さいと、層状編地複合材1が潰れ過ぎてしまう。他方、上記の隙間が、生地厚に対して30%よりも大きいと、第1の経編地2と第2の経編地3の剥離強度が低下してしまう。
次に、冷却乾燥工程S90では、層状編地複合材1をコンベア28で搬送しながら、例えば、20℃程度の環境で冷却して乾燥させる。その後、一対の第3の加圧ロール29によって第3の加圧工程S100が行われる。これにより、第1の経編地2と第2の経編地3との接着状態が更に良好になる。なお、一対の第3の加圧ロール29の外周面間の隙間は、層状編地複合材1の生地厚に対して10%から30%が好ましい。上記の隙間が、生地厚に対して10%よりも小さいと、層状編地複合材1が潰れ過ぎてしまう。他方、上記の隙間が、生地厚に対して30%よりも大きいと、第1の経編地2と第2の経編地3の剥離強度が低下してしまう。
第3の加圧工程S100で再圧縮された層状編地複合材1は、巻き取り工程S110において、巻取機37によってロール状に巻き取られて製品ロール21が形成される。その後、養生工程S120では、層状編地複合材1は、製品ロール21として堅く巻き上げられた状態で、約1週間放置される。これにより、層状編地複合材1の型崩れや損傷等が抑制された状態で湿気によって接着剤4の架橋反応が進み、層状編地複合材1の柔軟性を損なわずに接着剤4が好適に硬化する。
以上説明の製造方法により、肌触りが良く柔軟性及び伸縮性に優れ、且つ剥離強度が高くて、ほつれ難い層状編地複合材1を効率良く製造することができる。
以上説明の製造方法により、肌触りが良く柔軟性及び伸縮性に優れ、且つ剥離強度が高くて、ほつれ難い層状編地複合材1を効率良く製造することができる。
[実施例1]
以下、実施例を挙げて本発明を更に詳細に説明する。なお、本発明は以下に挙げる実施例によって何ら限定されるものではない。
先ず、層状編地複合材1の引張強さ及び伸び率についての評価試験及びその結果について説明する。
以下、実施例を挙げて本発明を更に詳細に説明する。なお、本発明は以下に挙げる実施例によって何ら限定されるものではない。
先ず、層状編地複合材1の引張強さ及び伸び率についての評価試験及びその結果について説明する。
28ゲージのトリコット編機を用いて、ハーフ編の編組織を有する第1の経編地2を編成した。素材として使用した糸は、主にナイロン繊維から形成される太さが56dtex(デシテックス)の糸及び主にポリウレタン繊維から形成される太さが44dtexの糸である。素材の比率は、ナイロンが85%、ポリウレタンが15%である。
また、24ゲージのラッシェル編機を用いて、サテン編の編組織を有する第2の経編地3を編成した。素材として使用した糸は、主にナイロン繊維から形成される太さが78dtexの糸及び主にポリウレタン繊維から形成される太さが311dtexの糸である。素材の比率は、ナイロンが85%、ポリウレタンが15%である。
そして、図2ないし図5に示す方法によって生地厚約1mmの層状編地複合材1を製造した。具体的には、接着剤塗布工程S50で第2の経編地3に塗布する接着剤4としてジフェニルメタンジイソシアネートを主成分とする湿気硬化反応性のホットメルト接着剤を用い、加熱温度を120℃とし、その塗布量を1平方メートル当たり20gとした。なお、ラミネート加工における生地送りスピードは、毎分8mである。
第1の加圧工程S70を行う一対の第1の加圧ロール26間の隙間は、0.4mmとし、第2の加圧工程S80及び第3の加圧工程S100を行う一対の第2の加圧ロール27間及び一対の第3の加圧ロール29間の隙間は、それぞれ0.2mmとした。即ち、第1の加圧工程S70における生地の圧縮率は生地厚に対して約40%であり、第2の加圧工程S80及び第3の加圧工程S100における生地の圧縮率は約20%である。
養生工程S120として、ラミネート加工された層状編地複合材1を約1週間放置し、その後、完成した層状編地複合材1から幅25mm、つかみ間隔100mmの試験片を切り出した。その試験片について、JIS L1096:2010織物及び編物の生地試験方法(引張強さ及び伸び率試験 A法)に基づき、引張強さ及び伸び率を測定した。なお、引張速度は毎分100mmであり、試験片を変えて縦方向及び横方向についてそれぞれ5回の測定を行い、引張強さ及び伸び率として、5回の測定値の平均値を算出した。
上記試験の結果、層状編地複合材1の引張強さは、縦方向336N、横方向に328Nであり、伸び率は、縦方向に482%、横方向に288%であった。これにより、層状編地複合材1が各種サポータ等の身体装着具用の素材として好適な強度及び伸縮性を有することが確認できた。
次に、上記の通り製造された層状編地複合材1を用いて、剥離強さの評価試験を行った。その評価試験及びその結果について説明する。
上記と同様の方法で製造された層状編地複合材1から幅25mm、つかみ間隔50mmの試験片を切り出した。その試験片について、JIS L1086:2013接着芯地及び接着布試験方法(剥離強さ試験)に基づき、第1の経編地2と第2の経編地3との剥離強さを測定した。なお、引張速度は毎分100mm、試験機の上部クランプ移動量は200mmであり、試験片を変えて縦方向及び横方向についてそれぞれ5回の測定を行い、剥離強さとして、5回の測定値の平均値を算出した。
上記と同様の方法で製造された層状編地複合材1から幅25mm、つかみ間隔50mmの試験片を切り出した。その試験片について、JIS L1086:2013接着芯地及び接着布試験方法(剥離強さ試験)に基づき、第1の経編地2と第2の経編地3との剥離強さを測定した。なお、引張速度は毎分100mm、試験機の上部クランプ移動量は200mmであり、試験片を変えて縦方向及び横方向についてそれぞれ5回の測定を行い、剥離強さとして、5回の測定値の平均値を算出した。
上記試験の結果、層状編地複合材1の剥離強さは、縦方向13.7N、横方向に14.7Nであった。これは、各種サポータ等の身体装着具用の素材として、通常の使用に耐え得る十分な強さである。これにより、層状編地複合材1が身体装着具等の素材として好適であることが確認できた。
次に、上記の通り製造された層状編地複合材1の試験片を切断して、その切断された縁部の状況を評価した。その結果、試験片の切断された縁部には、繰り返し伸縮や繰り返し洗濯した後であって、ほつれやカール等が確認されなかった。これにより、層状編地複合材1では、裁断された縁部の縫製仕上げ等を行うことなく、裁断された縁部をそのまま各種繊維製品の縁部として利用できることが確認できた。
なお、本発明は、上記実施形態に限定されるものではなく、その他、本発明の要旨を逸脱しない範囲で、種々の変更実施が可能である。
1 層状編地複合材
2 第1の経編地
2a 表面
2b 裏面
3 第2の経編地
3a 表面
3b 裏面
4 接着剤
25A 塗布ロール
25B 供給ロール
26 第1の加圧ロール
27 第2の加圧ロール
28 コンベア
29 第3の加圧ロール
30 テンションロール
31 テンションロール
33 ガイドロール
34 ガイドロール
37 巻取機
2 第1の経編地
2a 表面
2b 裏面
3 第2の経編地
3a 表面
3b 裏面
4 接着剤
25A 塗布ロール
25B 供給ロール
26 第1の加圧ロール
27 第2の加圧ロール
28 コンベア
29 第3の加圧ロール
30 テンションロール
31 テンションロール
33 ガイドロール
34 ガイドロール
37 巻取機
Claims (7)
- トリコット編機によって編成されたハーフ編の編組織を含む第1の経編地と、
ラッシェル編機によって編成されたサテン編の編組織を含み前記第1の経編地に積層された第2の経編地と、を有し、
前記第1の経編地と前記第2の経編地とがホットメルト接着剤によって接合されていることを特徴とする層状編地複合材。 - 前記第1の経編地の凹凸が大きい方の面である裏面に、前記第2の経編地の凹凸が小さい方の面である表面が接合されていることを特徴とする請求項1に記載の層状編地複合材。
- 前記第1の経編地と前記第2の経編地とは、それぞれのコース方向が互いに平行になるよう積層されていることを特徴とする請求項1または請求項2に記載の層状編地複合材。
- 前記トリコット編機は、22ゲージ以上28ゲージ以下であり、
前記ラッシェル編機は、18ゲージ以上24ゲージ以下であり、
且つ前記トリコット編機と前記ラッシェル編機は、異なるゲージ値であることを特徴とする請求項1ないし請求項3の何れか1項に記載の層状編地複合材。 - 請求項1ないし請求項4の何れか1項に記載の層状編地複合材を用いた身体装着具であって、
裁断されたままの状態で縁仕上げされていない縁部を有することを特徴とする層状編地複合材を用いた身体装着具。 - トリコット編機によってハーフ編の編組織を含む第1の経編地を編成する工程と、
ラッシェル編機によってサテン編の編組織を含む第2の経編地を編成する工程と、
前記第2の経編地の一主面にホットメルト接着剤を塗布する工程と、
前記ホットメルト接着剤が塗布された前記第2の経編地の前記一主面に前記第1の経編地を積層する工程と、
積層された前記第1の経編地及び前記第2の経編地を加圧して接合する工程と、を具備することを特徴とする層状編地複合材の製造方法。 - 前記ホットメルト接着剤を塗布する工程では、外周面に溶融した前記ホットメルト接着剤が供給される塗布ロールと前記塗布ロールに平行して配置されるガイドロールとの間に前記第2の経編地を通過させ、前記第2の経編地の前記一主面を前記塗布ロールの外周面に接触させると共に、前記一主面が前記塗布ロールに接触している領域とは異なる領域において前記第2の経編地の前記一主面の反対側となる他主面を前記ガイドロールの外周面に接触させることを特徴とする請求項6に記載に層状編地複合材の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016157590A JP2018024956A (ja) | 2016-08-10 | 2016-08-10 | 層状編地複合材及びその製造方法並びにその層状編地複合材を用いた身体装着具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016157590A JP2018024956A (ja) | 2016-08-10 | 2016-08-10 | 層状編地複合材及びその製造方法並びにその層状編地複合材を用いた身体装着具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2018024956A true JP2018024956A (ja) | 2018-02-15 |
Family
ID=61194513
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016157590A Pending JP2018024956A (ja) | 2016-08-10 | 2016-08-10 | 層状編地複合材及びその製造方法並びにその層状編地複合材を用いた身体装着具 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2018024956A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020203412A (ja) * | 2019-06-17 | 2020-12-24 | 昭和電工マテリアルズ株式会社 | 繊維製品を製造する方法 |
| KR102512644B1 (ko) * | 2021-12-17 | 2023-03-23 | 에이엠에스브릿지 주식회사 | 래시가드 |
-
2016
- 2016-08-10 JP JP2016157590A patent/JP2018024956A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020203412A (ja) * | 2019-06-17 | 2020-12-24 | 昭和電工マテリアルズ株式会社 | 繊維製品を製造する方法 |
| KR102512644B1 (ko) * | 2021-12-17 | 2023-03-23 | 에이엠에스브릿지 주식회사 | 래시가드 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4837346B2 (ja) | 目止めテープおよびこれを用いた繊維製品 | |
| JP7088624B2 (ja) | 衣類 | |
| US8679285B2 (en) | Breathable fabric lamination | |
| JP4210663B2 (ja) | フリース複合材料を製造するための方法 | |
| JP5677725B2 (ja) | おむつ用の弾性複合材 | |
| JP5414998B2 (ja) | 接着テープ | |
| US20040040640A1 (en) | Method for making an article and a textile laminate therefor | |
| JP7354214B2 (ja) | 圧縮バンド | |
| JPS60155783A (ja) | 実質的に非弾性、可撓性の複合フラツトシート材料 | |
| KR20040094343A (ko) | 탄성 복합소재, 상기 탄성 복합소재의 제조방법 및 용도 | |
| US6385956B1 (en) | Packing yarn made of graphite foil and metal foil and method of manufacturing a packing yarn | |
| JP6347716B2 (ja) | 衣類 | |
| RU2721012C2 (ru) | Способ производства эластичного слоистого материала и ламинированный эластичный продукт | |
| KR100946200B1 (ko) | 투습방수성 원단의 제조방법, 그로부터 제조된 원단 및상기 원단을 이용한 시임리스형 투습방수성 장갑의제조방법 | |
| JP2016182813A (ja) | 通気性と弾性を備えたサンドイッチ複合ファブリック及びその製造方法 | |
| JP2018024956A (ja) | 層状編地複合材及びその製造方法並びにその層状編地複合材を用いた身体装着具 | |
| CN116568176A (zh) | 聚酯类织物面拉链及其制造方法 | |
| TWI616570B (zh) | 不織布及強化積層體 | |
| JP5491732B2 (ja) | 厚みがありかつ弾性を有するニードリングされたベルト | |
| KR20120087530A (ko) | 탄성 부직포 복합체 | |
| JP2005001272A (ja) | 積層シート、その製造方法及び製造装置 | |
| WO2016006418A1 (ja) | 目止め用バイアステープ及びその製造方法、並びに、該目止め用バイアステープを用いた繊維製品 | |
| JP6829042B2 (ja) | ウエストベルト用メッシュ生地及びその製造方法 | |
| WO2014156557A1 (ja) | 接着加工品 | |
| JPH10248614A (ja) | 面ファスナー用雌材の製造方法 |