JP2018024185A - 陶板壁材素材の押出成形方法及び押出成形装置 - Google Patents
陶板壁材素材の押出成形方法及び押出成形装置 Download PDFInfo
- Publication number
- JP2018024185A JP2018024185A JP2016158114A JP2016158114A JP2018024185A JP 2018024185 A JP2018024185 A JP 2018024185A JP 2016158114 A JP2016158114 A JP 2016158114A JP 2016158114 A JP2016158114 A JP 2016158114A JP 2018024185 A JP2018024185 A JP 2018024185A
- Authority
- JP
- Japan
- Prior art keywords
- extrusion
- clay
- hole
- wall material
- adjustment
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000001125 extrusion Methods 0.000 title claims abstract description 154
- 229910052573 porcelain Inorganic materials 0.000 title claims abstract description 10
- 238000000034 method Methods 0.000 title claims description 6
- 239000002994 raw material Substances 0.000 title abstract description 4
- 239000004927 clay Substances 0.000 claims abstract description 76
- 238000011144 upstream manufacturing Methods 0.000 claims abstract description 32
- 239000002689 soil Substances 0.000 claims abstract description 18
- 238000005192 partition Methods 0.000 claims abstract description 14
- 239000000463 material Substances 0.000 claims description 37
- 239000000919 ceramic Substances 0.000 claims description 25
- 239000002699 waste material Substances 0.000 claims description 11
- 238000006073 displacement reaction Methods 0.000 claims description 2
- 238000000465 moulding Methods 0.000 abstract description 15
- 239000011148 porous material Substances 0.000 abstract 4
- 230000007717 exclusion Effects 0.000 description 10
- 230000000694 effects Effects 0.000 description 6
- 230000012447 hatching Effects 0.000 description 6
- 238000007790 scraping Methods 0.000 description 5
- 125000006850 spacer group Chemical group 0.000 description 4
- 235000012438 extruded product Nutrition 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 238000005452 bending Methods 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000010304 firing Methods 0.000 description 1
- 239000011796 hollow space material Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000009991 scouring Methods 0.000 description 1
- 239000011343 solid material Substances 0.000 description 1
Images















Landscapes
- Press-Shaping Or Shaping Using Conveyers (AREA)
Abstract
Description
土練機から流れる粘土を、口金に設けられた横長の成形用押出孔より押し出して、幅200〜700mm、厚さ10〜30mm、押出長600mm以上の陶板壁材素材を押出成形すると同時に、
土練機から流れる粘土の両端部を、口金における成形用押出孔の両横に仕切壁を介して設けられた捨土用押出孔から捨土として押し出すとともに、捨土用押出孔の出口を上流側へ投影した投影範囲の少なくとも一部に重なるように配置された調整部材により圧力を付与することを特徴とする。
土練機と口金とを備え、
土練機から流れる粘土を押し出して、幅200〜700mm、厚さ10〜30mmの陶板壁材素材を押出成形するための、口金に設けられた横長の成形用押出孔と、
土練機から流れる粘土の両側部を捨土として押し出すための、口金における成形用押出孔の両横に仕切壁を介して設けられた捨土用押出孔と、
土練機から流れる粘土の両側部に圧力を付与するための、捨土用押出孔の出口を上流側へ投影した投影範囲の少なくとも一部に重なるように配置された調整部材とを含むことを特徴とする陶板壁材素材の押出成形装置。
(1)捨土用押出孔の入口よりも上流部分に横方向から進入する調整ボルト又は調整プレート。
(2)捨土用押出孔の入口よりも上流部分に上方向又は下方向から進入する調整ボルト又は調整プレート。
(3)捨土用押出孔の途中部に上方向又は下方向から進入する調整ボルト又は調整プレート。
土練機から流れる粘土の中央部は成形用押出孔に向かって流れ、土練機から流れる粘土の両端部は捨土用押出孔に向かって流れ、両者の境界部の粘土は、仕切壁の直ぐ上流の分流点で成形用押出孔に向かう流れと捨土用押出孔に向かう流れとに分かれる。
調整部材は、捨土用押出孔の出口を上流側へ投影した投影範囲の少なくとも一部に重なるように配置されており、従って捨土用押出孔の出口よりも上流側にある所、すなわち分流点に近い所から、粘土に圧力を付与する。そのため、調整部材は、分流点から分流点から捨土用押出孔に向かう流れに対してだけでなく、成形用押出孔に向かう流れに対しても近距離から制御を加えやすくなり、圧力付与による粘土の制御が効率よくできる。
土練機1から流れる粘土の両端部を、口金6における成形用押出孔7の両横に仕切壁12,15を介して設けられた捨土用押出孔11,14から捨土55,56として押し出すとともに、捨土用押出孔11,14の出口を上流側へ投影した投影範囲の少なくとも一部に重なるように配置された調整部材17,19,25,26,31,33により圧力を付与する。
陶板壁材素材50は、平板状の本体51と、本体51の幅方向左端の厚さ方向下部から幅方向左方へ延びるアンダーラップ52と、本体51の幅方向右端の厚さ方向上部から幅方向右方へに突出するオーバーラップ53とからなり、幅(オーバーラップ53及びアンダーラップ52を含む全幅)は360mm、厚さは20mm、長さは900〜2000mm(押出成形後に所望の長さに切断したもの)である。図5(c)に示すように、隣り合う一方の陶板壁材素材50のアンダーラップ52と他方の陶板壁材素材50のオーバーラップ53とを重ね、取付金具54により建物の壁部に取り付けられるものであり、いわゆる働き幅は300mmである。
左端部材10の成形用押出孔7に面する端部は、前記アンダーラップ52を形成する段付き形状に形成されている。また、左端部材10には、土練機1から流れる粘土の左側部を捨土として押し出すための左側の捨土用押出孔11が、成形用押出孔7に対して仕切壁12を介して設けられている。
右端部材13の成形用押出孔7に面する端部は、前記オーバーラップ53を形成する段付き形状に形成されている。また、右端部材13には、土練機1から流れる粘土の右側部を捨土として押し出すための右側の捨土用押出孔14が、成形用押出孔7に対して仕切壁15を介して設けられている。
捨土用押出孔11,14は、ストレート孔であり、その出口の面積は250〜350mm2であり、孔形状は長円形である。
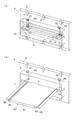
実施例1における調整部材は、口金取付板5の左端面から口金上流側通路まで形成されたねじ孔16に螺着された左側の調整ボルト17と、口金取付板5の右端面から口金上流側通路5aまで形成されたねじ孔18に進退調節可能に螺合した左側の調整ボルト19である。調整ボルト17,19の先端部が、口金上流側通路5aに進入して、さらに前記投影範囲に重なり得るようになっている。そして、調整ボルト17,19を変位(ねじ孔16,18で進退)させて、図2(c)にハッチングで示すように、調整ボルト17,19の先端部と前記投影範囲との重なり量をゼロから投影範囲の全部までのレンジで変えることができる。また、調整ボルト17,19は捨土用押出孔11,14の入口よりも上流側にあり、捨土用押出孔11,14の入口から調整ボルト17,19までの距離は約5mmである。
土練機1から流れる粘土(図1(a)の中央の矢印参照)を、口金6に設けられた横長の成形用押出孔7より押し出して、幅200〜700mm、厚さ10〜30mm、押出長600mm以上の陶板壁材素材50を押出成形すると同時に、
土練機1から流れる粘土の両端部(図1(a)の左側の矢印及び右側の矢印参照)を、口金6における成形用押出孔7の両横に仕切壁12,15を介して設けられた捨土用押出孔11,14から捨土55,56として押し出すとともに、捨土用押出孔11,14の出口を上流側へ投影した投影範囲の少なくとも一部に重なるように配置された調整ボルト17,19により圧力を付与することができる。
調整ボルト17,19は、捨土用押出孔11,14の出口を上流側へ投影した投影範囲の少なくとも一部に重なるように配置されており、従って捨土用押出孔11,14の出口よりも上流側の箇所、すなわち分流点に近い箇所から、粘土に圧力を付与する。そのため、調整ボルト17,19は、分流点から捨土用押出孔11,14に向かう流れに対してだけでなく、分流点から成形用押出孔7に向かう流れに対しても近距離から制御を加えやすくなり、圧力付与による粘土の制御が効率よくできる。
これに対し、調整ボルト17,19が無い場合には、図5(d)に示すように、陶板壁材素材50’は押出長方向の端部で幅が減じるように樽形に変形した。
実施例2における調整部材は、口金取付板5と口金6との間に挟着されたガイド板20に対して上下変位調節可能な左右の調整プレート25,26である。ガイド板20の中央部には、成形用押出孔7と左側及び右側の捨土用押出孔11,14をまとめた大きさよりも一回り大きい通孔21が貫設されている。ガイド板20の上流側の面には左右両端部以外に凹所22が形成されている。凹所22には、左右の調整プレート25,26とその間の中間プレート23とが上方から差し込まれ、左右の調整プレート25,26の下端部が、前記捨土用押出孔11,14の出口を上流側へ投影した投影範囲の少なくとも一部に重なり得るようになっている。そして、調整プレート25,26を上下変位調節(上下にスライド)して、図7(c)にハッチングで示すように、調整プレート25,26の先端部と前記投影範囲との重なり量をゼロから投影範囲の全部までのレンジで変えることができる。また、調整プレート25,26は捨土用押出孔11,14の入口よりも上流側にあり、捨土用押出孔11,14の入口から調整プレート25,26までの距離は約10mmである。
実施例3における調整部材は、口金6の上部材8の上端面の左寄り部から捨土用押出孔11まで形成されたねじ孔30に螺着された左側の調整ボルト31と、上部材8の上端面の右寄り部から捨土用押出孔14まで形成されたねじ孔32に螺着された右側の調整ボルト33である。調整ボルト31,33の下端部が捨土用押出孔11,14の途中部に進入して、捨土用押出孔11,14の出口を上流側へ投影した投影範囲の一部に重なり得るようになっている。そして、調整ボルト31,33を変位(ねじ孔30,32で進退)させて、図11(c)にハッチングで示すように、調整ボルト31,33の先端部と前記投影範囲との重なり量をゼロから投影範囲の全部までのレンジで変えることができる。
実施例4における調整部材は、実施例1の調整ボルト17,19よりも外径が小さい調整ボルト35(37:右側は図示略)と、調整ボルト35(37)の先端部に着脱可能な、調整ボルト35(37)よりも外径が大きい調整体36(38:右側は図示略)であり、基本的な作用は実施例1と同様である。但し、図14(a)のように調整体36(38)を取り外した調整ボルト35(37)単独のときは、図14(b)にハッチングで示すように、捨土用押出孔(11,14)の出口を上流側へ投影した投影範囲の全部には重なり得ない。図14(c)のように調整ボルト35(37)に調整体36(38)を取り付けたときは、図14(d)にハッチングで示すように、前記投影範囲の全部に重なり得る。このように、調整体36(38)の着脱(交換の1種)によっても、前記投影範囲との重なり量を変えることができる。
実施例5における調整部材は、実施例1と同様の調整ボルト17,19であるが、口金取付板5にねじ孔16,18がそれぞれ粘土の流れ方向に複数並べて設けられ、各複数のねじ孔16,18のいずれか一つに選択的に調整ボルト17,19を螺着させることにより、捨土用押出孔11,14の出口から調整ボルト17,19までの距離を変えられるようになっている。本例では、調整ボルト17,19は捨土用押出孔11,14の入口よりも上流側にあり、捨土用押出孔11,14の入口から調整ボルト17,19までの距離を3〜40mmのレンジで変えられる。なお、調整ボルト17,19を螺着しないねじ孔16,18は、閉鎖ボルト(図示略)を螺着して閉鎖する。
実施例6における調整部材は、実施例2と同様の調整プレート25,26であるが、各調整プレート25,26の、上流側に2枚のスペーサ板27,27を重ねて当てるか、上流側及び下流側に1枚ずつスペーサ板27,27を当てるか、下流側に2枚のスペーサ板27,27を重ねて当てるか、を選択することにより、捨土用押出孔11,14の出口から調整プレート25,26までの距離を変えられるようになっている。本例では、プレート25,26は捨土用押出孔11,14の入口よりも上流側にあり、捨土用押出孔11,14の入口から調整プレート25,26までの距離を10〜25mmのレンジで変えられる。
(1)陶板壁材素材は、中実のものに限定されず、押出長方向に延びる複数の孔を備えた中空のものでもよい。この中空のものは、公知の複数の中玉(特許文献2を参照)を成形用押出孔に入り込ませた押出成形装置により、押出成形することができる。
6 口金
7 成形用押出孔
11 捨土用押出孔
12 仕切壁
14 捨土用押出孔
15 仕切壁
16 ねじ孔
17 調整ボルト
18 ねじ孔
19 調整ボルト
25 調整プレート
26 調整プレート
27 スペーサ板
30 ねじ孔
31 調整ボルト
32 ねじ孔
33 調整ボルト
35 調整ボルト
36 調整体
50 陶板壁材素材
55 捨土
56 捨土
Claims (4)
- 土練機から流れる粘土を、口金に設けられた横長の成形用押出孔より押し出して、幅200〜700mm、厚さ10〜30mm、押出長600mm以上の陶板壁材素材を押出成形すると同時に、
土練機から流れる粘土の両端部を、口金における成形用押出孔の両横に仕切壁を介して設けられた捨土用押出孔から捨土として押し出すとともに、捨土用押出孔の出口を上流側へ投影した投影範囲の少なくとも一部に重なるように配置された調整部材により圧力を付与することを特徴とする陶板壁材素材の押出成形方法。 - 土練機と口金とを備え、
土練機から流れる粘土を押し出して、幅200〜700mm、厚さ10〜30mmの陶板壁材素材を押出成形するための、口金に設けられた横長の成形用押出孔と、
土練機から流れる粘土の両側部を捨土として押し出すための、口金における成形用押出孔の両横に仕切壁を介して設けられた捨土用押出孔と、
土練機から流れる粘土の両側部に圧力を付与するための、捨土用押出孔の出口を上流側へ投影した投影範囲の少なくとも一部に重なるように配置された調整部材とを含むことを特徴とする陶板壁材素材の押出成形装置。 - 前記調整部材は、前記投影範囲に重なる量を変えられるように変位可能又は交換可能に設けられた請求項2記載の陶板壁材素材の押出成形装置。
- 前記調整部材は、捨土用押出孔の出口からの距離を変えられるように変位可能又は交換可能に設けられた請求項2又は3記載の陶板壁材素材の押出成形装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016158114A JP6778048B2 (ja) | 2016-08-10 | 2016-08-10 | 陶板壁材素材の押出成形方法及び押出成形装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016158114A JP6778048B2 (ja) | 2016-08-10 | 2016-08-10 | 陶板壁材素材の押出成形方法及び押出成形装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018024185A true JP2018024185A (ja) | 2018-02-15 |
| JP6778048B2 JP6778048B2 (ja) | 2020-10-28 |
Family
ID=61194818
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016158114A Active JP6778048B2 (ja) | 2016-08-10 | 2016-08-10 | 陶板壁材素材の押出成形方法及び押出成形装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6778048B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109571707A (zh) * | 2019-01-21 | 2019-04-05 | 石家庄铁道大学 | 陶土3d打印挤出装置 |
| CN111472312A (zh) * | 2020-04-17 | 2020-07-31 | 武汉理工大学 | 一种洗扫车吸嘴喷水杆入射角控制方法及装置 |
-
2016
- 2016-08-10 JP JP2016158114A patent/JP6778048B2/ja active Active
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109571707A (zh) * | 2019-01-21 | 2019-04-05 | 石家庄铁道大学 | 陶土3d打印挤出装置 |
| CN111472312A (zh) * | 2020-04-17 | 2020-07-31 | 武汉理工大学 | 一种洗扫车吸嘴喷水杆入射角控制方法及装置 |
| CN111472312B (zh) * | 2020-04-17 | 2021-01-19 | 武汉理工大学 | 一种洗扫车吸嘴喷水杆入射角控制方法及装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6778048B2 (ja) | 2020-10-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2005110934A2 (de) | Verfahren und vorrichtung zur temperaturkontrolle bei der glasherstellung | |
| JP2018024185A (ja) | 陶板壁材素材の押出成形方法及び押出成形装置 | |
| WO2006026301A3 (en) | Open cavity extrusion dies | |
| KR101978248B1 (ko) | 크기조절이 가능한 다층 성형식 벽돌금형 | |
| JP7213275B2 (ja) | 押出成形用ダイ及び押出成形機 | |
| KR20090129878A (ko) | 토출구 간극 조절수단을 갖는 압출 패널 제조장치와 방법및 이를 통해 제조되는 이중 압축 패널 | |
| AT524541B1 (de) | Vorrichtung zum Entgasen und Verfahren zum Entgasen einer plastifizierten Masse | |
| CN212331773U (zh) | 一种挤出流量分布调节装置 | |
| KR101732805B1 (ko) | 타일의 연속 성형장치 | |
| JP4952220B2 (ja) | 樹脂成形用金型、樹脂成形装置、及び樹脂フィルムの製造方法 | |
| CN203246061U (zh) | 平肩式塑料挤出平模头 | |
| US10343322B2 (en) | Device for extruding elastomer mixtures | |
| US20080271671A1 (en) | Extrusion Nozzle for Extruding Hollow Profiles | |
| CN103213266B (zh) | 平肩式塑料挤出平模头 | |
| KR101134945B1 (ko) | 압출다이유닛 | |
| CN207789678U (zh) | 中空格子板挤出模头 | |
| EP3287254B1 (de) | Mischerstruktur für ein folienwerkzeug und folienwerkzeug | |
| CN213227425U (zh) | 新型多色交错可调幅宽挤出模具 | |
| CN102950748A (zh) | 板材挤出模具 | |
| CN205989490U (zh) | 一种挤出稳定的挤出机定型模头 | |
| CN108044909A (zh) | 2150mm-2450mmEVA-POE太阳能膜片材模头流道 | |
| CN204773477U (zh) | 薄膜流涎挤出设备的模具 | |
| CN213946851U (zh) | 适用于湿法挤出大规格瓷砖的真空挤出机成型组件 | |
| DE19946523C2 (de) | Verfahren und Vorichtung zur Herstellung von Kunststoffschaumsträngen großer Dicke | |
| KR101725131B1 (ko) | 판상 성형물 제조용 혼류식 압출기 헤드 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190607 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200122 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200218 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200416 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200929 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20201009 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6778048 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |