JP2017532255A - サンドイッチ複合材料から製作された列車用車両などの車両用面壁構造物 - Google Patents
サンドイッチ複合材料から製作された列車用車両などの車両用面壁構造物 Download PDFInfo
- Publication number
- JP2017532255A JP2017532255A JP2017540309A JP2017540309A JP2017532255A JP 2017532255 A JP2017532255 A JP 2017532255A JP 2017540309 A JP2017540309 A JP 2017540309A JP 2017540309 A JP2017540309 A JP 2017540309A JP 2017532255 A JP2017532255 A JP 2017532255A
- Authority
- JP
- Japan
- Prior art keywords
- vehicle
- opening
- fibers
- vehicle according
- side wall
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000002131 composite material Substances 0.000 title claims abstract description 27
- 239000000835 fiber Substances 0.000 claims abstract description 68
- 239000000463 material Substances 0.000 claims description 25
- 230000003014 reinforcing effect Effects 0.000 claims description 14
- 229920000139 polyethylene terephthalate Polymers 0.000 claims description 8
- 239000005020 polyethylene terephthalate Substances 0.000 claims description 8
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 7
- 229910052799 carbon Inorganic materials 0.000 claims description 7
- 239000004697 Polyetherimide Substances 0.000 claims description 6
- 229920001601 polyetherimide Polymers 0.000 claims description 6
- 229910052782 aluminium Inorganic materials 0.000 claims description 4
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 4
- -1 polyethylene terephthalate Polymers 0.000 claims description 4
- 239000005011 phenolic resin Substances 0.000 claims description 3
- 229920000889 poly(m-phenylene isophthalamide) Polymers 0.000 claims description 3
- 239000011162 core material Substances 0.000 description 26
- 230000035882 stress Effects 0.000 description 23
- 241000264877 Hippospongia communis Species 0.000 description 11
- 229920005989 resin Polymers 0.000 description 11
- 239000011347 resin Substances 0.000 description 11
- 238000004519 manufacturing process Methods 0.000 description 9
- 238000005452 bending Methods 0.000 description 8
- 230000002787 reinforcement Effects 0.000 description 8
- 230000006835 compression Effects 0.000 description 5
- 238000007906 compression Methods 0.000 description 5
- 239000006260 foam Substances 0.000 description 5
- 229910052751 metal Inorganic materials 0.000 description 5
- 239000002184 metal Substances 0.000 description 5
- 238000000034 method Methods 0.000 description 5
- 238000004458 analytical method Methods 0.000 description 4
- 230000008901 benefit Effects 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 4
- 229920000049 Carbon (fiber) Polymers 0.000 description 3
- 239000004917 carbon fiber Substances 0.000 description 3
- 210000004027 cell Anatomy 0.000 description 3
- 238000009413 insulation Methods 0.000 description 3
- 229920000647 polyepoxide Polymers 0.000 description 3
- KXGFMDJXCMQABM-UHFFFAOYSA-N 2-methoxy-6-methylphenol Chemical compound [CH]OC1=CC=CC([CH])=C1O KXGFMDJXCMQABM-UHFFFAOYSA-N 0.000 description 2
- 239000004593 Epoxy Substances 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 2
- 238000004364 calculation method Methods 0.000 description 2
- 239000003822 epoxy resin Substances 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 239000003365 glass fiber Substances 0.000 description 2
- 238000003475 lamination Methods 0.000 description 2
- 230000005226 mechanical processes and functions Effects 0.000 description 2
- 238000005457 optimization Methods 0.000 description 2
- 229920001568 phenolic resin Polymers 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 238000006116 polymerization reaction Methods 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 239000012779 reinforcing material Substances 0.000 description 2
- 238000004088 simulation Methods 0.000 description 2
- 238000004513 sizing Methods 0.000 description 2
- 229920001567 vinyl ester resin Polymers 0.000 description 2
- RZVAJINKPMORJF-UHFFFAOYSA-N Acetaminophen Chemical compound CC(=O)NC1=CC=C(O)C=C1 RZVAJINKPMORJF-UHFFFAOYSA-N 0.000 description 1
- 229920000784 Nomex Polymers 0.000 description 1
- 240000007182 Ochroma pyramidale Species 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 210000005056 cell body Anatomy 0.000 description 1
- 230000001413 cellular effect Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 238000009833 condensation Methods 0.000 description 1
- 230000005494 condensation Effects 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000007688 edging Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005265 energy consumption Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 125000003700 epoxy group Chemical group 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- RFHAOTPXVQNOHP-UHFFFAOYSA-N fluconazole Chemical compound C1=NC=NN1CC(C=1C(=CC(F)=CC=1)F)(O)CN1C=NC=N1 RFHAOTPXVQNOHP-UHFFFAOYSA-N 0.000 description 1
- 239000012212 insulator Substances 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 238000005272 metallurgy Methods 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 239000004763 nomex Substances 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 229920007790 polymethacrylimide foam Polymers 0.000 description 1
- 238000005070 sampling Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 239000000779 smoke Substances 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 239000000725 suspension Substances 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 235000013311 vegetables Nutrition 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- 230000003313 weakening effect Effects 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B61—RAILWAYS
- B61D—BODY DETAILS OR KINDS OF RAILWAY VEHICLES
- B61D17/00—Construction details of vehicle bodies
- B61D17/04—Construction details of vehicle bodies with bodies of metal; with composite, e.g. metal and wood body structures
- B61D17/08—Sides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B61—RAILWAYS
- B61D—BODY DETAILS OR KINDS OF RAILWAY VEHICLES
- B61D17/00—Construction details of vehicle bodies
- B61D17/005—Construction details of vehicle bodies with bodies characterised by use of plastics materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B61—RAILWAYS
- B61D—BODY DETAILS OR KINDS OF RAILWAY VEHICLES
- B61D1/00—Carriages for ordinary railway passenger traffic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B61—RAILWAYS
- B61D—BODY DETAILS OR KINDS OF RAILWAY VEHICLES
- B61D17/00—Construction details of vehicle bodies
- B61D17/04—Construction details of vehicle bodies with bodies of metal; with composite, e.g. metal and wood body structures
- B61D17/18—Internal lining, e.g. insulating
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T30/00—Transportation of goods or passengers via railways, e.g. energy recovery or reducing air resistance
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Transportation (AREA)
- Laminated Bodies (AREA)
- Body Structure For Vehicles (AREA)
Abstract
本発明は、鉄道輸送用の車両(1)において、車両の外側の第1のスキン(11)と、車両の内側の第2のスキン(12)と、スキン間に独立気泡体(13a)またはハニカム(13b)のコアとが設けられたサンドイッチ構造(10)を有する複合材料から製作された一体成形の側壁(2)を備え、前記側壁に、長手方向繊維、横方向繊維、および交差斜行繊維(100)のドレープ内を分断して形成される窓開口部(20)が設けられ、前記開口部(20)が、開口部の角部において分断される斜行繊維(100)の表面積を減少させる多角形であることを特徴とする、車両に関する。
Description
本発明は、開口部を有し、サンドイッチ複合材料から製作された、列車車両などの車両面壁構造物に関する。
本発明は、構造重量を全体的に軽量化するように設計され、特に鉄道輸送車体の壁に適切な開口部、すなわち大型窓、ハッチ、窓を有する、複合材料製構造パネルの設計解に関し、この鉄道輸送車体には、都市鉄道車両または地下鉄用車両、路面電車、ローカル列車用車両や、高速路線用車両のいずれが含まれてもよい。
列車構造の設計者は、相反することもある様々な要件の間で妥協を図る必要がある。すなわち、設計者は、有効積載量を増加させ、かつ/またはエネルギー消費量を低減するために構造重量を軽減することを図るが、他方、製造コストを抑えなければならず、その結果、乗客の快適さと安全性を確保しながら、とりわけ、制約を設けずに、簡単な解決法を見つけようと試みる。それは、
− 列車車両の構造的変形を制約することにより行われ、それにはこれらの車両の十分な曲げ剛性が必要となる。この剛性は、また、列車のサスペンション・モードとの連成作用を回避するためにも重要であり、
− 車両内部の騒音を抑制することにより、
− 乗客を火災や煙から確実に護ることにより、
− 圧力波に耐えることにより、
− 牽引に伴う引張および圧縮に耐えることにより、
行われる。
− 列車車両の構造的変形を制約することにより行われ、それにはこれらの車両の十分な曲げ剛性が必要となる。この剛性は、また、列車のサスペンション・モードとの連成作用を回避するためにも重要であり、
− 車両内部の騒音を抑制することにより、
− 乗客を火災や煙から確実に護ることにより、
− 圧力波に耐えることにより、
− 牽引に伴う引張および圧縮に耐えることにより、
行われる。
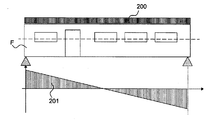
より具体的には、列車車体構造は、機械的には、撓みに晒されるケーソンのように働き、その車体構造の上面(天井)およびシャーシ(床)は支承面を構成し、その車体構造の諸面は垂直シェルを構成する。
図1に表されているように、面としては、殆ど、剪断応力201に晒されている。
さらに、それらパネルは、また、垂直荷重201、シャーシ上の装備および乗客の重量や、局部的力の作用などに加えて、高速列車がすれ違い、かつ/またはトンネルに入って行くときに受ける約8000Paの圧力波によって引き起こされる曲げ応力にも晒される。
これまでは、車体は、たとえば特許文献1または特許文献2に記載されているように、たとえば機械的に溶接されたアルミニウム形材または鋼板など、金属構造によって実質的に構成されてきた。
一般に、これら構造は、特許文献3のように、サンドイッチ壁の形、すなわち要素によって相互に連結されている2つのメタル・スキンの形、または特許文献2に記載されているように、補強材によって補強されているパネルの形、または2つのタイプの解決法の組合せであることが分かる。
しかし、先駆的な航空宇宙分野で過去にそうであり得たように、輸送の分野で、高性能の複合材料を使用するより軽い解決法を想定するのは自然である。これは、たとえば特許文献4および特許文献5において、ハニカム・コアおよび補強材が挿入されたサンドイッチ・パネルの形で提案されている。
側面パネルの長手方向曲げ剛性の必要性は、列車構造が車軸上に支持されたビームであることに由来する。この剛性は、第1に撓みを抑えるために制御する必要があるが、また、列車の走行速度に関連する振動および共振を抑えるためにも制御する必要がある。
剛性の問題に加えて、窓が存在するが故にこの剛性の制御が難しいことを示す2つの特許があることに留意すべきである。すなわち、単純に垂直ではなく、垂直に対する角度がさらに最適化された補強材を提案する特許文献2がある。この特許では、床と天井を連結する傾斜した支柱によって局部的に隠されただけの連続窓をも提案する。
特許文献6では、楕円であって通常のような矩形ではない窓を提案し、どちらの場合も、窓の形は、パネルの剛性の制御と両立するように修正されている。
求められる重量の軽減を、必要な性能レベルと共に確実に可能にする複合構造材料は、長い連続的カーボン繊維またはガラス繊維に基づく。このタイプの材料では、繊維が体積の約50%〜60%を占め、残りは有機マトリックス(一般にエポキシ・タイプの樹脂であるが、ポリエステル、ビニルエステルなどのこともあり、任意選択でポリアミド、ピークなどの熱可塑性樹脂である)によって構成されている。
構造体の製造については、複合材料の2つの主要な系列がある。すなわち、
− 繊維の積層によって構成された、いわゆるモノリシック材料、および
− モノリシック材料と同じ特性を有し、コアによって離隔されている2つのスキンによって構成されたサンドイッチ材料である。このコアは、しばしば、ハニカムまたは発泡タイプなど(場合によってはバルサ材)の極めて低密度の材料によって構成される。これによって、必要とされる面外曲げ慣性特性を得ることが可能になる。このタイプの構造は、性能およびコストの点で有利である。
− 繊維の積層によって構成された、いわゆるモノリシック材料、および
− モノリシック材料と同じ特性を有し、コアによって離隔されている2つのスキンによって構成されたサンドイッチ材料である。このコアは、しばしば、ハニカムまたは発泡タイプなど(場合によってはバルサ材)の極めて低密度の材料によって構成される。これによって、必要とされる面外曲げ慣性特性を得ることが可能になる。このタイプの構造は、性能およびコストの点で有利である。
サンドイッチ材料では、厚さ方向におけるパネルの曲げ慣性能率が、スキンの離隔によって自然に得られる。これが、このタイプの構造物の主要な利点の1つである。
たとえば、吸音能力を有するサンドイッチ構造を実現するように設計されたより高密度の材料など、別のコア材料を使用することもでき、たとえば、特許文献7を参照されたい。
したがって、複合材料は、金蔵材料と同じ技術的解決法、すなわち強化型モノリシック構造またはサンドイッチ構造を実現することを可能にするが、様々な繊維(カーボン、ガラス、SiC、植物繊維など)と、樹脂(エポキシ、ポリエステル、ビニルエステル、ピーク、ポリアミド、熱硬化性または熱可塑性樹脂)と、コア(金属ハニカム、発泡体など)との間の多数の組合せが可能であるので、変化に富む可能な解決法を伴う。
さらに、複合材料の最適な機械的特性は繊維によって確保されるので、これら材料は、本来、異方性であり、したがって、構造のそれら特性を最適化するには、材料の厚さ内の繊維の配向を、構造が晒される機械的応力に則して定める必要がある。
したがって、天井およびシャーシに関しては、剛性要件が、繊維の配向を好ましくは長手方向に導く。他方、面パネルに関する限り、掛けられる剪断応力を、そうではなくて±45°で配向された繊維によって吸収する必要がある。これら状態において、実際に、構造の機械的機能が最適化され、したがってその結果として構造の重量およびコストが最適化される。
乗客輸送に供されるあらゆる乗り物(自動車、バス、列車、航空機、さらには宇宙船)と同様に、列車車両は窓を備えなければならない。これら窓は、乗り物の構造の他の部分とは異なる材料から製作されるので、それら窓が、特有な設計の素地を形成せざるを得ない。
たとえば、航空機に関する特許文献8のように、窓を壁または構造体の残りの部分に固定するための装置を所定位置に設置する必要がある。さらに、特許文献9に記載のように、窓の近傍の構造を補強する必要がある。
既述のように、複合材料製構造体から構成される車両の場合には、面に掛かる剪断応力を、水平方向に対して±45°に配向された繊維によって吸収する必要がある。
しかし、図3に表されるように、面のパネルでは、矩形を有する通常の窓の隅部の存在が、面パネルの上部と下部の間の繊維を切断することになり、それによって、2つの窓の間隔、または2つ窓の間の材料の局部的厚さを増加させることが必要になり得、それが、パネルの製造を複雑にし、よりコスト高にする。
したがって、複合材料製構造体の場合に、窓の形を修正することが提案されてきており、そこで、特許文献9は、この場合には、航空機の胴体について「ダイヤモンド」の形の航空機用窓、ならびにその寸法を設定する方式を提案している。サイズの小さいこの形の航空機用窓は、旅客列車には明らかに適していない。
このように、特にサンドイッチ・パネルの形での複合材料から作られる列車の車体を製造することが知られている。
このような状況により、材料(繊維、樹脂、コア)および実行方法(予含浸製品のドレーピング、浸透およびその変形など)の両方に関して、多数の技術を想定することができる。同時に、車体の長手方向剛性を改善するように窓の形を適合させることも知られており、航空機に関しては、繊維の好ましい配向に窓をさらに良く適合させるようになど、窓に関してダイヤモンド型の形が提案されており、それは、複合材料の最適化を含む。同じことが、局部的により大きい力に耐えるその能力を改善するための、サンドイッチ複合材料のスキンの修正にも当てはまる。
他方、複合材料から製作される車両の窓を最適化することは知られておらず、同じことが製造方式にも当てはまる。
しかし、列車の窓は、航空機の単体表面積より著しく大きいその単体表面積によって、細長さによって特徴付けられる(面上の正方形に対して長さの比率が高く、すなわち、車体の殆どの窓に関して2以上である)その幾何学的形状によって、また、航空機のそれよりやはり遥かに大きい、側方構造の壁表面積に対するガラス張り総表面積によって、航空機の窓とは区別される。これら態様は、乗客に、旅における最高の快適さをもたらす必要性によって正当化され、視界および光はこの快適さの重要な側面である。
これら差異とは別に、列車の車体のセクションの主要部分の寸法設定は、また、以下の特定の特徴によって、航空機胴体の寸法設定と区別される。
− 構造の静的加圧の必要性によって生じる負荷は無くなるが、他方で、トンネルに入って行くとき、かつ/または他の列車とすれ違うときの急速な動的変化により、構造体および大型窓に作用する過大な圧力波に続く低圧力の形の圧力負荷。これら圧力のレベル(ピーク値)は、約±5000〜±6000Pa、高速に対して最大8000Paである。
− 車両が走行しているときに構造体が共振を始めるのを防止するために、構造体の固有振動数を制御する必要性(通常、>11Hzに)。
− 車両間の牽引力(引張/圧縮)に耐える必要性。
− 構造の静的加圧の必要性によって生じる負荷は無くなるが、他方で、トンネルに入って行くとき、かつ/または他の列車とすれ違うときの急速な動的変化により、構造体および大型窓に作用する過大な圧力波に続く低圧力の形の圧力負荷。これら圧力のレベル(ピーク値)は、約±5000〜±6000Pa、高速に対して最大8000Paである。
− 車両が走行しているときに構造体が共振を始めるのを防止するために、構造体の固有振動数を制御する必要性(通常、>11Hzに)。
− 車両間の牽引力(引張/圧縮)に耐える必要性。
最後に、コストはすべての産業活動において考慮されねばならないが、鉄道分野におけるコスト削減に関する要求は、航空分野におけるよりさらに一層厳しく(許容されるkg当たりコストは1/10未満である)、それが、コストを、解決法の選択のためのさらに一層重要な基準にする。
したがって、本発明の目的は、乗客が享受できるガラス張り表面積を最大化しながら、複合材料を使用することによって列車の車体の構造重量を軽減する解決法を提案することである。
本発明は、単体のサンドイッチの形の、境界のみが局部的に補強され、実質的に高強度カーボン繊維に基づき、可能な限り機械的応力を最適化するようにサンプルされている(sampled)が、最終仕上げおよび統合についての要件も考慮され、かつ、このサンプリング(sampling)をより良好に使用するのに適した形を有する開口を備える、複合材料から製作された車両の面(壁)を設計することを可能にする。
より詳細には、本発明は、鉄道輸送用車両であって、車両の外側の第1のスキンと、車両の内側の第2のスキンと、両スキン間に独立気泡体またはハニカムのコアとが設けられたサンドイッチ構造を有する複合材料から製作された一体成形の側壁を備え、当該側壁に、長手方向繊維、横方向繊維、および交差斜行繊維のドレーピングを分断して形成された窓開口部が設けられ、前記開口部が、開口部の角部において分断される斜行繊維の表面積を減少させる多角形である、車両を提案する。
具体的には、本発明は、構造を補強するための強化材または金属挌子要素を不要にすることを可能にする。
車体の剛性を増加させるために、開口部は、好ましくは、2つの辺、3つの辺、または楕円形の一部分を備える凸状側方縁部によって連結された2つの長い水平側面を備える略6角形または8角形を有する。
有利には、開口部には、管状フレームを設けられた補強縁部が装着されている。
特定の実施形態によれば、補強縁部は、側壁の内側の、開口部の縁に、縁部を固定するためのインナ・ウィングを備える。
管状フレームは、有利には、矩形断面を有し、インナ・ウィングが、側壁の内側の管状フレームの面から延出する。
インナ・ウィングは、好ましくは、そのウィングと複合材パネルの内側スキンとを一体化させるスクリュー、リベット、または他の固定手段を用いて、側壁の内側に固定されている。
有利には、車両の内側に向いている、管状フレームの面が、側壁のコアから突出している第2のスキンによって形成された、開口部のリムに、スクリュー、リベット、または他の固定手段を用いて固定されている。
特定の実施形態によれば、補強縁部は、窓を固定するインナ・カラーを備える。
特定の実施形態によれば、サンドイッチ構造の2つのスキンの少なくとも1つは、4つの好ましい方向、すなわち、0°(車体の長手方向軸)、90°、+45°、および−45°に配向されたプライを用いて製造される。
有利な実施形態によれば、プライは、125g/m2〜500g/m2のgsm単位の密度を有する含浸プライである。
分断されるプライの数を抑える有利な実施形態によれば、前記開口部の角部は、側壁の長手方向に対して45°〜60°で傾斜し、好ましくは、側壁の長手方向Lに対して45°〜50°で傾斜している。
45°の繊条は、有利には、カーボン繊維製の、少なくとも2つの±45°のプライの形である。
好ましい実施形態によれば、サンドイッチのコアは、ポリエチレンテレフタレート(PET)、ポリメタクリルイミド(PMI)、ポリエーテルイミド(PEI)、アルミニウム・ハニカム、またはポリ(m−フェニレンイソフタルアミド)(MPD−I)・ハニカム(フェノール樹脂を含浸させた構造)の中から選択された材料から製作される。
本発明の他の特徴および利点が、本発明の非限定的な実施形態の下記の説明を、下記を表す図面を参照して、読むことによって明らかになるであろう。
本発明が、主として図2および図4〜図8に示されている。
本発明は、基本的に、図8に例示された、複合材料から製作された一体成形の側壁2を備える列車車両1を提供することである。
選択される複合材料は、図2に示されるサンドイッチ構造10を有し、車両の外側に第1のスキン11と、車両の内側に第2のスキン12と、それらスキン間に独立気泡体13aまたはハニカム13bから製作されたコアとを備える。
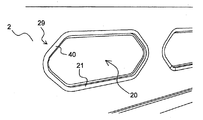
本発明によれば、壁には、サンドイッチ構造の長手方向繊維のドレープ、横方向繊維のドレープ、および交差斜行繊維100のドレープを分断して形成される窓開口部20が設けられ、その開口部20は、図4に表されるように、2つの長い水平方向側部と、開口部の角部で分断される斜行繊維100の表面積を減少させる凸状「V」形または楕円形の輪郭を有する側壁29とを備える6角形を有し、また、図7に表されるように、側面が3つの部分を備える8角形を有する。
補強材を備え付けられたモノリシック構造と比較すると、サンドイッチ構造は、特に、下記の利点をもたらす。すなわち、
− 製造コストの削減および重量の軽減、コアによって実現される断熱機能。
− 製造コストの削減および重量の軽減、コアによって実現される断熱機能。
このタイプのサンドイッチ構造解決法と比較すると、モノリシック・パネルは以下の短所を有する。
− より高い製造コスト(フレームとスキン上の補強材との組立)、高い組立コスト(フレーム領域での局部的組立)がかかり、
− さらに、フレームがサンドイッチより厚く、それにより、構成される構造体の内部容積が局部的に減少される。
− より高い製造コスト(フレームとスキン上の補強材との組立)、高い組立コスト(フレーム領域での局部的組立)がかかり、
− さらに、フレームがサンドイッチより厚く、それにより、構成される構造体の内部容積が局部的に減少される。
パネルの材料、すなわち複合材料およびコアは、多くの制約を満足するように選択しなければならず、そのことによって、多数の潜在的解決法を排除することになり、最終的に、想定される多数の解決法の中からさらに折衷案である解決法を選択することになる。
まず第1に機械的制約条件に関し、考慮すべき主要な制約条件を下記で説明する。
スキンについて、
− 基本プライの引張/圧縮係数は、積層の必要な剛性をもたらさなければならない。ここで、基本プライとは、単一層一方向(UD)シートであれ、繊維であれ、繊維の積層の基本要素のことである。この場合、繊維の選択が最も重要である。コストの理由で、産業用の強度「HR」(high resistance:高抵抗力)繊維、具体的にはHexcel社によって製造されるT700、三菱によって製造されるTR50S、またはZoltecによって製造されるがPannex35が選択されている。
− 運用荷重下での基本プライの機械的強度は検証する必要がある。樹脂の特性は、繊維の特性と全く同様に重要である。
− 基本プライの引張/圧縮係数は、積層の必要な剛性をもたらさなければならない。ここで、基本プライとは、単一層一方向(UD)シートであれ、繊維であれ、繊維の積層の基本要素のことである。この場合、繊維の選択が最も重要である。コストの理由で、産業用の強度「HR」(high resistance:高抵抗力)繊維、具体的にはHexcel社によって製造されるT700、三菱によって製造されるTR50S、またはZoltecによって製造されるがPannex35が選択されている。
− 運用荷重下での基本プライの機械的強度は検証する必要がある。樹脂の特性は、繊維の特性と全く同様に重要である。
該当する構造用途および材料が満足しなければならない厳しい制約条件(湿潤な環境での30年の耐用寿命、60℃より高い耐温性、1千万サイクルに至る繰返し疲労など)、耐衝撃性などを考慮して、エポキシ樹脂が選択されていた。
耐用寿命の最終時点での最大作動温度における、該当するカーボン/樹脂一方向繊維プライの最低限の機械的特性は以下の通りである。

耐用寿命の最終時点での最大作動温度における、該当する一方向ガラス繊維/樹脂プライの最低限の機械的特性は以下の通りである。
パネルのコアについて、
− 剪断係数がパネルの曲げ剛性に影響する。材料の引張/圧縮および剪断における抵抗力は、特に、運用荷重下で十分な機械的抵抗力が確保されるように、設計しなければならない。材料の密度は、構造の重量を最小化するために重要な因子である。
− 剪断係数がパネルの曲げ剛性に影響する。材料の引張/圧縮および剪断における抵抗力は、特に、運用荷重下で十分な機械的抵抗力が確保されるように、設計しなければならない。材料の密度は、構造の重量を最小化するために重要な因子である。
機械的性能に加えて、サンドイッチ・パネルの材料の選択は、関係する製造プロセスとの適合性など、他を考慮する必要がある。部品の大きな寸法に伴うコストの制約が、真空下(オートクレーブ外)の製造プロセスを選択する理由になる。この選択の影響が、樹脂の選択において重要な役割を果たす。
その結果、コア材料は、重合サイクルが実行されるときに加わる制約条件(圧力=0.1Mpaと最大120℃までの温度)に耐えることができる必要がある。これら制約条件は、ある種の製品(たとえば、100kg/m3未満の密度を有するPET発泡体)の使用を排除することになる。
材料は、また、耐火性に関する鉄道規格、具体的には規格EN45545の2013年版にも適合しなければならない。
セルラ発泡体については、ある密度のポリエチレンテレフタレート(PET)、ポリメタクリルイミド(PMI)、およびポリエーテルイミド(PEI)などのある種の系統の材料が、すべてのこれら要件に適合する。アルミニウム・ハニカムから製作されたコアまたはポリ(m−フェニレンイソフタルアミド)(MPD−I)・ハニカム(フェノール樹脂を含浸させた構造)(たとえば商標名NOMEXで知られている)から製作されたコアもまたそれら要件を満足する。
断熱性も考慮するべき制約条件である。優れた断熱特性を本質的に有する独立気泡体によって構成されたコア材料を使用することにより、パネルの製作において熱防護機能を組み込む利点が得られ、それによって、一般に車体構造で実施されるこの機能を実現するためのコストおよびサイクル時間が削減される。
水分の吸収による材料の経時変化の加速現象を防止するだけでなく、結露の影響による劣化の危険性を防止するためにも、この場合にもやはり、独立気泡体のコア材料の選択が好ましい。
上記の点を考慮し、コストの制約条件も含めて、好ましいとして選択された解決法が、適用例に関連して以下のように説明される。
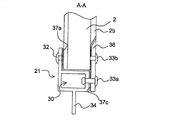
車両の面は、窓、扉、表示装置などの開口部を設けるために穴を開けられた単体のサンドイッチ・パネルである。開口部は、その開口部への要素(窓、扉など)を固定し、穴の存在に伴う面パネルの剛性の低下を補償することを可能にするするために使用される補強部を備える。窓開口部でのこの補強部は、図4に表されるように、縁取りフレーム(当該事例では金属)を有する補強縁部によってもたらされ、複合材パネル穴の断面では、図5Aおよび図5Bの補強縁部21によって縁取りされている。
これらの例によれば、補強縁部21には管状フレーム30が設けられている。
図5Aの場合、縁部は、インナ・ウィング(inner wing)として知られているウィング31を備え、ウィング31は、パネルの内面、すなわち車体の内側の面の、開口部の縁2a上に縁部を固定することを可能にする。
管状フレーム30を形成する管体は、矩形断面を有し、インナ・ウィング31は、補強縁部21の管状フレームの側面21aから延出する。
インナ・ウィング31は、スクリュー、リベット、または他の固定手段32を用いて車両の内側で壁に固定され、その固定手段は、リベットの場合、アウタ・ウィングと車両の壁の内面を形成するスキンとを拘止する。シール37aが、ウィング31と壁の内面との間に挿入される。
車両の外側に向いている、管状フレーム30の側面21bは、車体の外面を形成するパネルのスキン2bによって設けられ、パネルのコアに対して突出する、開口部のリム上に、スクリュー、リベット、または他の固定手段32を用いて固定される。シール37bが、側面21bと第2のスキン2bとの間に挿入される。
補強縁部21は、また、窓を固定するためのインナ・カラー34を備える。
インナ・コア31は、スクリュー、リベット、または他の固定手段32を用いて車両の内側の壁に固定され、その固定手段は、リベットの場合、アウタ・ウィングと、車両の壁の内面を形成するスキンとを拘止する。シール37aが、ウィング31と壁の内面との間に挿入される。
車両の外側に向いている、管状フレーム30の側面21bは、車体の外面を形成するパネルのスキン2bによって設けられ、パネルのコアに対して突出する、開口部のリム上に、スクリュー、リベット、または他の固定手段32を用いて固定される。
補強縁部21は、窓を固定するためのインナ・カラー34をさらに備える。
図5Bの場合には、前述の要素に加えて、枠板36が、縁部の外側側面21bおよびパネル2に固定されている。この場合、枠板36および外側スキンは、相補関係にある斜面を終端とし、板とパネルとを一体化する固定要素33bが、パネルのコアに固定される。
シール37cが、一方の側で板と縁部、他方の側で板とパネルとの間に挿入されている。
スキンは、領域および要件に応じてグレード「HR」のカーボン繊維およびガラスEと、上記繊維に含浸させて厚さが2〜8mmのモノリシック・パネルにしたとき、FST>HL1、R1、R7(規格EN45545による)の特性を有するエポキシ樹脂とから製作される。
スキンの厚さは2〜5mmであり、繊維は、一方向シートまたは予め含浸された布地の形態である。
コアとしては、領域および要件に応じて、密度100kg/m3以上のPET発泡体、密度50kg/m3以上のPMI発泡体、または密度50kg/m3以上のハニカムが選択される。コアの厚さは、この場合にも領域および必要性に応じて、10〜200mmである。
選択される方法は、真空空間下(オートクレーブ外)で、120℃を超えない温度での重合である。
スキン、コアの厳密な厚さ、およびスキン内の繊維の配向は、車体に掛かる応力に応じることを理解されたい。
以前に示したように、これら仕様は、車両自体の振動数に関係し、装置の振動数は10Hz程度以上でなければならず、その場合、面の値を剛性の点から選択する必要があり、車両の走行に伴う約100トンになる圧縮/引張力に関係し、かつ、約10,000Paの圧力波に伴う曲げ力に関係する。
一般に、ボギー間が約15mであって、この床面積で約40人の乗客を輸送することを可能にする車両について、有限要素法を用いた通常の計算の結果は、約40mmの厚さのサンドイッチ材料になる。
本発明の一実施形態によれば、特に、下方窓20aおよび上方窓20bを有する2階建て車両について、壁が、面の低い部分と高い部分とで異なるスキン厚さを有する。図6に示された例によれば、パネルの下側部分301は、2.78mmのスキン厚さおよび38mmのコア厚さで製造され、上側部分302は、3.33mmのスキン厚さおよび38mmのコア厚さで製造される。
それぞれのスキンが、約3mmの厚さを有し、ちなみに、その厚さは、2mm以下である航空機胴体の厚さよりかなり厚いことに特に留意されたい。
主要領域(連結部および特定の点を除く)では、サンドイッチ構造の少なくとも片方、好ましくは両方のスキンが、たとえば、予め含浸されたカーボン、たとえば東レ株式会社によって製造されたタイプT700から製作された高強度プライを使用して製造される。
スキンを製造するために、例として、+45°、0°、−45°に配向された繊維を有し、それぞれ125g、250g、125gの乾燥gsm密度のプライのプリアセンブリ、500gの乾燥gsm密度の0°で配向された一方向プライ、および500gの乾燥gsm密度の0°/90°で配向された繊維であるプライを基本要素として使用することが可能であり、それぞれの値は±10%の許容誤差を有する。
下記の表は、複合材料の適用領域に従って生じ得る繊維構造物を示す。
一般に、構造の最適化には、0°、90°、および±45°の繊維の存在が必要であることが分かっている。
45°の繊維は、該当パネルに関する剪断力を吸収するのに特に適している。
この例では、好ましいのは、天井を製造するためには、0°での一方向繊維を50%、90°での繊維を17%、および±45°での繊維を33%配分し、上側垂直面のためには、0°での一方向繊維を33%、90°での繊維を33%、および±45°での繊維を33%配分し、下側面のためには、0°での一方向繊維を40%、90°での繊維を20%、および±45°での繊維を40%配分することである。
最適な方式では、面パネルに掛かる剪断応力Tau(t)は、図3に示されるように構造の2つのスキンのそれぞれに±45°で配向された繊維100によって吸収しなければならない。
これら状態において、実際に、構造の機械的機能が最適化され、したがってその結果として構造の重量およびコストが最適化される。
しかし、面のパネルにおいて、窓の隅部の存在が、繊維の切断を生じる。
このタイプの構成では、剪断応力が樹脂を経由し、それによって、剪断応力を樹脂に許容されるレベル以下に下げるために、窓の間の領域(窓間壁)のサンドイッチ・パネルのスキンを過度に厚くする必要が生じる。参考として、樹脂(全繊維が切断された±45°での積層)の許容面剪断応力は約30MPaであるのに対して、繊維が圧縮応力を受けているとき、許容面剪断応力は繊維の方向で500MPaである。繊維の切断は、また、環境条件および疲労に対して構造を遥かに敏感にする。疲労荷重の下では、樹脂に対する許容面剪断応力は約10MPaと見積もられるのに対して、繊維の方向には200MPaを超える抵抗力があると考えることができる。
これにより、この場合にも、過度な厚さが必要になり、さもなければ長い年月での構造の弱体化の危険性がある。
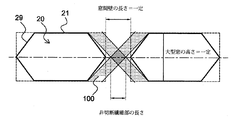
図7に概略的に示されている提案される解決法は、±45°に配向された繊維100のある程度の部分が、面の高い部分と低い部分との間で連続することができ、それによって剪断応力を伝達することができるように、窓の形状を修正することから成り、その解決法では、高さの高い窓が、8角形の輪郭を有し、その側面が、3つの部分、すなわち45°の上側部分、中間垂直部分、および45°の下側部分を有する凸状の形状を形成する。したがって、これは、特許文献9に記載の航空機用窓の構成を連想させる構成を提供するが、その構成は、その米国特許出願公開とは、窓の大きな表面積およびその窓の大きい側面が車両の軸に沿っている点において異なる。これが、窓の表面積を顕著に減少させずに、有効な繊維の断面積を増加させることを可能にする。
車両が受ける圧力は低いので、繊維の最適な配向は約±45°であり、航空機の胴体のように約70°ではない。
1つの論点は、ガラス張り表面積を最大化するために、窓を切り出す角度を最適化(生じさせる間隔に関して)することに関する。実際に、窓の所与の間隔に対して、この切出し角度は、有効繊維の断面積に直接影響する。
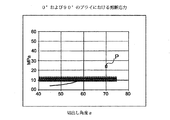
解析計算を用いたシミュレーションが、図9Aの構成による窓20の切出し角度に応じた、±45°でのプライの繊条の方向の応力、および0/90°でのプライの面剪断応力を評価するために実施され、図9Aの構成では、窓の短尺の側面が凸状「V」形の輪郭を有する。
このシミュレーションは、そのパラメータが、45°の切出し角度が明らかに最適であることを示しているが、±45°の少なくとも1つのカーボン・プライではこの角度を50°まで取ることができ、±45°の2つのカーボン・プライであれば、同じ基準のままで60°の角度も許容することができると判断することを可能にする。
複合材パネルの積層(0°、+45°、−45°、および90°でのドレーピング)は、車体の主要領域における機械的要件に適合するように設定されている積層に対応する。該当する車体に対応する窓の形状(L_窓間壁=384mmおよびH_窓=620mm)に関して、窓の切出し角度αは変化させられる。その結果、長さ「L_非切断_繊維」は、α=45°のときの最大値から減少し、αのある値(当該場合には約70°)に対するゼロ値にまで下がる。
解析の結果が、図9Bおよび図9Cに示されている。
この解析は、窓の角度が70°より大きいとき、±45°のすべての繊維が切断され、0°および90°のプライの剪断応力が、許容値より大きくなることを示す(図9Bの点P)。その結果、窓間壁の領域において補強を行わなければならず(当該ケースでは+250%の厚さの増加)、重量およびコストに影響を及ぼす。
この解析は、また、45°の切出し角度は、剪断流れが、切断されない±45°の繊維によって適切に吸収されるので、図9Bに示されるように明らかに最適であり、他方、面剪断応力も許容値より低くなっている(図9C参照)ことを示す。
解析は、また、窓の角度は、補強を必要とせずに、最大約55°まで開くことができることを示している。
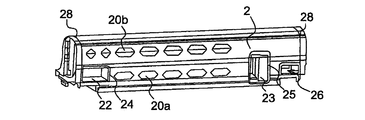
図8は、屋根35、扉開口部23およびそのフレーム25、空調機用などの設備開口部22、26およびそのフレーム24、27、ならびに壁2を固定する端部フレーム28を有する、車両の完全な車体を表す。
自己剛性式車体は、車両のボギーの支持シャーシに直接組み立てることができる。
本発明は、乗客輸送用に設計されたすべてのタイプの鉄道輸送車両に使用することができる。
1 列車車両
2 側壁
2a 開口部の縁
2b スキン
10 サンドイッチ構造
11 第1のスキン
12 第2のスキン
13a 独立気泡体
13b ハニカム
20 窓開口部
20a 下方窓
20b 上方窓
21 補強縁部
21a 側面
21b 側面
22 設備開口部
23 扉開口部
24 フレーム
25 フレーム
26 設備開口部
27 フレーム
28 端部フレーム
29 側壁
30 管状フレーム
31 インナ・ウィング
32 固定手段
33 固定手段
33b 固定要素
34 インナ・カラー
35 屋根
36 枠板
37a シール
37b シール
37c シール
40 開口部の角部
100 交差斜行繊維
200 垂直荷重
201 剪断応力
301 パネルの下側部分
302 パネルの上側部分
L 壁の長手方向
2 側壁
2a 開口部の縁
2b スキン
10 サンドイッチ構造
11 第1のスキン
12 第2のスキン
13a 独立気泡体
13b ハニカム
20 窓開口部
20a 下方窓
20b 上方窓
21 補強縁部
21a 側面
21b 側面
22 設備開口部
23 扉開口部
24 フレーム
25 フレーム
26 設備開口部
27 フレーム
28 端部フレーム
29 側壁
30 管状フレーム
31 インナ・ウィング
32 固定手段
33 固定手段
33b 固定要素
34 インナ・カラー
35 屋根
36 枠板
37a シール
37b シール
37c シール
40 開口部の角部
100 交差斜行繊維
200 垂直荷重
201 剪断応力
301 パネルの下側部分
302 パネルの上側部分
L 壁の長手方向
Claims (13)
- 鉄道輸送用の車両(1)であって、前記車両の外側の第1のスキン(11)と、前記車両の内側の第2のスキン(12)と、前記第1及び第2のスキン間に独立気泡体(13a)またはハニカム(13b)のコアとが設けられた単一部材からなるサンドイッチ複合材料パネル(10)によって形成された、一体成形の側壁(2)を備え、前記側壁に、前記第1及び第2のスキンを形成する長手方向繊維、横方向繊維、および交差斜行繊維(100)のドレーピングを分断して形成された窓開口部(20)が設けられ、前記開口部(20)が、前記開口部の角部において分断される斜行繊維(100)の表面積を減少させる多角形であって、前記側壁が、前記車両の諸面を形成することを特徴とする、車両。
- 前記開口部が、凸状側方縁部に連結された2つの長い水平側面を備えた、全体的に6角形または8角形を有する、請求項1に記載の車両。
- 前記開口部(20)に、管状フレーム(30)を設けた補強縁部(21)が装着される、請求項1または2に記載の車両。
- 前記補強縁部(21)が、前記側壁の内側の、前記開口部の縁(2a)に、前記縁部を固定するためのインナ・ウィング(31)を備える、請求項3に記載の車両。
- 前記管状フレームが矩形断面を有し、前記インナ・ウィング(31)が、前記側壁(2)の内側の前記管状フレームの面から延出する、請求項4に記載の車両。
- 前記インナ・ウィング(31)が、スクリュー、リベット、または他の固定手段(32)を用いて、前記側壁の内側に固定される、請求項5に記載の車両。
- 前記車両の内側に向いている、前記管状フレーム(30)の面が、前記側壁の前記コアから突出している前記第2のスキンによって形成された、前記開口部のリムに、スクリュー、リベット、または他の固定手段(32)を用いて固定される、請求項3から6のいずれか一項に記載の車両。
- 前記補強縁部(21)が、窓を固定するインナ・カラー(34)を備える、請求項3から7のいずれか一項に記載の車両。
- サンドイッチ構造の前記2つのスキン(11、12)の少なくとも1つが、4つの好ましい方向、すなわち、0°(車体の長手方向軸)、90°、+45°、および−45°に配向されたプライを用いて製造される、請求項1から8のいずれか一項に記載の車両。
- 前記プライが、125g/m2〜500g/m2のgsm単位の密度を有する含浸プライである、請求項9に記載の車両。
- 前記開口部の角部(40)が、前記側壁の長手方向(L)に対して45°〜60°で傾斜し、好ましくは、前記側壁の長手方向(L)に対して45°〜50°で傾斜する、請求項1から10のいずれか一項に記載の車両。
- 45°の繊条が、カーボン繊維製の、少なくとも2つの±45°のプライの形である、請求項9または11に記載の車両。
- 前記サンドイッチの前記コア(13a、13b)が、ポリエチレンテレフタレート(PET)、ポリメタクリルイミド(PMI)、ポリエーテルイミド(PEI)、アルミニウム・ハニカム、またはポリ(m−フェニレンイソフタルアミド)(MPD−I)・ハニカム(フェノール樹脂を含浸させた構造)の中から選択された材料から製作される、請求項1から12のいずれか一項に記載の車両。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1460011 | 2014-10-17 | ||
| FR1460011A FR3027273B1 (fr) | 2014-10-17 | 2014-10-17 | Architecture de paroi de face de voiture telle qu'une voiture de train en composite sandwich |
| PCT/EP2015/073863 WO2016059147A1 (fr) | 2014-10-17 | 2015-10-15 | Architecture de paroi de face de voiture telle qu'une voiture de train en composite sandwich |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017532255A true JP2017532255A (ja) | 2017-11-02 |
Family
ID=52273274
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017540309A Pending JP2017532255A (ja) | 2014-10-17 | 2015-10-15 | サンドイッチ複合材料から製作された列車用車両などの車両用面壁構造物 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20170240188A1 (ja) |
| EP (1) | EP3206931A1 (ja) |
| JP (1) | JP2017532255A (ja) |
| FR (1) | FR3027273B1 (ja) |
| WO (1) | WO2016059147A1 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105584058B (zh) * | 2015-12-16 | 2017-12-19 | 上海晋飞复合材料科技有限公司 | 复合材料制作高铁设备舱底板的工艺 |
| CN105500837B (zh) * | 2015-12-16 | 2018-01-02 | 上海晋飞复合材料科技有限公司 | 复合材料制作高铁设备舱裙板的工艺 |
| CN106379347A (zh) * | 2016-12-02 | 2017-02-08 | 中车长春轨道客车股份有限公司 | 一种轨道车辆车体结构及成型方法 |
| EP4151401A4 (en) * | 2020-05-11 | 2024-06-19 | N3F Projetos Em Compósito Ltda | REDUCED WEIGHT WAGON COMPONENTS, METHODS FOR THEIR PREPARATION AND REDUCED WEIGHT WAGON |
| CN113696920B (zh) * | 2021-08-18 | 2022-12-23 | 株洲时代新材料科技股份有限公司 | 轨道交通车辆窗框及其设计方法 |
| FR3127190A1 (fr) * | 2021-09-21 | 2023-03-24 | Speedinnov | Ensemble comprenant une structure dans laquelle est formée une ouverture et un dispositif de jonction , et véhicule comprenant un tel ensemble |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2613995A1 (fr) * | 1987-04-14 | 1988-10-21 | Carel Fouche Ind | Caisse autoportante de vehicule ferroviaire |
| US5433151A (en) * | 1990-09-07 | 1995-07-18 | Hitachi, Ltd. | Railway car body structures and methods of making them using welded honeycomb panels connected in an edge to edge relation |
| ATE149913T1 (de) * | 1992-07-10 | 1997-03-15 | Inventio Ag | Verfahren zur integralen herstellung eines innenausbaus für wagenkasten |
| US6592515B2 (en) * | 2000-09-07 | 2003-07-15 | Ams Research Corporation | Implantable article and method |
| FR2859690B1 (fr) * | 2003-09-11 | 2005-10-21 | Alstom | Procede de montage d'un vitrage affleurant |
| US8212194B2 (en) * | 2006-06-27 | 2012-07-03 | Hexcel Corporation | Aerospace articles made from quasi-isotropic chopped prepreg |
| DE102006044683A1 (de) * | 2006-02-07 | 2007-08-23 | Grob, Margret | Flugzeugkörper und Verfahren zu seiner Herstellung |
| DE102008008386A1 (de) * | 2008-02-09 | 2009-08-13 | Airbus Deutschland Gmbh | Verfahren zur Herstellung eines FVW-Bauteils |
| NZ582694A (en) * | 2008-04-11 | 2012-02-24 | Wabtec Holding Corp | Glazed transit vehicle door or window with first and second frames secured together by U-shaped clips, window pane adhesively bonded to the second frame. |
| JP2012020592A (ja) * | 2010-07-12 | 2012-02-02 | Kawasaki Heavy Ind Ltd | 鉄道車両の構体構造 |
| US8616500B2 (en) * | 2011-03-04 | 2013-12-31 | The Boeing Company | Diamond shaped window for composite and/or metallic airframe |
-
2014
- 2014-10-17 FR FR1460011A patent/FR3027273B1/fr not_active Expired - Fee Related
-
2015
- 2015-10-15 WO PCT/EP2015/073863 patent/WO2016059147A1/fr active Application Filing
- 2015-10-15 JP JP2017540309A patent/JP2017532255A/ja active Pending
- 2015-10-15 EP EP15781099.5A patent/EP3206931A1/fr not_active Withdrawn
- 2015-10-15 US US15/518,839 patent/US20170240188A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| FR3027273A1 (fr) | 2016-04-22 |
| WO2016059147A1 (fr) | 2016-04-21 |
| EP3206931A1 (fr) | 2017-08-23 |
| FR3027273B1 (fr) | 2018-04-27 |
| US20170240188A1 (en) | 2017-08-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2017532255A (ja) | サンドイッチ複合材料から製作された列車用車両などの車両用面壁構造物 | |
| US8839722B2 (en) | Lightweight compound cab structure for a rail vehicle | |
| US9327821B2 (en) | Aircraft structural assembly having an area element which comprises a core and an outer layer | |
| US8146863B2 (en) | Aircraft doorway | |
| CN101952166B (zh) | 具有肋及横置部单元的结构组件 | |
| KR100708921B1 (ko) | 단열흡음구조체 및 그것을 사용한 차량 구조체 | |
| CN110382328B (zh) | 用于轨道车辆的车厢 | |
| EP2797738B1 (en) | Aircraft interior trim panel, and aircraft fitted with such panels | |
| EP2828146B1 (en) | Pressure fuselage of an aircraft with a fuselage shell and a pressure bulkhead disposed therein | |
| CN105253248A (zh) | 弹性结构防撞框体 | |
| US8327976B2 (en) | Insulation design for thermal and acoustic insulation of an aircraft | |
| US20160207547A1 (en) | Composite material structure for railroad car chassis | |
| Wennberg | Light-weighting methodology in rail vehicle design through introduction of load carrying sandwich panels | |
| CN106976544A (zh) | 一种飞艇吊舱结构 | |
| CN107600086A (zh) | 低成本工艺成型的碳纤维复合材料地铁车体 | |
| CN103802848B (zh) | 高速列车车头的头罩结构及安装方法 | |
| JP2013199270A (ja) | 鉄道車両用の複合自己支持型ハウジング | |
| CN111391418B (zh) | 一种高速动车三维编织夹芯承重结构、车体及结构件 | |
| JPH1178874A (ja) | 高速車両の外壁構造および高速車両の外壁の製造方法 | |
| SE514166C2 (sv) | Byggelement inrättat att bilda åtminstone en del av ett hölje hos ett rälsgående fordons vagnskorg | |
| JP4520367B2 (ja) | 航空機の耐衝撃構造 | |
| JP6616227B2 (ja) | 前妻構体及び車両 | |
| EP3392118B1 (en) | Body bolster and railroad vehicle structure provided with same | |
| CN105216874A (zh) | 一种纯电动客车顶部结构及使用该顶部结构的纯电动客车 | |
| CN113460109B (zh) | 一种吸能外罩、车厢及轨道车辆 |