JP2017504540A - 走行する材料ウェブにおけるウェブ張力を制御するためのデバイス - Google Patents
走行する材料ウェブにおけるウェブ張力を制御するためのデバイス Download PDFInfo
- Publication number
- JP2017504540A JP2017504540A JP2016541326A JP2016541326A JP2017504540A JP 2017504540 A JP2017504540 A JP 2017504540A JP 2016541326 A JP2016541326 A JP 2016541326A JP 2016541326 A JP2016541326 A JP 2016541326A JP 2017504540 A JP2017504540 A JP 2017504540A
- Authority
- JP
- Japan
- Prior art keywords
- web
- roller
- horizontal
- shaft
- rollers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000000463 material Substances 0.000 title description 7
- 238000000034 method Methods 0.000 claims abstract description 8
- 239000005022 packaging material Substances 0.000 claims description 30
- 230000001133 acceleration Effects 0.000 claims description 3
- 230000008439 repair process Effects 0.000 description 28
- 238000004806 packaging method and process Methods 0.000 description 8
- 238000004519 manufacturing process Methods 0.000 description 7
- 230000037303 wrinkles Effects 0.000 description 7
- 230000007547 defect Effects 0.000 description 6
- 239000011111 cardboard Substances 0.000 description 4
- 239000011087 paperboard Substances 0.000 description 4
- 230000008569 process Effects 0.000 description 4
- 235000013305 food Nutrition 0.000 description 3
- 235000013336 milk Nutrition 0.000 description 3
- 239000008267 milk Substances 0.000 description 3
- 210000004080 milk Anatomy 0.000 description 3
- 239000000047 product Substances 0.000 description 3
- 238000007789 sealing Methods 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 2
- 230000035508 accumulation Effects 0.000 description 2
- 238000009825 accumulation Methods 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical group [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 2
- 239000011888 foil Substances 0.000 description 2
- 235000015203 fruit juice Nutrition 0.000 description 2
- 235000021056 liquid food Nutrition 0.000 description 2
- 229910052760 oxygen Inorganic materials 0.000 description 2
- 239000001301 oxygen Substances 0.000 description 2
- -1 polyethylene Polymers 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 238000007639 printing Methods 0.000 description 2
- 238000003908 quality control method Methods 0.000 description 2
- 230000003466 anti-cipated effect Effects 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 239000008157 edible vegetable oil Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 235000019990 fruit wine Nutrition 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 230000003252 repetitive effect Effects 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000013589 supplement Substances 0.000 description 1
- 230000001131 transforming effect Effects 0.000 description 1
- 230000003313 weakening effect Effects 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H23/00—Registering, tensioning, smoothing or guiding webs
- B65H23/04—Registering, tensioning, smoothing or guiding webs longitudinally
- B65H23/16—Registering, tensioning, smoothing or guiding webs longitudinally by weighted or spring-pressed movable bars or rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H20/00—Advancing webs
- B65H20/30—Arrangements for accumulating surplus web
- B65H20/32—Arrangements for accumulating surplus web by making loops
- B65H20/34—Arrangements for accumulating surplus web by making loops with rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/50—Auxiliary process performed during handling process
- B65H2301/52—Auxiliary process performed during handling process for starting
- B65H2301/522—Threading web into machine
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2402/00—Constructional details of the handling apparatus
- B65H2402/30—Supports; Subassemblies; Mountings thereof
- B65H2402/31—Pivoting support means
Landscapes
- Controlling Rewinding, Feeding, Winding, Or Abnormalities Of Webs (AREA)
- Replacement Of Web Rolls (AREA)
- Registering, Tensioning, Guiding Webs, And Rollers Therefor (AREA)
Abstract
Description
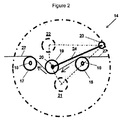
11 水平回転シャフト
12 水平回転シャフト
13 修復ステーション
14 デバイス
15 ローラ
16 水平回転シャフト
17 ローラ
18 水平回転シャフト
19 回転ローラ
20 水平シャフト
21 下ポジション
22 上ポジション
23 水平回転シャフト
24 アーム
27 ウェブ
Claims (6)
- 水平回転シャフト(11)から巻き戻され、かつ、対応する水平回転シャフト(12)まで導かれ、かつ前記水平回転シャフト(12)に巻き取られるウェブ(27)に作用する軸方向力を制御するためのデバイスであって、
前記デバイス(14)は、第1の水平シャフト(16)周りで回転可能な第1のローラ(15)と、第2の水平シャフト(18)周りで回転可能な第2のローラ(17)と、第3の水平シャフト(20)周りで回転可能な第3のローラ(19)と、を備えており、
前記第3のローラ(19)は、前記第1および第2のローラ(15および17)間に配置され、かつ、任意の瞬間に前記ウェブ(27)に作用する軸方向力に応じて(21における)下ポジションと(22における)上ポジションとの間で垂直平面上で円弧状の移動経路に沿って移動可能であり、
前記ウェブ(27)は、その一面が前記第1および第2のローラ(15および17)と接触しかつその他面が前記第3のローラ(19)と接触するように意図されており、
前記第3のローラ(19)は、(22における)その上ポジションにおいて、開いた水平経路を形成するために前記第1および第2のローラ(15および17)上方で十分な垂直方向距離をおいて配置され、
前記水平経路を通って、前記ウェブ(27)は、前記第1および第2のローラ(15および17)と上方に配置された第3のローラ(19)との間を自由に通過でき、
前記第3のローラ(19)は、(22における)前記上作業ポジションの方向への前記第3のローラ(19)の移動に対抗する力であって、前記特定のウェブ(27)の最大引張強度未満である力で付勢されていることを特徴とするデバイス。 - 前記第3のローラ(19)は、複数のアーム(24)を介して第4の水平回転シャフト(23)に枢軸回転可能に懸架されており、
これらアームの一端は、前記第4の水平シャフト(23)の個々の軸方向端部に接続されており、かつ、これらアームの他端は、対応する様式で、前記第3の水平シャフト(20)の個々の軸方向端部に接続されていることを特徴とする請求項1に記載のデバイス。 - 前記第4の水平シャフト(23)は、垂直平面上において、第1および第2の水平シャフト(16および18)よりも高い位置に配置されていることを特徴とする請求項2に記載のデバイス。
- 前記アーム(24)は、前記第3のローラ(19)が(22における)その上ポジションに配置されている場合に略水平となっていることを特徴とする請求項1または請求項2に記載のデバイス。
- パッケージング材料のウェブであって、水平回転シャフト(11)から巻き戻され、かつ対応する水平シャフト(12)まで導かれ、かつ前記対応する水平シャフト(12)に巻き取られ、かつ、前記ウェブが前記2つの水平シャフト間を通過する際に、その運転時に後続の加速スタートを伴う少なくとも1度の減速およびストップを受ける、パッケージング材料のウェブに任意の瞬間に作用する軸方向引張応力および降伏応力を制御するための、請求項1から請求項4のいずれか一項に記載のデバイス。
- 水平回転シャフト(11)から巻き戻され、かつ対応する水平回転シャフト(12)まで導かれ、かつ前記対応する水平回転シャフト(12)に巻き取られるウェブ(27)に作用する軸方向力を制御するための方法であって、
− 前記ウェブを、その一面が第1のローラ(15)および第2のローラ(17)に接触するように導くステップであって、前記第1および第2のローラ(15,17)はそれぞれ第1および第2の水平シャフト(16,18)周りで回転可能である、ステップと、
− 開いた水平経路を形成するように、第3の水平シャフト(20)周りで回転可能な第3のローラ(19)を、前記第1および第2のローラの上方における十分な垂直方向距離から下降させるステップであって、前記水平経路を通って、前記第3のローラ(19)が、前記第1および第2のローラと接触する面とは異なる面において前記ウェブに接触するように、前記ウェブが前記ウェブに接触する、ステップと、
− (22における)その上作業ポジションの方向における前記第3のローラの移動に対抗する力で前記第3のローラ(19)を付勢するステップであって、前記力は、前記特定のウェブ(27)の最大引張強度未満である、ステップと、
を含むことを特徴とする方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SE1351553-1 | 2013-12-20 | ||
| SE1351553 | 2013-12-20 | ||
| PCT/EP2014/078786 WO2015091975A1 (en) | 2013-12-20 | 2014-12-19 | Device for controlling the web tension in a running material web |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017504540A true JP2017504540A (ja) | 2017-02-09 |
Family
ID=52273141
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016541326A Pending JP2017504540A (ja) | 2013-12-20 | 2014-12-19 | 走行する材料ウェブにおけるウェブ張力を制御するためのデバイス |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US10138087B2 (ja) |
| EP (1) | EP3083462A1 (ja) |
| JP (1) | JP2017504540A (ja) |
| CN (1) | CN105829222A (ja) |
| MX (1) | MX2016008043A (ja) |
| RU (1) | RU2675990C1 (ja) |
| WO (1) | WO2015091975A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3371080A1 (en) * | 2015-11-02 | 2018-09-12 | Tetra Laval Holdings & Finance S.A. | Method and device for removing defects on a stationary web of a packaging material |
| WO2024056583A1 (de) * | 2022-09-13 | 2024-03-21 | Focke & Co. (Gmbh & Co. Kg) | Verfahren und vorrichtung zum handhaben von bahnförmigem verpackungsmaterial innerhalb einer verpackungsmaschine vorzugsweise für produkte der zigarettenindustrie |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS469772Y1 (ja) * | 1968-06-08 | 1971-04-06 | ||
| JPS4894654A (ja) * | 1972-02-18 | 1973-12-05 | ||
| JPS5713047A (en) * | 1980-06-24 | 1982-01-23 | Toshiba Corp | Tensile force controller for continuous machining line |
| JPS6077058A (ja) * | 1983-10-04 | 1985-05-01 | Toray Ind Inc | シ−ト状物の巻出張力変動低減方法 |
| US6352257B1 (en) * | 1999-08-30 | 2002-03-05 | Asterisk, Inc. | Web stabilizer |
| JP2004155533A (ja) * | 2002-11-05 | 2004-06-03 | Fuji Xerox Co Ltd | 連続紙搬送機構及びこれを有する印刷装置 |
| JP2004238114A (ja) * | 2003-02-04 | 2004-08-26 | Fuji Photo Film Co Ltd | 巻癖除去方法及び巻癖除去装置 |
| JP2012525261A (ja) * | 2009-04-28 | 2012-10-22 | オットー ユンカー ゲゼルシャフト ミット ベシュレンクテル ハフツング | 搬送される可撓性材料ストランドに対する張力変化の補整用および/または引張応力の調整用の装置 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2214609A (en) | 1939-04-25 | 1940-09-10 | Westinghouse Electric & Mfg Co | Torque amplifier for dancer field rheostats |
| FR1016340A (fr) * | 1950-04-15 | 1952-11-07 | Coupeuse à papier | |
| US4033522A (en) * | 1976-02-13 | 1977-07-05 | W. R. Chesnut Engineering, Inc. | Machine for advancing strip material through a utilization apparatus |
| EP0164003A1 (en) * | 1982-05-26 | 1985-12-11 | Norcros Investments Limited | Web reel mounting |
| US4464916A (en) | 1982-05-28 | 1984-08-14 | The Minster Machine Company | Loop follower straightener control in a press installation |
| US5163594A (en) | 1991-04-24 | 1992-11-17 | Curt G. Joa, Inc. | Opposed arm web accumulator |
| EP0602283A1 (en) | 1992-12-14 | 1994-06-22 | Agfa-Gevaert N.V. | A thermal image-recording apparatus with a dancer roller for controlling the donor ribbon tension |
| JPH09507666A (ja) * | 1994-01-24 | 1997-08-05 | シーメンス ニクスドルフ インフオルマチオーンスジステーメ アクチエンゲゼルシヤフト | 帯状の記録担体を処理するための摩擦駆動装置を備えた印刷装置 |
| RU2233745C1 (ru) * | 2002-11-18 | 2004-08-10 | Березуева Светлана Николаевна | Устройство намотки и формирования заготовок бумажных многослойных мешков с ламинированным слоем |
| DE102008024367A1 (de) * | 2008-05-20 | 2009-12-03 | Khs Ag | Rollen- oder Pufferspeicher für ein bahnförmiges Flachmaterial |
| CN101850912A (zh) * | 2010-05-11 | 2010-10-06 | 天津长荣印刷设备股份有限公司 | 转换间歇与连续输送卷筒材料的储料装置及其工作方法 |
| CN102862704B (zh) * | 2011-07-08 | 2016-03-02 | 博世包装技术(新加坡)私人有限公司 | 包装机及其张紧和制动装置 |
| CN202481807U (zh) * | 2012-01-16 | 2012-10-10 | 美钢联工程技术股份有限公司 | 气动式自动配重跳动辊 |
| CN202784977U (zh) * | 2012-10-12 | 2013-03-13 | 瑞安市中天印刷机械有限公司 | 间歇式标签印刷机的真空储纸装置 |
-
2014
- 2014-12-19 MX MX2016008043A patent/MX2016008043A/es unknown
- 2014-12-19 RU RU2016129491A patent/RU2675990C1/ru not_active IP Right Cessation
- 2014-12-19 WO PCT/EP2014/078786 patent/WO2015091975A1/en active Application Filing
- 2014-12-19 JP JP2016541326A patent/JP2017504540A/ja active Pending
- 2014-12-19 CN CN201480068627.9A patent/CN105829222A/zh active Pending
- 2014-12-19 US US15/106,636 patent/US10138087B2/en not_active Expired - Fee Related
- 2014-12-19 EP EP14821172.5A patent/EP3083462A1/en not_active Withdrawn
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS469772Y1 (ja) * | 1968-06-08 | 1971-04-06 | ||
| JPS4894654A (ja) * | 1972-02-18 | 1973-12-05 | ||
| JPS5713047A (en) * | 1980-06-24 | 1982-01-23 | Toshiba Corp | Tensile force controller for continuous machining line |
| JPS6077058A (ja) * | 1983-10-04 | 1985-05-01 | Toray Ind Inc | シ−ト状物の巻出張力変動低減方法 |
| US6352257B1 (en) * | 1999-08-30 | 2002-03-05 | Asterisk, Inc. | Web stabilizer |
| JP2004155533A (ja) * | 2002-11-05 | 2004-06-03 | Fuji Xerox Co Ltd | 連続紙搬送機構及びこれを有する印刷装置 |
| JP2004238114A (ja) * | 2003-02-04 | 2004-08-26 | Fuji Photo Film Co Ltd | 巻癖除去方法及び巻癖除去装置 |
| JP2012525261A (ja) * | 2009-04-28 | 2012-10-22 | オットー ユンカー ゲゼルシャフト ミット ベシュレンクテル ハフツング | 搬送される可撓性材料ストランドに対する張力変化の補整用および/または引張応力の調整用の装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN105829222A (zh) | 2016-08-03 |
| RU2016129491A (ru) | 2018-01-25 |
| US10138087B2 (en) | 2018-11-27 |
| RU2675990C1 (ru) | 2018-12-25 |
| US20170029230A1 (en) | 2017-02-02 |
| MX2016008043A (es) | 2016-10-12 |
| EP3083462A1 (en) | 2016-10-26 |
| WO2015091975A1 (en) | 2015-06-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5586625B2 (ja) | 容器状の複合パッケージを製造する方法および装置 | |
| US20190061301A1 (en) | Arrangement and method for processing a web of packaging material, and a packaging material | |
| AU2012304712B2 (en) | Method for inserting a first folded film within a second folded film | |
| RU2432304C2 (ru) | Устройство для упаковывания в покрытие из листового материала со средствами для создания боковых складок | |
| JPH0339886B2 (ja) | ||
| US11679574B2 (en) | Method and apparatus for producing a padding product, and padding product | |
| CA2503441C (en) | An apparatus for unwinding rolls of web material | |
| KR102056682B1 (ko) | 크리싱 형성 기계의 구조 및 이로부터 획득한 생산품 | |
| JP2017504540A (ja) | 走行する材料ウェブにおけるウェブ張力を制御するためのデバイス | |
| US20180319612A1 (en) | Method and device for removing defects on a stationary web of a packaging material | |
| JPS62295859A (ja) | 帯状ウエブの間欠給送装置 | |
| CA2848019C (en) | Apparatus for inserting a first folded film within a second folded film | |
| WO2009070077A1 (en) | An apparatus and a method for facilitating reforming of a material web | |
| CN106986210A (zh) | 用于操作包装机的方法 | |
| CN106458493B (zh) | 用于控制包装材料卷材中张力的装置 | |
| EP3368456A1 (en) | Arrangement and method for processing a web of packaging material, and a packaging material | |
| IT201900016952A1 (it) | Processo di trattamento di un film continuo in materiale plastico e relativo dispositivo. | |
| ITMO20090304A1 (it) | Procedimento per la fasciatura di carichi ed impianto relativo | |
| JPH04226337A (ja) | 紙容器用板紙素材の折目線に折癖を付ける方法 | |
| WO2008114076A1 (en) | Process for wrapping loads and relative system |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20171207 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180913 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180921 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20181211 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20181211 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20190425 |