JP2017196627A - 除去装置、鋳造機、および除去方法 - Google Patents
除去装置、鋳造機、および除去方法 Download PDFInfo
- Publication number
- JP2017196627A JP2017196627A JP2016087352A JP2016087352A JP2017196627A JP 2017196627 A JP2017196627 A JP 2017196627A JP 2016087352 A JP2016087352 A JP 2016087352A JP 2016087352 A JP2016087352 A JP 2016087352A JP 2017196627 A JP2017196627 A JP 2017196627A
- Authority
- JP
- Japan
- Prior art keywords
- nozzle
- pouring
- ladle
- molten metal
- ladle body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Landscapes
- Casting Support Devices, Ladles, And Melt Control Thereby (AREA)
Abstract
【課題】取鍋本体からの注湯の安定化を図る。【解決手段】本発明の実施の一形態に係る除去装置(9)は、取鍋本体(31)に貯留した溶湯(2)を取鍋本体(31)の外部に注湯するための注湯ノズル(32)に付着した残留物を除去する除去装置(9)であって、注湯ノズル(32)に向けて圧縮エアを噴出することにより残留物を除去する。【選択図】図5
Description
本発明は、取鍋本体に設けられた注湯ノズルに付着した残留物を除去するための除去装置、鋳造機、および除去方法に関する。
取鍋本体の下面から取鍋本体の外部に溶湯を注湯する注湯ノズルを構造の一例が、特許文献1に開示されている。
しかしながら、溶湯を取鍋本体の外部に注湯する注湯ノズルには残留物が付着する。注湯ノズルに残留物が付着した場合、取鍋本体からの注湯量が変動し、注湯が不安定になるという問題が生じる。このため、注湯を安定して行うためには、注湯ノズルに付着した残留物を除去する必要性がある。
本発明は、前記の問題点に鑑みてなされたものであり、その目的は、取鍋本体に設けられた注湯ノズルに付着した残留物を好適に除去して、注湯の安定化を図ることが可能な除去装置、鋳造機、および除去方法を提供することにある。
上記の課題を解決するために、本発明に係る除去装置は、取鍋本体に貯留した溶湯を当該取鍋本体の外部に注湯するための注湯ノズルに付着した残留物を除去する除去装置であって、前記注湯ノズルに向けて圧縮した気体を噴出することにより、前記残留物を除去することを特徴としている。
上記の構成によれば、注湯ノズルに向けて圧縮した気体を噴出することにより、注湯ノズルに付着した残留物を除去する。このため、上述した注湯ノズルに付着した残留物に起因する注湯量の変動を抑え、注湯の安定化を図ることができる。また、圧縮した気体を用いて注湯ノズルに付着した残留物を除去するため、注湯ノズルを傷つけることなく残留物を除去することができる。さらに、液体などを用いて注湯ノズルに付着した残留物を除去した場合、取鍋本体の内部に不純物が混入するが、圧縮した気体を用いることにより、このような不純物の混入を抑制することができる。
また、本発明に係る除去装置では、前記取鍋本体は、回転軸を中心に回動可能であり、回動に伴って、貯留した前記溶湯の液面に対する前記注湯ノズルの高さ位置を変化させるものであることが好ましい。
取鍋本体の回動に伴って、貯留した溶湯の液面に対する注湯ノズルの高さ位置を変化させる構成の取鍋本体(以下、回転式取鍋本体と称する。)では、注湯ノズルに残留物が特に付着しやすい。このため、回転式取鍋本体では、上述した注湯ノズルに付着した残留物に起因する注湯量の変動が大きく、注湯が不安定になりやすくなる。
本発明に係る除去装置は、このような回転式取鍋本体に設けられた注湯ノズルに付着した残留物の除去に特に有効であり、回転式取鍋本体からの注湯量の変動を好適に抑え、注湯の安定化を図ることができる。
また、本発明に係る除去装置では、前記圧縮した気体を噴出する、筒状の噴出ノズルを備え、前記噴出ノズルは、前記取鍋本体の外部側から前記注湯ノズルのノズル孔に挿入されることが好ましい。
上記の構成によれば、圧縮した空気を噴出する噴出ノズルを、取鍋本体の外部側から注湯ノズルのノズル孔に挿入することにより、当該ノズル孔に付着した残留物を効果的に除去することができる。また、除去した残留物は、取鍋本体の内部に戻るため、注湯ノズルに付着した残留物(溶湯)を鋳造物の製造に再利用することができる。
また、本発明に係る除去装置では、前記噴出ノズルは、前記ノズル孔に沿って移動可能であることが好ましい。
上記の構成によれば、取鍋本体の外部側から挿入した噴出ノズルを、ノズル孔に沿って移動させることにより、ノズル孔の広い範囲にわたって付着した残留物を効果的に除去することができる。
また、本発明に係る除去装置では、前記噴出ノズルは、当該噴出ノズルの先端側に設けられた主噴出孔と、当該噴出ノズルの周面側に設けられた副噴出孔と、を含むことが好ましい。
上記の構成によれば、噴出ノズルは、先端側に設けられた主噴出孔とは別に周面側に設けられた副噴出孔を含むため、ノズル孔に付着した残留物をより確実に除去することが可能となる。
また、本発明に係る除去装置では、前記主噴出孔は、前記噴出ノズルの延伸方向に対して所定の角度をなすように、前記圧縮した気体を噴出することが好ましい。
例えば回転式取鍋本体では、ノズル孔の底面側に残留物が特に付着しやすい。上記の構成によれば、例えば、ノズル孔の底面側に向けて主噴出孔から圧縮した気体を噴出することにより、ノズル孔の底面に付着した残留物を効果的に除去することができる。
上記の課題を解決するために、本発明に係る鋳造機は、前記除去装置と、前記取鍋本体および当該取鍋本体に設けられた前記注湯ノズルを含む取鍋と、を備えることを特徴としている。
上記の構成によれば、取鍋の注湯ノズルに付着した残留物を除去装置によって好適に除去することができるため、注湯ノズルに付着した残留物に起因する注湯量の変動を抑え、注湯の安定化を図ることができる。
上記の課題を解決するために、本発明に係る除去方法は、取鍋本体に貯留した溶湯を当該取鍋本体の外部に注湯するための注湯ノズルに付着した残留物を除去する除去方法であって、前記注湯ノズルに向けて圧縮した気体を噴出することにより、前記残留物を除去することを特徴としている。
上記の方法によれば、注湯ノズルに向けて圧縮した気体を噴出することにより、注湯ノズルに付着した残留物を除去する。このため、上述した注湯ノズルに付着した残留物に起因する注湯量の変動を抑え、注湯の安定化を図ることができる。また、圧縮した気体を用いて注湯ノズルに付着した残留物を除去するため、注湯ノズルを傷つけることなく残留物を除去することができる。さらに、液体などを用いて注湯ノズルに付着した残留物を除去した場合、取鍋本体の内部に不純物が混入するが、圧縮した気体を用いることにより、このような不純物の混入を抑制することができる。
また、本発明に係る除去方法では、前記取鍋本体は、回転軸を中心に回動可能であり、回動に伴って、貯留した前記溶湯の液面に対する前記注湯ノズルの高さ位置を変化させるものであり、前記液面よりも前記注湯ノズルが上方に位置する非注湯位置にて、前記取鍋本体の外部側から、前記圧縮した気体を噴出する噴出ノズルを前記注湯ノズルのノズル孔に挿入することが好ましい。
上記の方法によれば、圧縮した空気を噴出する噴出ノズルを、非注湯位置にある取鍋本体の外部側から注湯ノズルのノズル孔に挿入することにより、当該ノズル孔に付着した残留物を効果的に除去することができる。また、除去した残留物は、取鍋本体の内部に戻るため、注湯ノズルに付着した残留物(溶湯)を鋳造物の製造に再利用することができる。
本発明によれば、取鍋本体に設けられた注湯ノズルに付着した残留物を好適に除去して、注湯の安定化を図ることが可能な除去装置、鋳造機、および除去方法を提供することができるという効果を奏する。
〔実施形態1〕
本発明の実施の一形態について、図1〜図8に基づいて説明すれば以下のとおりである。本実施形態では、本発明に係る除去装置を備えた鋳造機の一例について説明する。
本発明の実施の一形態について、図1〜図8に基づいて説明すれば以下のとおりである。本実施形態では、本発明に係る除去装置を備えた鋳造機の一例について説明する。
(鋳造機100の構成)
図1は、本実施形態に係る鋳造機100の構成を示す断面図である。図1に示す鋳造機100は、定置取鍋1から溶湯2が供給される円弧取鍋3、モーター4、シュート5、トラフ6、鋳造部7、トラフ移動部8、および除去装置9を備えている。
図1は、本実施形態に係る鋳造機100の構成を示す断面図である。図1に示す鋳造機100は、定置取鍋1から溶湯2が供給される円弧取鍋3、モーター4、シュート5、トラフ6、鋳造部7、トラフ移動部8、および除去装置9を備えている。
円弧取鍋3は、定置取鍋1から供給された溶湯2をシュート5へ注湯する。円弧取鍋3は、取鍋本体31および注湯ノズル32を備えている。取鍋本体31は、溶湯2を貯留する、回転式取鍋本体である。取鍋本体31は、鉛直方向の断面(取鍋本体31から外部への注湯方向と、鉛直方向とで規定される平面と平行な方向における断面、すなわち、紙面と同じ面。以下、第1断面と称する。)の形状が中心(回転軸)3cを中心とする円弧である底面部31bを含んでいる。取鍋本体31は、中心3cを中心にモーター4により回動可能になっている。
注湯ノズル32は、取鍋本体31に貯留した溶湯2を取鍋本体31の外部に注湯する。注湯ノズル32は、取鍋本体31の底面部31bに設けられている。円弧取鍋3では、モーター4により取鍋本体31の回動角度を制御することで、外部に注湯される溶湯2の量を調節することが可能になっている。なお、円弧取鍋3の詳細は後述する。
シュート5は、円弧取鍋3から注湯された溶湯2を受け、受けた溶湯2を略水平方向に導く。シュート5は、溝状の部材であり、その表面に塗型(黒鉛など)が塗布されている。シュート5により導かれた溶湯2は、トラフ6に供給される。
トラフ6は、シュート5から供給された溶湯2を受け、受けた溶湯2を鋳造部7に導く。トラフ6は、溶湯2が通る溝であり、トラフ移動部8上を移動する台車6bに載せられている。
トラフ移動部8は、例えばレールであり、トラフ6の延伸方向に沿って台車6bを移動させる。トラフ6は、上記レールに対して略平行な傾斜角度で台車6bに載置されているが、鋳造部7側の端部(以下、トラフ6の終端と称する。)が下がるように、当該レールに対して傾斜させることが可能となっていてもよい。
鋳造部7は、モールド11、スリーブ12、モールド回動機構13、および制振台14を備えている。モールド11およびスリーブ12は、円筒形状である。また、スリーブ12は、モールド11を囲むように、モールド11に対して同心円状に設けられている。さらに、モールド11とスリーブ12との間には空間15が形成されており、この空間15に冷却用の流体(水など)を供給することにより、モールド11の冷却が可能となっている。なお、トラフ6に導かれた溶湯2は、トラフ6の終端から流れ落ち、モールド11へ供給される。つまり、トラフ6の終端が、モールド11への溶湯2の供給部分となっている。
モールド回動機構13は、モールド11およびスリーブ12を、モールド11の円筒軸を回転軸として回動させる。モールド回動機構13による回動の手法としては、スリーブ12の両端を支持ローラによって支持し、制振台14に搭載されたローラをスリーブ12の下方に接触させ、この制振台14に搭載されたローラをモーターにより回動させる手法が挙げられる。
制振台14は、モールド11およびスリーブ12の回動時における、モールド11の振動を抑えるものである。また上述したとおり、制振台14にはローラが設けられており、このローラがモールド11およびスリーブ12を回動させている(モールド回動機構13の機能の一部を担っている)。
除去装置9は、円弧取鍋3の注湯ノズル32に向けて圧縮エア(圧縮した気体)を噴出することにより、注湯ノズル32に付着した溶湯2などである地金(残留物)を除去する。除去装置9は、圧縮エア供給源91、ノズル移動部92、およびブローノズル(噴出ノズル)93を備えている。
圧縮エア供給源91は、ブローノズル93に圧縮エアを供給する。圧縮エア供給源91は、コンプレッサを含んでいてもよく、さらにエアタンクなどを含んでもよい。圧縮エア供給源91から供給された圧縮エアは、ノズル移動部92に接続されたブローノズル93から注湯ノズル32に向けて噴出される。
ノズル移動部92は、ブローノズル93に接続されており、ブローノズル93を移動させる。ノズル移動部92は、エアシリンダなどを含んでいてもよい。ノズル移動部92を制御することにより、ブローノズル93を当該ブローノズル93の延伸方向に沿って移動させることができる。
ブローノズル93は、圧縮エア供給源91から供給される圧縮ガスを注湯ノズル32に向けて噴出する。ブローノズル93は、取鍋本体31の外部側から注湯ノズル32のノズル孔に挿入可能な形状を有している。なお、除去装置9の詳細は後述する。
鋳造機100では、取鍋本体31を回動させることにより、注湯ノズル32の位置を変化させることができる。これにより、シュート5が溶湯2を受ける位置を、取鍋本体31の回動角度に応じて適宜変化させることができる。このため、シュート5表面の溶湯接触面(すなわち、溶湯2を受ける部分)に塗型を厚塗りすることなく、シュート5表面に焼き付きが生じることを抑制することができ、シュート5に対するダメージを低減することができる。
(円弧取鍋3の詳細)
図2は、取鍋本体31および注湯ノズル32を備えた円弧取鍋3を示す断面図である。図2に示すように、取鍋本体31は、溶湯2を貯留するものであり、底面部31bを含んでいる。底面部31bは、第1断面の形状が第1円弧である内面を有している。また、取鍋本体31は、上記第1円弧を含む第1円c1の中心3cを軸として、上記第1断面内で回動される。換言すれば、取鍋本体31の第1断面視は、中心3cを中心とする扇形である。
図2は、取鍋本体31および注湯ノズル32を備えた円弧取鍋3を示す断面図である。図2に示すように、取鍋本体31は、溶湯2を貯留するものであり、底面部31bを含んでいる。底面部31bは、第1断面の形状が第1円弧である内面を有している。また、取鍋本体31は、上記第1円弧を含む第1円c1の中心3cを軸として、上記第1断面内で回動される。換言すれば、取鍋本体31の第1断面視は、中心3cを中心とする扇形である。
なお、上記回動軸に沿う方向における底面部31bの幅は、上記第1円弧を含む第1円c1の直径未満であることが好ましい。換言すれば、底面部31bの幅は、取鍋本体31の扇形である側面部の幅の最大値未満であることが好ましい。このように、注湯方向に対して垂直な方向における取鍋本体31の幅を小さくすることにより、円弧取鍋3の回転に伴う注湯量の変化を小さくすることが可能となるため、溶湯2の注湯量の制御が容易となる。
注湯ノズル32は底面部31bに設けられており、取鍋本体31の回動に追従して注湯ノズル32も回動する。本実施形態では、注湯ノズル32は、取鍋本体31と別体として設けられており、円形に開口したノズル孔32aを有している。ただし、注湯ノズル32は、取鍋本体31の底面部31bを加工して形成されたものであってもよい。
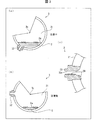
図3の(a)は、注湯位置にある円弧取鍋3を示す断面図であり、図3の(b)は、非注湯位置にある円弧取鍋3を示す断面図であり、図3の(c)は、注湯ノズル32およびその周辺に付着する地金20を説明するための断面図である。
図3の(a)および(b)に示すように、円弧取鍋3では、取鍋本体31の回動に追従して注湯ノズル32が回動する。このため、取鍋本体31の回動に伴って、取鍋本体31に貯留した溶湯2の液面に対する注湯ノズル32の高さ位置が変化する。換言すれば、円弧取鍋3は、取鍋本体31の回動に伴って、取鍋本体31に貯留した溶湯2の液面2aよりも注湯ノズル32が下方に位置する注湯位置(図3の(a)参照)と、取鍋本体31に貯留した溶湯2の液面2aよりも注湯ノズル32が上方に位置する非注湯位置(図3の(b)参照)とに切り替え可能となっている。
円弧取鍋3が注湯位置にある場合、円弧取鍋3からの注湯量を決定する要因の一つとして、注湯ノズル32と溶湯2の液面2aとの鉛直方向における間隔が挙げられる。すなわち、円弧取鍋3が注湯位置にある場合において、注湯ノズル32と溶湯2の液面2aとの上記間隔が大きくなるにつれて注湯量は多くなる。一方、注湯ノズル32と溶湯2の液面2aとの上記間隔が小さくなるにつれて注湯量は少なくなる。円弧取鍋3によれば、上記間隔が略一定となるように取鍋本体31の回動角度を制御することにより、注湯量を一定に保つことが可能となる。
一方、円弧取鍋3では、注湯位置から非注湯位置に切り替える際、注湯ノズル32が溶湯2の液面2aを跨ぐ(通過する)ことになる。このため、図3の(c)に示すように、注湯ノズル32およびその周辺(以下、単に注湯ノズル32と称する。)には、残留した溶湯2などである地金20が付着しやすい。注湯ノズル32に地金20が付着した場合、円弧取鍋3からの注湯量が変動し、注湯が不安定になる。
そこで、円弧取鍋3では、上記第1断面において、注湯ノズル32と中心3cとの最短距離ds(図2参照)が、第1円c1の半径rc1(図2参照)以上になっている。上記第1円弧に対して中心3c側に突出しないように取鍋本体31に対して注湯ノズル32を設けることにより、注湯ノズル32への地金20の付着量を低減することができる。
図4は、鋳造機100における溶湯供給構造である、円弧取鍋3およびシュート5を示す拡大図である。図4に示すように、注湯ノズル32は、略円筒形状によって構成されており、上記第1断面において、中心3cとノズル孔32aの中心32cとを結ぶ線分上に、ノズル孔32aの軸心32axが配置されていることが好ましい。これにより、ノズル孔32aを通過する溶湯2の流れをスムーズにすることができる。
また、シュート5は、上記第1断面において、取鍋本体31から外部への注湯方向と、シュート5が溶湯2を導く方向とがなす角度θが、90°以上270°以下であることが好ましく、90°以上180°以下であることがより好ましい。
ここで、シュート5が溶湯2を導く方向とは、シュート5の先端部における溶湯2の流れ方向(トラフ6に溶湯2を導く方向)であり、角度θは、取鍋本体31から外部への注湯方向と、シュート5の先端部における溶湯2の流れ方向との角度である。これにより、円弧取鍋3から注湯された溶湯2の流れが、シュート5によってその方向を大きく変えられるため、円弧取鍋3からの注湯時の勢いを緩衝することが可能である。このため、シュート5から供給される溶湯2の流れを安定化させることができる。
また、シュート5は、上記第1断面の形状が、中心3cを中心とし、かつ、上記第1円弧より中心3cまでの距離が遠い第2円弧である。これにより、底面部31bとシュート5との最短距離dを一定にすることが容易である。この最短距離dを一定とすることにより、シュート5が溶湯2を導くことをより安定化させることが可能となる。
(除去装置9の詳細)
上述のとおり、円弧取鍋3では、注湯ノズル32と中心3cとの最短距離dsを、第1円c1の半径rc1以上とすることで、注湯ノズル32への地金20の付着量を低減している。しかしながら、この場合であっても、地金20の付着を完全に抑えることは困難であり、円弧取鍋3の繰り返しの使用に伴って、注湯ノズル32に付着した地金20が蓄積する。この結果、円弧取鍋3からの注湯量が変動し、注湯が不安定になる。そこで、鋳造機100では、注湯ノズル32に向けて圧縮エアを噴出することにより、注湯ノズル32に付着した地金20を除去する除去装置9を備えている。
上述のとおり、円弧取鍋3では、注湯ノズル32と中心3cとの最短距離dsを、第1円c1の半径rc1以上とすることで、注湯ノズル32への地金20の付着量を低減している。しかしながら、この場合であっても、地金20の付着を完全に抑えることは困難であり、円弧取鍋3の繰り返しの使用に伴って、注湯ノズル32に付着した地金20が蓄積する。この結果、円弧取鍋3からの注湯量が変動し、注湯が不安定になる。そこで、鋳造機100では、注湯ノズル32に向けて圧縮エアを噴出することにより、注湯ノズル32に付着した地金20を除去する除去装置9を備えている。
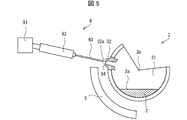
図5は、図1に示される除去装置9およびその周辺の構成を示す拡大図である。図5に示すように、除去装置9による地金20の除去は、注湯後、非注湯位置にある円弧取鍋3に対して行われる。
除去装置9は、取鍋本体31の外部側から注湯ノズル32のノズル孔32aに挿入可能なブローノズル93を備え、このブローノズル93から圧縮エアを噴出することにより、注湯ノズル32に付着した地金20を除去する。このブローノズル93の角度は、注湯ノズル32の位置に応じて適宜調整可能となっている。
図6の(a)は、ブローノズル93の側面図であり、図6の(b)は、ブローノズル93の下面図である。図6の(a)および(b)に示すように、ブローノズル93は、1つの主噴出孔94と、3つの副噴出孔95とを含んでいる。
主噴出孔94は、筒状のブローノズル93の先端側に設けられた噴出孔である。主噴出孔94は、ブローノズル93の先端下側を斜めにカットした形状である。これにより、主噴出孔94は、ブローノズル93の延伸方向に対して斜め下方向に所定の角度をなすように圧縮エアを噴出するようになっている。円弧取鍋3では、注湯ノズル32のノズル孔32aの底面側に地金20が特に付着しやすい。このため、ノズル孔32aの底面側に向けて主噴出孔94から圧縮エアを噴出することにより、ノズル孔32aの底面に付着した地金20を効果的に除去することができる。この主噴出孔94からは、例えば0.3Mpaの圧縮エアが噴出される。
副噴出孔95は、筒状のブローノズル93の周面側に設けられた噴出孔である。3つの副噴出孔95は、各副噴出孔95から互いに異なる方向へ向けて圧縮エアを噴出する。本実施形態では、副噴出孔95は、ノズル孔32aの左右両側面および底面側に向けて圧縮エアを噴出するように、ブローノズル93の周面に並んで設けられている。これにより、注湯ノズル32に付着した地金20をより効果的に除去することができる。
なお、本実施形態では、ブローノズル93の全長は150mm(図中L1)であり、その内径は6mmである。また、主噴出孔94は、ブローノズル93の先端から10mm(図中L2)にわたって形成されている。さらに、各副噴出孔95は、ブローノズル93の先端から20mm(図中L3)の位置に形成されており、その直径は2mmである。ただし、ブローノズル93の形状は、使用される注湯ノズル32の形状に応じて適宜変更されてよい。
(除去装置9を用いた除去方法)
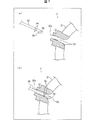
図7の(a)および(b)は、除去装置9を用いた地金20の除去方法の一例を説明するための断面図である。図7の(a)に示すように、注湯を終えた円弧取鍋3を非注湯位置に戻した後、ノズル移動部92を制御してブローノズル93を移動させる。そして、圧縮エアCAを噴出させた状態で取鍋本体31の外部側からブローノズル93をノズル孔32aに挿入する。
図7の(a)および(b)は、除去装置9を用いた地金20の除去方法の一例を説明するための断面図である。図7の(a)に示すように、注湯を終えた円弧取鍋3を非注湯位置に戻した後、ノズル移動部92を制御してブローノズル93を移動させる。そして、圧縮エアCAを噴出させた状態で取鍋本体31の外部側からブローノズル93をノズル孔32aに挿入する。
次に、図7の(b)に示すように、ブローノズル93を、圧縮エアCAを噴出するブローノズル93をノズル孔32aに沿ってさらに移動させる。これにより、ノズル孔32aの広い範囲にわたって付着した地金20を効果的に除去することができる。また、除去した地金20は、取鍋本体31の内部に戻るため、注湯ノズル32に付着した地金20を鋳造物の製造に再利用することができる。
なお、本実施形態では、注湯ノズル32に向けて圧縮した空気を噴出することにより地金20を除去しているが、空気以外の気体(例えば、窒素など)を用いてもよい。
(鋳造機100のまとめ)
以上のように、本実施形態に係る鋳造機100は、取鍋本体31および取鍋本体31に設けられた注湯ノズル32を含む円弧取鍋3と除去装置9とを備え、除去装置9は、注湯ノズル32に向けて圧縮エアCAを噴出することにより、注湯ノズル32に付着した地金20を除去する。
以上のように、本実施形態に係る鋳造機100は、取鍋本体31および取鍋本体31に設けられた注湯ノズル32を含む円弧取鍋3と除去装置9とを備え、除去装置9は、注湯ノズル32に向けて圧縮エアCAを噴出することにより、注湯ノズル32に付着した地金20を除去する。
除去装置9によれば、注湯ノズル32に向けて圧縮エアCAを噴出することにより、注湯ノズル32に付着した地金20を除去するため、注湯ノズル32に付着した地金20に起因する注湯量の変動を抑え、注湯の安定化を図ることができる。また、圧縮エアCAを用いて注湯ノズル32に付着した地金20を除去するため、注湯ノズル32を傷つけることなく地金20を除去することができる。さらに、液体などを用いて注湯ノズル32に付着した地金20を除去した場合、取鍋本体31の内部に不純物が混入するが、圧縮エアCAを用いることにより、このような不純物の混入を抑制することができる。
しがたって、本実施形態によれば、取鍋本体31に設けられた注湯ノズル32に付着した地金20を除去して、注湯の安定化を図ることが可能な除去装置9を実現することができる。
(変形例)
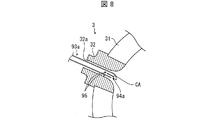
前述した実施形態では、ブローノズル93の先端下側を斜めにカットした形状の主噴出孔94を含むブローノズル93を用いた構成について説明した。ただし、主噴出孔94の形状は、この構成に限定されない。
前述した実施形態では、ブローノズル93の先端下側を斜めにカットした形状の主噴出孔94を含むブローノズル93を用いた構成について説明した。ただし、主噴出孔94の形状は、この構成に限定されない。
図8は、図7の(a)および(b)に示されるブローノズル93の変形例を示す断面図である。図8に示すように、ブローノズル93aはノズル孔32aの底面側に向けて圧縮エアCAが噴出されるやすくなるように、ノズル孔32aの底面側に開口した主噴出孔94aを有している。このような形状の主噴出孔94aによれば、ノズル孔32aの底面側に向けて噴出される圧縮エアCAを増加させることができるため、ノズル孔32aの底面に付着した地金20をより効果的に除去することができる。
〔実施形態2〕
本発明の他の実施の一形態について、図9〜図10に基づいて説明すれば以下のとおりである。本実施形態では、本発明に係る鋳造機を用いた鋳造物の製造方法の一例について説明する。
本発明の他の実施の一形態について、図9〜図10に基づいて説明すれば以下のとおりである。本実施形態では、本発明に係る鋳造機を用いた鋳造物の製造方法の一例について説明する。
なお、説明の便宜上、前述した実施形態にて説明した部材と同じ機能を有する部材については、同じ符号を付記し、その説明を省略する。
〔鋳造機101の構成〕
図9および図10は、本実施形態に係る鋳造機101の構成を示す断面図である。具体的に、図9は鋳造開始時点の様子を示しており、図10は鋳造終了時点の様子を示している。
図9および図10は、本実施形態に係る鋳造機101の構成を示す断面図である。具体的に、図9は鋳造開始時点の様子を示しており、図10は鋳造終了時点の様子を示している。
図9および図10に示す鋳造機101は、シュート5の配置が前述した実施形態1の鋳造機100と異なっている。すなわち、鋳造機101においてシュート5は、上記第1断面において、取鍋本体31から外部への注湯方向と、シュート5の先端がトラフ6に溶湯2を導く方向とがなす角度θが、90°未満であるように配置されている。換言すれば、鋳造機101において、シュート5は、上記第1断面の形状が円弧であるが、この円弧が中心3cを中心としていない(上記第2円弧でない)。
鋳造機101においても、鋳造機100と同様に、取鍋本体31を回動させることにより、注湯ノズル32の位置を変化させることができる。したがって、溶湯2の流れの安定化を図るとともに、シュート5に対するダメージを低減することが可能である。
(鋳造物の製造方法)
鋳造機101を用いた鋳造物の製造方法の一例について下記に説明する。なお、前述した実施形態1の鋳造機100についても、下記に説明する製造方法により、鋳造物の製造が可能である。
鋳造機101を用いた鋳造物の製造方法の一例について下記に説明する。なお、前述した実施形態1の鋳造機100についても、下記に説明する製造方法により、鋳造物の製造が可能である。
図9に示すように、鋳造機101による鋳造を開始する際、モーター4により取鍋本体31の回転角度を制御して、円弧取鍋3を非注湯位置から注湯位置へ切り替える。これにより、円弧取鍋3から溶湯2が注湯される。注湯ノズル32を通じて注湯された溶湯2は、シュート5、トラフ6の順に導かれ、トラフ6の終端からモールド11に供給される。このとき、モールド11およびスリーブ12は、モールド回動機構13により、モールド11の円筒軸を軸として回動している。
次に、トラフ6の終端がシュート5の方向に移動するように、トラフ6を載せた台車6bを移動させる。これにより、トラフ6の終端は、シュート5とは反対側に位置するモールド11の遠端部から、シュート5側に位置するモールド11の近端部に向けて移動することになる。したがって、モールド11の遠端部に溶湯2が供給できるようトラフ6の初期位置を設定すれば、モールド11の遠端部から近端部へ向けて溶湯2が順次供給されることになる。このとき、トラフ移動部8のレールに対して終端側が下がるようにトラフ6を傾斜させてもよい。これにより、トラフ6を流れる溶湯2をトラフ6の終端へと導き、モールド11へ効率的に供給することができる。この結果、トラフ6上に溶湯2が残存することが抑制され、溶湯2の利用効率を上げることができる。
次に、図10に示すように、モールド11全体にわたって溶湯2が供給されたとき、モーター4により取鍋本体31の回転角度を制御して、円弧取鍋3を注湯位置から非注湯位置へ切り替える。モールド11全体にわたって供給された溶湯2は、鋳造部7において円筒状に成形され、これにより、鋳造物が製造される。
さらに、鋳造機101では、上述した一連の操業を終えた後、除去装置9を用いて円弧取鍋3の注湯ノズル32に圧縮エアCAを噴出することにより、注湯ノズル32に付着した地金20を除去する。これにより、注湯ノズル32に付着した地金20に起因する注湯量の変動を抑え、注湯の安定化を図ることができる。なお、除去装置9による地金20の除去は、1回の操業ごとに行われてもよく、複数回の操業ごとに行われてもよい。
本発明は上述した各実施形態に限定されるものではなく、請求項に示した範囲で種々の変更が可能であり、異なる実施形態にそれぞれ開示された技術的手段を適宜組み合わせて得られる実施形態についても本発明の技術的範囲に含まれる。
本発明の一実施例について、図11に基づいて説明すれば以下のとおりである。本実施例では、本発明に係る除去装置9を用いて注湯ノズル32に付着した地金20を除去した場合の注湯速度(注湯量)の変化を評価した。
(評価方法)
円弧取鍋3から80kgの溶湯2を注湯し、注湯終了後に除去装置9を用いて注湯ノズル32に付着した地金20を除去する工程を200回繰り返して行い、それぞれの注湯速度を計測した。また、比較対象として、注湯ノズル32に付着した地金20を除去しないで、円弧取鍋3から80kgの溶湯2を200回繰り返して注湯した場合のそれぞれの注湯速度を計測した。
円弧取鍋3から80kgの溶湯2を注湯し、注湯終了後に除去装置9を用いて注湯ノズル32に付着した地金20を除去する工程を200回繰り返して行い、それぞれの注湯速度を計測した。また、比較対象として、注湯ノズル32に付着した地金20を除去しないで、円弧取鍋3から80kgの溶湯2を200回繰り返して注湯した場合のそれぞれの注湯速度を計測した。
(評価結果)
図11は、本実施例において計測された注湯速度の変化を示すグラフである。図11に示すグラフでは、初回注湯時における注湯速度を基準にしたときの注湯速度の増加率を示している。図11に示すように、注湯ノズル32に付着した地金20を除去しない場合(図中、除去なし)、注湯回数が150回を超えたあたりから注湯速度が大幅に増加し始め、200回目の注湯時における注湯速度の増加率は5.6%となった。これは、円弧取鍋3の繰り返しの使用に伴って注湯ノズル32に付着した地金20が蓄積した結果、取鍋本体31に貯留した溶湯2の液面2aの高さが相対的に高くなったためであると考えられる。一方、各注湯終了後に除去装置9を用いて注湯ノズル32に付着した地金20を除去した場合(図中、除去あり)、注湯速度の大幅な変化はなく、200回目の注湯時における注湯速度の増加率は0.8%にとどまった。
図11は、本実施例において計測された注湯速度の変化を示すグラフである。図11に示すグラフでは、初回注湯時における注湯速度を基準にしたときの注湯速度の増加率を示している。図11に示すように、注湯ノズル32に付着した地金20を除去しない場合(図中、除去なし)、注湯回数が150回を超えたあたりから注湯速度が大幅に増加し始め、200回目の注湯時における注湯速度の増加率は5.6%となった。これは、円弧取鍋3の繰り返しの使用に伴って注湯ノズル32に付着した地金20が蓄積した結果、取鍋本体31に貯留した溶湯2の液面2aの高さが相対的に高くなったためであると考えられる。一方、各注湯終了後に除去装置9を用いて注湯ノズル32に付着した地金20を除去した場合(図中、除去あり)、注湯速度の大幅な変化はなく、200回目の注湯時における注湯速度の増加率は0.8%にとどまった。
この結果、除去装置9を用いて注湯ノズル32に付着した地金20を除去することにより、注湯を安定化させることができることが確認された。
2 溶湯
2a 液面
3 円弧取鍋(取鍋)
3c 中心(回転軸)
9 除去装置
20 地金(残留物)
31 取鍋本体
32 注湯ノズル
32a ノズル孔
93,93a ブローノズル(噴出ノズル)
94 94a 主噴出孔
95 副噴出孔
100,101 鋳造機
CA 圧縮エア
2a 液面
3 円弧取鍋(取鍋)
3c 中心(回転軸)
9 除去装置
20 地金(残留物)
31 取鍋本体
32 注湯ノズル
32a ノズル孔
93,93a ブローノズル(噴出ノズル)
94 94a 主噴出孔
95 副噴出孔
100,101 鋳造機
CA 圧縮エア
Claims (9)
- 取鍋本体に貯留した溶湯を当該取鍋本体の外部に注湯するための注湯ノズルに付着した残留物を除去する除去装置であって、
前記注湯ノズルに向けて圧縮した気体を噴出することにより、前記残留物を除去することを特徴とする除去装置。 - 前記取鍋本体は、回転軸を中心に回動可能であり、回動に伴って、貯留した前記溶湯の液面に対する前記注湯ノズルの高さ位置を変化させるものであることを特徴とする請求項1に記載の除去装置。
- 前記圧縮した気体を噴出する、筒状の噴出ノズルを備え、
前記噴出ノズルは、前記取鍋本体の外部側から前記注湯ノズルのノズル孔に挿入されることを特徴とする請求項1または2に記載の除去装置。 - 前記噴出ノズルは、前記ノズル孔に沿って移動可能であることを特徴とする請求項3に記載の除去装置。
- 前記噴出ノズルは、当該噴出ノズルの先端側に設けられた主噴出孔と、当該噴出ノズルの周面側に設けられた副噴出孔と、を含むことを特徴とする請求項3または4に記載の除去装置。
- 前記主噴出孔は、前記噴出ノズルの延伸方向に対して所定の角度をなすように、前記圧縮した気体を噴出することを特徴とする請求項5に記載の除去装置。
- 請求項1から6のいずれか1項に記載の除去装置と、
前記取鍋本体および当該取鍋本体に設けられた前記注湯ノズルを含む取鍋と、を備えることを特徴とする鋳造機。 - 取鍋本体に貯留した溶湯を当該取鍋本体の外部に注湯するための注湯ノズルに付着した残留物を除去する除去方法であって、
前記注湯ノズルに向けて圧縮した気体を噴出することにより、前記残留物を除去することを特徴とする除去方法。 - 前記取鍋本体は、回転軸を中心に回動可能であり、回動に伴って、貯留した前記溶湯の液面に対する前記注湯ノズルの高さ位置を変化させるものであり、
前記液面よりも前記注湯ノズルが上方に位置する非注湯位置にて、前記取鍋本体の外部側から、前記圧縮した気体を噴出する噴出ノズルを前記注湯ノズルのノズル孔に挿入することを特徴とする請求項8に記載の除去方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016087352A JP2017196627A (ja) | 2016-04-25 | 2016-04-25 | 除去装置、鋳造機、および除去方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016087352A JP2017196627A (ja) | 2016-04-25 | 2016-04-25 | 除去装置、鋳造機、および除去方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017196627A true JP2017196627A (ja) | 2017-11-02 |
Family
ID=60237046
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016087352A Pending JP2017196627A (ja) | 2016-04-25 | 2016-04-25 | 除去装置、鋳造機、および除去方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017196627A (ja) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5987968A (ja) * | 1982-11-05 | 1984-05-21 | アセア・アクチ−ボラグ | 鋳込炉または他の冶金容器のストツパ−装置 |
| JPH01154864A (ja) * | 1987-12-14 | 1989-06-16 | Hitachi Metals Ltd | 異物の除去方法とその装置 |
| JPH05293615A (ja) * | 1991-04-24 | 1993-11-09 | Nisshin Steel Co Ltd | 連続鋳造設備におけるノズルの洗浄装置 |
| JPH0716714A (ja) * | 1993-06-30 | 1995-01-20 | Daido Steel Co Ltd | ステンレス鋼の連続鋳造におけるタンディシュの再利用方法 |
| JPH10259412A (ja) * | 1997-03-21 | 1998-09-29 | Kawasaki Heavy Ind Ltd | 転炉用地金除去装置 |
| JP2001079656A (ja) * | 1999-09-14 | 2001-03-27 | Sumitomo Metal Mining Co Ltd | コワバリ掻取り装置およびこれを備えた熔体鋳造機 |
| JP5898348B1 (ja) * | 2015-01-23 | 2016-04-06 | 株式会社クボタ | 溶湯供給構造、鋳造機、および鋳造物の製造方法 |
-
2016
- 2016-04-25 JP JP2016087352A patent/JP2017196627A/ja active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5987968A (ja) * | 1982-11-05 | 1984-05-21 | アセア・アクチ−ボラグ | 鋳込炉または他の冶金容器のストツパ−装置 |
| JPH01154864A (ja) * | 1987-12-14 | 1989-06-16 | Hitachi Metals Ltd | 異物の除去方法とその装置 |
| JPH05293615A (ja) * | 1991-04-24 | 1993-11-09 | Nisshin Steel Co Ltd | 連続鋳造設備におけるノズルの洗浄装置 |
| JPH0716714A (ja) * | 1993-06-30 | 1995-01-20 | Daido Steel Co Ltd | ステンレス鋼の連続鋳造におけるタンディシュの再利用方法 |
| JPH10259412A (ja) * | 1997-03-21 | 1998-09-29 | Kawasaki Heavy Ind Ltd | 転炉用地金除去装置 |
| JP2001079656A (ja) * | 1999-09-14 | 2001-03-27 | Sumitomo Metal Mining Co Ltd | コワバリ掻取り装置およびこれを備えた熔体鋳造機 |
| JP5898348B1 (ja) * | 2015-01-23 | 2016-04-06 | 株式会社クボタ | 溶湯供給構造、鋳造機、および鋳造物の製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2017196627A (ja) | 除去装置、鋳造機、および除去方法 | |
| JP2012020294A (ja) | 浸漬ノズルの浸漬深さ変更方法 | |
| CN105813780A (zh) | 上引式连续铸造方法、上引式连续铸造装置及连续式铸件 | |
| KR20140123125A (ko) | 비정질 소재 제조설비의 공기 차단 장치 | |
| CN105817596B (zh) | 铸造机、铸造物制造方法以及熔融金属供给结构 | |
| KR101223014B1 (ko) | 노즐 세정 장치 | |
| JP5909000B1 (ja) | 鋳型支持構造、鋳造機、鋳造物の製造方法および鋳型 | |
| JP5912193B1 (ja) | ノズル構造、鋳造機、および鋳造物の製造方法 | |
| KR20140082497A (ko) | 연주기의 스토퍼 | |
| JP5898348B1 (ja) | 溶湯供給構造、鋳造機、および鋳造物の製造方法 | |
| JP2012020293A (ja) | 浸漬ノズルの浸漬深さ変更方法 | |
| JP2016135507A (ja) | 溶湯供給構造、鋳造機、および鋳造物の製造方法 | |
| KR20150041953A (ko) | 스토퍼 | |
| JP2016135509A (ja) | ノズル構造、鋳造機、および鋳造物の製造方法 | |
| KR20140080731A (ko) | 비정질 스트립 제조장치 | |
| EP4245437A1 (en) | Two-part electromagnet semi-solidification die-casting device and manufacturing method using same | |
| KR20130056049A (ko) | 연속주조장치용 세그먼트 | |
| JP7252033B2 (ja) | 遠心鋳造機及びその遠心鋳造機におけるブラッキング液の塗布方法 | |
| KR101175626B1 (ko) | 래들 및 래들 내화물의 축조 방법 | |
| KR101606979B1 (ko) | 슬라브 품질 관리방법 | |
| KR101669546B1 (ko) | 용융물 역류 방지 장치 및 역류 방지 방법 | |
| JP6737689B2 (ja) | 引上式連続鋳造装置 | |
| KR101820686B1 (ko) | 연주용 침지노즐 장치 | |
| JP2012121035A (ja) | 遠心鋳造方法 | |
| KR101789571B1 (ko) | 노즐의 막힘 방지 장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170914 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20171017 |