JP2017194330A - ガスセンサ - Google Patents
ガスセンサ Download PDFInfo
- Publication number
- JP2017194330A JP2017194330A JP2016084232A JP2016084232A JP2017194330A JP 2017194330 A JP2017194330 A JP 2017194330A JP 2016084232 A JP2016084232 A JP 2016084232A JP 2016084232 A JP2016084232 A JP 2016084232A JP 2017194330 A JP2017194330 A JP 2017194330A
- Authority
- JP
- Japan
- Prior art keywords
- gas sensor
- collar
- sensor element
- flange portion
- rear end
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N27/00—Investigating or analysing materials by the use of electric, electrochemical, or magnetic means
- G01N27/26—Investigating or analysing materials by the use of electric, electrochemical, or magnetic means by investigating electrochemical variables; by using electrolysis or electrophoresis
- G01N27/403—Cells and electrode assemblies
- G01N27/406—Cells and probes with solid electrolytes
- G01N27/407—Cells and probes with solid electrolytes for investigating or analysing gases
- G01N27/409—Oxygen concentration cells
Landscapes
- Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Health & Medical Sciences (AREA)
- Physics & Mathematics (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Molecular Biology (AREA)
- Analytical Chemistry (AREA)
- Biochemistry (AREA)
- General Health & Medical Sciences (AREA)
- General Physics & Mathematics (AREA)
- Immunology (AREA)
- Pathology (AREA)
- Measuring Oxygen Concentration In Cells (AREA)
Abstract
【課題】高分子材料からなる基体部とフランジ部とを有し、小型化を実現できるガスセンサを提供する。【解決手段】検出部を有するガスセンサ素子と、ガスセンサ素子を保持する主体金具と、主体金具の後端側に直接又は他部材を介して接続されてガスセンサ素子の後端側を覆う、高分子材料からなる基体部と、基体部から径方向に一体に延出し、取付け対象体300に取り付けられるための取付け孔を備えたフランジ部121と、取付け孔に固定され、取付け対象体に接続するための接続部材310が挿通される金属筒状のカラー80と、を備えるガスセンサであって、カラーの先端向き面80aは、フランジ部の先端向き面121aよりも先端側に突出している。【選択図】図5
Description
本発明は、被検出ガスの濃度を検出するガスセンサ素子を備えたガスセンサに関する。
ディーゼルエンジンやガソリンエンジン等の内燃機関の吸気系統(例えば、吸気管や吸気マニホールド等)にガスセンサを取り付け、特定ガスの濃度をモニタして燃焼状態等を制御することが行われている。従来、このガスセンサは、ガス検出素子を内部に収容するケース(主体金具)の外側に設けられた雄ねじ部を、吸気管の壁面に孔開けされた雌ねじ部にねじ止めして固定されている。
ところで、内燃機関を搭載した車両が衝突した際、被衝突体への衝撃を和らげるためにボンネットとエンジンの部品の隙間を確保する必要がある。そのため吸気管の外側へのガスセンサの突き出し長さを短くすることが必要になっている。
そこで、ガスセンサ素子を金属からなる主体金具で保持する一方、主体金具の後端側に樹脂製のカバーを接合し、カバーに端子金具を収容することで、ガスセンサの突き出し長さを短くしたガスセンサが知られている(特許文献1)。このガスセンサにおいては、カバーから径方向に一対のフランジ部が延出し、各フランジ部には取付け孔が設けられると共に、取付け孔に金属円筒状のカラーがインサート成形等により一体に装着されている。そして、このカラーにねじを挿通し、吸気管にガスセンサをねじ止めするようになっている。
ところで、内燃機関を搭載した車両が衝突した際、被衝突体への衝撃を和らげるためにボンネットとエンジンの部品の隙間を確保する必要がある。そのため吸気管の外側へのガスセンサの突き出し長さを短くすることが必要になっている。
そこで、ガスセンサ素子を金属からなる主体金具で保持する一方、主体金具の後端側に樹脂製のカバーを接合し、カバーに端子金具を収容することで、ガスセンサの突き出し長さを短くしたガスセンサが知られている(特許文献1)。このガスセンサにおいては、カバーから径方向に一対のフランジ部が延出し、各フランジ部には取付け孔が設けられると共に、取付け孔に金属円筒状のカラーがインサート成形等により一体に装着されている。そして、このカラーにねじを挿通し、吸気管にガスセンサをねじ止めするようになっている。
ところで、図6に示すように、特許文献1記載のガスセンサにおいては、フランジ部620の先端向き面(取付け面)620sが吸気管(取付け対象体)300の外面300sに接するように固定されている。又、フランジ部620はねじ310の押圧力Fによって先端側に押し付けられている。ねじ310の押圧力Fが作用している状態で周囲温度が高温になると、樹脂製のフランジ部620は熱膨張により矢印Hの軸方向先端側に伸びようとする。ところが、フランジ部620はねじ310の押圧力Fによって先端側に押し付けられて外面300sに密着しているため、矢印Hの方向に伸びることができず、反対向き(軸方向後端側)に圧縮応力Cがフランジ部620に作用するようになる。このため、圧縮応力Cに耐える強度を確保すべく、カラー800とフランジ部620との間の径方向の寸法dxを大きくする必要があり、ガスセンサが大型化するという問題がある。
そこで、本発明は、高分子材料からなる基体部とフランジ部とを有し、小型化を実現できるガスセンサを提供することを目的とする。
そこで、本発明は、高分子材料からなる基体部とフランジ部とを有し、小型化を実現できるガスセンサを提供することを目的とする。
上記課題を解決するため、本発明のガスセンサは、軸線方向に延び、自身の先端側に被測定ガス中の特定ガス成分を検出するための検出部を有するガスセンサ素子と、前記ガスセンサ素子の径方向周囲を取り囲み、該ガスセンサ素子を保持する主体金具と、前記主体金具の後端側に直接又は他部材を介して接続されて前記ガスセンサ素子の後端側を覆う、高分子材料からなる基体部と、前記基体部から径方向に一体に延出し、取付け対象体に取り付けられるための取付け孔を備えたフランジ部と、前記取付け孔に固定され、前記取付け対象体に接続するための接続部材が挿通される金属筒状のカラーと、を備えるガスセンサであって、前記カラーの先端向き面は、前記フランジ部の先端向き面よりも先端側に突出していることを特徴とする。
このガスセンサによれば、カラーに接続部材を挿通してガスセンサを取り付け対象体に取り付けた際、カラーの先端向き面が取り付け対象体の外面に接し、フランジ部の先端向き面と外面との間に隙間が生じる。この隙間により、接続部材の押圧力によってフランジ部が先端側に押し付けられても、フランジ部は外面に拘束されずにフリーな状態となる。従って、周囲温度が高温になると、高分子材料からなるフランジ部は拘束力を受けずに熱膨張により軸方向に伸びることができ、圧縮応力が生じることを抑制できる。このため、圧縮応力に耐えるほどの強度を確保する必要がなく、カラーとフランジ部との間の径方向の寸法を小さくすることができ、ガスセンサの小型化を実現できる。
前記カラーの内径をr(mm)とし、前記カラーの外面と前記フランジ部の外周縁との最短距離をd(mm)としたとき、d≦r/2を満たすとよい。
このガスセンサによれば、カラーとフランジ部との間の径方向の寸法をより小さくすることができ、ガスセンサのさらなる小型化を実現できる。
このガスセンサによれば、カラーとフランジ部との間の径方向の寸法をより小さくすることができ、ガスセンサのさらなる小型化を実現できる。
前記カラーの外表面には凹部又は貫通孔が形成され、前記基体部を構成する前記高分子材料が前記凹部又は前記貫通孔に入り込んでいるとよい。
このガスセンサによれば、カラーとフランジ部とを強固に固定できるため、熱膨張によりフランジ部が軸方向に伸びたとしても、カラーとフランジ部とが分離することを抑制できる。
このガスセンサによれば、カラーとフランジ部とを強固に固定できるため、熱膨張によりフランジ部が軸方向に伸びたとしても、カラーとフランジ部とが分離することを抑制できる。
この発明によれば、高分子材料からなる基体部とフランジ部とを有するガスセンサを小型化することができる。
以下、本発明の実施形態について説明する。
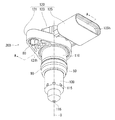
図1は、本発明の実施形態に係るガスセンサ200の斜視図、図2は図1のA−A線に沿う断面図、図3はガスセンサ200の上面図、図4はガスセンサ200を取付け対象体300に取り付けた状態を示す図である。なお、図1は、ガスセンサ200の先端側から見た下面図である。
なお、ガスセンサ素子10の軸線O方向(1点鎖線で示す。)を上下方向として図示し、ガスセンサ素子10の後端部12側をガスセンサ素子10(及びガスセンサ)の後端側、その反対側にあるガスセンサ素子10の検出部11(図2参照)側をガスセンサ素子10(及びガスセンサ)の先端側、として説明する。又、軸線O方向に垂直な方向を適宜「径方向」と称する。
又、図2においては、簡便のため、接続端子30、31を3本のみ表示し、コネクタ端子60を1つのみ表示しているが、実際には、接続端子30、31及びコネクタ端子60は複数本(本発明の実施形態では、各5本づつ)設けられている。
図1は、本発明の実施形態に係るガスセンサ200の斜視図、図2は図1のA−A線に沿う断面図、図3はガスセンサ200の上面図、図4はガスセンサ200を取付け対象体300に取り付けた状態を示す図である。なお、図1は、ガスセンサ200の先端側から見た下面図である。
なお、ガスセンサ素子10の軸線O方向(1点鎖線で示す。)を上下方向として図示し、ガスセンサ素子10の後端部12側をガスセンサ素子10(及びガスセンサ)の後端側、その反対側にあるガスセンサ素子10の検出部11(図2参照)側をガスセンサ素子10(及びガスセンサ)の先端側、として説明する。又、軸線O方向に垂直な方向を適宜「径方向」と称する。
又、図2においては、簡便のため、接続端子30、31を3本のみ表示し、コネクタ端子60を1つのみ表示しているが、実際には、接続端子30、31及びコネクタ端子60は複数本(本発明の実施形態では、各5本づつ)設けられている。
図1に示すように、ガスセンサ200は、ガスセンサ素子10(図示せず)と、ガスセンサ素子10の検出部11を覆う外側プロテクタ100と、ガスセンサ素子10を保持する主体金具50と、主体金具50の後端側に配置される高分子材料からなる基体部120と、主体金具50と基体部120とを接続する金属製の筒体110と、を有する。
基体部120は、円筒状で後端側が閉じた本体部123と、本体部123の一側面から径方向外側に延びる一個の半円状のフランジ部121と、本体部123の他の側面から径方向外側に延びる略矩形状のコネクタ部125とを有している。フランジ部121とコネクタ部125とは、本体部123の周方向に約90度異なって配置されている。そして、これら本体部123、フランジ部121及びコネクタ部125は成形性のよい絶縁性の高分子材料(樹脂)、例えばPPS(ポリエチレンサルファイド)により一体に形成されている。又、コネクタ部125は、径方向外側に向く開口部125hを有する雄コネクタであって、開口部125hにて外部装置の相手コネクタ(この例では、雌コネクタ)を径方向に差抜可能になっている。
フランジ部121には取付け孔121hが1つ開口し、取付け孔121hの内面に接して金属円筒状のカラー80がインサート成形されて一体に固定されている(図3参照)。このカラー80は、金属材料、例えばSUS304L等のステンレス鋼により形成されている。そして、図4に示すように、カラー80にねじ310を挿通し、このねじ310を取り付け対象体300(例えば、内燃機関の吸気系統)に設けたねじ孔にねじ止めすることで、ガスセンサ200を取り付け対象体300に取り付けることができる。
ねじ310が特許請求の範囲の「接続部材」に相当する。
又、主体金具50には周方向に沿って凹溝50b(図2参照)が形成され、この凹溝50bにシール部材(Oリング)90が外嵌されている。従って、図4に示すように、取付け対象体300の開口300hにガスセンサ200を先端側から挿入して取り付けた際、シール部材90が取付け対象体300の開口300hの壁面で潰され、取付け対象体300とガスセンサ200(主体金具50)との間をシールするようになっている。
ねじ310が特許請求の範囲の「接続部材」に相当する。
又、主体金具50には周方向に沿って凹溝50b(図2参照)が形成され、この凹溝50bにシール部材(Oリング)90が外嵌されている。従って、図4に示すように、取付け対象体300の開口300hにガスセンサ200を先端側から挿入して取り付けた際、シール部材90が取付け対象体300の開口300hの壁面で潰され、取付け対象体300とガスセンサ200(主体金具50)との間をシールするようになっている。
一方、筒体110の後端側に基体部120がインサート成形されて一体化している。筒体110が特許請求の範囲の「他部材」に相当する。なお、筒体110を設けずに、主体金具50の後端側に基体部120を直接インサート成形等により接続(一体化)してもよい。
又、フランジ部121の先端向き面121aは面一になっている。ここで、フランジ部121の先端向き面とは、主体金具50の最大外径(筒体110を有する場合は、主体金具50と筒体110うちの最大外径)より径方向に外側の部位をいう。この部位が取付け対象体300の表面(取付け面300s)に臨むこととなる。
さらに、外側プロテクタ100の側面には複数個のガス導入孔115が設けられ、外側プロテクタ100の先端の中央には1個のガス排出孔116が設けられている。
又、フランジ部121の先端向き面121aは面一になっている。ここで、フランジ部121の先端向き面とは、主体金具50の最大外径(筒体110を有する場合は、主体金具50と筒体110うちの最大外径)より径方向に外側の部位をいう。この部位が取付け対象体300の表面(取付け面300s)に臨むこととなる。
さらに、外側プロテクタ100の側面には複数個のガス導入孔115が設けられ、外側プロテクタ100の先端の中央には1個のガス排出孔116が設けられている。
次に、図2を用いてガスセンサ200の各構成部分についてさらに詳細に説明する。
ガスセンサ素子10は公知であるような軸線O方向に延びる略角柱状をなし、酸素濃度の検出を行う検出素子と、その検出素子を早期活性化させるために加熱を行うヒータとが互いに貼り合わされた積層体である。検出素子は、ジルコニアを主体とする固体電解質体と、白金を主体とする一対の電極とを、中空の測定室が一部に形成された絶縁層を介して積層した構成をなしている。この検出素子は、より具体的には、固体電解質体の両面に形成された一対の電極の一方を外部に晒すと共に、他方の電極を測定室に配置した酸素ポンプセルと、固体電解質体の両面に形成された一対の電極の一方を測定室に配置すると共に、他方の電極を基準ガス室に配置した酸素濃度測定セルとを有してなり、酸素濃度測定セルの出力電圧が所定の値になるように、酸素ポンプセルの一対の電極間に流す電流を制御することで、測定室内の酸素を汲み出したり、測定室内に外部から酸素を汲み入れたりする構成をなしている。
ガスセンサ素子10は公知であるような軸線O方向に延びる略角柱状をなし、酸素濃度の検出を行う検出素子と、その検出素子を早期活性化させるために加熱を行うヒータとが互いに貼り合わされた積層体である。検出素子は、ジルコニアを主体とする固体電解質体と、白金を主体とする一対の電極とを、中空の測定室が一部に形成された絶縁層を介して積層した構成をなしている。この検出素子は、より具体的には、固体電解質体の両面に形成された一対の電極の一方を外部に晒すと共に、他方の電極を測定室に配置した酸素ポンプセルと、固体電解質体の両面に形成された一対の電極の一方を測定室に配置すると共に、他方の電極を基準ガス室に配置した酸素濃度測定セルとを有してなり、酸素濃度測定セルの出力電圧が所定の値になるように、酸素ポンプセルの一対の電極間に流す電流を制御することで、測定室内の酸素を汲み出したり、測定室内に外部から酸素を汲み入れたりする構成をなしている。
なお、酸素ポンプセルのうち、一対の電極、及び、固体電解質体のうちでこれら電極に挟まれる部位は、酸素濃度に応じた電流が流れる検出部11をなす。一方、ガスセンサ素子10の後端部12には、検出素子からの出力を取り出すためや、ヒータに電力を供給するための5つの電極パッド12a(図2ではそのうちの2つがガスセンサ素子10の第2面10b側に配置され、第1面10aに残りの3つが配置される。)が形成されている。これら電極パッド12aは、接続端子30,31にそれぞれ接続される。
そして、ガスセンサ素子10の軸方向中央よりやや先端側には、絶縁性セラミック(例えばアルミナ)からなり、概略短円筒状に形成されたセラミックホルダ21が、自身の内部にガスセンサ素子10を挿通させ、検出部11を自身より先端側へ突出させた状態で配置されている。
ガスセンサ素子10は、その周囲を筒状の主体金具50に取り囲まれて保持されている。この主体金具50はSUS430等のステンレス鋼からなる。具体的には、主体金具50の内周には段部54が形成されており、この段部54に、ガスセンサ素子10を挿通したセラミックホルダ21の先端側周縁部が係止されている。更に、主体金具50の内周にはシール材22が、自身をガスセンサ素子10に挿通させた状態で、セラミックホルダ21の後端側から装填されている。そして、シール材22を後端側から押さえるように、筒状のスリーブ23が主体金具50内に嵌め込まれている。スリーブ23の後端側外周には、円環状の加締めパッキン29が配置されている。
ガスセンサ素子10は、その周囲を筒状の主体金具50に取り囲まれて保持されている。この主体金具50はSUS430等のステンレス鋼からなる。具体的には、主体金具50の内周には段部54が形成されており、この段部54に、ガスセンサ素子10を挿通したセラミックホルダ21の先端側周縁部が係止されている。更に、主体金具50の内周にはシール材22が、自身をガスセンサ素子10に挿通させた状態で、セラミックホルダ21の後端側から装填されている。そして、シール材22を後端側から押さえるように、筒状のスリーブ23が主体金具50内に嵌め込まれている。スリーブ23の後端側外周には、円環状の加締めパッキン29が配置されている。
一方、主体金具50の外周後端側には、縮径された後端部59が形成され、後端部59より先端には径方向外側に段状に拡径する拡径部57が形成されている。拡径部57には周方向に沿って凹溝50bが形成され、この凹溝50bにシール部材(Oリング)90が外嵌されている。さらに、拡径部57よりも先端側には、拡径部57より小径で、かつ後述する外側プロテクタ100及び内側プロテクタ102が係合される先端係合部56が形成されている。他方、後端部59の後端側には、主体金具50内にガスセンサ素子10を加締め保持するための加締め部53が形成されている。
主体金具50の加締め部53が、加締めパッキン29を介してスリーブ23を先端側に向けて押圧するように加締められている。加締め部53の形成によって、スリーブ23を介して押圧されたシール材22は、主体金具50内で押し潰されて細部にわたって充填され、このシール材22によって、セラミックホルダ21およびガスセンサ素子10が主体金具50内で位置決めされ、気密に保持される。
主体金具50の加締め部53が、加締めパッキン29を介してスリーブ23を先端側に向けて押圧するように加締められている。加締め部53の形成によって、スリーブ23を介して押圧されたシール材22は、主体金具50内で押し潰されて細部にわたって充填され、このシール材22によって、セラミックホルダ21およびガスセンサ素子10が主体金具50内で位置決めされ、気密に保持される。
一方、ガスセンサ素子10の検出部11の外周面は、多孔質状の保護層15により被覆され、検出部11のうち外部に晒される電極を吸気等による被毒や被水から保護している。そして、主体金具の先端係合部56には、外側プロテクタ100及び内側プロテクタ102が嵌められ、レーザ溶接によって固定され、内部に収容された検出部11を保護している。外側プロテクタ100にはガス導入孔115が形成されており、内側プロテクタ102にはガス導入孔117が形成されている。又、外側プロテクタ100の先端の中央には1個のガス排出孔116が設けられている。
次に、基体部120及び筒体110について説明する。
筒体110は、後端側が段部を介して拡径する例えばステンレス製の円筒状をなし、この段部を含む筒体110の後端側に基体部120がインサート成形され、段部は基体部120が筒体110から抜けるのを防止する。
そして、基体部120から露出する筒体110の先端側を主体金具50の後端部59に外嵌し、レーザ溶接等で接続することにより、基体部120を主体金具50に固定している。
又、基体部120は、主体金具50の後端側に突出したガスセンサ素子10の後端部12側を囲むカバーとなっている。さらに、コネクタ部125の内部には、外部装置と電気的に接続するコネクタ端子60が保持されている。コネクタ端子60を含むコネクタ部125はインサート成形により形成されている。
さらに、本体部123の内部には、先端に向かって延びる略升状のセパレータ部127が一体に形成され、各接続端子30、31を保持している。なお、接続端子30、31の一端にバネ片30f、31fが設けられ、対応するコネクタ端子60の端部60aと電気的に接続されるようになっている。このようにして、ガスセンサ200内部のガスセンサ素子10と外部装置とを電気的に接続する。
筒体110は、後端側が段部を介して拡径する例えばステンレス製の円筒状をなし、この段部を含む筒体110の後端側に基体部120がインサート成形され、段部は基体部120が筒体110から抜けるのを防止する。
そして、基体部120から露出する筒体110の先端側を主体金具50の後端部59に外嵌し、レーザ溶接等で接続することにより、基体部120を主体金具50に固定している。
又、基体部120は、主体金具50の後端側に突出したガスセンサ素子10の後端部12側を囲むカバーとなっている。さらに、コネクタ部125の内部には、外部装置と電気的に接続するコネクタ端子60が保持されている。コネクタ端子60を含むコネクタ部125はインサート成形により形成されている。
さらに、本体部123の内部には、先端に向かって延びる略升状のセパレータ部127が一体に形成され、各接続端子30、31を保持している。なお、接続端子30、31の一端にバネ片30f、31fが設けられ、対応するコネクタ端子60の端部60aと電気的に接続されるようになっている。このようにして、ガスセンサ200内部のガスセンサ素子10と外部装置とを電気的に接続する。
次に、図5を参照してフランジ部121及びカラー80について説明する。図5は図4の部分拡大図である。
図5に示すように、本実施形態においては、カラー80の先端向き面80aがフランジ部121の先端向き面121aよりも先端側に突出している。このため、カラー80にねじ310を挿通し、取り付け対象体300のねじ孔にねじ止めすると、カラー80の先端向き面80aが取り付け対象体300の外面300sに接し、フランジ部121の先端向き面121aと外面300sとの間に隙間Gが生じる。
この隙間Gにより、ねじ310の押圧力Fによってフランジ部121がカラー80を介して先端側に押し付けられても、フランジ部121は外面300sに密着せず、外面300sに拘束されずにフリーな状態となる。従って、周囲温度が高温になると、高分子材料からなるフランジ部121は拘束力を受けずに熱膨張により矢印Hの軸方向に伸びることができ、フランジ部121の熱膨張に起因して取り付け対象体300の外面300sから受ける圧縮応力がフランジ部121に生じることを抑制できる。このため、圧縮応力に耐えるほどの強度を確保する必要がなく、カラー80とフランジ部121との間の径方向の寸法d1を小さくすることができ、ガスセンサの小型化を実現できる。
図5に示すように、本実施形態においては、カラー80の先端向き面80aがフランジ部121の先端向き面121aよりも先端側に突出している。このため、カラー80にねじ310を挿通し、取り付け対象体300のねじ孔にねじ止めすると、カラー80の先端向き面80aが取り付け対象体300の外面300sに接し、フランジ部121の先端向き面121aと外面300sとの間に隙間Gが生じる。
この隙間Gにより、ねじ310の押圧力Fによってフランジ部121がカラー80を介して先端側に押し付けられても、フランジ部121は外面300sに密着せず、外面300sに拘束されずにフリーな状態となる。従って、周囲温度が高温になると、高分子材料からなるフランジ部121は拘束力を受けずに熱膨張により矢印Hの軸方向に伸びることができ、フランジ部121の熱膨張に起因して取り付け対象体300の外面300sから受ける圧縮応力がフランジ部121に生じることを抑制できる。このため、圧縮応力に耐えるほどの強度を確保する必要がなく、カラー80とフランジ部121との間の径方向の寸法d1を小さくすることができ、ガスセンサの小型化を実現できる。
特に、図3に示すように、カラー80の内径をr(mm)とし、カラー80の外面とフランジ部121の外周縁との最短距離をd(mm)としたとき、d≦r/2を満たすようにすると、上記寸法d1をより小さくすることができ、ガスセンサのさらなる小型化を実現できる。
なお、カラーの貫通孔の断面形状が真円でない場合、貫通孔に内接する内接円をカラーの内径とする。
なお、カラーの貫通孔の断面形状が真円でない場合、貫通孔に内接する内接円をカラーの内径とする。
なお、カラー80の先端向き面80aを、フランジ部121の先端向き面121aよりも0.1〜0.2mm程度突出させるとよい。
又、カラー80の後端向き面もフランジ部121の後端向き面よりも後端側に突出しているが、これは、金属製のねじ310を金属製のカラー80に接触させないと、ねじ310の押圧力Fによってねじ310が樹脂製のフランジ部121に陥入してしまうからである。
又、カラー80の後端向き面もフランジ部121の後端向き面よりも後端側に突出しているが、これは、金属製のねじ310を金属製のカラー80に接触させないと、ねじ310の押圧力Fによってねじ310が樹脂製のフランジ部121に陥入してしまうからである。
カラー80の外表面には凹部が形成され、この凹部にフランジ部121を構成する高分子材料が入り込んでいるとよい。
これにより、カラー80とフランジ部121とが分離することを抑制できる。なお、凹部に替えて、カラーの外表面から内表面に貫通する貫通孔を形成してもよい。
これにより、カラー80とフランジ部121とが分離することを抑制できる。なお、凹部に替えて、カラーの外表面から内表面に貫通する貫通孔を形成してもよい。
本発明は上記実施形態に限定されず、本発明の思想と範囲に含まれる様々な変形及び均等物に及ぶことはいうまでもない。
例えば、フランジ部121は1個に限らず、基体部120の両側に1個ずつ設けてもよい。
また、基体部120(本体部123)と、主体金具50又は他部材(筒体110)との接続もインサート成形に限られない。
接続部材としては、ねじに限られず、例えばボルト、リベット等でもよい。
また、上記形態ではセンサ素子を、横断面が長方形(矩形)の帯板状のものとしたが、本発明のガスセンサに使用されるセンサ素子は、横断面が正方形のものであっても、それ以外のものであってもよい。さらに、上記においては全領域空燃比ガスセンサにおいて具体化したが、本発明に係るガスセンサは、その他のガスセンサにおいても具体化できる。
例えば、フランジ部121は1個に限らず、基体部120の両側に1個ずつ設けてもよい。
また、基体部120(本体部123)と、主体金具50又は他部材(筒体110)との接続もインサート成形に限られない。
接続部材としては、ねじに限られず、例えばボルト、リベット等でもよい。
また、上記形態ではセンサ素子を、横断面が長方形(矩形)の帯板状のものとしたが、本発明のガスセンサに使用されるセンサ素子は、横断面が正方形のものであっても、それ以外のものであってもよい。さらに、上記においては全領域空燃比ガスセンサにおいて具体化したが、本発明に係るガスセンサは、その他のガスセンサにおいても具体化できる。
10 ガスセンサ素子
11 検出部
50 主体金具
80 カラー
80a カラーの先端向き面
110 他部材(筒体)
120 基体部
121 フランジ部
121a フランジ部の先端向き面
121h 取付け孔
200 ガスセンサ
300 取り付け対象体
310 接続部材(ねじ)
O 軸線
r カラーの内径
d カラーの外面とフランジ部の外周縁との最短距離
11 検出部
50 主体金具
80 カラー
80a カラーの先端向き面
110 他部材(筒体)
120 基体部
121 フランジ部
121a フランジ部の先端向き面
121h 取付け孔
200 ガスセンサ
300 取り付け対象体
310 接続部材(ねじ)
O 軸線
r カラーの内径
d カラーの外面とフランジ部の外周縁との最短距離
Claims (3)
- 軸線方向に延び、自身の先端側に被測定ガス中の特定ガス成分を検出するための検出部を有するガスセンサ素子と、
前記ガスセンサ素子の径方向周囲を取り囲み、該ガスセンサ素子を保持する主体金具と、
前記主体金具の後端側に直接又は他部材を介して接続されて前記ガスセンサ素子の後端側を覆う、高分子材料からなる基体部と、
前記基体部から径方向に一体に延出し、取付け対象体に取り付けられるための取付け孔を備えたフランジ部と、
前記取付け孔に固定され、前記取付け対象体に接続するための接続部材が挿通される金属筒状のカラーと、
を備えるガスセンサであって、
前記カラーの先端向き面は、前記フランジ部の先端向き面よりも先端側に突出していることを特徴とするガスセンサ。 - 前記カラーの内径をr(mm)とし、前記カラーの外面と前記フランジ部の外周縁との最短距離をd(mm)としたとき、d≦r/2を満たす請求項1記載のガスセンサ。
- 前記カラーの外表面には凹部又は貫通孔が形成され、前記基体部を構成する前記高分子材料が前記凹部又は前記貫通孔に入り込んでいる請求項1又は2に記載のガスセンサ。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016084232A JP2017194330A (ja) | 2016-04-20 | 2016-04-20 | ガスセンサ |
| PCT/JP2016/085769 WO2017183229A1 (ja) | 2016-04-20 | 2016-12-01 | ガスセンサ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016084232A JP2017194330A (ja) | 2016-04-20 | 2016-04-20 | ガスセンサ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017194330A true JP2017194330A (ja) | 2017-10-26 |
Family
ID=60116760
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016084232A Pending JP2017194330A (ja) | 2016-04-20 | 2016-04-20 | ガスセンサ |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2017194330A (ja) |
| WO (1) | WO2017183229A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111089762A (zh) * | 2020-03-04 | 2020-05-01 | 常熟市矿山机电器材有限公司 | 一种便携式粉尘浓度检测装置的枪头 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0639084Y2 (ja) * | 1988-01-29 | 1994-10-12 | 株式会社土屋製作所 | シリンダヘッドカバー |
| JPH09106735A (ja) * | 1995-10-09 | 1997-04-22 | Tokai Rika Co Ltd | ニュートラルスタートスイッチ |
| JP5227345B2 (ja) * | 2010-01-18 | 2013-07-03 | 日本特殊陶業株式会社 | ガスセンサ |
| JP5977714B2 (ja) * | 2012-05-24 | 2016-08-24 | 日本特殊陶業株式会社 | ガスセンサ |
-
2016
- 2016-04-20 JP JP2016084232A patent/JP2017194330A/ja active Pending
- 2016-12-01 WO PCT/JP2016/085769 patent/WO2017183229A1/ja active Application Filing
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111089762A (zh) * | 2020-03-04 | 2020-05-01 | 常熟市矿山机电器材有限公司 | 一种便携式粉尘浓度检测装置的枪头 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2017183229A1 (ja) | 2017-10-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5149945B2 (ja) | ガスセンサ及びその製造方法 | |
| US8702934B2 (en) | Gas sensor | |
| US9335311B2 (en) | Gas sensor | |
| JP2015099142A (ja) | ガスセンサ | |
| JP5227345B2 (ja) | ガスセンサ | |
| JP2008298535A (ja) | センサ | |
| WO2017183229A1 (ja) | ガスセンサ | |
| US9970910B2 (en) | Gas sensor and method of manufacturing gas sensor | |
| JP6542707B2 (ja) | ガスセンサ | |
| JP2012251852A (ja) | ガスセンサ及びその製造方法 | |
| JP5099786B2 (ja) | ガスセンサ | |
| JP6890061B2 (ja) | ガスセンサ | |
| JP5152863B2 (ja) | ガスセンサ | |
| JP2012177674A (ja) | ガスセンサ | |
| JP5981819B2 (ja) | センサ | |
| JP6438874B2 (ja) | センサ | |
| JP6498105B2 (ja) | ガスセンサ及びガスセンサの製造方法 | |
| JP5931701B2 (ja) | ガスセンサ | |
| JP2013238588A (ja) | ガスセンサ | |
| US20170052140A1 (en) | Gas sensor | |
| JP2014038082A (ja) | ガスセンサ | |
| JP2017215154A (ja) | ガスセンサ | |
| JP5214665B2 (ja) | ガスセンサ | |
| JP6104435B2 (ja) | ガスセンサ | |
| JP5567603B2 (ja) | ガスセンサ |