JP2017194299A - 被膜健全性評価方法 - Google Patents
被膜健全性評価方法 Download PDFInfo
- Publication number
- JP2017194299A JP2017194299A JP2016083196A JP2016083196A JP2017194299A JP 2017194299 A JP2017194299 A JP 2017194299A JP 2016083196 A JP2016083196 A JP 2016083196A JP 2016083196 A JP2016083196 A JP 2016083196A JP 2017194299 A JP2017194299 A JP 2017194299A
- Authority
- JP
- Japan
- Prior art keywords
- coating
- reflected wave
- coat
- evaluation method
- adhesion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Landscapes
- Length Measuring Devices Characterised By Use Of Acoustic Means (AREA)
- Investigating Or Analyzing Materials By The Use Of Ultrasonic Waves (AREA)
Abstract
Description
ここで、防食塗膜が剥がれてしまっては配管に不具合が生じる可能性があるため、定期的に検査することで防食被膜の鋼管への密着度合いを把握し、必要に応じて、補修することが重要である。
また、防食塗膜の鋼管への密着度合いの劣化の程度を予測し、補修すべき時期を予め知ることができれば、定修時のスケジュールを組みやすいという点で好ましい。
本発明は次の(1)〜(3)である。
(1)部材の内面Aに被膜が付いている構造物における、前記被膜の前記内面Aへの密着度合いを外面から求め、評価する、被膜健全性評価方法であって、
前記部材の外面Bから前記内面Aへ超音波パルスを入射する入射工程と、
前記部材の前記内面Aと前記被膜の外面Dとの界面αで反射する第1反射波を受信する受信工程[1]と、
前記第1反射波および前記構造物の内部と前記被膜の内面Cとの界面βで反射する第2反射波の合成反射波を受信する受信工程[2]と、
前記第1反射波に対する前記第2反射波の強度の比を算出し、この比から前記被膜の前記外面Dの前記内面Aへの密着度合いを求め、評価する評価工程と、
を備える、被膜健全性評価方法。
(2)前記部材が鋼材であり、前記被膜が有機物を主成分とする防食塗膜である、上記(1)に記載の被膜健全性評価方法。
(3)前記部材が鋼管であり、その内部に気体、液体および固体からなる群から選ばれる少なくとも1つが流動しているときに行う、上記(1)または(2)に記載の被膜健全性評価方法。
図1は本発明の評価方法における構造物に該当する配管10の断面一部拡大図である。図1において配管10(構造物)は、鋼管12(部材)の内面に被膜14が付いてなるものとする。
図2は、本発明の評価方法を実施することができる測定装置の概略図である。
測定装置1は、パーソナルコンピューター7により制御されるパルサー2aで超音波パルスを発生し、探触子3を介して配管10の外面Bから配管10の中心に向かって垂直に超音波パルスを送信する(入射工程)。
送信された超音波パルスは、まず鋼管12の内面Aと被膜14の外面Dとの界面αにおいて反射し、第1反射波P1として探触子3側に復帰する(受信工程[1])。
また、送信された超音波パルスは配管10の内部(図1に示す場合は水W)と被膜14の内面Cとの界面βにおいて反射し、第2反射波P2として探触子3側に復帰する。ここで第2反射波P2は第1反射波P1と合成された合成反射波として、探触子3側で受信される(受信工程[2])。
探触子3を介して配管10の外面Bから配管10の中心に向かって垂直に超音波パルスを送信すると、送信された超音波パルスは、初めに鋼管12の外面Bで反射するので、その反射波が受信される。次に、鋼管12の内面Aと被膜14の外面Dとの界面αにおいて反射し、第1反射波P1として探触子3側で受信される。ここで受信した第1反射波P1の強度を強度Z1とする。
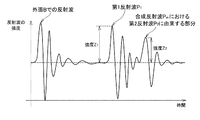
次に、送信された超音波パルスは配管10の内部(図1に示す場合は水W)と被膜14の内面Cとの界面βにおいて反射し、第2反射波P2として探触子3側で受信される。ここで第2反射波P2は第1反射波P1と合成された合成反射波Pmとして、探触子3側で受信されるが、図3に示すように、その合成反射波における第2反射波P2に由来する部分が確認できる。ここで受信した第2反射波P2の強度を強度Z2とする。なお、ここで得られる第2反射波P2およびその強度は、正確には、合成反射波Pmにおける第2反射波P2に由来する部分およびその強度を意味しているが、本明細書ではそれらを区別せずに記載している場合がある。
すなわち、探触子3を介して配管10の外面Bから配管10の中心に向かって垂直に超音波パルスを送信すると、送信された超音波パルスは、初めに鋼管12の外面Bで反射するので、その反射波が受信され、次に、鋼管12の内面Aと被膜14の外面Dとの界面αにおいて反射し、第1反射波P1として探触子3側で受信されるが、第2反射波P2に相当する部分が確認できないデータである。
この場合、強度Z2/強度Z1の値はゼロということなる。
強度Z2/強度Z1と内面塗膜密着力の保持率との関係は、対象物(構造物)の種類等によって異なるが、例えば、強度Z2/強度Z1×100で30%程度のあると、内面塗膜密着力の保持率が90%程度であることが多い。この場合、保持率が高いので補修する必要はない。強度Z2/強度Z1×100で10%程度のあると、内面塗膜密着力の保持率が30%程度であることが多い。この場合、保持率が低いので補修する必要がある。強度Z2/強度Z1×100の値を定期的に測定してれば、将来において、例えば強度Z2/強度Z1×100が10%程度にある時期を予測できる。すなわち、上記のような方法で、鋼管等の構造物の内部の被膜が構造物に密着している程度を定期的に測定することで図5に示すグラフを得ることができれば、被膜の劣化予測を行うことができる。このような予測を得ることができれば、適切な補修タイミングを知り、工場の定修日等を考慮した補修スケジュールを立てることができるので、極めて有効である。
このような構造物に該当するものとして、例えば、内部に防食塗膜が付いているガス配管、蒸気配管、水や石油等が流れる配管が挙げられる。このような配管は製鉄所内、火力発電所内、石油精製コンビナート内で利用されており、使用を継続すれば時間の経過と共に被膜が劣化し、その密着の程度が低下するので、防食被膜の配管への密着度合いを把握し、その密着度合いによって、剥がれる前に補修することが重要である。また、通常、このような配管内にはガス、水、石油などが流れているため、配管の外部から内部の被膜の状態を把握する必要がある。
構造物として、他にも、タンクや圧力容器が挙げられる。
皮膜の厚さは特に限定されず、例えば10μm〜5,000μmの範囲のものに好ましく適用することができる。
Claims (3)
- 部材の内面Aに被膜が付いている構造物における、前記被膜の前記内面Aへの密着度合いを外面から求め、評価する、被膜健全性評価方法であって、
前記部材の外面Bから前記内面Aへ超音波パルスを入射する入射工程と、
前記部材の前記内面Aと前記被膜の外面Dとの界面αで反射する第1反射波を受信する受信工程[1]と、
前記第1反射波および前記構造物の内部と前記被膜の内面Cとの界面βで反射する第2反射波の合成反射波を受信する受信工程[2]と、
前記第1反射波に対する前記第2反射波の強度の比を算出し、この比から前記被膜の前記外面Dの前記内面Aへの密着度合いを求め、評価する評価工程と、
を備える、被膜健全性評価方法。 - 前記部材が鋼材であり、前記被膜が有機物を主成分とする防食塗膜である、請求項1に記載の被膜健全性評価方法。
- 前記部材が鋼管であり、その内部に気体、液体および固体からなる群から選ばれる少なくとも1つが流動しているときに行う、請求項1または2に記載の被膜健全性評価方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016083196A JP6804863B2 (ja) | 2016-04-18 | 2016-04-18 | 被膜健全性評価方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016083196A JP6804863B2 (ja) | 2016-04-18 | 2016-04-18 | 被膜健全性評価方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017194299A true JP2017194299A (ja) | 2017-10-26 |
| JP6804863B2 JP6804863B2 (ja) | 2020-12-23 |
Family
ID=60155366
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016083196A Active JP6804863B2 (ja) | 2016-04-18 | 2016-04-18 | 被膜健全性評価方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6804863B2 (ja) |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4446736A (en) * | 1980-10-10 | 1984-05-08 | Imperial Chemical Industries Plc | Ultrasonic identification of damage in lined structures |
| JPH10153585A (ja) * | 1996-11-25 | 1998-06-09 | Hitachi Ltd | 表面層評価方法及びその装置 |
| JP2000329751A (ja) * | 1999-05-18 | 2000-11-30 | Toshiba Corp | 配管検査方法および装置 |
| JP2003004711A (ja) * | 2001-06-20 | 2003-01-08 | Hitachi Ltd | コンクリート構造物の検査方法及びその方法を用いた検査装置 |
| JP2003130854A (ja) * | 2001-10-22 | 2003-05-08 | Chubu Electric Power Co Inc | 配管検査方法及び配管検査装置 |
| JP2004226123A (ja) * | 2003-01-20 | 2004-08-12 | Shikoku Electric Power Co Inc | 流体搬送パイプの検査装置 |
| JP2009258072A (ja) * | 2008-03-19 | 2009-11-05 | Tokyo Electric Power Co Inc:The | 配管検査方法および配管検査装置 |
| JP2013083545A (ja) * | 2011-10-11 | 2013-05-09 | Central Research Institute Of Electric Power Industry | 超音波減衰法による多層配管の界面状態検出方法および装置 |
-
2016
- 2016-04-18 JP JP2016083196A patent/JP6804863B2/ja active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4446736A (en) * | 1980-10-10 | 1984-05-08 | Imperial Chemical Industries Plc | Ultrasonic identification of damage in lined structures |
| JPH10153585A (ja) * | 1996-11-25 | 1998-06-09 | Hitachi Ltd | 表面層評価方法及びその装置 |
| JP2000329751A (ja) * | 1999-05-18 | 2000-11-30 | Toshiba Corp | 配管検査方法および装置 |
| JP2003004711A (ja) * | 2001-06-20 | 2003-01-08 | Hitachi Ltd | コンクリート構造物の検査方法及びその方法を用いた検査装置 |
| JP2003130854A (ja) * | 2001-10-22 | 2003-05-08 | Chubu Electric Power Co Inc | 配管検査方法及び配管検査装置 |
| JP2004226123A (ja) * | 2003-01-20 | 2004-08-12 | Shikoku Electric Power Co Inc | 流体搬送パイプの検査装置 |
| JP2009258072A (ja) * | 2008-03-19 | 2009-11-05 | Tokyo Electric Power Co Inc:The | 配管検査方法および配管検査装置 |
| JP2013083545A (ja) * | 2011-10-11 | 2013-05-09 | Central Research Institute Of Electric Power Industry | 超音波減衰法による多層配管の界面状態検出方法および装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6804863B2 (ja) | 2020-12-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Honarvar et al. | Ultrasonic monitoring of erosion/corrosion thinning rates in industrial piping systems | |
| JP5624250B2 (ja) | 積層体の剥離検査方法及び剥離検査装置 | |
| US10345221B1 (en) | Ultrasonic corrosion coupon probe | |
| US10107658B2 (en) | Ultrasonic flowmeter with internal surface coating and method | |
| Wang et al. | Numerical and analytical study for ultrasonic testing of internal delamination defects considering surface roughness | |
| Farin et al. | Monitoring saltwater corrosion of steel using ultrasonic coda wave interferometry with temperature control | |
| US20120265450A1 (en) | Method for inspecting corrosion under insulation | |
| WO2019209654A1 (en) | Detection, monitoring, and determination of location of changes in metallic structures using multimode acoustic signals | |
| JP2003130854A (ja) | 配管検査方法及び配管検査装置 | |
| JP2006276032A (ja) | 配管検査方法および装置 | |
| RU2613624C1 (ru) | Способ ультразвукового неразрушающего контроля водоводов гидротехнических объектов | |
| JP2017194299A (ja) | 被膜健全性評価方法 | |
| Kulkov et al. | Automated quality control systems for paint coatings in industry | |
| Dhutti et al. | Monitoring of critical metallic assets in oil and gas industry using ultrasonic guided waves | |
| Cegla et al. | Modeling the effect of roughness on ultrasonic scattering in 2D and 3D | |
| Heerings et al. | Inspection Effectiveness and its Effect on the Integrity of Pipework | |
| JP2021193350A (ja) | 積層体の腐食検査方法及び腐食検査装置 | |
| Bertoncini et al. | 3D characterization of defects in Guided Wave monitoring of pipework using a magnetostrictive sensor | |
| Stepinski | Structural health monitoring of piping in nuclear power plants-A review of efficiency of existing methods | |
| Riahi et al. | Health monitoring of aboveground storage tanks’ floors: A new methodology based on practical experience | |
| Ficquet et al. | Structural health monitoring on a girth welded pipe with residual stress measurements | |
| Schubert et al. | Monitoring of high temperature steel pipes by ultrasonic waveguide solutions | |
| RU2626744C1 (ru) | Внутритрубный ультразвуковой дефектоскоп | |
| Gan et al. | Ultrasonic thickness measurement technique with self-calibration function | |
| Schneider | Predicting the remaining lifetime of in-service pipelines based on sample inspection data |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190123 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20191009 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191023 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191211 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200512 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200616 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20201124 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20201203 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6804863 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |