JP2017190801A - ガスケット - Google Patents
ガスケット Download PDFInfo
- Publication number
- JP2017190801A JP2017190801A JP2016079157A JP2016079157A JP2017190801A JP 2017190801 A JP2017190801 A JP 2017190801A JP 2016079157 A JP2016079157 A JP 2016079157A JP 2016079157 A JP2016079157 A JP 2016079157A JP 2017190801 A JP2017190801 A JP 2017190801A
- Authority
- JP
- Japan
- Prior art keywords
- metal plate
- seal member
- gasket
- bead
- opening
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000002184 metal Substances 0.000 claims abstract description 63
- 230000002093 peripheral effect Effects 0.000 claims abstract description 28
- 238000007789 sealing Methods 0.000 claims abstract description 27
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims abstract description 24
- 229910002804 graphite Inorganic materials 0.000 claims abstract description 24
- 239000010439 graphite Substances 0.000 claims abstract description 24
- 239000012530 fluid Substances 0.000 claims abstract description 12
- 239000011324 bead Substances 0.000 claims description 26
- 230000013011 mating Effects 0.000 abstract description 25
- 230000006866 deterioration Effects 0.000 abstract description 6
- 238000006243 chemical reaction Methods 0.000 description 5
- 239000000463 material Substances 0.000 description 5
- 238000005452 bending Methods 0.000 description 3
- 230000007423 decrease Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 210000000078 claw Anatomy 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
Images

Landscapes
- Gasket Seals (AREA)
Abstract
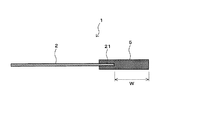
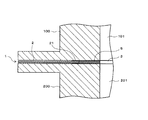
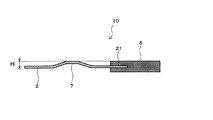
【解決手段】金属板2にシール対象となる流体が通過する開口部が設けられていると共に、該開口部に臨む金属板2の周縁部21に沿って、金属板2よりも厚みの厚い黒鉛からなるシール部材5が該周縁部21から内方に向けて突出するように設けられている。シール部材5は、その外周側で金属板2の周縁部21を上下から挟み付けるように設けられていることが好ましい。
【選択図】図2
Description
金属板にシール対象となる流体が通過する開口部が設けられていると共に、該開口部に臨む前記金属板の周縁部に沿って、前記金属板よりも厚みの厚い黒鉛からなるシール部材が該周縁部から内方に向けて突出するように設けられていることを特徴とするガスケット。
2.
前記シール部材は、その外周側で前記金属板の前記周縁部を上下から挟み付けるように設けられていることを特徴とする前記1記載のガスケット。
3.
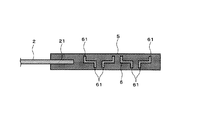
前記シール部材の内部に、フック形金属板が設けられていることを特徴とする前記1又は2記載のガスケット。
4.
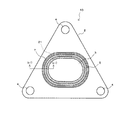
前記シール部材よりも外側の前記金属板に、前記シール部材を取り囲むようにビードが設けられていることを特徴とする前記1、2又は3記載のガスケット。
5.
前記ビードの高さは、前記金属板の表面からの前記シール部材の高さ以下に設定されていることを特徴とする前記4記載のガスケット。
2:金属板
21:周縁部
3:開口部
4:ボルト孔
5:シール部材
6:フック形金属板
61:フック
7:ビード
100、200:相手部材
101、201:流路
Claims (5)
- 金属板にシール対象となる流体が通過する開口部が設けられていると共に、該開口部に臨む前記金属板の周縁部に沿って、前記金属板よりも厚みの厚い黒鉛からなるシール部材が該周縁部から内方に向けて突出するように設けられていることを特徴とするガスケット。
- 前記シール部材は、その外周側で前記金属板の前記周縁部を上下から挟み付けるように設けられていることを特徴とする請求項1記載のガスケット。
- 前記シール部材の内部に、フック形金属板が設けられていることを特徴とする請求項1又は2記載のガスケット。
- 前記シール部材よりも外側の前記金属板に、前記シール部材を取り囲むようにビードが設けられていることを特徴とする請求項1、2又は3記載のガスケット。
- 前記ビードの高さは、前記金属板の表面からの前記シール部材の高さ以下に設定されていることを特徴とする請求項4記載のガスケット。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016079157A JP2017190801A (ja) | 2016-04-11 | 2016-04-11 | ガスケット |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016079157A JP2017190801A (ja) | 2016-04-11 | 2016-04-11 | ガスケット |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017190801A true JP2017190801A (ja) | 2017-10-19 |
Family
ID=60084714
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016079157A Pending JP2017190801A (ja) | 2016-04-11 | 2016-04-11 | ガスケット |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017190801A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110406016A (zh) * | 2019-09-03 | 2019-11-05 | 攸佟国际贸易(上海)有限公司 | 一种电磁焊密封固定垫片 |
-
2016
- 2016-04-11 JP JP2016079157A patent/JP2017190801A/ja active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110406016A (zh) * | 2019-09-03 | 2019-11-05 | 攸佟国际贸易(上海)有限公司 | 一种电磁焊密封固定垫片 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5780401B2 (ja) | プレート一体型ガスケット | |
| JP5599787B2 (ja) | 取り外し可能なフランジ継ぎ手の封止のためのくし型両面被覆ガスケット | |
| JP4324607B2 (ja) | 非石綿ガスケット | |
| JP2008248952A (ja) | 金属ガスケット | |
| CN101408247A (zh) | 金属密封垫 | |
| KR101506189B1 (ko) | 밀봉시트 장착 고온고압용 절연가스켓 | |
| RU2395740C1 (ru) | Уплотнительное металлическое кольцо и разъемное фланцевое уплотнительное устройство (варианты) | |
| JP4361096B2 (ja) | 金属製ガスケット | |
| JP2017190801A (ja) | ガスケット | |
| JP4855356B2 (ja) | 密封構造体 | |
| CN101802464A (zh) | 汽缸盖衬垫 | |
| JP4110256B2 (ja) | 金属製ガスケット | |
| US20060197288A1 (en) | Metal laminate cylinder head gasket | |
| CN105026808B (zh) | 耐热衬垫 | |
| JP4541399B2 (ja) | 金属製ガスケット | |
| KR20170000076U (ko) | 멀티 캠프로파일 가스켓 | |
| JP2008223581A (ja) | 金属ガスケット | |
| JP2016148408A (ja) | ガスケット | |
| JP2018179118A (ja) | ガスケット | |
| JP2013040679A (ja) | 耐腐食性複合シール構造 | |
| WO2018123214A1 (ja) | 金属ガスケット | |
| JP2018159463A (ja) | パイプ連結機構 | |
| JP2015200366A (ja) | 接合体 | |
| JP2025003090A (ja) | ガスケットおよびその製造方法 | |
| KR20170136347A (ko) | 워밍업 촉매 컨버터 및 터보차저용 가스켓 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20181116 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190320 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200309 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200316 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20200915 |