JP2017177253A - 焼結体の形状加工方法および加工装置 - Google Patents
焼結体の形状加工方法および加工装置 Download PDFInfo
- Publication number
- JP2017177253A JP2017177253A JP2016065099A JP2016065099A JP2017177253A JP 2017177253 A JP2017177253 A JP 2017177253A JP 2016065099 A JP2016065099 A JP 2016065099A JP 2016065099 A JP2016065099 A JP 2016065099A JP 2017177253 A JP2017177253 A JP 2017177253A
- Authority
- JP
- Japan
- Prior art keywords
- sintered body
- main surface
- grinding wheel
- width
- sintered
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Abstract
Description
搬送速度:800mm/min
研削ホイール(直径200mm)の回転速度:6000rpm
研削ホイールのx軸補正量:0μm以上30μm以下
研削ホイールのz軸補正量:20μm以上100μm以下
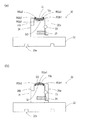
20、20a :治具
22 :台座
22a :溝
23 :軸
24 :本体部
25 :スプリング
26a、26b :爪部材
30A、30B :コンベア(搬送装置)
33a、33b :レール
40 :ロボットのアーム
50 :デジタルマイクロスケール
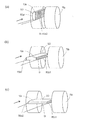
60 :研削ホイール
100 :加工装置
Claims (7)
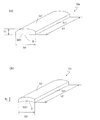
- 凸状の第1主面、前記第1主面の反対側の第2主面、および幅Wを規定する2つの第1側面を有する焼結体を用意する工程aと、
前記焼結体の長さ方向が搬送方向に平行で、前記第1主面または前記第2主面が上になるように前記焼結体を治具に固定する工程bと、
前記焼結体の幅Wを測定し、幅方向の中心位置を求める工程cと、
前記中心位置が研削ホイールの中心と一致するように前記研削ホイールの位置を補正する工程dと、
前記焼結体を前記搬送方向に搬送しながら、前記研削ホイールによって前記焼結体を研削することによって、前記第1主面を凸状曲面に加工する、または、前記第2主面を凹状曲面または平坦な面に加工する工程eと
を包含する、焼結体の形状加工方法。 - 前記工程eの期間中に前記研削ホイールを上昇させる工程fをさらに包含する、請求項1に記載の焼結体の形状加工方法。
- 前記工程aは、前記焼結体の前記第1主面を部分的に研削することによって形成される第1基準面および前記第2主面を少なくとも部分的に研削することによって形成される少なくとも1つの第2基準面の内の少なくともいずれか一方を形成する工程sa1をさらに包含する、請求項1または2に記載の焼結体の形状加工方法。
- 前記工程aは、前記焼結体を研削することによって前記焼結体の幅を規定する互いに平行な2つの前記第1側面を形成する工程sa2をさらに包含する、請求項1から3のいずれかに記載の焼結体の形状加工方法。
- 前記工程aは、前記焼結体を研削することによって前記焼結体の長さを規定する互いに平行な2つの第2側面を形成する工程sa3をさらに包含する、請求項1から4のいずれかに記載の焼結体の形状加工方法。
- 請求項1から5のいずれかに記載の焼結体の形状加工方法に用いられる加工装置であって、
xyz直交座標系において、
前記焼結体をy軸方向に搬送する搬送装置と、
前記搬送装置に配置された前記焼結体の幅を測定し、前記焼結体の幅方向の中心位置を求める幅測定装置と、
x軸方向に平行な回転軸を有するモータと、
前記回転軸に固定された研削ホイールであってディスクの外周面が半径方向に対して凹状曲面または凸状曲面である研削ホイールと、
前記研削ホイールをx軸方向に移動させる第1機構部材と、
前記焼結体の幅方向の前記中心位置に前記研削ホイールの中心位置が一致するように前記研削ホイールをx軸方向に移動させるように第1機構部材を制御する制御装置と
を有する、加工装置。 - 前記研削ホイールをz軸方向に移動させる第2機構部材をさらに有し、前記制御装置は前記第2機構部材を制御する、請求項6に記載の加工装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016065099A JP6634924B2 (ja) | 2016-03-29 | 2016-03-29 | 焼結体の形状加工方法および加工装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016065099A JP6634924B2 (ja) | 2016-03-29 | 2016-03-29 | 焼結体の形状加工方法および加工装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017177253A true JP2017177253A (ja) | 2017-10-05 |
| JP6634924B2 JP6634924B2 (ja) | 2020-01-22 |
Family
ID=60007935
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016065099A Active JP6634924B2 (ja) | 2016-03-29 | 2016-03-29 | 焼結体の形状加工方法および加工装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6634924B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020039251A (ja) * | 2019-10-29 | 2020-03-12 | 日立金属株式会社 | モータ用焼結磁石およびその製造方法、ならびに永久磁石型同期モータ |
| WO2020175497A1 (ja) * | 2019-02-28 | 2020-09-03 | 株式会社デンソー | 回転電機 |
| CN115026661A (zh) * | 2022-06-20 | 2022-09-09 | 安徽高创磁业科技有限公司 | 一种瓦型磁体生产加工用磨削设备 |
-
2016
- 2016-03-29 JP JP2016065099A patent/JP6634924B2/ja active Active
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020175497A1 (ja) * | 2019-02-28 | 2020-09-03 | 株式会社デンソー | 回転電機 |
| JP2020141527A (ja) * | 2019-02-28 | 2020-09-03 | 株式会社デンソー | 回転電機 |
| CN113544950A (zh) * | 2019-02-28 | 2021-10-22 | 株式会社电装 | 旋转电机 |
| JP7331383B2 (ja) | 2019-02-28 | 2023-08-23 | 株式会社デンソー | 回転電機 |
| JP2020039251A (ja) * | 2019-10-29 | 2020-03-12 | 日立金属株式会社 | モータ用焼結磁石およびその製造方法、ならびに永久磁石型同期モータ |
| CN115026661A (zh) * | 2022-06-20 | 2022-09-09 | 安徽高创磁业科技有限公司 | 一种瓦型磁体生产加工用磨削设备 |
| CN115026661B (zh) * | 2022-06-20 | 2023-11-07 | 安徽高创磁业科技有限公司 | 一种瓦型磁体生产加工用磨削设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6634924B2 (ja) | 2020-01-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4441823B2 (ja) | 面取り砥石のツルーイング方法及び面取り装置 | |
| JP6634924B2 (ja) | 焼結体の形状加工方法および加工装置 | |
| KR102235408B1 (ko) | 스크라이빙 휠, 홀더 유닛, 스크라이브 장치, 스크라이빙 휠의 제조 방법 및 스크라이브 방법 | |
| JP7481518B2 (ja) | ツルーイング方法及び面取り装置 | |
| JP6528527B2 (ja) | ツルーアーの製造方法および半導体ウェーハの製造方法、ならびに半導体ウェーハの面取り加工装置 | |
| JP6464666B2 (ja) | 円筒形ターゲット材とその製造方法、および、円筒形スパッタリングターゲットとその製造方法 | |
| Lin et al. | Experimental and simulational investigation of wire bow deflection in single wire saw | |
| JP3405411B2 (ja) | 角形基板の製造方法 | |
| JP2010194680A (ja) | ワーク加工方法およびワーク加工装置 | |
| JP2021094693A (ja) | 面取り基板の製造方法及びそれに用いられる面取り装置 | |
| KR102549249B1 (ko) | 연삭 지석 | |
| JP6696262B2 (ja) | 焼結体の形状加工方法および加工装置 | |
| JP2000042887A (ja) | ウェーハ面取り方法 | |
| JP4530479B2 (ja) | 精密加工装置 | |
| CN211805276U (zh) | 磨削装置 | |
| JP7046670B2 (ja) | 面取り加工システム及びそれに用いられるツルーイング装置 | |
| CN212095894U (zh) | 用于半导体晶片的盘式磨削的改进装置 | |
| JP6514542B2 (ja) | ガラス基板の製造方法 | |
| KR100573035B1 (ko) | 웨이퍼 성형장치와 이 장치를 이용한 성형 방법 | |
| CN114888645B (zh) | 一种平面磨削工装以及摩擦片加工方法 | |
| JP2024001517A (ja) | ツルアー成形方法 | |
| KR101675819B1 (ko) | 경질박판 외주부 가공장치 | |
| JP2002178246A (ja) | ワーク加工方法 | |
| JP4201142B2 (ja) | 焼結薄板の製造方法 | |
| Lyu et al. | Precision Shaping Experiment of Ceramic Ball Blank with Oscillating-Plate Lapping Method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180903 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190620 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190709 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20190903 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191101 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20191119 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20191202 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6634924 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |