しかしながら、非特許文献1の放電分析方法では、分析範囲が広いため(言い換えると、空間分解能が大きいため)、サイズが1 mm 以下の析出物を検知することは困難である。
また、特許文献1のICP分析では、分析装置内部に鋼材を配置する必要があるため、供試中の配管等の部材から試料を採取する際に、試料寸法が制限される場合があるという問題がある。
以上を踏まえると、パルスレーザ光を照射する方法が、供試中の配管等の部材から試料を採取して分析するのに適していると考えられる。しかしながら、特許文献2の方法では、通常は組成が同一の試料を用いて検量線を求めるところ、一部の鋼では同一組成の鋼の種類が少ないため、検量線を求めるために多種類の試料を用意することが困難であるという問題がある。
また、特許文献2の方法は溶鋼を用いて計測する方法であるところ、固体である鋼材を計測対象とする場合、レーザ光の照射と共に表面が削られて微小な穴が生じる。そして、穴が生じることでレーザ光のスポット径が変化するため、発光強度に変化が生じる。このことは、微小領域を計測する際に特に顕著に見られる現象であり、計測精度が低下する原因の一つである。
そこで、本発明は、鋼の炭素元素の濃度を局所的に且つ定量的に計測することができる鋼の炭素濃度の計測方法、計測装置、及び計測プログラムを提供することを目的とする。
発明者は、鋼における炭素元素の濃度を局所的に且つ定量的に計測する技術を構築するため、計測対象物へのレーザ光の照射の繰り返しによるプラズマ光の発光強度の推移について分析を行った。
ここで、本発明が対象とする「鋼」には、少なくとも、炭素鋼(若しくは、普通鋼)および一般構造用圧延材が含まれる。
試験片としての炭素鋼(S35C)の表面へとレーザ光を繰り返して照射し、レーザ光の照射の繰り返しによる(言い換えると、照射回数の増加に伴う)プラズマ光の発光強度の推移が実験的に検証された。
具体的には、一回のレーザ光照射につきプラズマの発光を一回計測する方法であるシングルパルス計測と、時間差を設けた二回のレーザ光照射につきプラズマの発光を一回計測する方法であるダブルパルス計測とのそれぞれに関し、レーザ光の照射回数の増加に伴うプラズマ光の発光強度の推移が検証された。
シングルパルス計測については、計測条件として照射レーザエネルギーE=100 mJ,インテンシファイア付きCCD(ICCD)カメラの受光遅延時間tg=1 μs,ICCDカメラの露光時間tw=10 μs とした。
ダブルパルス計測については、一回目の照射レーザエネルギーE1=50 mJ,レーザ光照射間隔IPD=0.5 μs,二回目の照射レーザエネルギーE2=100 mJ,ICCDカメラの受光遅延時間tg=1 μs,ICCDカメラの露光時間tw=10 μs とした。
そして、受光した発光スペクトルを10回積算する条件で、レーザ光の照射回数増加に伴う輝線(即ち、元素固有の発光スペクトル)である炭素C(I)193.09 nm に関する発光強度の推移が図5に示すようになった。なお、図5において、「SP」はシングルパルス計測を表し、「DP」はダブルパルス計測を表す。
試験片の同じ箇所にレーザ光を照射しているため、照射するほど僅かに照射痕が生じ、レーザ光が照射される範囲が広くなる(言い換えると、レーザ光のスポット径が大きくなる)結果、発光強度は全体的に次第に低下する傾向である。
図5に示す結果から、また、ダブルパルス計測よりもシングルパルス計測の方が、炭素の発光強度が高く、炭素の元素の濃度の計測に適していることが示唆される。
図5に示す結果から、また、炭素の発光強度はレーザ光照射100回までは大きく減少してそれ以降は一定になった。
レーザ光の照射回数の増加に伴う発光強度の推移について考察するため、各照射回数における照射痕の深さを測定した。
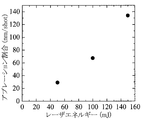
具体的には、炭素鋼(S35C)と化学組成及び機械的特性が近い一般構造用圧延材SS400を用いてレーザ光が一定回数照射された後に、読み取り顕微鏡で照射痕底部と照射痕周囲との高低差を計測し、それを照射痕深さと定義した。なお、この場合はシングルパルスでレーザ光照射し、照射レーザエネルギーは30 mJ,100 mJ,及び150 mJ の三条件とした。
レーザ光の照射回数の増加に伴って照射痕の深さ(言い換えると、アブレーション深さ)は線形に増加し、レーザ光照射回数と照射痕深さとの間の関係を近似する直線の傾きから、照射レーザエネルギー別に、照射1回当たりの照射痕深さ(言い換えると、アブレーション割合)を計算した。
照射レーザエネルギー別のアブレーション割合を整理した図6に示す結果から、アブレーション割合は、照射レーザエネルギーの増大に伴って単調増加することがわかった。
図6に示す結果から、また、照射レーザエネルギーが100 mJ のシングルパルス計測について、炭素の発光強度の減少割合が変化する照射回数100回における照射痕深さを計算すると約6.7 μm になった。
この深さは、旋盤加工後の「表面粗さ」(「表面加工粗さ」とも呼ばれる)に概ね対応すると考えられる。
以上の分析結果も踏まえ、発明者は、例えば照射レーザエネルギーが100 mJ のシングルパルス計測では照射回数100回以降で発光強度の減少割合が小さくなって発光強度が安定すること、及び、前記条件での照射回数100回における照射痕深さは表面粗さに相当することから、試料(計測対象物)表面の表面粗さに相当する深さまでレーザ光の照射によって試料表面を除去(言い換えると、試料表面に照射痕を形成)した後の発光スペクトルを発光強度の算定に用いることにより、試料における炭素元素の濃度を精度良く定量的に特定することができることを突き止めた。
本発明の鋼の炭素濃度の計測方法は、上記の知見に基づくものであり、鋼の表面にレーザ光が照射されて鋼の表面粗さに相当する深さまで鋼の表面が除去され、当該表面が除去された位置にパルスレーザ光が照射されて受光される炭素元素の発光波長の発光スペクトルと鉄元素の発光波長の発光スペクトルとがそれぞれ積算されて炭素の発光強度が計算されると共に鉄の発光強度が計算され、前記炭素の発光強度と前記鉄の発光強度との比が、予め定められた炭素の発光強度と鉄の発光強度との比と炭素濃度との間の関係式に当てはめられることによって鋼の炭素濃度が求められるようにしている。
また、本発明の鋼の炭素濃度の計測装置は、鋼の表面にレーザ光が照射されて鋼の表面粗さに相当する深さまで鋼の表面が除去された上で当該表面が除去された位置にパルスレーザ光が照射されて受光される炭素元素の発光波長の発光スペクトルと鉄元素の発光波長の発光スペクトルとをそれぞれ積算して炭素の発光強度を計算すると共に鉄の発光強度を計算する手段と、炭素の発光強度と鉄の発光強度との比を算出する手段と、前記比を、予め定められた炭素の発光強度と鉄の発光強度との比と炭素濃度との間の関係式に当てはめることによって鋼の炭素濃度を求める手段とを有するようにしている。
また、本発明の鋼の炭素濃度の計測プログラムは、鋼の表面にレーザ光が照射されて鋼の表面粗さに相当する深さまで鋼の表面が除去された上で当該表面が除去された位置にパルスレーザ光が照射されて受光される炭素元素の発光波長の発光スペクトルと鉄元素の発光波長の発光スペクトルとをそれぞれ積算して炭素の発光強度を計算すると共に鉄の発光強度を計算する処理と、炭素の発光強度と鉄の発光強度との比を算出する処理と、前記比を、予め定められた炭素の発光強度と鉄の発光強度との比と炭素濃度との間の関係式に当てはめることによって鋼の炭素濃度を求める処理とをコンピュータに行わせるようにしている。
したがって、これらの鋼の炭素濃度の計測方法、計測装置、及び計測プログラムによると、計測対象の鋼の表面粗さに相当する深さまで当該計測対象の鋼の表面が除去された上で発光スペクトルが計測されるので、レーザ光照射の初期における発光スペクトルの光強度が大きく変動する段階のデータは使用されることがなく、発光スペクトルの光強度が安定した段階のデータが使用される。また、鋼表層を除去するのに別途装置を必要とすることなく、同一の装置で除去から計測までを一貫して実施することが可能となる。
これらの鋼の炭素濃度の計測方法、計測装置、及び計測プログラムによると、また、表面を除去するためのレーザ光の照射によって形成される照射痕は平面視において径が1 mm 程度であるので、照射痕同士を重複させないようにした場合には1 mm 程度の間隔で、また、照射痕同士を重複させるようにした場合には1 mm よりも小さい間隔で炭素濃度が定量される。
また、発明者が見出した知見によれば、本発明において用いられる発光強度の比と炭素濃度との間の関係式が設定される際には、一般構造用圧延材や炭素鋼などの鉄を主成分とする鋼であれば、複数の鋼種の試験片が使用されるようにしても良い。さらに、どちらも鉄を主成分とするものであれば、発光強度の比と炭素濃度との間の関係式を設定するために使用された試験片の組成と計測対象物の組成とが異なっていても、前記関係式によって計測対象物における炭素濃度が定量され得る。
また、本発明の鋼の炭素濃度の計測方法及び計測装置は、前記鋼が鋼材の溶接部における鋼であるようにしても良い。この場合には、鋼材の溶接部における炭素濃度が定量される。
また、本発明の鋼の炭素濃度の計測方法及び計測装置は、発光スペクトルの受光系を構成する分光器の内部が不活性ガスで置換されるようにしても良い。この場合には、酸素分子による真空紫外波長域の光吸収が低減し、炭素の発光強度が高められる。
また、本発明の鋼の炭素濃度の計測方法及び計測装置は、パルスレーザ光の照射及び発光スペクトルの計測が、一回のレーザ光照射につきプラズマの発光を一回計測する方式(即ち、シングルパルス方式)であるようにしても良い。この場合には、ダブルパルス方式の場合よりも炭素の発光強度が高められる。
本発明の鋼の炭素濃度の計測方法、計測装置、及び計測プログラムによれば、レーザ光照射による発光スペクトルの光強度が安定した段階のデータのみを使用するので、炭素の発光強度や鉄の発光強度に誤差が含まれることを防止して炭素濃度を正確に定量することができ、炭素濃度を定量する手法としての信頼性の向上を図ることが可能になる。
本発明の鋼の炭素濃度の計測方法、計測装置、及び計測プログラムによれば、また、1 mm 程度若しくは1 mm よりも小さい間隔で炭素濃度を定量することができ、炭素濃度を定量する手法としての有用性の向上を図ることが可能になる。
また、鉄を主成分とする鋼であれば、発光強度の比と炭素濃度との間の関係式を設定する際に複数の鋼種を試験片として使用することができ、また、関係式を設定する際に使用された試験片の組成と計測対象物の組成とが異なっていても炭素濃度を定量することができる。すなわち、主成分であれば鋼種の制約を受けないので、炭素濃度を定量する手法としての適用容易性及び汎用性の向上を図ることが可能になる。
本発明の鋼の炭素濃度の計測方法及び計測装置は、鋼材の溶接部における炭素濃度を定量するようにした場合には、経年での組織変化が起き易いと考えられる溶接部に関する貴重な情報を提供することが可能になる。
本発明の鋼の炭素濃度の計測方法及び計測装置は、分光器の内部が不活性ガスで置換されるようにした場合には、酸素分子による光吸収を低減させて炭素の発光強度を高めることができるので、炭素濃度を正確に定量することが可能になり、また、炭素濃度の検出下限値を引き下げることが可能になり、延いては、炭素濃度を定量する手法としての信頼性及び有用性の向上を図ることが可能になる。
本発明の鋼の炭素濃度の計測方法及び計測装置は、シングルパルス方式が用いられるようにした場合には、ダブルパルス方式の場合よりも炭素の発光強度を高めることができるので、炭素濃度を正確に定量することが可能になり、また、炭素濃度の検出下限値を引き下げることが可能になり、延いては、炭素濃度を定量する手法としての信頼性及び有用性の向上を図ることが可能になる。
以下、本発明の構成を図面に示す実施の形態の一例に基づいて詳細に説明する。
図1乃至図4並びに図7に、本発明の鋼の炭素濃度の計測方法、計測装置、及び計測プログラムの実施形態の一例を示す。
本実施形態の鋼の炭素濃度の計測方法は、鋼の表面にレーザ光が照射されて鋼の表面粗さに相当する深さまで鋼の表面が除去され(S1)、当該表面が除去された位置にパルスレーザ光が照射されて受光される炭素元素の発光波長の発光スペクトルと鉄元素の発光波長の発光スペクトルとがそれぞれ積算されて炭素の発光強度が計算されると共に鉄の発光強度が計算され(S2,S3)、これら炭素の発光強度と鉄の発光強度との比が(S4)、予め定められた炭素の発光強度と鉄の発光強度との比と炭素濃度との間の関係式に当てはめられることによって鋼の炭素濃度が求められる(S5)ようにしている(図1参照)。
本実施形態の鋼の炭素濃度の計測装置は、鋼の表面にレーザ光が照射されて鋼の表面粗さに相当する深さまで鋼の表面が除去された上で当該表面が除去された位置にパルスレーザ光が照射されて受光される炭素元素の発光波長の発光スペクトルと鉄元素の発光波長の発光スペクトルとをそれぞれ積算して炭素の発光強度を計算すると共に鉄の発光強度を計算する手段と、炭素の発光強度と鉄の発光強度との比を算出する手段と、前記比を、予め定められた炭素の発光強度と鉄の発光強度との比と炭素濃度との間の関係式に当てはめることによって鋼の炭素濃度を求める手段とを有するようにしている。なお、鋼表面の凹凸とは別に、鋼製造過程における熱処理や脱炭などにより、鋼表層の炭素濃度の変化が考えられる場合や、試験片切断時の工作機械に含まれる炭素が試験片表層に混入する場合には、炭素濃度が変化している箇所まで表層をレーザ光照射により除去すれば、炭素濃度を適切に求めることが可能となる。
上記鋼の炭素濃度の計測方法及び鋼の炭素濃度の計測装置は、鋼の炭素濃度の計測プログラムがコンピュータ上で実行されることによっても実施・実現され得る。ここでは、鋼の炭素濃度の計測プログラムがコンピュータ上で実行されることによって鋼の炭素濃度の計測方法が実施されると共に鋼の炭素濃度の計測装置が実現される場合を説明する。
本実施形態の鋼の炭素濃度の計測プログラム17を実行するためのコンピュータ10(本実施形態では、鋼の炭素濃度の計測装置10でもある)の全体構成を図2に示す。
このコンピュータ10(鋼の炭素濃度の計測装置10)は制御部11,記憶部12,入力部13,表示部14,及びメモリ15を備え、これらが相互にバス等の信号回線によって接続されている。
制御部11は、記憶部12に記憶されている鋼の炭素濃度の計測プログラム17に従ってコンピュータ10全体の制御並びに鋼の炭素濃度の計測に係る演算を行うものであり、例えばCPU(中央演算処理装置)である。
記憶部12は、少なくともデータやプログラムを記憶可能な装置であり、例えばハードディスクである。
入力部13は、少なくとも作業者の命令や種々の情報を制御部11に与えるためのインターフェイス(即ち、情報入力の仕組み)であり、例えばキーボードやマウスである。なお、例えばキーボードとマウスとの両方のように複数種類のインターフェイスを入力部13として有するようにしても良い。
表示部14は、制御部11の制御によって文字や図形或いは画像等の描画・表示を行うものであり、例えばディスプレイである。
メモリ15は、制御部11が種々の制御や演算を実行する際の作業領域であるメモリ空間となるものであり、例えばRAM(Random Access Memory の略)である。
また、コンピュータ10に、必要に応じ、当該コンピュータ10との間でデータや制御指令等の信号の送受信(即ち、出入力)が可能であるように、バスや広域ネットワーク回線等の信号回線により、データサーバ18が接続されるようにしても良い。
そして、コンピュータ10(以下、「鋼の炭素濃度の計測装置10」と呼ぶ)の制御部11には、鋼の炭素濃度の計測プログラム17が実行されることにより、鋼の表面にレーザ光が照射されて鋼の表面粗さに相当する深さまで鋼の表面が除去された上で当該表面が除去された位置にパルスレーザ光が照射されて受光される炭素元素の発光波長の発光スペクトルと鉄元素の発光波長の発光スペクトルとをそれぞれ積算して炭素の発光強度を計算すると共に鉄の発光強度を計算する処理を行う強度計算部11aと、炭素の発光強度と鉄の発光強度との比を算出する処理を行う強度比算出部11bと、前記比を、予め定められた炭素の発光強度と鉄の発光強度との比と炭素濃度との間の関係式に当てはめることによって鋼の炭素濃度を求める処理を行う炭素濃度算定部11cとが構成される。
また、本実施形態では、図4に示す装置が用いられて計測対象物へのレーザ光の照射が行われる。そして、本実施形態では、図4に示す装置構成の中に、当該装置によって行われるレーザ光照射及び発光スペクトル計測を制御する制御装置(コンピュータ)として鋼の炭素濃度の計測装置10が組み込まれている。ただし、レーザ光照射及び発光スペクトル計測を制御する制御装置(コンピュータ)と鋼の炭素濃度の計測装置10とは別体であるようにしても良い。
本発明では、炭素元素の濃度を計測する手法として、迅速な元素分析が可能であること、計測・分析に係る空間分解能を有すること、広範囲の分析が可能であること、さらに、装置構成の複雑化が避けられる大気圧環境下での計測が可能であることなどを考慮し、レーザ誘起ブレイクダウン分光法(LIBS:Laser-Induced Breakdown Spectroscopy の略)が用いられる。
まず、本発明への適用を想定した、当初の従来側の装置構成を図3に示す。
具体的には、QスイッチNd:YAGレーザ装置(パルス幅7〜10 ns,繰り返し10 Hz)であり、第2高調波が計測対象物に照射される。ただし、マイクロチップレーザやエキシマレーザのようにパルス幅が100 ns 以下のパルスレーザであってもかまわない。また、高出力の連続光レーザを用いて鋼表面を二次元的に高速で掃引し、一箇所に瞬間的にレーザ光が照射されるようにすることで、パルスレーザ光を照射するのと同等の効果を得ることが可能と考えられる。このことも踏まえ、本発明の構成の説明における「パルスレーザ光」には、レーザ光それ自体が純粋にパルス波であるレーザ光に加え、パルスレーザ光を照射するのと同等の効果が得られるレーザ光(及び、レーザ光の照射の態様)を含むものとする。
レーザ装置1から照射されるレーザ光は、焦点距離が250 mm である平凸レンズ2が用いられて計測対象物9の表面に集光される。
なお、平凸レンズ2から計測対象物9の表面までの距離が平凸レンズ2の焦点距離と同程度である場合にレーザ光照射を繰り返したときに生じる照射痕が深くなってレーザ光の照射面積が照射回数によって大きく変化することを避けるため、平凸レンズ2から計測対象物9の表面までの距離は200 mm に設定される。
上記仕様の装置によってレーザ光照射を行ったところ、計測対象物9の表面に形成された照射痕は楕円状となり、照射痕の長径は1.0 mm 程度であると共に短径は0.5 mm 程度であった。
炭素元素の濃度分析を発光分光で行う本発明では、輝線(即ち、分析線の波長)として、例えば、JIS G 1253にも記載されている分析線の波長である炭素C(I)193.09 nm が用いられ得る。
プラズマ発光は、バンドルファイバ3と分光器4及びICCD(Image Intensifier Charge Coupled Device の略)カメラ5が用いられて受光される。なお、分光器4の入射スリットの幅は50 μm に設定される。
遅延パルス発生器6が用いられてレーザ装置1によるレーザ光照射とICCDカメラ5の露光開始時間とが同期させられてICCDカメラ5の受光遅延時間と露光時間とが設定される。
なお、図3や図4に示す装置では計測対象物9が直交二軸のXYステージ7に載置されて移動させられるようにしているが、この構成は(即ち、計測対象物9がXYステージ7に載置された上で計測が行われることは)本発明において必須ではない。
ここで、波長分解能が高いため、輝線をフォークト関数ではなく、ガウス関数でも十分に近似できることから、各輝線をガウス関数でマルチピーク近似したときの関数の振幅が発光強度と定義される。また、計算収束のため、関数の半値幅は1.5×10-2 mm に固定された。
そして、発明者は、上述の図3に示す構成の装置によって検証のための計測・分析を行い、真空紫外波長域の炭素の輝線を大気圧環境下で計測することを考慮しつつ、計測対象物9としての鋼における炭素元素の濃度を局所的に且つ定量的に計測する条件を最適化する(具体的には、特に炭素(C)の発光波長におけるスペクトル強度を高める)ため、図3に示す装置構成を以下のように改良した(改良後の装置構成について図4を参照)。
〈改良1〉バンドルファイバ3を使用せずに、合成石英ガラス製のレンズ8を用いてプラズマ発光を受光・集光する。バンドルファイバ3の材質は合成石英であり、190 nm 以下の波長にて透過率が減少する。これは、合成石英の本波長域における透過率が空気よりも低いことが原因である。発光強度の減衰を防止するため、プラズマ生成箇所から検出器(具体的には、ICCDカメラ5;受光装置とも言い得る)までの距離を短くし、且つ、拡大集光系を構築することにより、受光量を増加させる。プラズマが生成する位置から分光器4までの距離を短くするため、計測対象物9の表面の法線方向に対して約45度の方向からレーザ光を計測対象物9へと照射すると共に、レーザ光視線方向に対して90度の方向からプラズマ発光を受光する。
〈改良2〉波長170〜200 nm において酸素分子(O2)の Schumann-Runge bands による光(真空紫外線)の吸収があるため、分光器4内部の雰囲気を不活性ガスで置換する。不活性ガスとしては、具体的には例えば窒素(N2)ガスが用いられ得る。分光器4内部を窒素ガス等の不活性ガスで置換することにより、酸素分子による光吸収が低減され、炭素の発光強度を高めることができる(図7参照)。
〈改良3〉プラズマの生成に伴う計測対象物9の表面の雰囲気ガス(具体的には、空気)の電離を防止するため、計測対象物9の表面(具体的には、レーザ光の照射点)に不活性ガスを噴射する。不活性ガスとしては、具体的には例えばヘリウム(He)ガスが用いられ得る。不活性ガスの噴射とレーザ光の照射及び受光系のレンズ8とを考慮し、計測対象物9の表面の法線方向に対して45度の方向からレーザ光を照射すると共に、計測対象物9の表面の法線方向から不活性ガスを噴射する。計測対象物9の表面にヘリウムガス等の不活性ガスを噴射することにより、炭素濃度が低い条件で計測を行う場合に特に、空気に含まれる二酸化炭素の電離が防止され、鋼に含まれる炭素のみを正確に計測することができる。また、雰囲気ガスの電離が防止され、バックグラウンドの原因となる波長依存性のない連続光の発生が抑制される。
本実施形態では、図4に示す構成の装置が用いられる。そして、紫外領域を計測するため、プラズマ発光を受光・集光する機序として、合成石英ガラス製のレンズ8が用いられる(上記〈改良1〉)。また、計測する炭素の輝線(即ち、分析線の波長;C(I)193.09 nm)及び鉄の輝線(分析線の波長;Fe(II) 200.09nm)は真空紫外領域であるため、大気中での輝線強度の減衰を緩和するため、分光器4内部の雰囲気が窒素(N2)ガスで置換される(上記〈改良2〉)。また、シングルパルス計測が行われる。
なお、分光器4内部の雰囲気を不活性ガス(窒素ガス)で置換するための具体的な構成としては、例えば、不活性ガスを分光器4内部のコリメートミラーの背面から流入させてスリットの隙間から流出させるようにすることが一例である。
そして、鋼の炭素濃度の計測方法の実施の手順として、まず、計測対象物へのレーザ光の事前照射が行われる(S1)。
S1の処理としてのレーザ光の照射は、レーザ光照射によるアブレーションにより、計測対象物(即ち、鋼材や鋼材から採取された試料)の表面粗さに相当する深さまで当該計測対象物の表面を除去する(言い換えると、当該計測対象物の表面に照射痕として微小な穴を形成する)ためのものである。
したがって、レーザ光の事前照射によって除去される計測対象物の表面の深さ、言い換えると、レーザ光の事前照射によって計測対象物の表面に形成される照射痕の深さは、特定の深さに限定されるものではなく、計測対象物毎に、当該計測対象物(即ち、鋼材や鋼材から採取された試料)の表面粗さに対応する深さに適宜設定される。
レーザ光の事前照射によって除去される計測対象物の表面の深さは、具体的には例えば、あくまで一例として挙げると、大凡5〜10 μm の範囲で、計測対象物の表面粗さに対応する深さに適宜設定され得る。
そして、レーザ光の事前照射としてのレーザ光の照射の仕方は、計測対象物の表面粗さに対応する深さまで当該計測対象物の表面を除去することが可能であれば、特定の内容に限定されるものではなく、例えば利用される装置の性能などが勘案された上で、適当な内容が適宜設定される。
具体的には例えば、レーザエネルギーが30〜150 mJ 程度の範囲,レーザ光のスポット径が0.5〜2 mm 程度の範囲,及びレーザ光照射の回数が50〜150回程度の範囲にそれぞれ設定され、一層具体的には、レーザエネルギーが100 mJ 程度,レーザ光のスポット径が1.0 mm 程度,及びレーザ光照射の回数が100回程度にそれぞれ設定され、計測対象物の表面の同一箇所に連続的(言い換えると、連射的)にレーザ光が照射されることが考えられる。
なお、レーザ光の事前照射によって除去される鋼の表面の深さは、表面粗さに対応する深さの他に、浸炭や脱炭処理した鋼の表面は母材と炭素濃度が異なるところ、このような表面処理の影響で炭素濃度が変化する場合にはその表面処理の影響が及んでいる厚さ分とすることも考えられる。
次に、計測対象物へのパルスレーザ光の計測照射が行われる(S2)。
S2の処理としてのレーザ光の照射は、レーザ誘起ブレイクダウン分光法による元素分析が行われるためのものである。
S2の処理としてのパルスレーザ光の照射はS1の処理としてのレーザ光の照射に引き続いて行われ、S1の処理としてのレーザ光の照射とS2の処理としてのレーザ光の照射とは同じ装置(本実施形態では、図4に示す装置)によって行われる。
ただし、S1の処理としての事前照射で照射されるレーザ光と、S2の処理としての計測照射で照射されるレーザ光とは、種類が異なっても構わない。例えば、S1の処理としての事前照射では連続波のレーザ光が照射され、S2の処理としての計測照射ではパルスレーザ光が照射されるようにしても良い。
また、S2の処理としてのパルスレーザ光の照射は、計測対象物のうちの、S1の処理において表面が除去された箇所(言い換えると、照射痕として表面に形成された微小な穴)に対して行われる。つまり、S1の処理としてのレーザ光の照射とS2の処理としてのレーザ光の照射とが、計測対象物の同一箇所に対して行われる。
そして、計測対象物9の表面(照射痕)において生じたプラズマ発光は、集光用レンズ8としての合成石英ガラスを介して分光器4に導かれ、当該分光器4により、本発明における分析対象の元素である炭素(C)の発光波長の発光スペクトル及び鉄(Fe)の発光波長の発光スペクトルが分離される。
さらに、分光器4によって分離された炭素(C)の発光波長の発光スペクトル及び鉄(Fe)の発光波長の発光スペクトルが、検出器(具体的には、ICCDカメラ5)によって受光される。
そして、検出器(ICCDカメラ5)により、計測対象物9の表面において生じたプラズマ発光についての炭素(C)及び鉄(Fe)の発光スペクトルが、鋼の炭素濃度の計測装置10へと出力される。ここで、検出器から出力される、発光スペクトルに対応する信号のことを「スペクトルデータ」と呼ぶ。
なお、炭素の発光波長(輝線,分析線の波長)としては例えばC(I)193.09 nm,C(I)156.14 nm,或いはC(I)165.81 nm が用いられることが考えられ、鉄の発光波長(輝線,分析線の波長)としては例えばFe(II) 200.09 nm,Fe(II) 193.19 nm,或いはFe(II) 193.25 nm が用いられることが考えられる。
また、S2の処理としてのパルスレーザ光の照射からスペクトルデータの出力までの処理は、S3の処理における発光スペクトルを積算しての発光強度の算定に必要とされる回数が勘案された上で、適当な回数だけ行われる。
S2の処理としてのパルスレーザ光の照射からスペクトルデータの出力までの回数(また、S3の処理において発光強度を算定する際の発光スペクトルの積算の回数)は、具体的には例えば、あくまで一例として挙げると、50回程度に設定され得る。
そして、S2の処理としては、複数回のパルスレーザ光の照射のそれぞれに対応する炭素(C)及び鉄(Fe)の発光スペクトルが、スペクトルデータとして検出器から出力される。
次に、発光強度の計算が行われる(S3)。
S3の処理としては、S2の処理によって取得された発光スペクトルが積算されて発光強度が計算される。
具体的には、S2の処理において検出器から出力されたスペクトルデータが鋼の炭素濃度の計測装置10へと入力され、制御部11の強度計算部11aにより、炭素(C)の発光スペクトルが積算されて炭素の発光強度が計算されると共に鉄(Fe)の発光スペクトルが積算されて鉄の発光強度が計算される。
そして、強度計算部11aにより、計算された炭素(C)の発光強度と鉄(Fe)の発光強度とが、メモリ15に記憶させられる。
次に、炭素の発光強度と鉄の発光強度との比の算出が行われる(S4)。
具体的には、制御部11の強度比算出部11bにより、S3の処理においてメモリ15に記憶された炭素(C)の発光強度と鉄(Fe)の発光強度とが読み込まれ、鉄の発光強度に対する炭素の発光強度の比が算出される。
そして、強度比算出部11bにより、算出された炭素の発光強度と鉄の発光強度との比の値がメモリ15に記憶させられる。
次に、計測対象物の炭素元素の濃度の算定が行われる(S5)。
S5の処理では、S4の処理において算出された炭素の発光強度と鉄の発光強度との比が、予め定められた〈炭素の発光強度と鉄の発光強度との比〉と〈炭素濃度〉との間の関係式(「強度比濃度関係式」と呼ぶ;即ち、炭素濃度を求める検量線である)に当てはめられることにより、計測対象物(具体的には、鋼)についての炭素濃度(単位:重量%)が算定される。
強度比濃度関係式は、化学成分として少なくとも炭素濃度が既知である複数の試験片のそれぞれについて上述のS1乃至S4の処理と同様にレーザ光の事前照射が行われた上でパルスレーザ光の計測照射が行われて発光強度が計算されると共に炭素の発光強度と鉄の発光強度との比が算出され、これにより、〈炭素濃度(既知)〉と〈炭素の発光強度と鉄の発光強度との比〉との組み合わせデータが複数組整備される。
そして、この複数の組み合わせデータを近似する関数が推定され、当該推定された関数が強度比濃度関係式として設定される。
上記の組み合わせデータを近似する関数や近似方法は、特定の関数形や手法に限定されるものではなく、上記の組み合わせデータの例えばプロットなどが確認された上で当該の組み合わせデータを良好に近似し得ると考えられる関数形が適宜選択されたり、そのような関数のパラメータを算定し得る手法が適宜選択されたりする。なお、上記の組み合わせデータの回帰線(即ち、検量線)は、単調増加の曲線になる。
強度比濃度関係式を設定するための〈炭素濃度(既知)〉と〈炭素の発光強度と鉄の発光強度との比〉との組み合わせデータ(「関係式設定用データ」と呼ぶ)の個数は、特定の個数に限定されるものではないものの、少なくとも、関係式設定用データについての回帰式による近似の処理(回帰分析)が良好に行われ得る程度の個数であることが好ましい。
また、関係式設定用データの整備のために使用される試験片としては、炭素濃度が様々であるものが準備されて使用されることが好ましく、少なくとも、計測対象物における炭素濃度として想定される範囲をカバーする炭素濃度であるものが準備されて使用されることが好ましい。
ここで、発明者が見出した知見によれば、例えば一般構造用圧延材SS400や炭素鋼(S25C,S35C,S45C,S50C,或いはS55C 等)などの鉄を主成分とする鋼であれば、複数の鋼種の試験片が用いられて関係式設定用データが整備されて一つの強度比濃度関係式が推定されるようにして良く、且つ、計測対象である鋼の種類に関係なく共通の(言い換えると、一つの)強度比濃度関係式によって炭素濃度が算定されるようにして良い。すなわち、本発明では、どちらも鉄を主成分とするものであれば、検量線としての強度比濃度関係式を推定するために使用された試験片の組成と計測対象物の組成とが異なっていても、強度比濃度関係式によって計測対象物における炭素濃度が算定され得る。ただし、検量線としての強度比濃度関係式を設定するための関係式設定用データを整備するためのレーザ光の照射及び計測と、計測対象物に対するレーザ光の照射及び計測とは、同一の条件(具体的には例えば、レーザエネルギーやスポット径等)で行われることが必要とされる。
一方で、例えばニッケル基合金などの鉄を主成分としない合金は、関係式設定用データを整備するための試験片としては適当でない。これは、鉄を主成分としない合金は、得られるスペクトルの形状が炭素鋼などの鉄を主成分とする合金について得られるスペクトルの形状と大きく異なることが影響していると考えられる。
発明者が見出した知見によれば、さらに、関係式設定用データに炭素濃度が極端に低い(即ち、炭素濃度が0(ゼロ)に近い)データが含まれるようにするため、酸化を防止する対策を採っていれば、試験片として純鉄が使用されるようにしても良い。
本実施形態では強度比濃度関係式は鋼の炭素濃度の計測プログラム17内に予め規定され、そして、炭素濃度算定部11cにより、S4の処理においてメモリ15に記憶された炭素の発光強度と鉄の発光強度との比の値が読み込まれ、当該比の値が強度比濃度関係式に代入されて計測対象物の炭素濃度が算定される。
そして、制御部11は、計測対象物(具体的には、鋼)の炭素濃度を、表示部14に表示したり、データファイルとして記憶部12に保存したりした上で、当該の計測対象物に関する炭素濃度の計測に関する処理を終了する。
以上のように構成された鋼の炭素濃度の計測方法、計測装置、及び計測プログラムによれば、計測対象の鋼の表面粗さに相当する深さまで当該計測対象の鋼の表面が除去された上で発光スペクトルが計測されるので、レーザ光照射の初期における発光スペクトルの光強度が大きく変動する段階のデータは使用されることがなく、発光スペクトルの強度が安定した段階のデータのみを使用するので、炭素の発光強度や鉄の発光強度に誤差が含まれることを防止して炭素濃度を正確に定量することができ、炭素濃度を定量する手法としての信頼性の向上を図ることが可能になる。
以上のように構成された鋼の炭素濃度の計測方法、計測装置、及び計測プログラムによれば、さらに、計測対象物に照射するレーザ光のスポット径が調整されることによって計測対象物の表面における照射痕の大きさが例えば1 mm 程度或いは一層小さくされ得るので、計測対象物の所定の範囲を例えば1 mm 程度の間隔或いは一層小さい間隔で計測することが可能であり、良好な空間分解能で計測対象物における炭素濃度の面分布を計測することが可能になる。
また、発明者が見出した知見によれば、本発明において用いられる発光強度の比と炭素濃度との間の関係式を設定する際には、一般構造用圧延材や炭素鋼などの鉄を主成分とする鋼であれば、複数の鋼種を試験片として使用することができ、さらに、どちらも鉄を主成分とするものであれば、発光強度の比と炭素濃度との間の関係式を設定するために使用された試験片の組成と計測対象物の組成とが異なっていても前記関係式によって計測対象物における炭素濃度を定量することができ、すなわち鉄が主成分であれば鋼種の制約を受けないので、炭素濃度を定量する手法としての適用容易性及び汎用性の向上を図ることが可能になる。
なお、上述の実施形態は本発明を実施する際の好適な形態の一例ではあるものの本発明の実施の形態が上述のものに限定されるものではなく、本発明の要旨を逸脱しない範囲において本発明は種々変形実施可能である。
例えば、上述の実施形態では図4に示す装置が用いられて計測対象物へのレーザ光の照射が行われるようにしているが、図4に示す装置構成は特に合成石英ガラス製のレンズ8が用いられるようにしている点と分光器4内部の雰囲気が不活性ガス(例えば、窒素ガス)で置換されるようにしている点とにおいて好ましい態様ではあるものの、本発明において用いられ得る装置構成は図4に示すものに限られるものではなく、レーザ誘起ブレイクダウン分光法としての計測が可能なものであれば種々のものが用いられ得る。例えば、図4に示す装置構成におけるXYステージ7が備えられないようにしても良い。また、全長が短ければ石英レンズでプラズマの発光を集光する代わりに、合成石英製のファイバを用いて発光点近傍にファイバを近接させ、発光を分光器まで伝送してもよい。さらに、感度が十分である場合には、分光器内部の不活性ガス置換を省略してもよいし、逆に感度が不十分である場合には分光器から発光点までの空間を容器やチューブのような中空状の囲いで多い、その内部を不活性ガスに置換すると感度の向上が期待できる。
本発明による鋼の炭素濃度の計測の妥当性を検証するため行った強度比濃度関係式の推定と当該推定された強度比濃度関係式を用いて行った炭素濃度の定量の実施例を図8及び図9を用いて説明する。
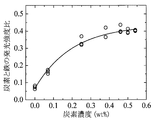
本実施例では、まず、試験片として炭素濃度が既知である純鉄,一般構造用圧延材SS400,及び炭素鋼が用いられて各試験片についての炭素の発光強度と鉄の発光強度との比が算出された。
そして、〈炭素濃度(計算)〉と〈炭素の発光強度と鉄の発光強度との比〉との間の関係式(即ち、強度比濃度関係式)が推定され、図8に示す単調増加の曲線が推定された。なお、図8中の○印は、本実施例において得られた関係式設定用データのプロットである。
本実施例で推定された強度比濃度関係式は以下の数式1の通りであった。
数式1において、Iは炭素の発光強度と鉄の発光強度との比、xは炭素濃度であり、I0,A,Bは指数関数近似によって決定される定数である。図8に示す例では、I0 = 0.45、A = −0.37、B = 0.20となった。
さらに、推定された強度比濃度関係式が用いられて、高クロム鋼(火SCMV28)の溶接部における炭素濃度が定量され、図9に示す結果が得られた。なお、図9に示す結果は、1 mm 間隔で三箇所の炭素濃度を定量したときの計測位置別の炭素濃度である。
ここで使用した溶接材料の炭素濃度は化学分析していないため不明であるが、メーカカタログに示される代表的値は0.06 重量% であった。溶接部はほとんど溶接材料の組成と同一であるため、本値が溶接部の炭素濃度の平均値に相当すると考えられる。
図9に示す結果から、本発明によって定量された溶接部の炭素濃度は溶接材料の炭素濃度の代表的値である0.06 重量% と概ね一致しており、本発明は、鋼の炭素濃度を計測する手法として妥当であり、且つ、良好な空間分解能で鋼の炭素濃度を計測することが可能であることが確認された。