JP2017164792A - 成形方法及びその装置 - Google Patents
成形方法及びその装置 Download PDFInfo
- Publication number
- JP2017164792A JP2017164792A JP2016053686A JP2016053686A JP2017164792A JP 2017164792 A JP2017164792 A JP 2017164792A JP 2016053686 A JP2016053686 A JP 2016053686A JP 2016053686 A JP2016053686 A JP 2016053686A JP 2017164792 A JP2017164792 A JP 2017164792A
- Authority
- JP
- Japan
- Prior art keywords
- stay
- mold
- convex
- concave
- shape
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/10—Die sets; Pillar guides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D24/00—Special deep-drawing arrangements in, or in connection with, presses
- B21D24/04—Blank holders; Mounting means therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D24/00—Special deep-drawing arrangements in, or in connection with, presses
- B21D24/16—Additional equipment in association with the tools, e.g. for shearing, for trimming
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/86—Making other particular articles other parts for bicycles or motorcycles
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Cooling, Air Intake And Gas Exhaust, And Fuel Tank Arrangements In Propulsion Units (AREA)
Abstract
Description
前記第1ステー、前記第2ステーのそれぞれに、凹部が設けられた凹型の第1被支持部、第2被支持部を支持する工程と、
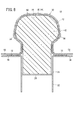
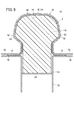
変形可能であり、前記第1ステー側端部に、前記ブランクホルダから前記凹型に向かう方向に対して前記第2ステー側に向かうように傾斜した傾斜面が形成された凸型を、前記傾斜面の、前記凹型に臨む凹型側頂部が、前記凹部に位置した状態から変形させ、前記第1ステーと前記第2ステーの間から突出した部位で前記ワークの前記第1端部と前記第2端部の間を押圧するとともに、前記凸型と前記凹型の凹部で挟むことで前記ワークに膨出部を成形する工程と、
前記膨出部と前記第1端部との間の部位を成形する工程と、
を有することを特徴とする。
前記第1ステーと前記第2ステーの間から突出して前記ワークの前記第1端部と前記第2端部の間を押圧し、前記ワークに膨出部を形成する変形可能な凸型と、
前記第1ステー、前記第2ステーのそれぞれに支持される第1被支持部、第2被支持部を有し、前記第1被支持部と前記第2被支持部の間に、前記凸型とともに前記膨出部を成形するための凹部が設けられた凹型と、
を有し、
前記凸型の前記第1ステー側端部に、前記ブランクホルダから前記凹型に向かう方向に対して前記第2ステー側に向かうように傾斜した傾斜面が形成され、
前記傾斜面の、前記凹型に臨む凹型側頂部が、前記凹部に位置することを特徴とする。
12…予備成形体 14…本体部
20…第1端部 22…第2端部
24…下型 26…ブランクホルダ
30…上型 38…第1ステー
40…第2ステー 42…傾斜面
50…凹部 52…凸部
54…凸部成形部 62…第1被支持部
64…第2被支持部 70…膨出部
72…連絡部位 T…燃料タンク
Claims (7)
- ワークの第1端部、第2端部を、ブランクホルダの第1ステー、第2ステーでそれぞれを支持する工程と、
前記第1ステー、前記第2ステーのそれぞれに、凹部が設けられた凹型の第1被支持部、第2被支持部を支持する工程と、
変形可能であり、前記第1ステー側端部に、前記ブランクホルダから前記凹型に向かう方向に対して前記第2ステー側に向かうように傾斜した傾斜面が形成された凸型を、前記傾斜面の、前記凹型に臨む凹型側頂部が、前記凹部に位置した状態から変形させ、前記第1ステーと前記第2ステーの間から突出した部位で前記ワークの前記第1端部と前記第2端部の間を押圧するとともに、前記凸型と前記凹型の凹部で挟むことで前記ワークに膨出部を成形する工程と、
前記膨出部と前記第1端部との間の部位を成形する工程と、
を有することを特徴とする成形方法。 - 請求項1記載の成形方法において、前記凹型は凸部成形部を有し、前記膨出部を成形する際、前記凸部成形部に対応する形状の凸部を成形することを特徴とする成形方法。
- 請求項1又は2記載の成形方法において、前記ワークから、自動二輪車の燃料タンクを得ることを特徴とする成形方法。
- ワークの第1端部、第2端部のそれぞれを支持する第1ステー、第2ステーが設けられたブランクホルダと、
前記第1ステーと前記第2ステーの間から突出して前記ワークの前記第1端部と前記第2端部の間を押圧し、前記ワークに膨出部を形成する変形可能な凸型と、
前記第1ステー、前記第2ステーのそれぞれに支持される第1被支持部、第2被支持部を有し、前記第1被支持部と前記第2被支持部の間に、前記凸型とともに前記膨出部を成形するための凹部が設けられた凹型と、
を有し、
前記凸型の前記第1ステー側端部に、前記ブランクホルダから前記凹型に向かう方向に対して前記第2ステー側に向かうように傾斜した傾斜面が形成され、
前記傾斜面の、前記凹型に臨む凹型側頂部が、前記凹部に位置することを特徴とする成形装置。 - 請求項4記載の成形装置において、前記凹型は、前記膨出部に凸部を成形するための凸部成形部を有することを特徴とする成形装置。
- 請求項4又は5記載の成形装置において、前記凸型が中実体であることを特徴とする成形装置。
- 請求項4〜6のいずれか1項に記載の装置において、前記ワークを自動二輪車の燃料タンクに成形するものであることを特徴とする成形装置。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016053686A JP2017164792A (ja) | 2016-03-17 | 2016-03-17 | 成形方法及びその装置 |
| CN201710129883.XA CN107199283A (zh) | 2016-03-17 | 2017-03-06 | 成形方法及其装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016053686A JP2017164792A (ja) | 2016-03-17 | 2016-03-17 | 成形方法及びその装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017164792A true JP2017164792A (ja) | 2017-09-21 |
Family
ID=59904881
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016053686A Pending JP2017164792A (ja) | 2016-03-17 | 2016-03-17 | 成形方法及びその装置 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2017164792A (ja) |
| CN (1) | CN107199283A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102272735B1 (ko) * | 2020-12-08 | 2021-07-05 | 기승공업(주) | 탄성체를 이용한 가공방법 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116765273A (zh) * | 2023-06-08 | 2023-09-19 | 重庆宗申创新技术研究院有限公司 | 摩托车金属油箱的防破裂加工工艺 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS49144844U (ja) * | 1973-04-14 | 1974-12-13 | ||
| JPS5222442U (ja) * | 1975-08-04 | 1977-02-17 | ||
| JPS5976628A (ja) * | 1982-10-22 | 1984-05-01 | Nippon Alum Mfg Co Ltd:The | バルジ成形方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1020420C (zh) * | 1989-11-06 | 1993-05-05 | 李连济 | 摩托车油箱上壳整体成型方法及模具 |
| CN203184463U (zh) * | 2013-03-20 | 2013-09-11 | 四川泸天化股份有限公司 | 橡胶胀接机 |
| CN203649090U (zh) * | 2013-12-05 | 2014-06-18 | 奇瑞重工股份有限公司 | 一种发动机进气管压型工装 |
-
2016
- 2016-03-17 JP JP2016053686A patent/JP2017164792A/ja active Pending
-
2017
- 2017-03-06 CN CN201710129883.XA patent/CN107199283A/zh active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS49144844U (ja) * | 1973-04-14 | 1974-12-13 | ||
| JPS5222442U (ja) * | 1975-08-04 | 1977-02-17 | ||
| JPS5976628A (ja) * | 1982-10-22 | 1984-05-01 | Nippon Alum Mfg Co Ltd:The | バルジ成形方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102272735B1 (ko) * | 2020-12-08 | 2021-07-05 | 기승공업(주) | 탄성체를 이용한 가공방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN107199283A (zh) | 2017-09-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101701082B1 (ko) | 프레스 부품의 제조 방법 및 제조 장치 | |
| CN105792956B (zh) | 帽形截面构件的制造方法 | |
| JP4697086B2 (ja) | 屈曲した角部を有する成形部品およびその製造方法並びに製造装置 | |
| CN102665957B (zh) | 压制成形方法 | |
| JP5610898B2 (ja) | プレス成形用金型装置並びにプレス成形方法 | |
| JP2017196632A (ja) | バーリング加工装置、バーリング加工方法、及びバーリング成形品 | |
| CN115415396A (zh) | 一种汽车承载地板的冲压拉延工艺方法 | |
| JP5515279B2 (ja) | プレス成形品、プレス成形品の製造方法および製造装置 | |
| JP2017164792A (ja) | 成形方法及びその装置 | |
| JP6472882B2 (ja) | バーリング加工方法及びバーリング加工システム | |
| JP6586895B2 (ja) | プレス装置及びプレス成形品の製造方法 | |
| CN216027521U (zh) | 一种汽车后地板横梁一的成形模具 | |
| CN110705050A (zh) | 一种轿车车门内板拉深工序模面和模具的设计方法 | |
| CN210907672U (zh) | 顶盖切断翻边整形复合模具 | |
| JP2018043713A (ja) | 車両ルーフ部構造及び車両用ルーフパネルの製造方法 | |
| JP5839617B2 (ja) | 鍛造加工装置 | |
| CN105437604A (zh) | 挤压工具 | |
| CN107004993A (zh) | 一种usb接口金属外壳的制造方法及制造设备 | |
| JP3789921B2 (ja) | ヘッドレストの表皮一体発泡成形型構造 | |
| JPS582501Y2 (ja) | プレス成形型 | |
| JP6745934B1 (ja) | 発泡成形体の製造方法および発泡成形体 | |
| JP2013233561A (ja) | プレス成形金型及びプレス成形方法 | |
| JP2018083203A (ja) | プレス成形装置 | |
| CN217597735U (zh) | 一种方便快速下料的汽车内饰模具 | |
| JP4900595B2 (ja) | 発泡樹脂製品の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20171114 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180115 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180619 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180810 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20190129 |