JP2017154392A - インク用へら - Google Patents
インク用へら Download PDFInfo
- Publication number
- JP2017154392A JP2017154392A JP2016040150A JP2016040150A JP2017154392A JP 2017154392 A JP2017154392 A JP 2017154392A JP 2016040150 A JP2016040150 A JP 2016040150A JP 2016040150 A JP2016040150 A JP 2016040150A JP 2017154392 A JP2017154392 A JP 2017154392A
- Authority
- JP
- Japan
- Prior art keywords
- ink
- spatula
- shaped
- line
- tip
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Inking, Control Or Cleaning Of Printing Machines (AREA)
Abstract
インク容器から常に一定範囲内の量のインクを繰り返し採取して印刷版に供給できるとともに、インク容器内部のインクを無駄なく取り出すことができる、インク用へらを提供する。
【解決手段】
棒状の持ち手部と細長い薄板形状であり樹脂製のへら部からなるインク用へらにおいて、該へら部には、V字,U字,コの字,台形状の切欠きや刻印からなる1個以上のインク定量用マークを有する。また、該へら部の先端部が、円弧状の切欠きを有する。
【選択図】図1
Description
また、請求項2に記載の発明は、請求項1に記載のインク用へらであって、前記へら部は、曲げ弾性率が3〜50トン/cm2の耐印刷インク性のプラスチック系材料からなり、略平坦な表面と、前記へら部の長辺方向の中心線部から前記へら部の長辺方向の先端部及び短辺方向のエッジ部に向けて薄くなるテーパー形状をした裏面からなり、前記先端部及び前記エッジ部の厚さは0.2〜0.5mmである、ことを特徴とする。
また、請求項3に記載の発明は、請求項1または2のいずれか1項に記載のインク用へらであって、前記インク定量用マークのうち少なくとも1個以上は、V字状、コの字状、またはU字状の切欠きであり、該切欠きにおける前記へら部の幅は、前記持ち手部との境界部分における幅の1/2以上である、ことを特徴とする。
また、請求項4に記載の発明は、請求項1から3のいずれか1項に記載のインク用へらであって、前記インク定量用マークのうち少なくとも1個以上は、前記表面に形成された刻印であり、該刻印は、前記へら部のエッジ部の方向に向いた二本以上の線で構成される、
ことを特徴とする。
請求項5に記載の発明は、請求項1から4のいずれか1項に記載のインク用へらであって、前記へら部の前記先端部が、前記持ち手部側に向かってカーブした円弧状の切欠きを有する、ことを特徴とする。
本発明の実施の形態について、添付の図面を参照しながら説明する。
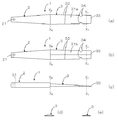
図1は、実施の形態1に係る、インク用へら1の概略全体図の正面図(a)と、裏面図(b)と、側面図(c)と、X0−X0断面図(d)と、X1−X1断面図(e)である。まず、インク用へら1は、持ち手部2と、持ち手部2に接続されたへら部3から構成される。
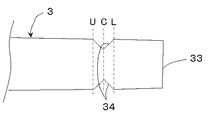
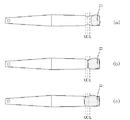
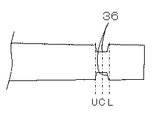
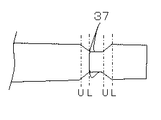
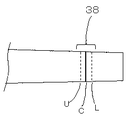
図4〜図7は、本発明の実施の形態2に係る、インク用へら1のへら部3の主要部を示している。ここで、本実施の形態2の実施の形態1との主な相違点は、インク定量マーク35〜37の形態であるので、これを中心に説明をする。その他、実施の形態1と同様の構成は、図面の符号と説明を省略する。
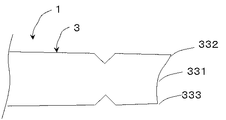
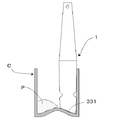
図8は、本発明の実施の形態3に係る、インク用へら1のへら部3の主要部を示している。ここで、本実施の形態3の実施の形態1との主な相違点は、先端部33の形状であるので、これを中心に説明をする。その他、実施の形態1と同様の構成は、図面の符号と説明を省略する。
2 持ち手部
3 へら部
31a 表面
31b 裏面
32 エッジ部
33 先端部
331 切欠き
34、35、36、37、38 インク定量マーク
Claims (5)
- スクリーン印刷に供されるインク用へらであって、
長さが100mm〜150mmである棒状の持ち手部と、
前記持ち手部に接続され、長さが100mm〜200mm、厚みが0.2〜5mmであり、幅が前記持ち手部との境界部分において20mm〜30mmの細長い薄板形状のへら部と、を備え、
前記へら部は、1個以上のインク定量用マークを有する、
ことを特徴とするインク用へら。 - 前記へら部は、曲げ弾性率が3〜50トン/cm2の耐印刷インク性のプラスチック系材料からなり、略平坦な表面と、前記へら部の長辺方向の中心線部から前記へら部の長辺方向の先端部及び短辺方向のエッジ部に向けて薄くなるテーパー形状をした裏面からなり、前記先端部及び前記エッジ部の厚さは0.2〜0.5mmである、
ことを特徴とする請求項1に記載のインク用へら。 - 前記インク定量用マークのうち少なくとも1個以上は、V字状、コの字状、またはU字状の切欠きであり、
該切欠きにおける前記へら部の幅は、前記持ち手部との境界部分における幅の1/2以上である、
ことを特徴とする、請求項1または2のいずれか1項に記載のインク用へら。 - 前記インク定量用マークのうち少なくとも1個以上は、前記表面に形成された刻印であり、該刻印は、前記へら部のエッジ部の方向に向いた二本以上の線で構成される、
ことを特徴とする、請求項1から3のいずれか1項に記載のインク用へら。 - 前記へら部の前記先端部が、前記持ち手部側に向かってカーブした円弧状の切欠きを有する、
ことを特徴とする、請求項1から4のいずれか1項に記載のインク用へら。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016040150A JP6405548B2 (ja) | 2016-03-02 | 2016-03-02 | インク用へら |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016040150A JP6405548B2 (ja) | 2016-03-02 | 2016-03-02 | インク用へら |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017154392A true JP2017154392A (ja) | 2017-09-07 |
| JP6405548B2 JP6405548B2 (ja) | 2018-10-17 |
Family
ID=59808645
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016040150A Active JP6405548B2 (ja) | 2016-03-02 | 2016-03-02 | インク用へら |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6405548B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019031584A1 (ja) | 2017-08-09 | 2019-02-14 | 国立研究開発法人科学技術振興機構 | 計測装置及び照射装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0294560U (ja) * | 1988-09-07 | 1990-07-27 | ||
| JP2000225687A (ja) * | 1999-02-08 | 2000-08-15 | Process Lab Micron:Kk | ソフトへら |
| JP3167367U (ja) * | 2010-12-15 | 2011-04-21 | 井上工具株式会社 | へら |
| JP3195010U (ja) * | 2014-08-27 | 2014-12-25 | 井上工具株式会社 | へら |
| JP2015150503A (ja) * | 2014-02-14 | 2015-08-24 | 大志 金原 | パテ用の箆 |
-
2016
- 2016-03-02 JP JP2016040150A patent/JP6405548B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0294560U (ja) * | 1988-09-07 | 1990-07-27 | ||
| JP2000225687A (ja) * | 1999-02-08 | 2000-08-15 | Process Lab Micron:Kk | ソフトへら |
| JP3167367U (ja) * | 2010-12-15 | 2011-04-21 | 井上工具株式会社 | へら |
| JP2015150503A (ja) * | 2014-02-14 | 2015-08-24 | 大志 金原 | パテ用の箆 |
| JP3195010U (ja) * | 2014-08-27 | 2014-12-25 | 井上工具株式会社 | へら |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019031584A1 (ja) | 2017-08-09 | 2019-02-14 | 国立研究開発法人科学技術振興機構 | 計測装置及び照射装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6405548B2 (ja) | 2018-10-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6405548B2 (ja) | インク用へら | |
| US6434838B1 (en) | Protective sheath for saw teeth of a handsaw | |
| US7603740B2 (en) | Spatula for cleaning cylindrical containers | |
| US7788760B2 (en) | Transfer tool | |
| US7814608B1 (en) | Scraping system | |
| US2555956A (en) | Adjustable measuring device | |
| CN106475347A (zh) | 一种油墨搅拌杆清洗装置 | |
| US889004A (en) | Envelop-opener. | |
| US1814216A (en) | Weeder | |
| CN201776979U (zh) | 油墨刮刷 | |
| JPH1120128A (ja) | クリーム半田印刷機 | |
| DE102010001229A1 (de) | Verfahren und Vorrichtung zur Bestimmung eines flüssigkeitsspezifischen oder vom Benetzungszustand einer Pipettierspitze abhängigen Parameters durch Schwingungsanregung | |
| EP0992354A3 (en) | Cleaning fluid for inkjet printers | |
| JP2009226672A (ja) | 流体噴射装置 | |
| JP2006234408A (ja) | 計量スプーン | |
| US20240399785A1 (en) | Paint roller cover cleaning tool, paint stirrer and paint tin opener -design and method of use | |
| CN106999877B (zh) | 搅拌桨 | |
| JP2015150503A (ja) | パテ用の箆 | |
| US233202A (en) | Butter-trier | |
| CN213973210U (zh) | 一种打印机用清洁装置 | |
| CN216386436U (zh) | 一种烟末取样勺 | |
| CN106958342A (zh) | 一种导电底涂施工用镘刀 | |
| JP7351208B2 (ja) | 計量スプーン | |
| JP2002316301A (ja) | 携帯用丸鋸 | |
| DE102024113399A1 (de) | Messerschlitten; Messer mit Messerschlitten |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180328 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20180328 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20180524 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180530 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180719 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180821 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180822 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6405548 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |