JP2017145392A - セルロース繊維分散ポリエチレン樹脂複合材、それを用いた成形体及びペレット、並びに、セルロース繊維付着ポリエチレン薄膜片のリサイクル方法 - Google Patents
セルロース繊維分散ポリエチレン樹脂複合材、それを用いた成形体及びペレット、並びに、セルロース繊維付着ポリエチレン薄膜片のリサイクル方法 Download PDFInfo
- Publication number
- JP2017145392A JP2017145392A JP2017004664A JP2017004664A JP2017145392A JP 2017145392 A JP2017145392 A JP 2017145392A JP 2017004664 A JP2017004664 A JP 2017004664A JP 2017004664 A JP2017004664 A JP 2017004664A JP 2017145392 A JP2017145392 A JP 2017145392A
- Authority
- JP
- Japan
- Prior art keywords
- cellulose fiber
- polyethylene
- resin composite
- thin film
- polyethylene resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/50—Reuse, recycling or recovery technologies
- Y02W30/62—Plastics recycling; Rubber recycling
Abstract
ポリエチレン樹脂中に、セルロース繊維が分散してなるセルロース繊維分散ポリエチレン樹脂複合材であって、所望の物性を発現するセルロース繊維分散ポリエチレン樹脂複合材を提供する。
【解決手段】
ゲル・パーミエーション・クロマトグラフィー(GPC)測定で得られる分子量パターンにおいて1.7>半値幅(Log(MH/ML))>1.3の関係を満たすポリエチレン樹脂中に、セルロース繊維が分散してなるセルロース繊維分散ポリエチレン樹脂複合材であって、該セルロース繊維分散ポリエチレン樹脂複合材がセルロース繊維を1質量%以上50質量%未満含む、セルロース繊維分散ポリエチレン樹脂複合材。
【選択図】なし
Description
分離処理の方法は、パルパーと呼ばれる装置内でラミネート加工紙を長時間水中で撹拌することにより、ラミネート加工紙から紙部分を剥ぎ取る方法が一般的であり、このようにして分離された紙部分は、再生紙の原料とされている。
しかし、ポリエチレン薄膜は、その表面に多数の紙成分(セルロース繊維からなる紙片)が不均一に付着した状態でしかも大きさや形状がまちまちであり、さらに、ポリエチレン薄膜に付着しているセルロース繊維は、上記パルパーによる紙の分離処理の際に多量に吸水している。かかるポリエチレン薄膜を樹脂製品の原料として再利用するには十分な乾燥処理が必要となり、再利用に多くのエネルギーを消費してしまう。また、原料の大きさや形状が不均一なために、これを混練して均質な組成や物性の樹脂を得ることは困難であった。そのため、このようなセルロース繊維付着ポリエチレン薄膜片は、そのまま埋め立てられて廃棄処分されるか、燃料として再利用されているのが現状である。
そこで、環境負荷を低減する観点から、上記ポリエチレン薄膜を樹脂製品の原料として再利用できる技術の開発が望まれていた。
この特許文献3の技術は、PPC用紙とPET材とを亜臨界状態の水の存在下で混練することで、PPC用紙のセルロース繊維と溶融したPET材とを、比較的に均一に混ざり易くするものである。
特許文献3記載の発明は、単にPPC古紙とPET樹脂等の容器リサイクル樹脂を別々に準備して混合処理してリサイクルするものであり、紙製飲料容器をパルパー処理して紙成分を取り除いて得られる、水を多量に含み、大きさも形状もまちまちで、樹脂にセルロースが不均一に付着した状態の薄膜片をリサイクルするものではない。
特許文献3記載の技術においては、PPC用紙を構成する多数のセルロース繊維が複雑に絡み合っており、これを十分に解繊してバラバラの状態にすることは難しいため、PPC用紙を細かく裁断したものを用いている。
また、PPC用紙は、裁断面からの吸水が優位なため、裁断面の表面積を増加させるため、PPC用紙を細かく裁断して含水、脱水処理を行なわないと、亜臨界もしくは超臨界処理によるセルロース繊維の解繊が十分に進行しない。この裁断を十分に行わない場合、製造した射出成形用樹脂の中に、解繊されていない紙片(セルロース繊維の集塊)が少なからず残存し、これが射出成形用樹脂の強度低下、吸水特性低下の原因になりうる問題がある。
また物性の異なる熱可塑性樹脂と繊維状セルロースを別々に投入して混ぜ合わせた場合、熱可塑性樹脂中に繊維状セルロースが十分均一な状態で分散し、一体化した樹脂組成物とすることは難しい。すなわち、繊維状セルロースが凝集したダマなどが生じやすく、樹脂成形体の強度低下を招く恐れがある。そのため、特許文献4には、アスペクト比が5〜500の繊維状のセルロースを用いることが記載されている。
また、本発明は、ポリエチレン樹脂中にセルロース繊維が十分均一な状態で分散してなり、含水率が低く、吸水性も低く、押出成形及び射出成形などによる成形性にも優れ、曲げ強度や耐衝撃性などに優れた成形体を作り出すことができるセルロース繊維分散樹脂複合材を提供することを課題とする。
さらに、本発明は、上記セルロース繊維分散樹脂複合材を用いてなる、曲げ強度や耐衝撃性などに優れた成形体を提供することを課題とする。
また、本発明は、ポリエチレンラミネート加工紙や、該加工紙から紙部分を剥ぎ取り除去したセルロース繊維付着ポリエチレン薄膜片を、セルロース繊維分散樹脂複合材へと再利用することによるリサイクル方法を提供することを課題とする。
すなわち、上述したように従来は、樹脂原料としての再利用には高いハードルがあった上記ポリエチレン薄膜片を、亜臨界状態の水を作用させながら溶融混練することにより、セルロース繊維とポリエチレン樹脂が一体化された、均一性に優れた複合材が得られることを見い出した。
本発明はこれらの知見に基づきさらに検討を重ね、完成されるに至ったものである。
〔1〕
乾燥質量比の平均としてポリエチレンの質量よりも少量のセルロース繊維がポリエチレン薄膜片に付着してなるセルロース繊維付着ポリエチレン薄膜片を、亜臨界状態の水の存在下で溶融混練することを含む、セルロース繊維分散ポリエチレン樹脂複合材の製造方法。
〔2〕
前記溶融混練がバッチ式閉鎖型混練装置を用いて行われ、前記セルロース繊維付着ポリエチレン薄膜片と、水とを該バッチ式閉鎖型混練装置に投入して、該装置の回転軸に突設された撹拌羽根を高速回転させて撹拌し、この撹拌により装置内の圧力と温度を高めて前記水を亜臨界状態として溶融混練を行う、〔1〕に記載のセルロース繊維分散ポリエチレン樹脂複合材の製造方法。
〔3〕
前記薄膜片と水を含む集積物を減容処理した集塊を、前記バッチ式閉鎖型混練装置に投入する、〔2〕に記載のセルロース繊維分散ポリエチレン樹脂複合材の製造方法。
〔4〕
前記セルロース繊維付着ポリエチレン薄膜片が、紙の表面にポリエチレン薄膜が貼着されたポリエチレンラミネート加工紙から紙部分を剥ぎ取り除去して得られる、水を含んだ状態の薄膜片である、〔1〕〜〔3〕のいずれか1項に記載のセルロース繊維分散ポリエチレン樹脂複合材の製造方法。
〔5〕
上記水の総量が、前記セルロース繊維付着ポリエチレン薄膜片100質量部に対して5質量部以上150質量部未満である、〔1〕〜〔4〕のいずれか1項に記載のセルロース繊維分散ポリエチレン樹脂複合材の製造方法。
〔6〕
〔1〕〜〔5〕のいずれか1項に記載の製造方法により得られるセルロース繊維分散ポリエチレン樹脂複合材。
〔7〕
ポリエチレンの質量よりも少量のセルロース繊維を含み、ポリエチレン樹脂中にセルロース繊維が分散してなるセルロース繊維分散ポリエチレン樹脂複合材であって、紙の表面にポリエチレン薄膜が貼着されたポリエチレンラミネート加工紙から紙部分を剥ぎ取り除去して得られる、セルロース繊維が付着してなるセルロース繊維付着ポリエチレン薄膜片を原料として得られる、セルロース繊維分散ポリエチレン樹脂複合材。
〔8〕
前記セルロース繊維付着ポリエチレン薄膜片を、亜臨界状態の水の存在下で溶融混練して得られる、〔7〕に記載のセルロース繊維分散ポリエチレン樹脂複合材。
〔9〕
セルロース繊維を1質量%以上50質量%未満含む、〔7〕又は〔8〕に記載のセルロース繊維分散ポリエチレン樹脂複合材。
〔10〕
ポリエチレン樹脂中にセルロース繊維が分散してなるセルロース繊維分散ポリエチレン樹脂複合材であって、
該複合材を用いて、縦100mm、横100mm、厚さ1mmの試験片を作製し、23℃の水に20日間浸漬した後の吸水率が0.1〜10%であり、かつ該複合材を用いて作製した縦80mm、横10mm、厚さ4mmの試験片の耐衝撃性が、23℃の水に20日間浸漬する前よりも浸漬した後の方が高い、〔7〕〜〔9〕のいずれか1項に記載のセルロース繊維分散ポリエチレン樹脂複合材。
〔11〕
前記複合材の吸水率が次式を満たす、〔7〕〜〔9〕のいずれか1項に記載のセルロース繊維分散樹脂複合材。
[式1] (吸水率)<(セルロース有効質量比)2×0.01
〔12〕
前記セルロース繊維分散ポリエチレン樹脂複合材がセルロース繊維を1質量%以上10質量%未満含有し、前記セルロース繊維分散樹脂複合材を成形したときの成形体の曲げ強度が8〜20MPaである、〔7〕〜〔9〕のいずれか1項に記載のセルロース繊維分散ポリエチレン樹脂複合材。
〔13〕
前記セルロース繊維分散ポリエチレン樹脂複合材がセルロース繊維を10質量%以上50質量%未満含有し、前記セルロース繊維分散樹脂複合材を成形したときの成形体の曲げ強度が15〜40MPaである、〔7〕〜〔9〕のいずれか1項に記載のセルロース繊維分散ポリエチレン樹脂複合材。
〔14〕
ゲル・パーミエーション・クロマトグラフィー(GPC)測定で得られる分子量パターンにおいて1.7>半値幅(Log(MH/ML))>1.3の関係を満たすポリエチレン樹脂中に、質量比で該ポリエチレンの質量よりも少量の質量のセルロースを含むセルロース繊維が分散してなる、セルロース繊維分散ポリエチレン樹脂複合材。
〔15〕
ゲル・パーミエーション・クロマトグラフィー(GPC)測定で得られる分子量分析の結果得られる積分表示の分子量パターンにおいて、ピーク形状が平坦化した低分子側のピークの肩部が104〜4×104の範囲に存在するポリエチレン樹脂中に、質量比で該ポリエチレンの質量よりも少量の質量のセルロースを含むセルロース繊維が分散してなる、〔14〕に記載のセルロース繊維分散ポリエチレン樹脂複合材。
〔16〕
温度230℃、荷重5kgfにおけるメルトフローレート(MFR)が、0.5〜10.0g/10minである、〔14〕又は〔15〕に記載のセルロース繊維分散ポリエチレン樹脂複合材。
〔17〕
セルロース繊維分散ポリエチレン樹脂複合材を構成する前記ポリエチレンが低密度ポリエチレンを含む、〔7〕〜〔16〕のいずれか1項に記載のセルロース繊維分散ポリエチレン樹脂複合材。
〔18〕
セルロース繊維分散ポリエチレン樹脂複合材を構成する前記ポリエチレンが直鎖状低密度ポリエチレン、高密度ポリエチレンのうち1種以上を含む、〔7〕〜〔17〕のいずれか1項に記載のセルロース繊維分散ポリエチレン樹脂複合材。
〔19〕
含水率が1質量%未満である、〔7〕〜〔18〕のいずれか1項に記載のセルロース繊維分散ポリエチレン樹脂複合材。
〔20〕
形状がペレット状である、〔7〕〜〔19〕のいずれか1項に記載のセルロース繊維分散ポリエチレン樹脂複合材。
〔21〕
〔7〕〜〔20〕のいずれか1項に記載のセルロース繊維分散ポリエチレン樹脂複合材を用いた成形体。
〔22〕
〔21〕に記載の成形体又はその裁断片からなるペレット。
〔23〕
ポリエチレン樹脂中にセルロース繊維が分散してなるセルロース繊維分散ポリエチレン樹脂複合材であって、吸水率が次式を満たすセルロース繊維分散ポリエチレン樹脂複合材。
[式1] (吸水率)<(セルロース有効質量比)2×0.01
〔24〕
ポリエチレン薄膜片にセルロース繊維が付着してなるセルロース繊維付着ポリエチレン薄膜片及び水を、ポリエチレン薄膜片を溶融させ、かつセルロース繊維を溶融させない高温高圧下で混練して、セルロース繊維分散ポリエチレン樹脂複合材を得ることを含む、セルロース繊維付着ポリエチレン薄膜片のリサイクル方法。
〔25〕
ポリエチレン薄膜片にセルロース繊維が付着してなるセルロース繊維付着ポリエチレン薄膜片を、亜臨界状態の水の存在下で溶融混練し、セルロース繊維分散ポリエチレン樹脂複合材を得ることを含む、〔24〕に記載のセルロース繊維付着ポリエチレン薄膜片のリサイクル方法。
〔26〕
前記セルロース繊維付着ポリエチレン薄膜片が、紙の表面にポリエチレン薄膜が貼着されたポリエチレンラミネート加工紙から紙部分を剥ぎ取り除去して得られる、水を含んだ状態の薄膜片である、〔24〕又は〔25〕に記載のセルロース繊維付着ポリエチレン薄膜片のリサイクル方法。
〔27〕
前記混練に際し、さらに低密度ポリエチレン及び/又は高密度ポリエチレンを混合する、〔24〕〜〔26〕のいずれか1項に記載のセルロース繊維付着ポリエチレン薄膜片のリサイクル方法。
〔28〕
下記工程(A)及び(B)をこの順に連続して行うことを含む、ポリエチレンラミネート加工紙のリサイクル方法:
(A)水を含んだセルロース繊維付着ポリエチレン薄膜片を減容処理に付す工程、及び
(B)減容処理に付した、前記の水を含んだセルロース繊維付着ポリエチレン薄膜片を、亜臨界状態の水の存在下で溶融混練し、セルロース繊維分散ポリエチレン樹脂複合材を得る工程。
〔29〕
前記工程(A)を行う前に下記工程(C)行うことを含む、ポリエチレンラミネート加工紙のリサイクル方法:
(C)紙の表面にポリエチレン薄膜が貼着されたポリエチレンラミネート加工紙を水中で撹拌することにより紙部分を剥ぎ取り除去して、水を含んだセルロース繊維付着ポリエチレン薄膜片を得る工程。
本発明のセルロース繊維分散ポリエチレン樹脂複合材は、使用する材料の質量の平均としてポリエチレン薄膜片にそのポリエチレンの質量よりも少量のセルロース繊維が付着してなるセルロース繊維付着ポリエチレン薄膜片を、亜臨界状態の水を作用させて溶融混練することにより得られる。このセルロース繊維分散ポリエチレン樹脂複合材は、後述するように、セルロース繊維がポリエチレン樹脂中に十分均一な状態で分散している。このセルロース繊維分散ポリエチレン樹脂複合材は、ポリエチレン中のセルロース繊維の分散状態に優れ、セルロース繊維とポリエチレン樹脂とがいわば一体化したものである。また紙製飲料容器のメーカー、容器の種類も多種多様で、不純物などを含むため、その主要な構成材料を規定できても、詳細な組成等を一義的に規定するのは事実上困難性がある。そこで、従来技術による物との相違を明示して発明を明確化すべく、セルロース繊維分散ポリエチレン樹脂複合材の発明においてその一部に製造方法を発明特定事項としている。
<セルロース繊維付着ポリエチレン薄膜片>
紙製飲料容器などのポリエチレンラミネート加工紙は、一般に、紙部分の材質として丈夫で見た目の美しい高品質のパルプが使用されており、このようなパルプは主にセルロース繊維によって構成されている。そして、かかる紙部分の表面には、ポリエチレン押出ラミネート加工によってポリエチレン薄膜が貼着されており、紙部分への飲料の浸透を防ぐようにされている。
なお、本発明においてポリエチレンラミネート加工紙は、ポリエチレンラミネート加工が施された紙であれば特に制限されず、飲料容器の他、包装紙等を広く用いることができる。
本発明のセルロース繊維分散ポリエチレン樹脂複合材の製造方法では、上記のセルロース繊維付着ポリエチレン薄膜片を、亜臨界状態の水の存在下で溶融混練する。すなわち、亜臨界状態の水を作用させながら溶融混練することによって、セルロース繊維分散ポリエチレン樹脂複合材を製造することができる。
ここで、「亜臨界状態の水」とは、超臨界状態(温度374℃・圧力22MPa)までには達しないが、超臨界状態の近傍の高温高圧状態の水であり、より詳しくは、温度が水の大気圧の沸点(100℃)以上、かつ水の臨界点以下であり、圧力が少なくとも飽和水蒸気圧付近にある状態である。
亜臨界状態の水は0℃以上100℃以下で大気圧下の水よりイオン積が大きくなり、セルロースなどの高分子を分解して低分子化する作用が高まると推定される。かかる作用によりセルロース繊維やポリエチレンの分解による低分子化が生じ、また、セルロースとポリエチレンのラミネート時の接着界面には溶融混練によるせん断力の付加と亜臨界状態での反応が複合的に作用して、セルロース繊維が、ポリエチレン樹脂表面に埋め込まれて固着ないし熱融着した状態から分離解放され、さらに当該作用が紙形状を維持するセルロース繊維同士のからみ合いの緩和にも寄与し、セルロース繊維が新たな分散状態を形成してポリエチレン中に十分均一な状態で分散した樹脂が得られるものと考えられる。このような反応を利用することで、大きさ、形状、セルロース繊維の付着状態が不均一な、セルロース繊維とポリエチレンの複合体としてのセルロース繊維付着ポリエチレン薄膜片から均一な物性のセルロース繊維分散樹脂複合材を製造することが初めて可能になる。
なお、本発明において「閉鎖」とは、外部から閉ざされた空間であるが、完全な密閉状態ではないことを示す意味で用いている。すなわち、上記のように閉鎖空間内で薄膜片と水とを激しく混練すると温度と圧力が上昇するが、かかる高温高圧下において蒸気が外へと排出される機構を備えた空間を意味する。したがって、閉鎖空間内で、薄膜片と水とを亜臨界状態で溶融混練することにより、水分を事実上完全に取り除くことが可能となる。
本発明のセルロース繊維分散ポリエチレン樹脂複合材の製造方法では、ポリエチレン薄膜片にそのポリエチレンの質量よりも少量のセルロース繊維が付着してなるセルロース繊維付着ポリエチレン薄膜片を、亜臨界状態の水の存在下で溶融混練する。
なお、本明細書においてポリエチレンとセルロース繊維の質量比をいう場合、乾燥質量の比を意味する。またセルロース繊維付着ポリエチレン薄膜片におけるポリエチレンとセルロース繊維の質量比は、用いるセルロース繊維付着ポリエチレン薄膜片全体(用いるセルロース繊維付着ポリエチレン薄膜片の集合体)における質量比(「乾燥質量比の平均」ともいう)を意味する。
つまり、上記薄膜片はその面全体において、ポリエチレンの層と付着しているセルロースとポリエチレンのラミネート時の接着界面が、溶融混練によるせん断力の付加と亜臨界反応の複合的な作用により、セルロース繊維がポリエチレン樹脂表面に埋め込まれた固着状態ないし熱融着状態から解放され、さらにそれぞれのセルロース繊維をセルロース繊維同士のネットワーク状のからみ合いから解放して、紙形状から繊維状にセルロースの形状が変化して、セルロース繊維をポリエチレン樹脂中に、均一に分散させることが可能となる。
なお、混練を亜臨界状態の水の存在下で行うために必要な水量は、セルロース繊維付着ポリエチレン薄膜片100質量部に対して5質量部以上150質量部未満であり、この水量の範囲であれば、樹脂中にセルロース繊維が均一に分散しており、含水率が1質量%未満の成形性に優れたセルロース繊維分散ポリエチレン樹脂複合材を製造することができる。
上記のバッチ式閉鎖型混練装置には、円筒形の撹拌室が備えられており、その撹拌室中を貫通して配置された回転軸の外周には、計6枚の撹拌羽根が突設されている。撹拌羽根が配置された回転軸は、駆動源であるモーターに連結されているが、本発明では、モーターにかかる回転トルクを計測するトルクメーターが設置され、制御盤にて回転トルクがモニターできる。本発明のセルロース繊維分散ポリエチレン樹脂複合材の製造方法においては、トルクメーターから計測される回転軸の回転トルクの変化を計測し、混練の終了時点を判断する。
混練の終了時点を制御することでセルロース繊維分散ポリエチレン樹脂複合材のメルトフローレートを調整できる理由は、混練中に発生する亜臨界状態の水の作用によって、ポリエチレンやセルロース繊維の分子の一部が低分子化することが一因と推定される。
本明細書において「トルク変化率が1秒当たり5%になる」とは、ある時点におけるトルクT1と、当該時点から1秒後のトルクT2とが下記式(T)を満たすことを意味する。
式(T) 100×(T1−T2)/T1=5
蒸気溶融混練における水の量は、セルロース繊維付着ポリエチレン薄膜片100質量部に対し、好ましくは5〜150質量部であり、より好ましくは5〜120質量部であり、さらに好ましくは5〜100質量部であり、さらに好ましくは5〜80質量部であり、10〜25質量部とすることがさらに好ましい。
本発明のセルロース繊維分散ポリエチレン樹脂複合材は、上述した本発明のセルロース繊維分散ポリエチレン樹脂複合材の製造方法により得られる。本発明のセルロース繊維分散ポリエチレン樹脂複合材はポリエチレン樹脂中にセルロース繊維が十分均一な状態で分散しており、押出成形及び射出成形などへの適応性が高いものである。
本発明のセルロース繊維分散ポリエチレン樹脂複合材は、セルロース繊維を1質量%以上10質量%未満含有し、該セルロース繊維分散ポリエチレン樹脂複合材を成形してなる成形体の曲げ強度が8〜20MPaであることが好ましい。
また、本発明のセルロース繊維分散ポリエチレン樹脂複合材は、セルロース繊維を10質量%以上50質量%未満含有し、該セルロース繊維分散ポリエチレン樹脂複合材を成形してなる成形体の曲げ強度が15〜40MPaであることも好ましい。
曲げ強度は後述する実施例に記載の方法により測定される。
[式1] (吸水率)<(セルロース有効質量比)2×0.01
すなわち本発明のセルロース繊維分散ポリエチレン樹脂複合材は、セルロース繊維を含有するにもかかわらず、その吸水率が低いものである。その理由は定かではないが、上述したセルロース繊維付着ポリエチレン薄膜片を亜臨界状態の水の存在下で溶融混練することにより、セルロースとポリエチレンがいわば一体化した状態となるため、セルロースの吸水性をポリエチレンが効果的にマスクし、吸水率が高度に抑えられるものと推定される。また、低分子化したポリエチレン表面に生成した親水基がセルロース表面の親水基と結合し、結果的に表面の親水基が減少する可能性、あるいは亜臨界反応によるセルロースの分解による構造変化や低分子化により、親水基の減少する可能性が考えられる。
耐衝撃性は後述する実施例に記載の方法で測定される。
本発明のセルロース繊維分散ポリエチレン樹脂複合材に含まれるポリエチレンは、GPC測定で得られる分子量パターンにおいて、1.7>半値幅(Log(MH/ML))>1.3の関係を満たすことが好ましい。半値幅が1.3以下である複合材は流動性、射出成形性に劣る傾向がある。半値幅が1.7以上である複合材は、成形体の衝撃強度が低下する傾向がある。さらに、GPC測定で得られる分子量パターンにおいて、ピーク形状が平坦化した低分子側のピークの肩部が104〜4×104の範囲に存在することが好ましい。本発明では、亜臨界反応を行うことにより、分子量パターンの形態として低分子化に伴い、ピークが平坦化し、平坦化したピークの低分子側の肩部を104〜4×104の範囲に制御することができる。
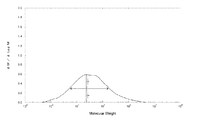
なお、分子量パターンの半値幅は、GPCにおける分子量パターンのうち、最大ピークのピークトップ(最大頻度)周辺におけるスペクトルの広がり(分子量分布の度合い)を示す。すなわち、スペクトル中の強度がピークトップ(最大頻度)の半分となっているところ(それぞれ高分子量側をMH、低分子量側をMLとする)でのGPCスペクトル線の幅を半値幅とする。「低分子側のピーク肩部」については後述する実施例で詳細に説明する。
本発明の成形体は、ペレット状として、成形材料として用いることもできる。
本発明のセルロース繊維付着ポリエチレン薄膜片のリサイクル方法は、上述したセルロース繊維付着ポリエチレン薄膜片を樹脂製品の原料として再利用する方法であり、より詳細には、当該セルロース繊維付着ポリエチレン薄膜片を溶融させ、かつセルロース繊維を溶融させない高温高圧下で混練して、セルロース繊維分散ポリエチレン樹脂複合材を得ることを含む。例えば、当該セルロース繊維付着ポリエチレン薄膜片に水を加えて同様の処理を行っても良い。
かかるリサイクル方法によれば、現在、主に廃棄されるか、燃料として再利用されているに過ぎない、使用済みのポリエチレンラミネート加工紙から分離されたセルロース繊維付着ポリエチレン薄膜片を、優れたエネルギー効率で、高品質のセルロース繊維分散ポリエチレン樹脂複合材に再利用することができる。
かかる混練は、例えば、セルロース繊維付着ポリエチレン薄膜片を、亜臨界状態の水の存在下で溶融混練することにより実施することができる。
本発明のセルロース繊維付着ポリエチレン薄膜片のリサイクル方法において、セルロース繊維付着ポリエチレン薄膜片を原料として、セルロース繊維分散ポリエチレン樹脂複合材を得る工程は、本発明のセルロース繊維分散ポリエチレン樹脂複合材の製造方法で説明した工程と同じであり、好ましい形態も同じである。
本発明のポリエチレンラミネート加工紙のリサイクル方法は、下記工程(A)及び(B)をこの順で連続して行うことを含む。
(A)水を含んだセルロース繊維付着ポリエチレン薄膜片を減容処理に付す工程、
(B)減容処理に付した、前記の水を含んだセルロース繊維付着ポリエチレン薄膜片を、亜臨界状態の水の存在下で溶融混練してセルロース繊維分散ポリエチレン樹脂複合材を得る工程。
(C)紙の表面にポリエチレン薄膜が貼着されたポリエチレンラミネート加工紙を水中で撹拌することにより紙部分を剥ぎ取り除去して、水を含んだセルロース繊維付着ポリエチレン薄膜片を得る工程。
工程(C)で得られるセルロース繊維付着ポリエチレン薄膜片は通常、含水率が50質量%前後となり、多量の水を吸水した状態にある。かかるセルロース繊維付着ポリエチレン薄膜片は、工程(A)において減容処理に付される。この減容処理により水分が絞られ、通常は含水率が20質量%前後となる。また、この減容処理により、容積を1/2.0〜1/5.0程度とすることが好ましい。減容処理に用いる装置は特に制限されず、例えば、二軸式廃プラスチック減容固化機(型式:DP−3N、小熊鉄工所社製)等を用いることができる。
工程(A)を経た、水を含んだセルロース繊維付着ポリエチレン薄膜片は、亜臨界状態の水の存在下で溶融混練し、セルロース繊維分散ポリエチレン樹脂複合材を得る。この亜臨界状態の水の存在下での溶融混練として、本発明のセルロース繊維分散ポリエチレン樹脂複合材の製造方法で説明した溶融混練の形態を採用することができ、好ましい形態も同じである。
まず、本発明における各指標の測定方法、評価方法を説明する。
温度=230℃、荷重=5kgfの条件で、JIS−K7210に準じて測定した。MFRの単位は「g/10min」である。
混練後のセルロース繊維分散樹脂複合材の外観を目視にて評価した。バルク(塊)の状態を合格品(○)とし、粒径2mm以下の粉体状であるもの、あるいは混練後著しく発火したものを不合格品(×)とした。
本発明のセルロース繊維分散ポリエチレン樹脂複合材の製造方法で得られるセルロース繊維分散樹脂複合材は、上記合格品に該当するものである。
射出成形の可否、及び成形後の外観を目視にて評価した。反りや表面の凹凸が確認された場合を不合格品(×)とし、不合格品以外を合格品(○)とした。
製造後6時間以内に窒素雰囲気下において、23℃から120℃まで、+10℃/minの昇温速度で熱重量分析(TGA)を行った際の質量減少率(質量%)である。含水率が0%とは、質量減少が生じないことを意味する。
水を吸収したセルロース繊維付着ポリエチレン薄膜片からセルロース繊維分散ポリエチレン樹脂複合材を連続的に作製した場合に、該複合材1kgを製造するまでに各装置(乾燥機、減容機、混練機)が消費した電力量の合計を求めた。
射出成形で試験片(厚さ4mm、幅10mm、長さ80mm)を作製し、JIS−K7110に準じて、ノッチ有りの試験片を用いてアイゾット衝撃強度を測定した。耐衝撃性の単位は「kJ/m2」である。
射出成形で試験片(厚さ4mm、幅10mm、長さ80mm)を作製し、支点間距離64mm、支点及び作用点の曲率半径5mm、試験速度2mm/minにて荷重の負荷を行い、JIS−K7171に準じて曲げ強度を算出した。曲げ強度の単位は「MPa」である。
事前に絶乾状態にした試料を用い、窒素雰囲気下において+10℃/minの昇温速度で、23℃から400℃まで熱重量分析(TGA)を行った結果に基づいて、次式により算出した。
(セルロース有効質量比[%])=
(270〜390℃の重量減少[g])×100/(試料重量[g])
事前に絶乾状態にした複合材を、プレスで100mm×100mm×1mmのシート状に成形して成形体を得、この成形体を23℃の水に20日間浸漬し、浸漬前後の重量の測定値に基づいて、下記〔式A〕により吸水率を算出した(但し、浸漬後の質量を測る際は、表面に付着した水滴等を乾いた布またはフィルター紙で拭き取った。)。合否判定は、算出した吸水率が下記の評価式〔式B〕を満たす場合を合格(○)とし、満たさない場合を不合格(×)とした。
〔式A〕(吸水率[%])=
(浸漬後質量[g]−浸漬前質量[g])×100/(浸漬前質量[g])
〔式B〕(吸水率)<(セルロース有効質量比)2×0.01
射出成形で試験片(厚さ4mm、幅10mm、長さ80mm)を作製し、この試験片を23℃の水に20日間浸漬し、JIS−K7110に準じて測定した浸漬前後の耐衝撃性の測定値に基づいて、次の計算式で算出した(但し、浸漬後の耐衝撃性を測定する際は、水から取出した後、意図的に乾燥などを行うことなく、6時間以内に測定した。)。
(吸水後耐衝撃残率[%])=
(吸水後の耐衝撃性[kJ/m2])×100/(吸水前の耐衝撃性[kJ/m2])
事前に絶乾状態にした複合材を、プレスで100mm×100mm×1mmのシート状に成形して成形体を得、この成形体を80℃の温水に20日間浸漬した後に、温水から取り出した成形体表面の任意の箇所に、40mm×40mmの正方形を書き、さらにその正方形内部に4mm間隔で40mmの線分を9本書いた。表面粗さ測定機を用いて、カットオフ値λc=8.0mmかつλs=25.0μmの条件の下、その9本の線分上の粗さ曲線(JIS−B0601にて規定、評価長さ40mm)合計9本を作製した。9本全ての粗さ曲線においてピークトップが30μm以上かつ上に凸である山の個数を数えたとき、山の個数が合計20個以上である場合を不合格品(×)とした。20個未満である場合を合格品(○)とした。
試料中にセルロース繊維が偏在している場合は局所的に吸水が起こり、その部分の表面が膨張するため、この方法でセルロース繊維の分散性を評価することができる。
複合材16mgにGPC測定溶媒(1,2,4−トリクロロベンゼン)5mlを加え、160℃〜170℃で30分間攪拌した。不溶物を0.5μmの金属フィルターでろ過して除去し、得られたろ過後の試料(可溶物)に対して、GPC装置(Polymer Laboratories製PL220、型式:HT−GPC−2)を用い、カラムは、ShodexHT−G(1本)、HT−806M(2本)(昭和電工製)を用い、カラム温度を145℃に設定し、溶離液として1,2,4−トリクロロベンゼン(0.1%BHT添加)を用い、流速1.0mL/minで、前記試料0.2mlを注入してGPCを測定した。これより、単分散ポリスチレン(東ソー製)、ジベンジル(東京化成工業製)を標準試料として、検量線を作成し、GPCデータ処理システム(TRC製)でデータ処理を行い分子量パターンを得た。GPC測定で得られた分子量パターンにおいて、下記(A)と(B)をともに満たすものを(◎)、(A)のみを満たすものを(○)、いずれも満たさないものを(×)とした。
(A)1.7>半値幅(Log(MH/ML))>1.3
(B)ピーク形状が平坦化した低分子側のピークの肩部が104〜4×104の範囲に存在する。
ここで分子量パターンの半値幅は、GPCにおける分子量パターンのうち、最大ピークのピークトップ(最大頻度)周辺におけるスペクトルの広がり(分子量分布の度合い)を示す。すなわち、スペクトル中の強度がピークトップ(最大頻度)の半分となっているところ(それぞれ高分子量側をMH、低分子量側をMLとする)でのGPCスペクトル線の幅を半値幅とする(図1参照)。また、複数のピークが観測される場合は、それぞれのピークのうち、最大のものから算出する。
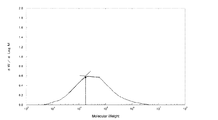
低分子側のピークの肩部とは、分子量パターンのピーク端部における累積度数が急激に変化する点(変化点)をいう。前記変化点は、ピークの平坦部から低分子側に接線を求め、これと平坦部から急激に分子量の累積度数が低下する部分との接線を求めて、これら2つの接線の交点直下の分子量パターンの値を読み取った点とする(図2参照)。
セルロース繊維付着ポリエチレン薄膜片をバッチ式閉鎖型混練装置によって混練する場合の水量の影響について試験した。
このセルロース繊維付着ポリエチレン薄膜片を、80℃に設定した乾燥機で48時間乾燥して含水率を1質量%以下とし、その後意図的に水を加えて、表1に示す「実施例1」〜「実施例3」及び「比較例1」の各欄に記載の水の質量部となるように、4種類の試料材料を調製した。
次に、この4種類の試料材料を、別々にバッチ式閉鎖型混練装置(エムアンドエフ・テクノロジー株式会社製、MF式混合溶融装置、型式:MF5000 R/L)に投入し、高速攪拌して水を亜臨界状態にすると共に試料材料を混練し、4種類のセルロース繊維分散ポリエチレン樹脂複合材を作製した。
なお、各試験例において、特に断りの無い限り、バッチ式閉鎖型混練装置による混練終了時点は、バッチ式閉鎖型混練装置の回転軸の回転トルクが上昇して最大値に達した後、下降して、トルクが前記最大値の0.7倍となった後、最小値に達した瞬間(すなわち、トルク変化率が1秒当たり5%になった時点)を起点とし、この起点から7秒後としている。
各複合材の評価結果は表1に示すとおりである。

また、「実施例1」より、水量はセルロース繊維付着ポリエチレン薄膜片との質量比で、8:100と少ないにも拘らず、優れた特性を有するセルロース繊維分散ポリエチレン樹脂複合材が得られることが分かる。また、「実施例3」より、水量はセルロース繊維付着ポリエチレン薄膜片との質量比で、120:100とかなり多いにも拘らず、優れた特性有するセルロース繊維分散ポリエチレン樹脂複合材が得られており、さらに、含水率もゼロにできることが分かる。したがって、亜臨界状態の水の存在下で溶融混練を行う本発明の製造方法では、水量は多くても少なくても良いことがわかる。エネルギー効率を考慮すると、水量は一定程度少なくした方が好ましいこともわかる。
セルロース繊維付着ポリエチレン薄膜片をバッチ式閉鎖型混練装置によって混練して得られる複合材のメルトフローレート(MFR)と他の特性との関係を調べた。
次に、この4種類のセルロース繊維付着ポリエチレン薄膜片を、濡れた状態のままで、別々に実施例1と同じバッチ式閉鎖型混練装置に投入し、高速攪拌して水を亜臨界状態にすると共に試料材料を混練し、各試料材料のメルトフローレートがそれぞれ表2に記載された値を示すところで混練を停止し、4種類のセルロース繊維分散ポリエチレン樹脂複合材を作製した。
各複合材の評価結果は表2に示すとおりである。
セルロース繊維付着ポリエチレン薄膜片をバッチ式閉鎖型混練装置によって混練する時間の影響について試験した。
次に、このセルロース繊維付着ポリエチレン薄膜片を、濡れた状態のままで、実施例1と同じバッチ式閉鎖型混練装置に投入し、高速攪拌して水を亜臨界状態にすると共に溶融混練し、混練時間を変更した6種類のセルロース繊維分散ポリエチレン樹脂複合材の試料を作製した。
具体的には、バッチ式閉鎖型混練装置の回転軸の回転トルクが上昇して最大値に達した後、下降して、トルクが前記最大値の0.7倍となった後、最小値に達した瞬間(トルク変化率が1秒当たり5%になった時点)を起点とし、装置を停止するまでの経過時間(秒)を「時間A」とし、表3に示す時間Aとなるようにセルロース繊維分散ポリエチレン樹脂複合材を作製した。
各試料の評価結果は表3に示すとおりである。
さらに、図1には実施例10における分子量パターンの半値幅を示す。図2には実施例10における分子量パターンにおける低分子側のピークの肩部の分子量を示す。図1及び図2において、横軸は分子量(Molecular Weight)、縦軸は単位logM当たりの重量分率(dW/dlogM)を表している。図1の結果から、実施例10の分子例パターンは半値幅が1.54であり、本発明の規定を満足する。図2の結果から、実施例10は低分子側のピークの肩部の分子量が1.8×104であり、本発明の規定を満足する。これにより、ポリエチレンとセルロース繊維との相溶性が向上し、ポリエチレンとセルロース繊維との界面の微細な空隙を減らして界面の脆弱性を改善し、耐衝撃性の低下や吸水率の増加を抑制していると考えられる。
セルロース繊維付着ポリエチレン薄膜のポリエチレンと、かかる薄膜に付着しているセルロース繊維の質量比を変更した場合の影響について試験した。
次に、このセルロース繊維付着ポリエチレン薄膜片を、濡れた状態のままで、実施例1と同じバッチ式閉鎖型混練装置に投入し、高速攪拌して水を亜臨界状態にすると共に溶融混練し、5種類のセルロース繊維分散ポリエチレン樹脂複合材を作製した。
各複合材の評価結果は表4に示すとおりである。なお、各試験例において、バッチ式閉鎖型混練装置による混練終了時点は、バッチ式閉鎖型混練装置の回転軸の回転トルクが上昇して最大値に達した後、下降して、トルクが前記最大値の0.7倍となった後、最小値に達した瞬間(すなわち、トルク変化率が1秒当たり5%になった時点)を起点とし、この起点から7秒後としている。
セルロース繊維付着ポリエチレン薄膜片を混練する方法(装置)の影響について試験した。
このセルロース繊維付着ポリエチレン薄膜片を、表5に示すように、上記バッチ式閉鎖型混練装置を用いて亜臨界水の存在下で溶融混練した場合(実施例17)と、ニーダーを用いて混練した場合(比較例3)と、上記薄膜片を直接モウルド成形したもの(比較例4)とを用いて、表5に記載した評価を行った。
各複合材の評価結果は表5に示すとおりである。
セルロース繊維付着ポリエチレン薄膜片を混練する前に減容固化を行う影響について試験した。
次に、この薄膜片を、表6に示すとおり、実施例1と同じバッチ式閉鎖型混練装置を用いて、亜臨界水の存在下で溶融混練してセルロース繊維分樹脂複合材を作製した(実施例18)。
また、セルロース繊維付着ポリエチレン薄膜片をバッチ式閉鎖型混練装置に投入する前に、減容固化機(小熊鉄工所社製、二軸式廃プラスチック減容固化機、型式:DP−3N)を用いて減容して固化し、その後バッチ式閉鎖型混練装置に投入した(実施例19)。
さらに、セルロース繊維付着ポリエチレン薄膜片を、二軸押出機(株式会社日本製鋼所製、TEX30使用)に投入して混練した(比較例6)。
また、その薄膜片を二軸押出機に投入する前に、80℃に設定した乾燥機で含水率が1質量%未満になるまで乾燥させ、その後二軸押出機に投入した(比較例7)。
各複合材の評価結果は表6に示すとおりである。
さらに、実施例18及び19は、ポリエチレンの分子量パターンが上記で設定した範囲を満足していた。
他方、二軸押出機により混練した場合には、得られる複合材の含水率が高く、セルロースの分散性に劣り、吸水性も高かった。二軸押出機により混練法を採用する場合、混練前にセルロース繊維付着ポリエチレン薄膜片を乾燥処理に付すことにより、得られる複合材の含水率を0質量%とすることができる。しかしこの場合には、消費電力量が数倍に膨れ上がり、エネルギー効率に劣る結果となった。
セルロース繊維付着ポリエチレン薄膜片を混練する際に、再生高密度ポリエチレン(再生HDPE)を添加することによる影響について試験した。
次に、この薄膜片に対し、表7に示す再生HDPEの所定量を添加し、実施例1と同じバッチ式閉鎖型混練装置を用いて亜臨界水の存在下で溶融混練して、実施例20〜22の3種類の複合材を得た。
各複合材の評価結果は表7に示すとおりである。
上述した通り、特許文献1及び2記載の技術は亜臨界処理を行なうものではない。また特許文献1は、使用する材料は同様であるが溶融混練を行なわないモウルド成形品であるため、本発明とはセルロ−ス繊維の分散状態が全く異なる。特許文献2及び3の技術は、樹脂材料として既に再利用の実績があるポリプロピレン樹脂やPET樹脂を用いているに過ぎない。特許文献3の技術は、材料投入前に水分調整を行なって細かく裁断したセルロース繊維源(PPC古紙)と樹脂材料源(PET樹脂)を別々に用意し、これらを混ぜ合わせて混練する技術でありリサイクルに係る技術ではない。
上述してきたように、本発明は、大きさ、形状、セルロース繊維の付着状態が不均一な、セルロース繊維とポリエチレンの複合体としてのセルロース繊維付着ポリエチレン薄膜片から均一な物性のセルロース繊維分散樹脂複合材を製造することを可能にした技術に係る発明である。
また、本発明は、ポリエチレン樹脂中にセルロース繊維が十分均一な状態で分散してなり、含水率が低く、吸水性も低く、押出成形及び射出成形などによる成形性にも優れ、曲げ強度や耐衝撃性などに優れた成形体を作り出すことができるセルロース繊維分散ポリエチレン樹脂複合材を提供することを課題とする。
さらに、本発明は、上記セルロース繊維分散ポリエチレン樹脂複合材を用いてなる、曲げ強度や耐衝撃性などに優れた成形体を提供することを課題とする。
また、本発明は、ポリエチレンラミネート加工紙や、該加工紙から紙部分を剥ぎ取り除去したセルロース繊維付着ポリエチレン薄膜片を、セルロース繊維分散ポリエチレン樹脂複合材へと再利用することによるリサイクル方法を提供することを課題とする。
〔1〕
ゲル・パーミエーション・クロマトグラフィー(GPC)測定で得られる分子量パターンにおいて1.7>半値幅(Log(MH/ML))>1.3の関係を満たすポリエチレン樹脂中に、セルロース繊維が分散してなるセルロース繊維分散ポリエチレン樹脂複合材であって、該セルロース繊維分散ポリエチレン樹脂複合材がセルロース繊維を1質量%以上50質量%未満含む、セルロース繊維分散ポリエチレン樹脂複合材。
〔2〕
前記セルロース繊維分散ポリエチレン樹脂複合材の吸水率が次式を満たす、〔1〕に記載のセルロース繊維分散ポリエチレン樹脂複合材。
[式1] (吸水率)<(セルロース有効質量比) 2 ×0.01
〔3〕
前記セルロース繊維分散ポリエチレン樹脂複合材がセルロース繊維を1質量%以上10質量%未満含有し、前記セルロース繊維分散ポリエチレン樹脂複合材を成形したときの成形体の曲げ強度が8〜20MPaである、〔1〕又は〔2〕に記載のセルロース繊維分散ポリエチレン樹脂複合材。
〔4〕
前記セルロース繊維分散ポリエチレン樹脂複合材がセルロース繊維を10質量%以上50質量%未満含有し、前記セルロース繊維分散ポリエチレン樹脂複合材を成形したときの成形体の曲げ強度が15〜40MPaである、〔1〕又は〔2〕に記載のセルロース繊維分散ポリエチレン樹脂複合材。
〔5〕
温度230℃、荷重5kgfにおけるメルトフローレート(MFR)が、0.5〜10.0g/10minである、〔1〕〜〔4〕のいずれか1項に記載のセルロース繊維分散ポリエチレン樹脂複合材。
〔6〕
セルロース繊維分散ポリエチレン樹脂複合材を構成する前記ポリエチレン樹脂が低密度ポリエチレンを含む、〔1〕〜〔5〕のいずれか1項に記載のセルロース繊維分散ポリエチレン樹脂複合材。
〔7〕
セルロース繊維分散ポリエチレン樹脂複合材を構成する前記ポリエチレン樹脂が直鎖状低密度ポリエチレン、高密度ポリエチレンのうち1種以上を含む、〔1〕〜〔6〕のいずれか1項に記載のセルロース繊維分散ポリエチレン樹脂複合材。
〔8〕
含水率が1質量%未満である、〔1〕〜〔7〕のいずれか1項に記載のセルロース繊維分散ポリエチレン樹脂複合材。
〔9〕
ゲル・パーミエーション・クロマトグラフィー(GPC)測定で得られる分子量分析の結果得られる積分表示の分子量パターンにおいて、ピーク形状が平坦化した低分子側のピークの肩部が10 4 〜4×10 4 の範囲に存在するポリエチレン樹脂中に、質量比で該ポリエチレン樹脂の質量よりも少量の質量のセルロースを含むセルロース繊維が分散してなる、〔1〕に記載のセルロース繊維分散ポリエチレン樹脂複合材。
〔10〕
前記セルロース繊維分散ポリエチレン樹脂複合材を用いて、縦100mm、横100mm、厚さ1mmの試験片を作製し、23℃の水に20日間浸漬した後の吸水率が0.1〜10%であり、かつ該複合材を用いて作製した縦80mm、横10mm、厚さ4mmの試験片の耐衝撃性が、23℃の水に20日間浸漬する前よりも浸漬した後の方が高い、〔1〕〜〔9〕のいずれか1項に記載のセルロース繊維分散ポリエチレン樹脂複合材。
〔11〕
セルロース繊維が付着してなるセルロース繊維付着ポリエチレン薄膜片を原料として得られる、〔1〕〜〔10〕のいずれか1項に記載のセルロース繊維分散ポリエチレン樹脂複合材。
〔12〕
形状がペレット状である、〔1〕〜〔11〕のいずれか1項に記載のセルロース繊維分散ポリエチレン樹脂複合材。
〔13〕
〔1〕〜〔12〕のいずれか1項に記載のセルロース繊維分散ポリエチレン樹脂複合材を用いた成形体。
〔14〕
〔13〕に記載の成形体又はその裁断片からなるペレット。
混練後のセルロース繊維分散ポリエチレン樹脂複合材の外観を目視にて評価した。バルク(塊)の状態を合格品(○)とし、粒径2mm以下の粉体状であるもの、あるいは混練後著しく発火したものを不合格品(×)とした。
本発明のセルロース繊維分散ポリエチレン樹脂複合材の製造方法で得られるセルロース繊維分散ポリエチレン樹脂複合材は、上記合格品に該当するものである。
次に、この薄膜片を、表6に示すとおり、実施例1と同じバッチ式閉鎖型混練装置を用いて、亜臨界水の存在下で溶融混練してセルロース繊維分散ポリエチレン樹脂複合材を作製した(実施例18)。
また、セルロース繊維付着ポリエチレン薄膜片をバッチ式閉鎖型混練装置に投入する前に、減容固化機(小熊鉄工所社製、二軸式廃プラスチック減容固化機、型式:DP−3N)を用いて減容して固化し、その後バッチ式閉鎖型混練装置に投入した(実施例19)。
さらに、セルロース繊維付着ポリエチレン薄膜片を、二軸押出機(株式会社日本製鋼所製、TEX30使用)に投入して混練した(比較例6)。
また、その薄膜片を二軸押出機に投入する前に、80℃に設定した乾燥機で含水率が1質量%未満になるまで乾燥させ、その後二軸押出機に投入した(比較例7)。
各複合材の評価結果は表6に示すとおりである。
上述してきたように、本発明は、大きさ、形状、セルロース繊維の付着状態が不均一な、セルロース繊維とポリエチレンの複合体としてのセルロース繊維付着ポリエチレン薄膜片から均一な物性のセルロース繊維分散ポリエチレン樹脂複合材を製造することを可能にした技術に係る発明である。
Claims (20)
- ゲル・パーミエーション・クロマトグラフィー(GPC)測定で得られる分子量パターンにおいて1.7>半値幅(Log(MH/ML))>1.3の関係を満たすポリエチレン樹脂中に、セルロース繊維が分散してなるセルロース繊維分散ポリエチレン樹脂複合材であって、該セルロース繊維分散ポリエチレン樹脂複合材がセルロース繊維を1質量%以上50質量%未満含む、セルロース繊維分散ポリエチレン樹脂複合材。
- 前記複合材の吸水率が次式を満たす、請求項1に記載のセルロース繊維分散樹脂複合材。
[式1] (吸水率)<(セルロース有効質量比)2×0.01 - 前記セルロース繊維分散ポリエチレン樹脂複合材がセルロース繊維を1質量%以上10質量%未満含有し、前記セルロース繊維分散樹脂複合材を成形したときの成形体の曲げ強度が8〜20MPaである、請求項1又は2に記載のセルロース繊維分散ポリエチレン樹脂複合材。
- 前記セルロース繊維分散ポリエチレン樹脂複合材がセルロース繊維を10質量%以上50質量%未満含有し、前記セルロース繊維分散樹脂複合材を成形したときの成形体の曲げ強度が15〜40MPaである、請求項1又は2に記載のセルロース繊維分散ポリエチレン樹脂複合材。
- 温度230℃、荷重5kgfにおけるメルトフローレート(MFR)が、0.5〜10.0g/10minである、請求項1〜4のいずれか1項に記載のセルロース繊維分散ポリエチレン樹脂複合材。
- セルロース繊維分散ポリエチレン樹脂複合材を構成する前記ポリエチレンが低密度ポリエチレンを含む、請求項1〜5のいずれか1項に記載のセルロース繊維分散ポリエチレン樹脂複合材。
- セルロース繊維分散ポリエチレン樹脂複合材を構成する前記ポリエチレンが直鎖状低密度ポリエチレン、高密度ポリエチレンのうち1種以上を含む、請求項1〜6のいずれか1項に記載のセルロース繊維分散ポリエチレン樹脂複合材。
- 含水率が1質量%未満である、請求項1〜7のいずれか1項に記載のセルロース繊維分散ポリエチレン樹脂複合材。
- ゲル・パーミエーション・クロマトグラフィー(GPC)測定で得られる分子量分析の結果得られる積分表示の分子量パターンにおいて、ピーク形状が平坦化した低分子側のピークの肩部が104〜4×104の範囲に存在するポリエチレン樹脂中に、質量比で該ポリエチレンの質量よりも少量の質量のセルロースを含むセルロース繊維が分散してなる、請求項1に記載のセルロース繊維分散ポリエチレン樹脂複合材。
- 前記セルロース繊維分散ポリエチレン樹脂複合材を用いて、縦100mm、横100mm、厚さ1mmの試験片を作製し、23℃の水に20日間浸漬した後の吸水率が0.1〜10%であり、かつ該複合材を用いて作製した縦80mm、横10mm、厚さ4mmの試験片の耐衝撃性が、23℃の水に20日間浸漬する前よりも浸漬した後の方が高い、請求項1〜9のいずれか1項に記載のセルロース繊維分散ポリエチレン樹脂複合材。
- セルロース繊維が付着してなるセルロース繊維付着ポリエチレン薄膜片を原料として得られる、請求項1〜10のいずれか1項に記載のセルロース繊維分散ポリエチレン樹脂複合材。
- 形状がペレット状である、請求項1〜11のいずれか1項に記載のセルロース繊維分散ポリエチレン樹脂複合材。
- 請求項1〜12のいずれか1項に記載のセルロース繊維分散ポリエチレン樹脂複合材を用いた成形体。
- 請求項13に記載の成形体又はその裁断片からなるペレット。
- ポリエチレン薄膜片にセルロース繊維が付着してなるセルロース繊維付着ポリエチレン薄膜片を溶融させ、水とともに溶融混練して、セルロース繊維分散ポリエチレン樹脂複合材を得ることを含む、セルロース繊維付着ポリエチレン薄膜片のリサイクル方法。
- 前記薄膜片と水を含む集積物を減容処理した集塊としてから、前記溶融混練に付して、セルロース繊維分散ポリエチレン樹脂複合材を得ることを含む、請求項15に記載のセルロース繊維付着ポリエチレン薄膜片のリサイクル方法。
- 前記溶融混練を、セルロース繊維を溶融させない高温高圧下で行う、請求項15又は16に記載のセルロース繊維付着ポリエチレン薄膜片のリサイクル方法。
- 前記溶融混練をバッチ式閉鎖型混練装置を用いて行う、請求項15〜17のいずれか1項に記載のセルロース繊維付着ポリエチレン薄膜片のリサイクル方法。
- 前記セルロース繊維付着ポリエチレン薄膜片が、紙の表面にポリエチレン薄膜が貼着されたポリエチレンラミネート加工紙から紙部分を剥ぎ取り除去して得られる、水を含んだ状態の薄膜片である、請求項15〜18のいずれか1項に記載のセルロース繊維付着ポリエチレン薄膜片のリサイクル方法。
- 前記溶融混練に際し、さらに低密度ポリエチレン及び/又は高密度ポリエチレンを混合する、請求項15〜19のいずれか1項に記載のセルロース繊維付着ポリエチレン薄膜片のリサイクル方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017004664A JP6210582B2 (ja) | 2017-01-13 | 2017-01-13 | セルロース繊維分散ポリエチレン樹脂複合材、それを用いた成形体及びペレット、並びに、セルロース繊維付着ポリエチレン薄膜片のリサイクル方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017004664A JP6210582B2 (ja) | 2017-01-13 | 2017-01-13 | セルロース繊維分散ポリエチレン樹脂複合材、それを用いた成形体及びペレット、並びに、セルロース繊維付着ポリエチレン薄膜片のリサイクル方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016026435 Division | 2016-02-15 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017117268A Division JP6284672B2 (ja) | 2017-06-14 | 2017-06-14 | セルロース繊維分散ポリエチレン樹脂複合材の製造方法、及びセルロース繊維付着ポリエチレン薄膜片のリサイクル方法 |
| JP2017117267A Division JP2017201030A (ja) | 2017-06-14 | 2017-06-14 | セルロース繊維分散ポリエチレン樹脂複合材の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017145392A true JP2017145392A (ja) | 2017-08-24 |
| JP6210582B2 JP6210582B2 (ja) | 2017-10-11 |
Family
ID=59680710
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017004664A Active JP6210582B2 (ja) | 2017-01-13 | 2017-01-13 | セルロース繊維分散ポリエチレン樹脂複合材、それを用いた成形体及びペレット、並びに、セルロース繊維付着ポリエチレン薄膜片のリサイクル方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6210582B2 (ja) |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019038868A1 (ja) * | 2017-08-23 | 2019-02-28 | 古河電気工業株式会社 | セルロース繊維分散ポリエチレン樹脂複合材、これを用いた成形体及びペレット、これらの製造方法、並びにセルロース繊維付着ポリエチレン薄膜片のリサイクル方法 |
| WO2019039570A1 (ja) * | 2017-08-23 | 2019-02-28 | 古河電気工業株式会社 | セルロース繊維分散ポリオレフィン樹脂複合材、これを用いたペレット及び成形体、並びにセルロース繊維分散ポリオレフィン樹脂複合材の製造方法 |
| WO2019038869A1 (ja) * | 2017-08-23 | 2019-02-28 | 古河電気工業株式会社 | セルロース繊維分散ポリエチレン樹脂複合材、これを用いた成形体及びペレット、これらの製造方法、並びにセルロース繊維付着ポリエチレン薄膜片のリサイクル方法 |
| WO2019088140A1 (ja) * | 2017-10-31 | 2019-05-09 | 古河電気工業株式会社 | 成形品 |
| CN112739535A (zh) * | 2018-12-05 | 2021-04-30 | 古河电气工业株式会社 | 层积体 |
| US11390723B2 (en) | 2016-12-05 | 2022-07-19 | Furukawa Electric Co., Ltd. | Cellulose-aluminum-dispersing polyethylene resin composite material, pellet and formed body using same, and production method therefor |
| US11466145B2 (en) | 2017-08-23 | 2022-10-11 | Furukawa Electric Co., Ltd. | Cellulose-fiber-dispersing polyolefin resin composite material |
| US11485837B2 (en) | 2017-03-29 | 2022-11-01 | Furukawa Electronic Co., Ltd. | Polyolefin resin composite material and method of producing the same |
| US11578192B2 (en) | 2017-09-29 | 2023-02-14 | Furukawa Electric Co., Ltd. | Molded article |
| US11597818B2 (en) | 2017-09-29 | 2023-03-07 | Furukawa Electric Co., Ltd. | Molded article |
| US11597826B2 (en) | 2017-08-23 | 2023-03-07 | Furukawa Electric Co., Ltd. | Cellulose-fiber-dispersing polyolefin resin composite material, pellet and formed body using same, and production method for cellulose-fiber-dispersing polyolefin resin composite material |
| US11746215B2 (en) | 2017-09-29 | 2023-09-05 | Furukawa Electric Co., Ltd. | Molded article |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000062746A (ja) * | 1998-08-20 | 2000-02-29 | Nippon Film Kk | 紙廃棄物再生による包装用トレイ |
| JP2010269544A (ja) * | 2009-05-22 | 2010-12-02 | Kawata Mfg Co Ltd | ポリエチレンと繊維片との分離方法、および、ポリエチレン成型品の再生方法 |
| JP2011093990A (ja) * | 2009-10-28 | 2011-05-12 | Mitsubishi Paper Mills Ltd | セルロース含有熱可塑性樹脂の製造方法、セルロース含有熱可塑性樹脂およびその成形体 |
| JP2011116838A (ja) * | 2009-12-02 | 2011-06-16 | Mitsubishi Paper Mills Ltd | セルロース含有熱可塑性樹脂の製造方法、セルロース含有熱可塑性樹脂およびその成形体 |
| JP2011190322A (ja) * | 2010-03-12 | 2011-09-29 | Mitsubishi Paper Mills Ltd | セルロース含有熱可塑性樹脂の製造方法、セルロース含有熱可塑性樹脂およびその成形体 |
| JP2011219571A (ja) * | 2010-04-07 | 2011-11-04 | Mitsubishi Paper Mills Ltd | セルロース含有熱可塑性樹脂の製造方法、セルロース含有熱可塑性樹脂及びその成形体 |
| JP2012082364A (ja) * | 2010-10-14 | 2012-04-26 | Mitsubishi Paper Mills Ltd | 液晶性芳香族高分子繊維強化熱可塑性樹脂の製造方法、液晶性芳香族高分子繊維強化熱可塑性樹脂およびその成形体 |
-
2017
- 2017-01-13 JP JP2017004664A patent/JP6210582B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000062746A (ja) * | 1998-08-20 | 2000-02-29 | Nippon Film Kk | 紙廃棄物再生による包装用トレイ |
| JP2010269544A (ja) * | 2009-05-22 | 2010-12-02 | Kawata Mfg Co Ltd | ポリエチレンと繊維片との分離方法、および、ポリエチレン成型品の再生方法 |
| JP2011093990A (ja) * | 2009-10-28 | 2011-05-12 | Mitsubishi Paper Mills Ltd | セルロース含有熱可塑性樹脂の製造方法、セルロース含有熱可塑性樹脂およびその成形体 |
| JP2011116838A (ja) * | 2009-12-02 | 2011-06-16 | Mitsubishi Paper Mills Ltd | セルロース含有熱可塑性樹脂の製造方法、セルロース含有熱可塑性樹脂およびその成形体 |
| JP2011190322A (ja) * | 2010-03-12 | 2011-09-29 | Mitsubishi Paper Mills Ltd | セルロース含有熱可塑性樹脂の製造方法、セルロース含有熱可塑性樹脂およびその成形体 |
| JP2011219571A (ja) * | 2010-04-07 | 2011-11-04 | Mitsubishi Paper Mills Ltd | セルロース含有熱可塑性樹脂の製造方法、セルロース含有熱可塑性樹脂及びその成形体 |
| JP2012082364A (ja) * | 2010-10-14 | 2012-04-26 | Mitsubishi Paper Mills Ltd | 液晶性芳香族高分子繊維強化熱可塑性樹脂の製造方法、液晶性芳香族高分子繊維強化熱可塑性樹脂およびその成形体 |
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11390723B2 (en) | 2016-12-05 | 2022-07-19 | Furukawa Electric Co., Ltd. | Cellulose-aluminum-dispersing polyethylene resin composite material, pellet and formed body using same, and production method therefor |
| US11485837B2 (en) | 2017-03-29 | 2022-11-01 | Furukawa Electronic Co., Ltd. | Polyolefin resin composite material and method of producing the same |
| WO2019039570A1 (ja) * | 2017-08-23 | 2019-02-28 | 古河電気工業株式会社 | セルロース繊維分散ポリオレフィン樹脂複合材、これを用いたペレット及び成形体、並びにセルロース繊維分散ポリオレフィン樹脂複合材の製造方法 |
| WO2019038869A1 (ja) * | 2017-08-23 | 2019-02-28 | 古河電気工業株式会社 | セルロース繊維分散ポリエチレン樹脂複合材、これを用いた成形体及びペレット、これらの製造方法、並びにセルロース繊維付着ポリエチレン薄膜片のリサイクル方法 |
| US11667763B2 (en) | 2017-08-23 | 2023-06-06 | Furukawa Electric Co., Ltd. | Cellulose-fiber dispersion polyethylene resin composite material, formed body and pellet using same, production method therefor, and recycling method for cellulose-fiber adhesion polyethylene thin film piece |
| US11597826B2 (en) | 2017-08-23 | 2023-03-07 | Furukawa Electric Co., Ltd. | Cellulose-fiber-dispersing polyolefin resin composite material, pellet and formed body using same, and production method for cellulose-fiber-dispersing polyolefin resin composite material |
| WO2019038868A1 (ja) * | 2017-08-23 | 2019-02-28 | 古河電気工業株式会社 | セルロース繊維分散ポリエチレン樹脂複合材、これを用いた成形体及びペレット、これらの製造方法、並びにセルロース繊維付着ポリエチレン薄膜片のリサイクル方法 |
| US11261318B2 (en) | 2017-08-23 | 2022-03-01 | Furukawa Electric Co., Ltd. | Cellulose-fiber-dispersing polyolefin resin composite material, pellet and formed body using same, and production method for cellulose-fiber-dispersing polyolefin resin composite material |
| US11390724B2 (en) | 2017-08-23 | 2022-07-19 | Furukawa Electric Co., Ltd. | Cellulose-fiber dispersion polyethylene resin composite material, formed body and pellet using same, production method therefor, and recycling method for cellulose-fiber adhesion polyethylene thin film piece |
| US11466145B2 (en) | 2017-08-23 | 2022-10-11 | Furukawa Electric Co., Ltd. | Cellulose-fiber-dispersing polyolefin resin composite material |
| US11597818B2 (en) | 2017-09-29 | 2023-03-07 | Furukawa Electric Co., Ltd. | Molded article |
| US11578192B2 (en) | 2017-09-29 | 2023-02-14 | Furukawa Electric Co., Ltd. | Molded article |
| US11746215B2 (en) | 2017-09-29 | 2023-09-05 | Furukawa Electric Co., Ltd. | Molded article |
| JPWO2019088140A1 (ja) * | 2017-10-31 | 2020-09-24 | 古河電気工業株式会社 | 成形品 |
| WO2019088140A1 (ja) * | 2017-10-31 | 2019-05-09 | 古河電気工業株式会社 | 成形品 |
| US11891498B2 (en) | 2017-10-31 | 2024-02-06 | Furukawa Electric Co., Ltd. | Molded article provided with a resin part |
| CN112739535A (zh) * | 2018-12-05 | 2021-04-30 | 古河电气工业株式会社 | 层积体 |
| US11613110B2 (en) | 2018-12-05 | 2023-03-28 | Furukawa Electric Co., Ltd. | Laminate |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6210582B2 (ja) | 2017-10-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6210582B2 (ja) | セルロース繊維分散ポリエチレン樹脂複合材、それを用いた成形体及びペレット、並びに、セルロース繊維付着ポリエチレン薄膜片のリサイクル方法 | |
| JP6210583B2 (ja) | セルロース繊維分散ポリエチレン樹脂複合材、それを用いた成形体及びペレット、並びに、セルロース繊維分散ポリエチレン樹脂複合材の製造方法 | |
| JP6284672B2 (ja) | セルロース繊維分散ポリエチレン樹脂複合材の製造方法、及びセルロース繊維付着ポリエチレン薄膜片のリサイクル方法 | |
| JP6606296B2 (ja) | セルロース・アルミニウム分散ポリエチレン樹脂複合材、これを用いたペレット及び成形体、並びにこれらの製造方法 | |
| JP6452892B2 (ja) | セルロース・アルミニウム分散ポリエチレン樹脂複合材、これを用いたペレット及び成形体、並びにこれらの製造方法 | |
| US5624616A (en) | Method for co-refining dry urban wood chips and blends of dry urban wood chips and thermoplastic resins for the production of high quality fiberboard products | |
| JP6961703B2 (ja) | セルロース繊維分散ポリエチレン樹脂複合材、これを用いた成形体及びペレット、これらの製造方法、並びにセルロース繊維付着ポリエチレン薄膜片のリサイクル方法 | |
| WO2011135745A1 (ja) | 押出成形用複合ペレットの製造方法,及び前記方法で製造された押出成形用の複合ペレット | |
| JP7157745B2 (ja) | セルロース繊維分散ポリオレフィン樹脂複合材、これを用いたペレット及び成形体、並びにセルロース繊維分散ポリオレフィン樹脂複合材の製造方法 | |
| JP2006272696A (ja) | 木質系成形体の製造方法および木質系成形体 | |
| JP7178183B2 (ja) | セルロース・アルミニウム分散ポリエチレン樹脂複合材、これを用いたペレット及び成形体、並びにこれらの製造方法 | |
| JP6961704B2 (ja) | セルロース繊維分散ポリエチレン樹脂複合材、これを用いた成形体及びペレット、これらの製造方法、並びにセルロース繊維付着ポリエチレン薄膜片のリサイクル方法 | |
| JP2017201030A (ja) | セルロース繊維分散ポリエチレン樹脂複合材の製造方法 | |
| US9145496B2 (en) | Composite product, a method for manufacturing a composite product and its use, a material component and a final product | |
| JP2006082353A (ja) | 木質熱可塑性樹脂組成物及び木質熱可塑性樹脂成形体の製造方法 | |
| CN108424601A (zh) | 复合纤维用可熔融加工的水溶性pva切片及其制备工艺 | |
| CN117980119A (zh) | 混合组合物的制造方法 | |
| JPH02215514A (ja) | ポリエチレンテレフタレート樹脂製品の廃棄物の利用処理方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170614 Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20170614 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170815 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170907 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6210582 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |