JP2017140747A - コンクリート製品成形装置 - Google Patents
コンクリート製品成形装置 Download PDFInfo
- Publication number
- JP2017140747A JP2017140747A JP2016022953A JP2016022953A JP2017140747A JP 2017140747 A JP2017140747 A JP 2017140747A JP 2016022953 A JP2016022953 A JP 2016022953A JP 2016022953 A JP2016022953 A JP 2016022953A JP 2017140747 A JP2017140747 A JP 2017140747A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- auxiliary hopper
- concrete
- ready
- concrete product
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

















Landscapes
- Devices For Post-Treatments, Processing, Supply, Discharge, And Other Processes (AREA)
Abstract
【課題】多様な幅を有する複数の型に対して投入する生コンクリートの量を均一化できるコンクリート製品成形装置を提供する。【解決手段】生コンクリートを供給するフィーダと10、フィーダから供給される生コンクリートを受け取るバケット30と、バケットから供給される生コンクリートを受け取る補助ホッパと、型を収容するための型収容部分を有する型保持部50と、を備えるコンクリート製品成形装置1であって、型保持部50は、補助ホッパの下部に配置され、型収容部分の幅の略全体が、補助ホッパの底面と鉛直方向において重なり、補助ホッパの底面は、その全幅にわたって開口する、コンクリート製品成形装置1。【選択図】図6B
Description
本発明は、コンクリート製品成形装置に関する。
コンクリート製品成形用の複数の型に対して同時に生コンクリートを流し込むコンクリートバケットが提案されている。例えば、特許文献1の図8に記載のコンクリートバケットは複数の型に対応する横長のコンクリート排出口部を有し、バケット内部に配置した羽根車の回転を制御することにより、排出口部からの生コンクリート排出量および排出速度を制御できるように構成される。また、排出口部を長さ方向に分割して複数の排出口を形成し、排出口ごとに蓋体を開閉自在に蝶着している。
上記例のコンクリートバケットは横長のコンクリート排出口部を有することで、複数の型に対してそれぞれの型に対応する排出口から同時に生コンクリートを投入できる。しかしながら、このコンクリートバケットは各排出口の長さが固定されているため、多様な幅を有する複数の型に対してコンクリートを常に均等に投入することは困難であると考えられる。
本発明は上記課題に鑑み、多様な幅を有する複数の型に対して投入する生コンクリートの量を均一化できるコンクリート製品成形装置を提供することをその目的の一つとする。
本発明者は上記課題を解決するために鋭意検討を重ねた結果、下記のように本発明の各局面に想到した。
すなわち、本発明の第1の局面によるコンクリート製品成形装置は、生コンクリートを供給するフィーダと、フィーダから供給される生コンクリートを受け取るバケットと、バケットから供給される生コンクリートを受け取る補助ホッパと、型を収容するための型収容部分を有する型保持部と、を備えるコンクリート製品成形装置であって、型保持部は、補助ホッパの下部に配置され、型収容部分の幅の略全体が、補助ホッパの底面と鉛直方向において重なり、補助ホッパの底面は、その全幅にわたって開口する、コンクリート製品成形装置である。
すなわち、本発明の第1の局面によるコンクリート製品成形装置は、生コンクリートを供給するフィーダと、フィーダから供給される生コンクリートを受け取るバケットと、バケットから供給される生コンクリートを受け取る補助ホッパと、型を収容するための型収容部分を有する型保持部と、を備えるコンクリート製品成形装置であって、型保持部は、補助ホッパの下部に配置され、型収容部分の幅の略全体が、補助ホッパの底面と鉛直方向において重なり、補助ホッパの底面は、その全幅にわたって開口する、コンクリート製品成形装置である。
上記構成によれば、型収容部分の幅の略全体が、補助ホッパの底面と鉛直方向において重なっているため、補助ホッパの底面が全幅にわたって開口することで、型収容部分に収容される全ての型に対して均等に生コンクリートを投入することができる。また、バケットと型保持部の間に補助ホッパを介在させることで、バケットから供給される生コンクリートを補助ホッパで一旦受け取ることができるため、バケットの個数や位置が複数の型に対応していない場合であっても、全ての型に対して均等に生コンクリートを投入することができる。
また、本発明の第2の局面によれば、上記コンクリート製品成形装置において、補助ホッパは、受け取った生コンクリートの高さを均すための手段を有する。これにより、全ての型に対して迅速かつ確実に、均等に生コンクリートを投入できる。
また、本発明の第3の局面によれば、上記コンクリート製品成形装置において、補助ホッパの底面は長辺を有し、該長辺は全幅を規定する。また、本発明の第4の局面によれば、上記コンクリート製品成形装置において、型収容部分の幅の方向と直交する方向における中央部付近と、該直交する方向における補助ホッパの底面の中央部付近とが鉛直方向において重なり、補助ホッパの底面は、その中央部付近から徐々に開口面積が大きくなるように開口する。また、本発明の第5の局面によれば、上記コンクリート製品成形装置において、補助ホッパの底面は、その全体が開口する。
これらの構成は、全ての型に対して生コンクリートを均一かつ効率的に投入することに資する。
これらの構成は、全ての型に対して生コンクリートを均一かつ効率的に投入することに資する。
また、本発明の第6の局面によれば、上記コンクリート製品成形装置において、補助ホッパは、型保持部と鉛直方向に重なる位置と重ならない位置との間を移動可能である。このような構成によれば、補助ホッパを型保持部と鉛直方向に重なる位置とする使用態様では、上述した、多様な幅を有する複数の型へ生コンクリートを均等に投入するという補助ホッパの効果を奏することができる。一方で、バケットと型とが一対一対応となっている場合には、補助ホッパを型保持部の鉛直方向に重ならない位置とすることで、バケットからの生コンクリートを直接型に投入でき、効率的である。
図1は、本発明の実施形態に係るコンクリート製品成形装置1の側面図である。コンクリート製品成形装置1は、供給ホッパ10、スクリューコンベア20、バケット30、補助ホッパ装置40、型保持部50を有する。コンクリート製品成形装置1は、型保持部50に載置されて搬送されるコンクリート製品用の型60に対して生コンクリートを投入してコンクリート製品を成形するための装置である。なお、図1において、各機器を支持するための架台や吊り上げるためのホイスト等は、一部を除いて図示を省略している。
供給ホッパ10は内部に羽根車(図示せず)を有し、羽根車は、羽根車用モータ11により回転可能である。供給ホッパ10は、その内部に貯留した生コンクリートを羽根車の回転により下段のスクリューコンベア20に供給する。
スクリューコンベア20は内部にスクリュー(図示せず)を有し、供給ホッパ10から受け取った生コンクリートを、スクリュー駆動モータ21によりスクリューを回転させることで下段のバケット30へと投入する(図1中の矢印アを参照)。本実施形態においては、バケット30に対して生コンクリートを供給するフィーダを供給ホッパ10とスクリューコンベア20により構成したが、フィーダの構成はこれに何ら限定されない。
スクリューコンベア20は内部にスクリュー(図示せず)を有し、供給ホッパ10から受け取った生コンクリートを、スクリュー駆動モータ21によりスクリューを回転させることで下段のバケット30へと投入する(図1中の矢印アを参照)。本実施形態においては、バケット30に対して生コンクリートを供給するフィーダを供給ホッパ10とスクリューコンベア20により構成したが、フィーダの構成はこれに何ら限定されない。
図2Aは、本実施形態に係るコンクリート製品成形装置1の正面図である。コンクリート製品用の型60として、図2AではU字側溝用の型60をその断面により示す。図2Aに示すように、本例では1つの供給ホッパ10の排出側に4つのスクリューコンベア20がフレーム22により取り付けられており、各スクリューコンベア20の排出側にバケット30が各一つずつ配置されている。各スクリュー駆動モータ21の回転を制御することで、対応するスクリューコンベア20からの生コンクリートの排出量および排出速度を制御できるものとしてもよい。各スクリューコンベア20は、その排出口を開閉するためのシャッターを有してもよい。
図2Bは、バケット30と、それに対応する型60のみを示す図である。型60は断面により示している。バケット30はバケット本体31、バケット蓋32、バケット蓋駆動モータ33、バケットバイブレータ34からなる。バケット蓋32はバケット蓋駆動モータ33により開閉駆動させられる。図2Bに示すようにバケット蓋32が開くと、バケット本体31の下部開口(図示せず)から生コンクリートが型60の生コンクリート投入用の凹部61に対して投入される(図2B中の矢印イを参照)。
図2Aに示す型60を用いたコンクリート製品成形の例においては、型保持部50に載置した4つの型60を、4つのバケット30のそれぞれの鉛直方向下部に位置させる。各バケット30には所定量の生コンクリートが供給される。次に、図2Bのようにバケット蓋32を開いて、各型60に対して生コンクリートを投入する。各型60への所定量の生コンクリートの投入が完了すると、4つの型60は型保持部50下部のローラ51を用いて型保持部50ごと図2Aの横方向に移動させられる。そして、次の4つ一組の型60がそれぞれ対応するバケット30の鉛直方向下部に位置させられ、これらの型60に対して同様に生コンクリートの投入が行われる。このように順次、バケット30から型60に対する生コンクリートの投入が行われる。
バケットバイブレータ34は、バケット本体31に対して振動を与えることで、バケット30からの生コンクリートの排出を促進する。バケット30は、重量センサ等の生コンクリート計量装置を備えてもよい。
バケットバイブレータ34は、バケット本体31に対して振動を与えることで、バケット30からの生コンクリートの排出を促進する。バケット30は、重量センサ等の生コンクリート計量装置を備えてもよい。
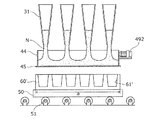
図3Aは、補助ホッパ装置40およびその周辺の装置を示す正面図である。図示するように、補助ホッパ装置40はケース41を有し、ケース41は、懸架アーム42およびローラ装置43を介して架台の梁70から懸架されている。ローラ装置43が梁70上を水平方向に走行することで、補助ホッパ装置40は水平方向(すなわち、図1における左右方向)に移動することができる。
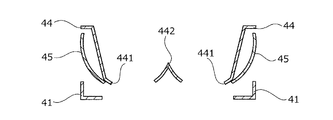
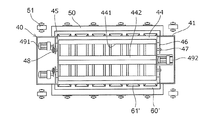
図3Bは、補助ホッパ装置40の正面視部分断面図(図1中の点線IIIB−IIIBで示す部分)であり、図3Cは補助ホッパ装置40の平面図である(ただし、懸架アーム42、ローラ装置43は図示を省略している)。補助ホッパ装置40はケース41の内部に補助ホッパ44を有する。補助ホッパ44とケース41とは部分的に接続され一体化されている。補助ホッパ44は下部に2つの開口441を有し、各開口441を開閉するための2枚の下部蓋45を有する。
各下部蓋45は、両端にアーム板46を有し、各アーム板46は、補助ホッパ44の両端面からそれぞれ突出する回転軸47に対して回動可能に挿嵌されている。各下部蓋45の一方のアーム板46にはスプロケット48が一体化されており、スプロケット48はアーム板46と同様に回転軸47に対して同心状かつ回動可能に取り付けられる。補助ホッパ装置40は、ケース41に取り付けられた蓋開閉用モータ491を有し、蓋開閉用モータ491がスプロケット48をチェーン駆動することにより、下部蓋45が開閉可能となっている。補助ホッパ44には補助ホッパバイブレータ492が取り付けられている。
図4Aは、本実施形態に係るコンクリート製品成形装置1の補助ホッパ装置40の側面視部分断面図(図3B中の一点鎖線IVA−IVAにより示す部分)であり、下部蓋45が閉じた状態を示す。図4Bは、補助ホッパ装置40の同じ部分を示す側面視部分断面図であり、下部蓋45が開いた状態を示す。図5Aは、補助ホッパ装置40の断面図(図3A中の一点鎖線VA−VAにより示す断面)であり、下部蓋45が閉じた状態を示す。図5Bは、補助ホッパ装置40の同じ部分の断面を示す断面図であり、下部蓋45が開いた状態を示す。図5Bに示すように、下部蓋45が開状態となったときにケース41と干渉しないように、ケース41の側面には開口が設けられている。補助ホッパ44の2つの開口441の間には中央部材442が延在し、下部蓋45と中央部材442とが接することで開口441が閉じ、下部蓋45と中央部材442とが離れることで開口441が開く。
次に、コンクリート製品成形装置1の、図1の例とは別の使用態様を図6A〜図8Cに基づいて説明する。図6A〜図8Cに示す使用態様においては、図1のU字側溝用の型60に代えて、別の型60’(例えば、路側帯ブロック用の型)を用いたコンクリート製品の成形を行う。すなわち、別の型60’として、図6Bに示すように、バケット30の数および位置に対して、生コンクリート投入用の凹部61’の数や位置が対応していない型を用いる。本例においては、バケット30が4つであるのに対して、型60’の生コンクリート投入用の凹部61’が幅方向(図6Bの左右方向、すなわち、両矢印aで示す方向)の6か所に形成されている。図6Bにおいては型60’を断面図により示す。型保持部50のうち、型60’を載置する部分(図6Bにおいて両矢印aで示す部分)を型収容部分と呼ぶこととする。図6Cは型保持部50と型60’を上から見た平面図である。型60’の各凹部61’は幅方向と直交する方向(両矢印bで示す方向)に延在し、延在する方向を長さ方向と呼ぶこととする。
このような場合、図6A、図6Bに示すように、供給ホッパ10、スクリューコンベア20およびバケット30を、ホイスト等(図示せず)で所定距離持ち上げる。そして、補助ホッパ装置40を移動させてバケット30と型60’の間に配置する。こうして、成形時にバケット30から排出される生コンクリートを、補助ホッパ装置40の補助ホッパ44にて一旦受け取るようにする。
図5Aのように下部蓋45を閉じた状態で、所定量の生コンクリートNを補助ホッパ44で受け取り(図7A参照)、一時貯留する(図7B参照)。そして、所定時間静置することで、貯留した生コンクリートNの高さを均一化する(図7C参照)。その際、補助ホッパバイブレータ492を駆動することにより、生コンクリートNの高さの均一化を促進してもよい。その後、図5Bのように下部蓋45を開放することで、補助ホッパ44の底面の開口441から生コンクリートNが型60’に対して投下される(図7D参照)。
このように、補助ホッパ44内で生コンクリートNの高さが均一化され、型保持部50のうち、型収容部分の幅(図7Aにおいて両矢印aで示す幅)の略全体が、補助ホッパ44の底面と鉛直方向において重なっていることから、補助ホッパ44から投下される生コンクリートが型60’の各凹部61’に対して均等に投入されることとなる。
仮に、補助ホッパ44を介さずに4つのバケット30から型60’に対して生コンクリートを直接投入すると、バケット30の排出口と各凹部61’との位置関係が一定でないため、各凹部61’に投入される生コンクリートの量がばらついてしまう可能性がある。この点、本実施形態に係るコンクリート製品成形装置1によれば、上述したように補助ホッパ44を用いることで、各凹部61’に投入される生コンクリート量のばらつきを解消できる。
図8Aは、図6A、図6Bの状態における補助ホッパ装置40および型60’を上から見た図である。図8Aの補助ホッパ装置40の下部蓋45は図5Aのように閉じた状態となっている。図8Aに示すように、本使用態様においては、型60’の型収容部分の長さ方向(図6Cにおいて両矢印bにより示す方向)における中央部付近と、該長さ方向と同じ方向における補助ホッパ44の底面の中央部付近とが鉛直方向において重なるように配置される。そして、図8Bに示すように、補助ホッパ44の底面がその中央部付近から開口することにより、生コンクリートが型60’の各凹部61’の長さ方向の中央部付近から投入される始めることとなる。各凹部61’の長さ方向の中央部付近に投入された生コンクリートは徐々に両端に向かって広がっていくため、各凹部61’の長さ方向の中央部付近以外の部分(例えば端部付近)から生コンクリートが投入され始める場合と比べて、各凹部61’内に生コンクリートが行きわたり、その高さが均一になるまでの時間を短縮できる。図8Cは図5Bのように下部蓋45が完全に開いた状態を示す平面図である。
以上の説明における各部材や型および型の凹部の数は一例に過ぎず、上記以外の数とすることも可能である。補助ホッパ44の底面の中央部付近に非開口部分である中央部材442を形成したが、これを無くして、下部蓋45同士が直接接することで補助ホッパ44の底部を閉状態とするものとしてもよい。下部蓋45は曲面状になっているものに限らず、平面状になっていてもよい。その場合、水平方向にスライドする構成を採用してもよい。下部蓋45は、下方に観音開きの態様で開くものとしてもよい。下部蓋45の枚数は2枚に限らず、その他の枚数でもよく、それに応じて、補助ホッパ44の底面に形成される開口441の数も任意に設定可能である。
本発明は上記発明の実施形態やその変形例の説明に何ら限定されるものではない。特許請求の範囲を逸脱せず、当業者が容易に想到できる範囲で種々の変形態様もこの発明に含まれる。
1 コンクリート製品成形装置
10 供給ホッパ(フィーダ)
11 羽根車用モータ
20 スクリューコンベア(フィーダ)
21 スクリュー駆動モータ
22 フレーム
30 バケット
31 バケット本体
32 バケット蓋
33 バケット蓋駆動モータ
34 バケットバイブレータ
40 補助ホッパ装置
41 ケース
42 懸架アーム
43 ローラ装置
44 補助ホッパ
441 開口
442 中央部材
45 下部蓋
46 アーム板
47 回転軸
48 スプロケット
491 蓋開閉用モータ
492 補助ホッパバイブレータ
50 型保持部
51 ローラ
60、60’ 型
61、61’ 凹部
70 梁
10 供給ホッパ(フィーダ)
11 羽根車用モータ
20 スクリューコンベア(フィーダ)
21 スクリュー駆動モータ
22 フレーム
30 バケット
31 バケット本体
32 バケット蓋
33 バケット蓋駆動モータ
34 バケットバイブレータ
40 補助ホッパ装置
41 ケース
42 懸架アーム
43 ローラ装置
44 補助ホッパ
441 開口
442 中央部材
45 下部蓋
46 アーム板
47 回転軸
48 スプロケット
491 蓋開閉用モータ
492 補助ホッパバイブレータ
50 型保持部
51 ローラ
60、60’ 型
61、61’ 凹部
70 梁
Claims (6)
- 生コンクリートを供給するフィーダと、
前記フィーダから供給される前記生コンクリートを受け取るバケットと、
前記バケットから供給される前記生コンクリートを受け取る補助ホッパと、
型を収容するための型収容部分を有する型保持部と、を備えるコンクリート製品成形装置であって、
前記型保持部は、前記補助ホッパの下部に配置され、前記型収容部分の幅の略全体が、前記補助ホッパの底面と鉛直方向において重なり、
前記補助ホッパの底面は、その全幅にわたって開口する、コンクリート製品成形装置。 - 前記補助ホッパは、受け取った前記生コンクリートの高さを均すための手段を有する、請求項1に記載のコンクリート製品成形装置。
- 前記補助ホッパの底面は長辺を有し、該長辺は前記全幅を規定する、請求項1または請求項2に記載のコンクリート製品成形装置。
- 前記型収容部分の幅の方向と直交する方向における中央部付近と、該直交する方向における前記補助ホッパの底面の中央部付近とが鉛直方向において重なり、
前記補助ホッパの底面は、その中央部付近から徐々に開口面積が大きくなるように開口する、請求項1〜3のいずれか一項に記載のコンクリート製品成形装置。 - 前記補助ホッパの底面は、その全体が開口する、請求項1〜4のいずれか一項に記載のコンクリート製品成形装置。
- 前記補助ホッパは、前記型保持部と鉛直方向に重なる位置と重ならない位置との間を移動可能である、請求項1〜5のいずれか一項に記載のコンクリート製品成形装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016022953A JP2017140747A (ja) | 2016-02-09 | 2016-02-09 | コンクリート製品成形装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016022953A JP2017140747A (ja) | 2016-02-09 | 2016-02-09 | コンクリート製品成形装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017140747A true JP2017140747A (ja) | 2017-08-17 |
Family
ID=59628182
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016022953A Pending JP2017140747A (ja) | 2016-02-09 | 2016-02-09 | コンクリート製品成形装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017140747A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108394002A (zh) * | 2018-03-16 | 2018-08-14 | 四川省星光钢结构有限公司 | 基于轻质墙板制造时的辅助装置 |
| CN112606189A (zh) * | 2020-12-15 | 2021-04-06 | 安徽晶宫绿建集团有限公司 | 一种预制件的加工处理装置 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06238646A (ja) * | 1993-02-19 | 1994-08-30 | Kurosaki Refract Co Ltd | 成形用粉粒体配合物のセグリゲーション防止方法 |
| JPH10100117A (ja) * | 1996-05-20 | 1998-04-21 | Norihiro Umezawa | コンクリート二次製品の製造方法並びにフレッシュコンクリートの品質管理された製造及び施工方法 |
| JPH11216716A (ja) * | 1998-01-31 | 1999-08-10 | Matsuoka Concrete Kogyo Kk | 生コンクリート投入装置 |
-
2016
- 2016-02-09 JP JP2016022953A patent/JP2017140747A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06238646A (ja) * | 1993-02-19 | 1994-08-30 | Kurosaki Refract Co Ltd | 成形用粉粒体配合物のセグリゲーション防止方法 |
| JPH10100117A (ja) * | 1996-05-20 | 1998-04-21 | Norihiro Umezawa | コンクリート二次製品の製造方法並びにフレッシュコンクリートの品質管理された製造及び施工方法 |
| JPH11216716A (ja) * | 1998-01-31 | 1999-08-10 | Matsuoka Concrete Kogyo Kk | 生コンクリート投入装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108394002A (zh) * | 2018-03-16 | 2018-08-14 | 四川省星光钢结构有限公司 | 基于轻质墙板制造时的辅助装置 |
| CN112606189A (zh) * | 2020-12-15 | 2021-04-06 | 安徽晶宫绿建集团有限公司 | 一种预制件的加工处理装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69923586D1 (de) | Formverfahren und -apparat | |
| JP2017140747A (ja) | コンクリート製品成形装置 | |
| BR112013031166B1 (pt) | dispositivo para produzir blocos de concreto e método para produzir blocos de concreto de, pelo menos, duas cores | |
| JP2011079120A (ja) | ショットブラスト方法およびその設備 | |
| JP2012096910A (ja) | 乾麺線の投入装置 | |
| WO2019004716A1 (ko) | 중, 대형 사형 전용 연속 자동화 제조시스템 | |
| CN205952953U (zh) | 一种带有振动器的卸料机 | |
| US2396999A (en) | Block molding machine | |
| JP3690705B2 (ja) | 組合せ計量装置 | |
| CN214454649U (zh) | 一种自动铺料机 | |
| CN209794043U (zh) | 振动式预制构件加工设备 | |
| KR101489455B1 (ko) | 합성고무 계량장치 | |
| CN211541714U (zh) | 混凝土预制构件布料装置及系统 | |
| CN110524706B (zh) | 混凝土预制构件布料系统及方法 | |
| JP4080241B2 (ja) | 物品供給装置 | |
| KR20090060838A (ko) | 열처리용 밸브 자동 공급장치 | |
| JP6653561B2 (ja) | 負圧防止用ダンパ及びこれを備えた生コンクリート製造装置 | |
| JP2007211281A (ja) | 連続式熱処理設備のワーク供給装置およびワーク供給方法 | |
| CN221458045U (zh) | 一种振动自动灌装机 | |
| CN221190775U (zh) | 一种实现铺料结构的烤房外置装置 | |
| CN220593614U (zh) | 一种配料装置 | |
| JPH0631378A (ja) | 鋳物砂の混練装置 | |
| KR101288855B1 (ko) | 턴테이블 멀티 디버터 | |
| JPH1024409A (ja) | 金属片入りコンクリートの攪拌装置 | |
| JPH0911211A (ja) | コンクリート材の均し装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180928 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190531 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190611 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20191210 |