JP2016221237A - 吸収性物品 - Google Patents
吸収性物品 Download PDFInfo
- Publication number
- JP2016221237A JP2016221237A JP2015247081A JP2015247081A JP2016221237A JP 2016221237 A JP2016221237 A JP 2016221237A JP 2015247081 A JP2015247081 A JP 2015247081A JP 2015247081 A JP2015247081 A JP 2015247081A JP 2016221237 A JP2016221237 A JP 2016221237A
- Authority
- JP
- Japan
- Prior art keywords
- fiber
- absorbent article
- surface side
- fiber layer
- nonwoven fabric
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 230000002745 absorbent Effects 0.000 title claims abstract description 206
- 239000002250 absorbent Substances 0.000 title claims abstract description 206
- 239000000835 fiber Substances 0.000 claims abstract description 402
- 239000004745 nonwoven fabric Substances 0.000 claims abstract description 134
- 229920005992 thermoplastic resin Polymers 0.000 claims abstract description 82
- 229920000742 Cotton Polymers 0.000 claims abstract description 72
- 230000002209 hydrophobic effect Effects 0.000 claims abstract description 15
- 239000006096 absorbing agent Substances 0.000 claims description 117
- 230000002093 peripheral effect Effects 0.000 claims description 54
- 230000035699 permeability Effects 0.000 claims description 18
- 238000003825 pressing Methods 0.000 claims description 11
- 238000005304 joining Methods 0.000 claims description 8
- 239000011800 void material Substances 0.000 claims description 5
- 239000010410 layer Substances 0.000 description 190
- 238000000034 method Methods 0.000 description 26
- 210000002700 urine Anatomy 0.000 description 24
- 239000012530 fluid Substances 0.000 description 23
- 238000007493 shaping process Methods 0.000 description 23
- 239000002131 composite material Substances 0.000 description 21
- 239000007788 liquid Substances 0.000 description 21
- 238000004519 manufacturing process Methods 0.000 description 20
- 229920000139 polyethylene terephthalate Polymers 0.000 description 17
- 239000005020 polyethylene terephthalate Substances 0.000 description 17
- 230000029142 excretion Effects 0.000 description 16
- 239000004698 Polyethylene Substances 0.000 description 15
- 229920000573 polyethylene Polymers 0.000 description 15
- 238000010438 heat treatment Methods 0.000 description 14
- 230000008569 process Effects 0.000 description 14
- 238000009960 carding Methods 0.000 description 13
- 230000000052 comparative effect Effects 0.000 description 12
- 238000010521 absorption reaction Methods 0.000 description 10
- 239000000463 material Substances 0.000 description 8
- 230000005068 transpiration Effects 0.000 description 7
- 238000005520 cutting process Methods 0.000 description 6
- 238000002844 melting Methods 0.000 description 6
- 230000008018 melting Effects 0.000 description 6
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 6
- 230000000717 retained effect Effects 0.000 description 5
- 239000000853 adhesive Substances 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 239000002657 fibrous material Substances 0.000 description 4
- 239000000203 mixture Substances 0.000 description 4
- -1 polyethylene Polymers 0.000 description 4
- 229920000247 superabsorbent polymer Polymers 0.000 description 4
- 230000009471 action Effects 0.000 description 3
- 239000000654 additive Substances 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 230000032798 delamination Effects 0.000 description 3
- 238000004049 embossing Methods 0.000 description 3
- 230000008020 evaporation Effects 0.000 description 3
- 238000001704 evaporation Methods 0.000 description 3
- 239000007791 liquid phase Substances 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 239000012071 phase Substances 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- 239000004094 surface-active agent Substances 0.000 description 3
- 239000004831 Hot glue Substances 0.000 description 2
- 206010021639 Incontinence Diseases 0.000 description 2
- CSNNHWWHGAXBCP-UHFFFAOYSA-L Magnesium sulfate Chemical compound [Mg+2].[O-][S+2]([O-])([O-])[O-] CSNNHWWHGAXBCP-UHFFFAOYSA-L 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 239000012790 adhesive layer Substances 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 238000010494 dissociation reaction Methods 0.000 description 2
- 230000005593 dissociations Effects 0.000 description 2
- 239000005038 ethylene vinyl acetate Substances 0.000 description 2
- 239000004744 fabric Substances 0.000 description 2
- 229920001903 high density polyethylene Polymers 0.000 description 2
- 239000004700 high-density polyethylene Substances 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 239000000047 product Substances 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 238000011144 upstream manufacturing Methods 0.000 description 2
- SGHZXLIDFTYFHQ-UHFFFAOYSA-L Brilliant Blue Chemical compound [Na+].[Na+].C=1C=C(C(=C2C=CC(C=C2)=[N+](CC)CC=2C=C(C=CC=2)S([O-])(=O)=O)C=2C(=CC=CC=2)S([O-])(=O)=O)C=CC=1N(CC)CC1=CC=CC(S([O-])(=O)=O)=C1 SGHZXLIDFTYFHQ-UHFFFAOYSA-L 0.000 description 1
- UXVMQQNJUSDDNG-UHFFFAOYSA-L Calcium chloride Chemical compound [Cl-].[Cl-].[Ca+2] UXVMQQNJUSDDNG-UHFFFAOYSA-L 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 241000287463 Phalacrocorax Species 0.000 description 1
- 229920000297 Rayon Polymers 0.000 description 1
- XSQUKJJJFZCRTK-UHFFFAOYSA-N Urea Chemical compound NC(N)=O XSQUKJJJFZCRTK-UHFFFAOYSA-N 0.000 description 1
- 230000003187 abdominal effect Effects 0.000 description 1
- 239000012298 atmosphere Substances 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000037237 body shape Effects 0.000 description 1
- 239000001110 calcium chloride Substances 0.000 description 1
- 229910001628 calcium chloride Inorganic materials 0.000 description 1
- 239000004202 carbamide Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 239000012784 inorganic fiber Substances 0.000 description 1
- 238000004898 kneading Methods 0.000 description 1
- 210000002414 leg Anatomy 0.000 description 1
- 229910052943 magnesium sulfate Inorganic materials 0.000 description 1
- 235000019341 magnesium sulphate Nutrition 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 238000013508 migration Methods 0.000 description 1
- 230000005012 migration Effects 0.000 description 1
- 239000005445 natural material Substances 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 239000012466 permeate Substances 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 229920006122 polyamide resin Polymers 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 239000004626 polylactic acid Substances 0.000 description 1
- 229920005672 polyolefin resin Polymers 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 239000002964 rayon Substances 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- 239000011780 sodium chloride Substances 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 210000000689 upper leg Anatomy 0.000 description 1
- 238000009736 wetting Methods 0.000 description 1
- 210000002268 wool Anatomy 0.000 description 1
Images









Landscapes
- Absorbent Articles And Supports Therefor (AREA)
Abstract
【課題】本発明は、表面シートとしてコットンを含む不織布を使用した吸収性物品において、着用者に濡れた状態を知覚させたり、蒸れなどを感じさせたりして、着用者に不快感を生じさせるようなことが起こりにくい吸収性物品を提供するものである。【解決手段】本発明の吸収性物品は、表面シートが、コットン及び熱可塑性樹脂繊維から構成される第1繊維層と、疎水性の熱可塑性樹脂繊維から構成される第2繊維層とを含む、少なくとも2層の繊維層からなる不織布であり、前記不織布は、前記肌対向面側の面であって前記第2繊維層により形成される第1面と、前記非肌対向面側の面であって前記吸収体と対向する第2面と、を有するとともに、前記不織布は、前記第1面の方向に向けて突出する複数の凸部と、隣り合う前記凸部の間に設けられ、前記第2面の方向に向けて窪む複数の凹部と、を備えていて、前記凸部は、前記不織布の第2面が面する空隙部を有するものである。【選択図】図3
Description
本発明は、使い捨ておむつや生理用ナプキン、失禁パッド等の吸収性物品に関する。
使い捨ておむつや生理用ナプキン等の吸収性物品において、天然素材による安心感を得る等のために、表面シート等の構成部材として、天然繊維であるコットンを含むコットン不織布を使用した吸収性物品が検討されている。
そのような吸収性物品として、例えば、特許文献1には、表面シートをコットン不織布によって構成するとともに、該表面シートの下層であって前記吸収体との間に、前記コットン不織布よりも低繊維密度でかつ親水性を有する熱融着性繊維シートを介在させ、これらの積層状態で表面側から多数のエンボスが施された吸収性物品が提案されている。この特許文献1に開示された吸収性物品によれば、柔軟性を損なうことなく、表面シートに吸収された水分を素早く内部に浸透させることができるとされている。
しかしながら、特許文献1に開示された吸収性物品のように、吸収体の上面に保水性の高いコットン不織布が表面シートとして設けられていると、前記吸収体に吸収された尿などの排泄液が蒸発等により湿気として前記吸収体から放出されたときに、前記吸収体の上面に設けられたコットン不織布に吸収・保持されてしまうため、着用者に濡れた状態を知覚させたり、蒸れなどを感じさせたりして、不快感を生じさせるおそれがあった。
そこで、本発明は、表面シートとしてコットンを含む不織布を使用した吸収性物品において、着用者に濡れた状態を知覚させたり、蒸れなどを感じさせたりして、着用者に不快感を生じさせるようなことが起こりにくい吸収性物品を提供することを目的とする。
本発明の一態様(態様1)の吸収性物品は、着用者の肌対向面側に位置する液透過性の表面シートと、着用者の非肌対向面側に位置する液不透過性の裏面シートと、これら両シートの間に位置する吸収体とを含む吸収性物品であって、前記表面シートは、コットン及び熱可塑性樹脂繊維から構成される第1繊維層と、疎水性の熱可塑性樹脂繊維から構成される第2繊維層とを含む、少なくとも2層の繊維層からなる不織布であり、前記不織布は、前記肌対向面側の面であって前記第2繊維層により形成される第1面と、前記非肌対向面側の面であって前記吸収体と対向する第2面とを有し、前記不織布は、前記第1面の方向に向けて突出する複数の凸部と、隣り合う前記凸部の間に設けられ、前記第2面の方向に向けて窪む複数の凹部とを備えていて、前記凸部は、前記不織布の第2面が面する空隙部を有している。
この態様1の吸収性物品によれば、表面シートが、コットン及び熱可塑性樹脂繊維から構成される第1繊維層と、疎水性の熱可塑性樹脂繊維から構成される第2繊維層とを含む、少なくとも2層の繊維層からなる不織布であり、該不織布は、第1面側に突出する複数の凸部と第2面側に窪む複数の凹部とを備えていて、前記凸部は、前記不織布の第2面が面する空隙部を有しているので、吸収体に吸収された着用者の尿などの排泄液が、蒸発等によって湿気として前記吸収体から放出されたとしても、当該湿気を、前記第1繊維層のコットンにおいて吸収・保持するとともに、前記空隙部において湿気の状態で留めるため(すなわち、空隙部を高湿状態とするため)、前記空隙部内の湿気(気相)と前記吸収体に吸収・保持されている排泄液(液相)との間で気液平衡のような状態が形成され、前記吸収体からこれ以上の湿気が放出されるのを抑制することができる。
さらに、前記不織布は、着用者の肌対向面となる第1面が前記第2繊維層により形成されているので、前記第1繊維層のコットンに吸収・保持された尿などの排泄液を、着用者の肌面に接触しにくくすることができる。
したがって、態様1の吸収性物品は、着用者に濡れた状態を知覚させたり、蒸れなどを感じさせたりして、着用者に不快感を生じさせるようなことが起こりにくい。
さらに、前記不織布は、着用者の肌対向面となる第1面が前記第2繊維層により形成されているので、前記第1繊維層のコットンに吸収・保持された尿などの排泄液を、着用者の肌面に接触しにくくすることができる。
したがって、態様1の吸収性物品は、着用者に濡れた状態を知覚させたり、蒸れなどを感じさせたりして、着用者に不快感を生じさせるようなことが起こりにくい。
本発明の別の態様(態様2)の吸収性物品は、前記態様1の吸収性物品において、前記裏面シートが通気性を有している。
この態様2の吸収性物品によれば、液不透過性の裏面シートが通気性を有しているので、吸収体から非肌対向面側に放出される湿気を、裏面シートを介して放出させることができ、吸収性物品内に或いは吸収性物品と着用者の肌面との間に留まる湿気を低減させることができる。
したがって、態様2の吸収性物品は、着用者に蒸れなどをより感じにくくさせることができる。
したがって、態様2の吸収性物品は、着用者に蒸れなどをより感じにくくさせることができる。
本発明の更に別の態様(態様3)の吸収性物品は、前記態様1又は2の吸収性物品において、前記第1繊維層に、コットンによる繊維塊を含んでいる。
この態様3の吸収性物品によれば、前記不織布の第2面(非肌対向面)側に配置された第1繊維層に、コットンによる繊維塊を含んでいるので、前記吸収体から放出された湿気(排泄液)を、上記第1繊維層内のコットンによる繊維塊において集中的に(スポット的に)吸収・保持し、前記第1繊維層の面方向において湿気を吸収・保持した部分の面積を小さくする(スポット的にする)ことができるため、前記第1繊維層の第1面側から放出される湿気の量を最小限に抑えることができる。その結果、前記吸収体から放出された湿気を前記凸部の空隙部に効果的に封じ込めることができる。
本発明の更に別の態様(態様4)の吸収性物品は、態様1〜3のいずれかの吸収性物品において、前記吸収性物品が、前記裏面シートの前記非肌対向面側に裏面フィルムを有していて、該裏面フィルムは、前記裏面シートよりも低い通気度を有している。
この態様4の吸収性物品によれば、前記裏面シートの前記非肌対向面側に、該裏面シートよりも通気度の低い裏面フィルムを有していることによって、前記裏面シートから前記裏面フィルムにかけて通気度が低くなるという通気度勾配が形成されるため、吸収体から非肌対向面側(すなわち、裏面シート側)へ放出された湿気が、前記裏面シートを介して前記裏面フィルムへと引き込まれやすく、更には吸収性物品の外部へと抜けやすくなる。その結果、吸収体から肌対向面側(すなわち、裏面シートとは反対側)に放出される湿気を低減させることができ、着用者に蒸れなどをより感じにくくさせることができる。
本発明の更に別の態様(態様5)の吸収性物品は、態様1〜4のいずれかの吸収性物品において、前記凸部が、前記不織布の前記第1面において第1方向に延設され且つ前記第1方向と直交する第2方向に予め定めた間隔で設けられ、前記凹部が、前記第1方向に延設され且つ前記第2方向において隣り合う前記凸部の間に設けられていて、さらに、前記凹部は、前記凸部の頂部における前記第1面側の位置よりも前記第2面側に位置する第1底部を備えた第1凹部と、前記第1凹部内において前記第1方向に不連続に設けられた、前記第1底部から前記第2面の方向に向けて窪む複数の第2凹部と、を有し、前記第2凹部は、前記第1底部から前記第2面側の方向に延設された周壁部と、前記周壁部の前記第2面側の端部にその端部を塞ぐように設けられた、前記不織布の中で最も高い繊維密度を有する第2底部とを備えている。
この態様5の吸収性物品は、前記表面シートを構成する不織布において、隣り合う凸部の間に位置する前記第2凹部の第2底部における繊維密度が前記不織布の中で最も高くなるように構成されていて、前記不織布の厚さ方向において、相対的に繊維密度の低い凸部から繊維密度の最も高い第2凹部の第2底部にかけて密度勾配が存在する構造を有しているため、前記不織布の第1面側から供給された尿などの排泄液が、前記凸部から前記第2凹部の第2底部へとスポット的に引き込まれやすく、表面シートとして優れた吸収性(特に、吸収速度や液移行性等)を発揮させることができるとともに、前記吸収体から放出された湿気が、前記不織布の第2面側から第1面側へ向かって移行しにくくなる。その結果、吸収体から放出された湿気を前記凸部の空隙部に効果的に封じ込めることができ、着用者に蒸れなどをより一層感じにくくさせることができる。
また、繊維層中に含まれるコットンの量が多くなると、コットンの剛性によって繊維層の柔軟性が低下してしまい、当該繊維層を含む積層不織布のクッション性や肌触り、身体形状への追従性などが損なわれるおそれがあるが、前記態様5の吸収性物品によれば、着用者の肌に触れやすい前記凸部及び前記第1凹部の繊維密度が相対的に低いこと、着用者の肌に最も触れやすい部分が接触面積の小さい前記凸部の頂部であること、並びに、不織布の第1面側から掛かる厚さ方向の応力を、前記第1凹部が前記第2面側に撓むことによって緩衝することができることから、表面シートがコットンを含む不織布から構成されていても、十分に柔軟性を確保することができる。
また、繊維層中に含まれるコットンの量が多くなると、コットンの剛性によって繊維層の柔軟性が低下してしまい、当該繊維層を含む積層不織布のクッション性や肌触り、身体形状への追従性などが損なわれるおそれがあるが、前記態様5の吸収性物品によれば、着用者の肌に触れやすい前記凸部及び前記第1凹部の繊維密度が相対的に低いこと、着用者の肌に最も触れやすい部分が接触面積の小さい前記凸部の頂部であること、並びに、不織布の第1面側から掛かる厚さ方向の応力を、前記第1凹部が前記第2面側に撓むことによって緩衝することができることから、表面シートがコットンを含む不織布から構成されていても、十分に柔軟性を確保することができる。
本発明の更に別の態様(態様6)の吸収性物品は、態様5の吸収性物品において、前記第2凹部の前記第2方向におけるピッチが2.0mm以下である。
この態様6の吸収性物品によれば、前記第2凹部の前記第2方向におけるピッチが2.0mm以下であることにより、前記不織布の第1面側から供給された尿などの排泄液が、隣り合う凸部の間に配設された前記第2凹部の第2底部へとスポット的により引き込まれやすくなるため、上記態様5の吸収性物品によって奏される効果をより一層発揮させることができる。さらに、態様6の吸収性物品においては、第1繊維層内のコットンが、前記第2凹部の第2底部に保持されやすくなるため、前記第2底部において繊維層の分裂等を生じにくくすることができ、不織布(表面シート)を強度の優れたものとすることができる。
本発明の更に別の態様(態様7)の吸収性物品は、態様1〜6のいずれかの吸収性物品において、前記凸部が、前記不織布の前記第1面の第1方向に延設され且つ前記第1方向と直交する第2方向に予め定めた間隔で設けられていて、前記凸部は、前記吸収体の前記第1方向における少なくとも一方の端縁まで又は前記少なくとも一方の端縁を超えて延設されている。
この態様7の吸収性物品によれば、前記吸収体の肌対向面側から放出される湿気だけではなく、前記吸収体の第1方向における端縁(側面)から放出される湿気に対しても、前記凸部の空隙部に封じ込めることができるため、着用者に蒸れなどをより一層感じにくくさせることができる。
本発明の更に別の態様(態様8)の吸収性物品は、態様1〜7のいずれかの吸収性物品において、前記吸収体が、前記非肌対向面側の面に圧搾部を有している。
この態様8の吸収性物品は、吸収体の非肌対向面側の面に圧搾部を有していて、前記吸収体に吸収された排泄液が、前記圧搾部に溜まりやすく、前記吸収体の肌対向面側の面には残りにくくなるため、前記吸収体から肌対向面側に放出される湿気を低減させることができ、着用者に蒸れなどをより一層感じにくくさせることができる。
本発明の更に別の態様(態様9)の吸収性物品は、態様8の吸収性物品において、当該吸収性物品が、互いに直交する長手方向、幅方向及び厚さ方向を有し、前記圧搾部が、前記吸収体の非肌対向面側の面において前記長手方向及び/又は前記幅方向に延びる線状圧搾部として設けられていて、前記吸収体は、肌対向面側の面において互いに離間する複数の点状圧搾部を有している。
この態様9の吸収性物品は、前記吸収体の非肌対向面側の面において前記長手方向及び/又は前記幅方向に延びる線状圧搾部を有していて、前記吸収体に吸収された排泄液が、前記長手方向及び/又は前記幅方向に延びる線状圧搾部に沿って拡散した状態で溜まりやすく、前記吸収体の肌対向面側の面には残りにくくなるため、前記吸収体から肌対向面側に放出される湿気を低減させることができ、着用者に蒸れをより一層感じにくくさせることができる。
また、吸収体の肌対向面側の面において複数の点状圧搾部を有していること、すなわち、繊維密度が高く毛細管現象を利用した吸液部として機能する前記点状圧搾部を有していることによって、尿などの排泄液が前記吸収体へスポット的に吸収されやすくなるとともに、前記点状圧搾部を介して肌対向面側へ放出されにくくなるため、前記吸収体から肌対向面側に放出される湿気を低減させることができ、着用者に蒸れをより一層感じにくくさせることができる。
また、吸収体の肌対向面側の面において複数の点状圧搾部を有していること、すなわち、繊維密度が高く毛細管現象を利用した吸液部として機能する前記点状圧搾部を有していることによって、尿などの排泄液が前記吸収体へスポット的に吸収されやすくなるとともに、前記点状圧搾部を介して肌対向面側へ放出されにくくなるため、前記吸収体から肌対向面側に放出される湿気を低減させることができ、着用者に蒸れをより一層感じにくくさせることができる。
本発明の更に別の態様(態様10)の吸収性物品は、態様1〜9のいずれかの吸収性物品において、当該吸収性物品が、互いに直交する長手方向、幅方向及び厚さ方向を有し、前記表面シートが、平面視にて、前記吸収性物品の長手方向軸線を含み且つ前記長手方向に延びる中央領域と、前記中央領域の前記長手方向の両側部に位置し且つ前記長手方向に延びる一対の外側領域とを有していて、前記吸収性物品は、前記不織布の前記凹部の第2面側の部分において前記吸収体と接合する接合部を有し、前記接合部は、前記不織布と前記吸収体との間において前記長手方向に延び且つ前記幅方向に複数本並ぶように配置されていて、前記接合部は、前記幅方向に隣り合う接合部同士の間隔が前記表面シートの前記幅方向における中央領域内に存在する接合部同士の間隔よりも前記表面シートの外側領域内に存在する接合部同士の間隔の方が大きくなるように配置されている。
この態様10の吸収性物品は、尿などの排泄液が供給される表面シートの前記中央領域内に存在する接合部のピッチが、外側領域よりも密に配置されているため、排泄液の吸収に大きく関与する中央領域において前記表面シートと前記吸収体とを強固に結合することができるとともに、前記中央領域内において前記凸部の空隙部を、前記外側領域よりも緻密に、且つ多く形成することができるため、前記吸収体から放出される湿気を保持する前記空隙部をより確実に確保することができる。
本発明によれば、表面シートとしてコットンを含む不織布を使用した吸収性物品において、着用者に濡れた状態を知覚させたり、蒸れなどを感じさせたりして、着用者に不快感を生じさせるようなことが起こりにくい吸収性物品を提供することができる。
以下、本発明に係る吸収性物品の好適な実施形態について、図面を参照しながら詳細に説明する。なお、本明細書においては、特に断りのない限り、展開して平坦に広げた状態の吸収性物品を、上面側から厚さ方向に見ることを単に「平面視」という。さらに、本明細書において、「肌対向面側」とは、吸収性物品の着用者が吸収性物品を着用したときに、吸収性物品の厚さ方向において相対的に着用者の肌面に近い側のことを意味し、また、「非肌対向面側」とは、吸収性物品の着用者が吸収性物品を着用したときに、吸収性物品の厚さ方向において相対的に着用者の肌面から遠い側のことを意味する。
図1、図2、図4〜図7は、本発明の一実施形態に係る使い捨ておむつ1(吸収性物品)を模式的に示す図である。この使い捨ておむつ1は、互いに直交する長さ方向L、幅方向W及び厚さ方向Tを有していて、着用者の肌対向面側に位置する液透過性の表面シート2と、着用者の非肌対向面側に位置する液不透過性の裏面シート3と、これら両シートの間に位置する吸収体4とを備えている。
なお、使い捨ておむつ1は、図1及び図2に示すように、一対の側部シートからなる一対の防漏壁部5、5と、着用者の大腿部に当接する左右の脚周り部をそれぞれ長さ方向Lに伸縮させるためのゴム等からなる伸縮部材6と、着用時に使い捨ておむつの腹部領域と背側領域を連結するため連結テープ7とを備えていて、さらに、裏面シート3の非肌対向面側には、外装シート(不図示)が設けられている。
なお、使い捨ておむつ1は、図1及び図2に示すように、一対の側部シートからなる一対の防漏壁部5、5と、着用者の大腿部に当接する左右の脚周り部をそれぞれ長さ方向Lに伸縮させるためのゴム等からなる伸縮部材6と、着用時に使い捨ておむつの腹部領域と背側領域を連結するため連結テープ7とを備えていて、さらに、裏面シート3の非肌対向面側には、外装シート(不図示)が設けられている。
裏面シート3は、使い捨ておむつ1における着用者の非肌対向面側(図2における吸収体4の下面側)に設けられていて、排出された排泄液の透過を防止して肌着や衣服等に漏れ出るのを防止するものである。なお、裏面シート3は、排泄液等の液体を透過しないものの、所定の通気性を有している。このように裏面シートが通気性を有していると、吸収体から非肌対向面側に放出される湿気を、裏面シートを介して放出させることができ、吸収性物品内に或いは吸収性物品と着用者の肌面との間に留まる湿気を低減させることができる。
また、本実施形態において裏面シート3は、表面シート2との間に吸収体4を挟んだ状態で、前記表面シート2とその周縁部分において相互に接合されている。
また、本実施形態において裏面シート3は、表面シート2との間に吸収体4を挟んだ状態で、前記表面シート2とその周縁部分において相互に接合されている。
吸収体4は、尿などの排泄液を吸収するものであり、排泄液を吸収・保持する吸収性材料を含有したものを用いている。また、この吸収体4は、使い捨ておむつ1の長さ方向Lに沿う方向に長く形成されていて、長さ方向Lの両端側がその吸収体4の長さ方向の外方向きに凸となるように湾曲し、且つ一定の厚さを有する、表面シート2や裏面シート3よりも小さな平面視略長円形状に形成されている。なお、本実施形態における吸収体4は、表面シート側(すなわち、着用者の肌対向面側)の面及び裏面シート側(すなわち、着用者の非肌対向面側)の面がいずれも平坦状に形成されている。
本発明の吸収性物品において、吸収体の厚みや坪量等は、特に制限されず、使い捨ておむつ等の吸収性物品が備えるべき特性(例えば、吸収性、強度、軽量性等)に応じて適宜調整することができる。例えば、吸収体の厚みは、通常0.1〜15mmの範囲内であり、好ましくは1〜10mmの範囲内、更に好ましくは2〜5mmの範囲内であり、坪量は、通常20〜1000g/m2の範囲内であり、好ましくは50〜800g/m2の範囲内、更に好ましくは100〜500g/m2の範囲内である。なお、吸収体の厚み、坪量等は、吸収体全体に亘って一定であってもよいし、部分的に異なっていてもよい。
また、本実施形態において、吸収体4は、表面シート側の面において表面シート2(図2における吸収体4の上面側)と、裏面シート側の面において裏面シート3(図2における吸収体4の下面側)と、それぞれホットメルト型接着剤等の接着剤により接合されている。
表面シート2は、着用者の肌に当接して、その着用者からの排泄液を素早く吸収或いは透過させて、吸収体4に向けて移行させるものであり、吸収体4における着用者の肌と対向する肌対向面側(図1、図2、図4〜図7における吸収体4の上面側)に配設されている。前記表面シート2は、使い捨ておむつ1の長さ方向Lに沿う方向に長く形成されている。
そして、本実施形態においては、天然素材による安心感や吸収性の向上等の観点から、表面シート2として、コットン203及び熱可塑性樹脂繊維204から構成される第1繊維層201と、前記第1繊維層201の上面側の面に隣接し、表面シート2の第1面2a(上面)を形成する繊維層であって、疎水性の熱可塑性樹脂繊維205から構成される第2繊維層202とを含む、2層の繊維積層体200からなる不織布を用いている。
なお、本発明において表面シートを構成する不織布は、上記2層の繊維積層体に限定されず、前記第1繊維層及び第2繊維層を含む3層以上の繊維層からなる繊維積層体であってもよい。
なお、本発明において表面シートを構成する不織布は、上記2層の繊維積層体に限定されず、前記第1繊維層及び第2繊維層を含む3層以上の繊維層からなる繊維積層体であってもよい。
本発明において、前記第1繊維層に含まれるコットンは、特に制限されず、例えば、繊度が1.0〜15dtexの範囲内であり、繊維長が5〜40mmの範囲内であるコットンなどを用いることができる。中でも、繊維長が20mm以上のコットンは、第1繊維層を後述する第2繊維層と積層した際に(すなわち、繊維積層体を形成した際に)、コットン繊維の一部が前記第2繊維層内に入り込みやすく、不織布の液透過性を向上させることができるため、好適に用いることができる。また、繊維長が20mm以上のコットンと、繊維長が10mm以下のコットンとを混合した混合コットンは、繊維長が20mm以上のコットンにより不織布の液透過性を向上させることができる上に、繊維長が10mm以下のコットンにより不織布の嵩を増大させることができるため、特に好ましく用いることができる。
前記第1繊維層におけるコットンの含有量は、特に制限されないが、吸水性や保水性、柔軟性などの点から、例えば、1〜70質量%の範囲内であり、好ましくは2〜30質量%の範囲内である。
また、前記第1繊維層に含まれるコットンは、当該第1繊維層内において、コットンの繊維塊を含んでいることが好ましく、特に、コットンの繊維塊が熱可塑性樹脂繊維の集合体からなるマトリックス中に分散していることが好ましい。表面シートの第2面側(非肌対向面側)に配置される第1繊維層に、コットンによる繊維塊を含んでいると、吸収体に吸収・保持された尿などの排泄液が、前記吸収体から湿気として放出されたときに、当該湿気を、第1繊維層内のコットンの繊維塊において集中的に(スポット的に)吸収・保持し、前記第1繊維層の面方向において湿気を吸収・保持した部分の面積を小さくする(スポット的にする)ことができるため、前記第1繊維層の第1面側から更に放出される湿気の量を最小限に抑えることができる。その結果、前記吸収体から放出された湿気を、後述する不織布の凸部の空隙部に効果的に封じ込めることができる。
また、前記第1繊維層に含まれるコットンは、当該第1繊維層内において、コットンの繊維塊を含んでいることが好ましく、特に、コットンの繊維塊が熱可塑性樹脂繊維の集合体からなるマトリックス中に分散していることが好ましい。表面シートの第2面側(非肌対向面側)に配置される第1繊維層に、コットンによる繊維塊を含んでいると、吸収体に吸収・保持された尿などの排泄液が、前記吸収体から湿気として放出されたときに、当該湿気を、第1繊維層内のコットンの繊維塊において集中的に(スポット的に)吸収・保持し、前記第1繊維層の面方向において湿気を吸収・保持した部分の面積を小さくする(スポット的にする)ことができるため、前記第1繊維層の第1面側から更に放出される湿気の量を最小限に抑えることができる。その結果、前記吸収体から放出された湿気を、後述する不織布の凸部の空隙部に効果的に封じ込めることができる。
本発明において、前記第1繊維層に含まれる熱可塑性樹脂繊維は、熱可塑性樹脂からなる繊維であれば特に制限されず、その熱可塑性樹脂としては、例えば、ポリエチレン(PE)、ポリプロピレン(PP)、エチレン−酢酸ビニル共重合体(EVA)等のオレフィン系樹脂、ポリエチレンテレフタレート(PET)、ポリ乳酸(PLA)等のポリエステル系樹脂、6−ナイロン等のポリアミド系樹脂などの公知の樹脂が挙げられ、これらの樹脂は単独で使用しても、二種類以上の樹脂を併用してもよい。
また、このような熱可塑性樹脂からなる繊維の構造は、特に制限されず、例えば、芯鞘型繊維、サイド・バイ・サイド型繊維、島/海型繊維等の複合繊維;中空タイプの繊維;扁平、Y字形、C字形等の異形断面型繊維;潜在捲縮又は顕在捲縮の立体捲縮繊維;水流、熱、エンボス加工等の物理的負荷により分割する分割繊維などが挙げられ、これらの構造を有する繊維は単独で使用しても、二種類以上の繊維を併用してもよい。
また、このような熱可塑性樹脂からなる繊維の構造は、特に制限されず、例えば、芯鞘型繊維、サイド・バイ・サイド型繊維、島/海型繊維等の複合繊維;中空タイプの繊維;扁平、Y字形、C字形等の異形断面型繊維;潜在捲縮又は顕在捲縮の立体捲縮繊維;水流、熱、エンボス加工等の物理的負荷により分割する分割繊維などが挙げられ、これらの構造を有する繊維は単独で使用しても、二種類以上の繊維を併用してもよい。
前記熱可塑性樹脂繊維の繊度は、特に制限されないが、不織布の強度や柔軟性、肌触り、液透過性などの点から、通常1.1〜8.8dtexの範囲内であり、好ましくは1.5〜4.6dtexの範囲内である。また、前記第1繊維層に含まれる熱可塑性樹脂繊維の繊度は、後述する第2繊維層に含まれる疎水性の熱可塑性樹脂繊維の繊維径(繊度)よりも細いことが好ましい。第1繊維層に含まれる熱可塑性樹脂繊維が、第2繊維層に含まれる疎水性の熱可塑性樹脂繊維よりも細い繊維径(繊度)を有していると、第1繊維層に含まれる繊維径の細い熱可塑性樹脂繊維が、前記第1繊維層に含まれるコットンや前記第2繊維層に含まれる熱可塑性樹脂繊維と絡み合いやすく、コットンと熱可塑性樹脂繊維との解離に伴う繊維層の分裂や各繊維層間の層間剥離が生じにくくなるため、不織布が構成成分としてコットンを含むものであっても、不織布として優れた強度を保持することができる。
また、第1繊維層に含まれる熱可塑性樹脂繊維の繊維長は、特に制限されないが、不織布の強度や柔軟性、液透過性等の点から、通常20〜100mmの範囲内であり、好ましくは35〜65mmの範囲内である。この熱可塑性樹脂繊維は、親水化処理が施されていてもよく、このような親水化処理としては、例えば、界面活性剤や親水剤等を利用した処理(例えば、繊維内部への界面活性剤の練り込み、繊維表面への界面活性剤の塗布等)などが挙げられる。
前記第1繊維層における熱可塑性樹脂繊維の含有量は、特に制限されないが、不織布の強度や柔軟性などの点から、例えば、30〜99質量%の範囲内であり、好ましくは70〜98質量%の範囲内である。
また、前記第1繊維層は、本発明の効果を阻害しない範囲内において、前記コットン及び熱可塑性樹脂繊維以外の繊維や任意の添加剤などを含んでいてもよい。
次に、本発明の吸収性物品の表面シートに用いられる繊維積層体の第2繊維層について説明する。この第2繊維層は、疎水性の熱可塑性樹脂繊維から構成されていて、当該疎水性の熱可塑性樹脂繊維は、疎水性を有するものであれば特に制限されず、任意の熱可塑性樹脂繊維を用いることができる。表面シートの肌対向面(第1面)を形成する第2繊維層を、疎水性の熱可塑性樹脂繊維で構成することで、第2繊維層が、排泄液や湿気を吸収・保持しにくくなるため、着用者に濡れた状態を知覚させたりして、不快感を生じさせるようなことが起こりにくい。
ここで、本明細書における「疎水性」とは、水となじみにくい或いは水分を保持しにくい性質を意味し、例えば、イオン交換水との接触角が80°〜100°程度となるものをいう。なお、イオン交換水との接触角は、特開2005−324010号公報における「初期接触角の測定」に記載された方法により測定することができる。
また、繊維積層体が第1繊維層と第2繊維層の2層の繊維層からなる場合は、前記第2繊維層を構成する疎水性の熱可塑性樹脂繊維は、繊維同士の絡み合いのしやすさなどの点から、前記第1繊維層に含まれる熱可塑性樹脂繊維と同様の繊維(すなわち、前記第1繊維層に含まれる熱可塑性樹脂繊維と同様の材質からなり、同様の繊維長を有する繊維など)を用いることが好ましい。
なお、前記第2繊維層は、本発明の効果を阻害しない範囲内において、前記熱可塑性樹脂繊維以外の繊維や任意の添加剤などを含んでいてもよい。
ここで、本明細書における「疎水性」とは、水となじみにくい或いは水分を保持しにくい性質を意味し、例えば、イオン交換水との接触角が80°〜100°程度となるものをいう。なお、イオン交換水との接触角は、特開2005−324010号公報における「初期接触角の測定」に記載された方法により測定することができる。
また、繊維積層体が第1繊維層と第2繊維層の2層の繊維層からなる場合は、前記第2繊維層を構成する疎水性の熱可塑性樹脂繊維は、繊維同士の絡み合いのしやすさなどの点から、前記第1繊維層に含まれる熱可塑性樹脂繊維と同様の繊維(すなわち、前記第1繊維層に含まれる熱可塑性樹脂繊維と同様の材質からなり、同様の繊維長を有する繊維など)を用いることが好ましい。
なお、前記第2繊維層は、本発明の効果を阻害しない範囲内において、前記熱可塑性樹脂繊維以外の繊維や任意の添加剤などを含んでいてもよい。
本発明において、吸収性物品の表面シートとして用いられる繊維積層体は、上述の実施形態に係る2層の積層体に限定されず、所望の吸収性や柔軟性等に応じて3層以上の繊維層からなる積層体であってもよい。また、本実施形態において表面シート2は、前記表面シート2の第1面2a(上面)が、疎水性の熱可塑性樹脂繊維205から構成される第2繊維層202によって形成されている。吸収性物品の着用者の肌が当接する表面シートの第1面が、コットンや親水性繊維等を含まない第2繊維層により形成されていると、前記第1繊維層のコットンに吸収・保持された尿などの排泄液が、着用者の肌に接触しにくくなるため、本発明の吸収性物品は、着用者に濡れた状態を知覚させたりして、着用者に不快感を生じさせるようなことが起こりにくい。さらに、表面シートの第1面がコットンを含まない繊維層で形成されていると、コットンによる肌触りの悪化や柔軟性の低下なども防ぐことができ、不織布として優れた肌触り及び柔軟性を保持することができる。
また、前記繊維積層体において、前記第1繊維層及び第2繊維層以外のその他の繊維層は、特に制限されず、例えば、羊毛等の天然繊維、レーヨン等の再生繊維、無機繊維、熱可塑性樹脂繊維等の合成樹脂繊維などからなる繊維層が挙げられる。なお、その他の繊維層は、本発明の効果を阻害しない範囲内において、任意の添加剤などを含んでいてもよい。
本発明において、表面シートに用いられる繊維積層体の各繊維層の坪量は、特に制限されないが、不織布の強度や柔軟性、吸収性などの点から、それぞれ、例えば、1〜60g/m2の範囲内であり、好ましくは10〜30g/m2の範囲内である。不織布としての坪量は、特に制限されないが、通常は10〜100g/m2の範囲内であり、好ましくは15〜75g/m2の範囲内であり、更に好ましくは20〜50g/m2の範囲内である。さらに、前記繊維積層体の厚みは、特に制限されないが、通常は0.1〜5mmの範囲内であり、好ましくは0.5〜3mmの範囲内、更に好ましくは0.8〜2mmの範囲内である。
次に、本発明の吸収性物品の表面シートに用いられる、凹凸賦形加工前の繊維積層体の製造方法について説明する。
本発明において、前記繊維積層体を製造する手段は、特に限定されないが、例えば、上記各繊維層を形成するための繊維(すなわち、第1繊維層を形成するためのコットン及び熱可塑性樹脂繊維、第2繊維層を形成するための熱可塑性樹脂繊維など)を用いて、各繊維層に対応するウェブ(フリース)をそれぞれ形成し、各ウェブ内及びウェブ間の繊維同士を物理的又は化学的に結合させる方法などが挙げられる。
本発明において、前記繊維積層体を製造する手段は、特に限定されないが、例えば、上記各繊維層を形成するための繊維(すなわち、第1繊維層を形成するためのコットン及び熱可塑性樹脂繊維、第2繊維層を形成するための熱可塑性樹脂繊維など)を用いて、各繊維層に対応するウェブ(フリース)をそれぞれ形成し、各ウェブ内及びウェブ間の繊維同士を物理的又は化学的に結合させる方法などが挙げられる。
具体的には、以下の手順に従って、上述の第1繊維層及び第2繊維層を含む2層の繊維積層体を製造することができる。
(1)シート状部材を一の方向に搬送する搬送装置と、該搬送装置の上方において搬送方向の上流側に配置された第1段のカーディング装置と、前記搬送装置の上方において搬送方向の下流側(すなわち、第1段のカーディング装置よりも下流側)に配置された第2段のカーディング装置と、該第2段のカーディング装置の下流側に配置されたエアスルー方式の加熱装置とを備えた製造装置を用意する。
(2)前記第1段のカーディング装置に、第2繊維層を形成するための熱可塑性樹脂繊維を供給し、前記カーディング装置内の回転ロールのピンによって前記熱可塑性樹脂繊維を開繊して、前記第2繊維層に対応するウェブを前記搬送装置の搬送面上に形成する。
(3)前記搬送装置の搬送面上に形成された前記第2繊維層に対応するウェブを、搬送方向の下流側に搬送しながら、前記第2段のカーディング装置に、第1繊維層を形成するためのコットンと熱可塑性樹脂繊維を供給し、前記カーディング装置内の回転ロールのピンによって各繊維を開繊して、前記第1繊維層に対応するウェブを、搬送中の前記第2繊維層に対応するウェブ上に形成する。
(4)前記第2繊維層に対応するウェブ上に前記第1繊維層に対応するウェブが積層した積層ウェブを、前記エアスルー方式の加熱装置に搬送し、該加熱装置内で、各ウェブ内及びウェブ間の繊維同士を交絡させ、任意に前記熱可塑性樹脂繊維同士を熱融着させるとともにコットンを熱可塑性樹脂繊維の表面に融着固定させることにより、前記第1繊維層と前記第2繊維層とが積層した2層の繊維積層体を製造することができる。
(1)シート状部材を一の方向に搬送する搬送装置と、該搬送装置の上方において搬送方向の上流側に配置された第1段のカーディング装置と、前記搬送装置の上方において搬送方向の下流側(すなわち、第1段のカーディング装置よりも下流側)に配置された第2段のカーディング装置と、該第2段のカーディング装置の下流側に配置されたエアスルー方式の加熱装置とを備えた製造装置を用意する。
(2)前記第1段のカーディング装置に、第2繊維層を形成するための熱可塑性樹脂繊維を供給し、前記カーディング装置内の回転ロールのピンによって前記熱可塑性樹脂繊維を開繊して、前記第2繊維層に対応するウェブを前記搬送装置の搬送面上に形成する。
(3)前記搬送装置の搬送面上に形成された前記第2繊維層に対応するウェブを、搬送方向の下流側に搬送しながら、前記第2段のカーディング装置に、第1繊維層を形成するためのコットンと熱可塑性樹脂繊維を供給し、前記カーディング装置内の回転ロールのピンによって各繊維を開繊して、前記第1繊維層に対応するウェブを、搬送中の前記第2繊維層に対応するウェブ上に形成する。
(4)前記第2繊維層に対応するウェブ上に前記第1繊維層に対応するウェブが積層した積層ウェブを、前記エアスルー方式の加熱装置に搬送し、該加熱装置内で、各ウェブ内及びウェブ間の繊維同士を交絡させ、任意に前記熱可塑性樹脂繊維同士を熱融着させるとともにコットンを熱可塑性樹脂繊維の表面に融着固定させることにより、前記第1繊維層と前記第2繊維層とが積層した2層の繊維積層体を製造することができる。
なお、3層以上の繊維層からなる繊維積層体を製造する場合は、カーディング装置を3段以上配置した製造装置を用いて、上記手順と同様にして製造することができる。
各繊維層に対応するウェブの形成方法は、上述の方法に限定されず、例えば、湿式法などを採用してもよい。また、ウェブの結合方法は、上述の方法に限定されず、例えば、水流交絡法やニードルパンチ法などを採用してもよい。
このようにして製造された繊維積層体は、後述する凹凸賦形加工によって上記特定の凹凸構造が付与され、本発明の吸収性物品の表面シートに用いられる凹凸構造を備えた繊維積層体が得られる。
次に、本発明の吸収性物品に用いられる表面シートの凹凸構造について、図面を参照しながら更に詳細に説明する。
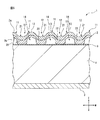
表面シート2は、図3〜図7に示すように、吸収体4とは反対側に位置する第1面2aと、この第1面2aとは反対側である吸収体側の第2面2bとを備えていて、さらに、表面シート2は、長さ方向Lに延設され且つ幅方向Wに予め定めた間隔で形成された、第1面2aの方向に向けて突出する複数の凸部11と、長さ方向Lに延設され且つこれらの凸部11の間に形成された、第2面2bの方向に向けて窪んだ複数の凹部12とを備えていて、さらに、前記凸部11の第2面側に、前記表面シート2(不織布)の第2面2bが面する空隙部14を有している。
すなわち、表面シート2は、上述のとおり、コットン203及び熱可塑性樹脂繊維204から構成される第1繊維層201と、疎水性の熱可塑性樹脂繊維205から構成される第2繊維層202とを含む2層の繊維積層体200からなる不織布であり、該不織布が、第1面側に突出する複数の上記凸部11と第2面側に窪む複数の上記凹部12とを備えていて、さらに、前記凸部11は、前記不織布の第2面2bが面する空隙部14を有しているので、吸収体4に吸収・保持された着用者の尿などの排泄液が、蒸発等によって湿気として吸収体4から着用者の肌対向面側へ放出されたとしても、当該湿気を、前記第1繊維層201内のコットン203において吸収・保持するとともに、前記空隙部14において湿気の状態で留めるため(すなわち、空隙部14を高湿状態とするため)、前記空隙部14内の湿気(気相)と前記吸収体4に吸収・保持されている排泄液(液相)との間で気液平衡のような状態が形成され、前記吸収体4からこれ以上の湿気が放出されるのを抑制することができる。
したがって、本実施形態に係る使い捨ておむつ1は、着用者に蒸れなどを感じさせたりして、着用者に不快感を生じさせるようなことが起こりにくい。
すなわち、表面シート2は、上述のとおり、コットン203及び熱可塑性樹脂繊維204から構成される第1繊維層201と、疎水性の熱可塑性樹脂繊維205から構成される第2繊維層202とを含む2層の繊維積層体200からなる不織布であり、該不織布が、第1面側に突出する複数の上記凸部11と第2面側に窪む複数の上記凹部12とを備えていて、さらに、前記凸部11は、前記不織布の第2面2bが面する空隙部14を有しているので、吸収体4に吸収・保持された着用者の尿などの排泄液が、蒸発等によって湿気として吸収体4から着用者の肌対向面側へ放出されたとしても、当該湿気を、前記第1繊維層201内のコットン203において吸収・保持するとともに、前記空隙部14において湿気の状態で留めるため(すなわち、空隙部14を高湿状態とするため)、前記空隙部14内の湿気(気相)と前記吸収体4に吸収・保持されている排泄液(液相)との間で気液平衡のような状態が形成され、前記吸収体4からこれ以上の湿気が放出されるのを抑制することができる。
したがって、本実施形態に係る使い捨ておむつ1は、着用者に蒸れなどを感じさせたりして、着用者に不快感を生じさせるようなことが起こりにくい。
また、図3〜図7に示すように、本実施形態において、凹部12は、凸部11の頂部13における第1面2aの位置よりも吸収体4の方向に位置する第1底部22を備えた第1凹部21と、この第1凹部21内において長さ方向に不連続に設けられ、第1底部22に開口する窪み状に形成された複数の第2凹部26とを有している。さらに、この第2凹部26は、第1底部22から吸収体4の方向に延設された周壁部27と、この周壁部27の吸収体4側の端部にその端部を塞ぐように設けられた、表面シート2の中で最も繊維密度が高い第2底部28とを備えている。
そして、本実施形態において表面シート2は、凸部11の頂部13における第2面2bが吸収体4に接合されておらず、凹部12における第2凹部26の第2底部28が、吸収体4の表面シート側の部分(本実施形態においては、吸収体4の表面シート側の面)に接着剤の層8により接合されている。また、図5〜図7に示すように、本実施形態においては、第1凹部21の第1底部22の第2面2bの一部も、吸収体4の表面シート側の部分に前記接着剤の層8によって接合されている。一方、凸部11については、頂部13を含め、第2面2bの部分は吸収体4に接合されていない。
本実施形態の表面シート2は、図3、図5及び図6に示すように、凸部11をなす第1面2aの領域及び第2面2bの領域が、第2面2bから第1面2aの方向(すなわち、吸収体4とは反対側の方向)に向けて凸となる形状に湾曲した構成となっている。一方、凹部12の第1凹部21は、その第1凹部21をなす第1面2aの領域及び第2面2bの領域が、第1面2a側から第2面2b側の方向(すなわち、吸収体4の方向)に向けて凸となる形状に湾曲した構成となっている。したがって、表面シート2は、幅方向Wに対して、凹凸が交互に繰り返される断面略波形のシート状となっている。
凸部11は、使い捨ておむつ1の面(シート面)の長さ方向L(すなわち、表面シート2の長さ方向)に向けて延設されているとともに、表面シート2の幅方向に予め定めた間隔で複数列配設されている。本実施形態においては、各凸部11は、いずれも長さ方向Lに向けて連続的且つ他の凸部11と相互に平行となるように延設されている。
また、本実施形態において、凸部11は、吸収体の前記長さ方向(第1方向)における両方の端縁を超えて延設されているが、本発明においては、このような形態に限定されず、前記凸部は、吸収体の前記第1方向における少なくとも一方の端縁まで又は一方の端縁を超えて延設されていてもよい。前記凸部をこのように延設すると、吸収体の肌対向面側から放出される湿気だけではなく、前記吸収体の長さ方向(第1方向)における端縁(側面)から放出される湿気に対しても、前記凸部の第2面側の空隙部に封じ込めることができるため、着用者に蒸れなどをより一層感じにくくさせることができる。
また、本実施形態において、凸部11は、吸収体の前記長さ方向(第1方向)における両方の端縁を超えて延設されているが、本発明においては、このような形態に限定されず、前記凸部は、吸収体の前記第1方向における少なくとも一方の端縁まで又は一方の端縁を超えて延設されていてもよい。前記凸部をこのように延設すると、吸収体の肌対向面側から放出される湿気だけではなく、前記吸収体の長さ方向(第1方向)における端縁(側面)から放出される湿気に対しても、前記凸部の第2面側の空隙部に封じ込めることができるため、着用者に蒸れなどをより一層感じにくくさせることができる。
本発明において、凸部は、隣り合う他の凸部との間の間隔が0.25〜5mmであることが好ましく、更に好ましくは0.5〜3mmであり、より好ましくは、0.75〜2mmである。ここで、「隣り合う凸部の間の間隔」とは、各凸部における表面シートの幅方向の略中央位置(実質的に凸部の頂部)の間の距離を指す。隣り合う凸部の間の間隔の距離が0.25mm未満であると、不織布の凹凸構造が微細すぎて、不織布の凸部と着用者の肌との接触面積をあまり減らすことができないため、不織布の表面(第1面)の肌触りが低下する可能性がある一方、隣り合う凸部の間の間隔の距離が5mmを超えると、凹凸賦形加工前の不織布(繊維積層体)との構造上の差異が少なくなるため、凹凸構造を生かした柔軟な肌触りが得られにくくなる。
さらに、本発明において、凸部は、第1凹部の第1底部の第1面側の高さから凸部の頂部の高さまでの長さ(すなわち、凸部の高さ)が、0.25〜5mmであることが好ましく、更に好ましくは0.5〜3mmであり、より好ましくは0.75〜2mmである。この凸部の高さが0.25mm未満であると、凸部の突出が小さ過ぎるため、凹凸構造を生かした柔軟な肌触りが得られにくくなる一方、凸部の高さが5mmを超えると、凸部の突出が大き過ぎて鋭利な構造となってしまうため、柔軟な肌触りが得られにくくなる。
さらに、本発明において、凸部は、第1凹部の第1底部の第1面側の高さから凸部の頂部の高さまでの長さ(すなわち、凸部の高さ)が、0.25〜5mmであることが好ましく、更に好ましくは0.5〜3mmであり、より好ましくは0.75〜2mmである。この凸部の高さが0.25mm未満であると、凸部の突出が小さ過ぎるため、凹凸構造を生かした柔軟な肌触りが得られにくくなる一方、凸部の高さが5mmを超えると、凸部の突出が大き過ぎて鋭利な構造となってしまうため、柔軟な肌触りが得られにくくなる。
また、図5に示すように、凸部11の頂部13における第2面2bの部分と吸収体4の表面シート側の部分との間の距離は、第1底部22の第1面2aにおいて最も吸収体4に近い部分と吸収体4の表面シート側の部分との間の距離よりも小さくなっている。したがって、凸部11の頂部13は、全体として第1底部22の第1面2aよりも、表面シート2から離れた位置(図5においては、上方側)に配設された態様となっている。これにより、凸部11の第2面2bと吸収体4の表面シート側の面との間に、空隙部14としての空間が安定的に形成されるため、表面シート2の凸部11に着用者からの外力、特に、着用者の肌との摩擦等に伴う幅方向のせん断力が加わったとしても、その外力の方向や大きさに応じて凸部11が変形又は潰れてその力を吸収しやすくなる。よって、表面シート2と着用者の肌との擦れにより発生する表面シート2の張力が低減され、吸収体4からの剥離がより確実に抑えられる。
さらに、上記したように、表面シート2が、コットン203及び熱可塑性樹脂繊維204から構成される第1繊維層201と、疎水性の熱可塑性樹脂繊維205から構成される第2繊維層202とを含む2層の繊維積層体200からなる不織布によって構成されているため、吸収体4に吸収・保持された着用者の排泄液が、前記吸収体4から湿気として着用者の肌対向面側へ放出されたとしても、当該湿気を、前記第1繊維層201内のコットン203において吸収・保持するとともに、前記空隙部14において湿気の状態で留めるため、前記空隙部14内の湿気(気相)と前記吸収体4に吸収・保持されている排泄液(液相)との間で気液平衡のような状態が形成され、前記吸収体4からこれ以上の湿気が放出されるのを抑制することができる。
さらに、上記したように、表面シート2が、コットン203及び熱可塑性樹脂繊維204から構成される第1繊維層201と、疎水性の熱可塑性樹脂繊維205から構成される第2繊維層202とを含む2層の繊維積層体200からなる不織布によって構成されているため、吸収体4に吸収・保持された着用者の排泄液が、前記吸収体4から湿気として着用者の肌対向面側へ放出されたとしても、当該湿気を、前記第1繊維層201内のコットン203において吸収・保持するとともに、前記空隙部14において湿気の状態で留めるため、前記空隙部14内の湿気(気相)と前記吸収体4に吸収・保持されている排泄液(液相)との間で気液平衡のような状態が形成され、前記吸収体4からこれ以上の湿気が放出されるのを抑制することができる。
本実施形態において、第1凹部21は、幅方向において凸部11と一体に形成されている。また、この第1凹部21の第1底部22は、その最大部分厚さが表面シート2において最も厚くなっていて、当該第1底部22は、全体として弾性に優れた部分となっている。なお、表面シート2に形成されている複数の第1凹部21は、いずれも相互に同幅に形成されている。
また、本実施形態においては、第1凹部21の第1底部22の第2面2bは、少なくとも第1底部22において最も表面シート側に位置する部分、すなわち、凸部11の頂部13の高さの位置から最も離れた深さの位置の部分、及びその近傍の部分が、吸収体4の表面シート側の部分に接合されている。
また、本実施形態においては、第1凹部21の第1底部22の第2面2bは、少なくとも第1底部22において最も表面シート側に位置する部分、すなわち、凸部11の頂部13の高さの位置から最も離れた深さの位置の部分、及びその近傍の部分が、吸収体4の表面シート側の部分に接合されている。
本実施形態において、第2凹部26は、平面視にて(表面シート2の第1面2a側から厚さ方向に見て)略矩形状の開口を有していて、全体として表面シート2の吸収体4側に突出して、略直方体状の内部空間を備えたものとなっている。また、第2凹部26は、各凹部12の長さ方向(すなわち、第1凹部21の長さ方向)に一定の間隔で配設されていて、これらの各第2凹部26は、他の第2凹部26とは相互に独立した状態に形成されている。
本実施形態において、周壁部27は、表面シート2の長さ方向に沿うように形成された一対の第1周壁部29、29と、表面シート2の幅方向に沿うように形成された一対の第2周壁部30、30とを備えていて、一対の第1周壁部29、29同士は、相互に向かい合う位置に配設され、一対の第2周壁部30、30同士も、相互に向かい合う位置に配設されている。
そして、図3、図5及び図6に示すように、一対の第1周壁部29、29には、第1凹部21の内部空間から第2面2bに通じる孔部31がそれぞれ形成されている。本実施形態においては、孔部31は、一対の第1周壁部29、29のそれぞれに1つずつ設けられていて、それらの孔部31は、第1周壁部29における第2底部28寄りの位置に形成されたものとなっている(したがって、1つの第1凹部21には、2つの孔部31が存在している。)。一方で、一対の第2周壁部30、30には、孔部31に相当するものは存在せず、各第2周壁部30は、吸収体4側の端部の全部が第2底部28と直接的に連結された状態となっている。
ここで、表面シート2に第2凹部26を設けた理由の1つは、凹部12の底、より具体的には第1凹部21の第1底部22が着用者の肌に接触する機会を極力減らすとともに、仮に、第1底部22が着用者の肌に触れたとしても、その接触面積を極力小さくすることができるからである。すなわち、本発明において表面シートは、凸部、次いで第1凹部の第1底部の順に着用者の肌に触れやすい構造を有しており、吸収体に接合されておらず前記表面シートの中では最も柔軟性の高い凸部が、前記第1底部よりも着用者の肌に触れやすいという望ましい構造を有しているが、さらに、本発明においては、着用者の肌に触れる接触面積が少ない方が柔軟性を感じやすいということを考慮して、上述の第2凹部を設けて第1凹部が存在しない部分を形成することにより、第1凹部の第1底部において着用者の肌に接する部分をより少なくし、肌に当たる機会及び接触面積が可及的に少なくなるようにしている。
また、本発明において、前記第2凹部は、該第2凹部に接触することによる違和感や異物感を生じにくくするために、前記第1凹部の第1底部に設けられており、前記第2凹部が着用者の肌に触れる機会をできるだけ少なくしている。
また、本発明において、前記第2凹部は、該第2凹部に接触することによる違和感や異物感を生じにくくするために、前記第1凹部の第1底部に設けられており、前記第2凹部が着用者の肌に触れる機会をできるだけ少なくしている。
さらに、本発明の吸収性物品に用いられる表面シートは、上述の特定の凸部及び凹部を有する構造、すなわち、前記凹部が、前記凸部の頂部における第1面側の位置よりも第2面側に位置する第1底部を備えた第1凹部と、前記第1底部から前記第2面側の方向に延設された周壁部及び前記周壁部の前記第2面側の端部にその端部を塞ぐように設けられた、第2底部を備える第2凹部と、を有する構造を備えていて、前記表面シートの第1面側から掛かる厚さ方向の応力を、前記第1凹部が第2面側に撓むことによって緩衝することができるため、表面シートを構成する不織布がコットンを含むものであっても、十分に柔軟性を確保することができる。
本発明において、第2凹部の深さ、すなわち、第1凹部の第1底部の第1面(上面)側の高さから第2凹部の第2底部の第1面側の高さまでの長さは、0.05〜2mmであることが好ましく、更に好ましくは0.075〜1.5mmであり、より好ましくは0.1〜1mmである。前記第2凹部の深さが0.05mm未満であると、後述する第2底部の剛性が確保しづらく、不織布の厚さ方向の強度が不足しやすい。一方、前記第2凹部の深さが2mmを超えると、吸収性物品の他の部材(例えば、吸収体や不織布、フィルム等)と貼り合わせる際に、厚さ方向の強度が不足しやすく、また、圧縮した際には、剛直感を感じてしまう可能性がある。
また、前記第2凹部の深さと前記凸部の高さとの関係は、前記第2凹部の深さ(すなわち、第1凹部の第1底部の第1面側の高さから第2凹部の第2底部の第1面側の高さまでの長さ)が、前記凸部の高さ(すなわち、第1凹部の第1底部の第1面側の高さから凸部の頂部の高さまでの長さ)の10〜80%であることが好ましく、更に好ましくは15〜70%、より好ましくは20〜60%である。前記第2凹部の深さが前記凸部の高さの10%未満であると、前記第2凹部の周壁部における孔部の形成スペースを十分に確保することができないため、孔部が不十分な形で形成され或いは形成されず、不織布として優れた柔軟性が得られにくくなる。逆に、前記第2凹部の深さが前記凸部の高さの80%を超えると、孔部が過度に大きく形成されてしまうため、前記第2凹部の周壁部の強度が低下して毛羽立ち易くなり、不織布の肌触りが低下するおそれがある。
本発明において、第2凹部の第1方向(長さ方向)の長さは、特に制限されないが、0.25〜5mmであることが好ましく、更に好ましくは0.5〜3mmであり、より好ましくは0.75〜2mmである。前記第2凹部の第1方向の長さが0.25mm未満であると、前記第2凹部が小さくなり過ぎてしまい、前記第2凹部によって奏される上述の作用が十分に得られない可能性がある。前記第2凹部の第1方向の長さが5mmを超えると、前記第2凹部が第1方向に長くなり過ぎてしまい、平坦な不織布や凹部が存在しない不織布と比べて柔軟性において差別化しにくく、柔軟な肌触りが得られにくくなる。
一方、第2凹部の第2方向(幅方向)の長さは、特に制限されないが、0.25〜5mmであることが好ましく、更に好ましくは0.5〜3mm、より好ましくは0.75〜2mmである。前記第2凹部の第2方向の長さが0.25mm未満であると、前記第2凹部が小さくなり過ぎてしまい、特に第2底部の形成が不十分になるため、前記第2凹部によって奏される上述の作用が十分に得られない可能性がある。前記第2凹部の第2方向の長さが5mmを超えると、前記第2凹部が大きくなり過ぎてしまい、不織布に接触した際に違和感や異物感が生じやすくなるおそれがある。
また、第2凹部の第2方向におけるピッチ(すなわち、第2方向において隣り合う第2凹部同士の距離)は、特に制限されないが、2.0mm以下であることが好ましく、更に好ましくは1.5mm以下である。この第2凹部の第2方向におけるピッチが2.0mm以下であると、不織布を構成する第1繊維層内のコットンが、前記第2凹部の第2底部に保持されやすくなるため、前記第2底部において、第1繊維層内のコットンと熱可塑性樹脂繊維が解離することによる繊維層の分裂や各繊維層間の層間剥離をより一層生じにくくすることができる。さらに、前記ピッチが2.0mm以下であることにより、前記不織布の第1面側から供給された尿などの排泄液が、隣り合う凸部の間に配設された前記第2凹部の第2底部へとスポット的に引き込まれやすくなるため、表面シートとしてより一層優れた吸収性(特に、吸収速度や液移行性等)を発揮させることができるとともに、前記吸収体から放出された湿気が、前記不織布の第2面側から第1面側へ向かって更に移行しにくくなる。その結果、吸収体から放出された湿気を前記凸部の空隙部に効果的に封じ込めることができ、着用者に蒸れなどをより一層感じにくくさせることができる。
さらに、本実施形態においては、第2凹部の一対の第1周壁部29、29のそれぞれに、孔部31が設けられている。この孔部31を第1周壁部29に設けた理由の1つは、孔部31が設けられている凹部12と隣り合う凸部11の繊維の引張力を解放して、凸部11全体或いは凸部11を形成する繊維が移動する自由度を向上させ、凸部11の柔軟性、より具体的には凸部11における表面シート2の厚さ方向への柔軟性、及び表面シート2の長さ方向(第1方向)や幅方向(特に幅方向)に肌を滑らせた際の柔軟性を向上させて、滑らかな感触を確保するためである。これにより、凸部11に、優れた硬軟感(厚さ方向への優れた柔らかさ)及び長さ方向及び幅方向への優れた粗滑感(表面シート2の表面(特に幅方向)の優れた滑らかさ)の両方を付与して、表面シート2全体として優れた硬軟感及び粗滑感を確保することができるとともに、柔軟な肌触りを得ることができる。
一方、孔部31を第2周壁部30に設けていない理由の1つは、表面シート2の長さ方向(第1方向)、すなわち、凸部11や凹部12が延びている方向に肌を滑らせた際に、第2凹部26による段差が肌に引っ掛かりにくくなるようにして、表面シート2の長さ方向への滑らかさを確保するためである。すなわち、第2周壁部30は、第1底部22及び第2底部28と連続し、継ぎ目なく一体となっているため、肌を表面シート2の長さ方向に滑らせた際に、肌は第2凹部26による第1底部22の段差をあまり感じることなく凸部11や凹部12に沿って滑らかに移動しやすい。これにより、凸部11の柔軟性や繊維の柔軟性を生かした表面シート2の長さ方向への滑らかさを確保することできる。
さらに、孔部31を第1周壁部29の第2底部28寄りの位置に設けた理由の1つは、孔部31を、肌が触れやすい凸部11や第1底部22からできるだけ遠ざけることによって、孔部31が着用者の肌に触れる機会を極力減らし、違和感や異物感を生じにくくするためである。これにより、肌を不織布の平面方向に滑らせた際の滑らかさを、より安定的に確保することができる。
また、図7に示すように、孔部31は、表面シート2に含まれている熱可塑性樹脂繊維を溶融することなく、その熱可塑性樹脂繊維を破断することにより形成されていて、この孔部31の周縁には、表面シート2を構成する不織布に含まれる熱可塑性樹脂繊維のうち、破断により形成された破断端部を有する破断繊維におけるその破断端部が含まれている。なお、この破断繊維の破断端部は、熱可塑性樹脂繊維を長さ方向に引っ張ったり、物理的に切断したりして破断することにより形成された端部であり、熱可塑性樹脂繊維を溶融した場合のように、繊維の端部が溶けて丸くなって繊維径が大きくなっているようなものではなく、繊維が千切れたことによって先細りになった態様或いは繊維径の変化がほとんど生じていない態様となっている。これにより、仮に、着用者の肌が孔部31の周縁に触れたとしても、溶融により硬化した熱可塑性樹脂繊維が存在しないため、ごわつきや繊維の引っ掛かりによる違和感を生じることが抑えられるとともに、表面シート2の硬さや粗さを感じることも抑えられる。
また、図7に示すように、孔部31の内部空間には、熱可塑性樹脂繊維のうちの一部の繊維が架け渡されていて、また、一部の破断繊維については、その破断端部が孔部31の内部空間に延出した状態となっている。すなわち、孔部31の内部空間には、その内部空間内に架け渡された熱可塑性樹脂繊維と、一部の延出した熱可塑性樹脂繊維とが混在した状態となっていて、完全に開放された空間とはなっていない。このように、孔部31は、内部空間に熱可塑性樹脂繊維の一部が架け渡されたり、延出したりしているため、仮に、着用者の肌が孔部31に触れた場合であっても、内部空間内の熱可塑性樹脂繊維が、第2凹部26の第1周壁部29や第2底部28と孔部31との間の段差を小さくして感触の違いをできるだけ小さくし、触れた際の違和感を少なくすることができる。
なお、このときの孔部の内部空間の開孔率は、1〜50%とすることが好ましく、更に好ましくは1.5〜35%、より好ましくは2.5〜20%である。孔部の内部空間の開孔率が1%未満であると、開孔率が低すぎて凸部や凸部内の繊維に自由度を付与することができず、凸部の柔軟性を十分に確保することができない。孔部の内部空間の開孔率が50%を超えると、孔部の設けられた第1周壁部の強度が低くなりやすい上、孔部の周縁の境目が触感上認識しやすくなる可能性がある。ただし、孔部の内部空間の開孔率は、吸収性物品の種類や用途等に応じて上記の範囲以外であってもよく、任意に設定することができる。
なお、このときの孔部の内部空間の開孔率は、1〜50%とすることが好ましく、更に好ましくは1.5〜35%、より好ましくは2.5〜20%である。孔部の内部空間の開孔率が1%未満であると、開孔率が低すぎて凸部や凸部内の繊維に自由度を付与することができず、凸部の柔軟性を十分に確保することができない。孔部の内部空間の開孔率が50%を超えると、孔部の設けられた第1周壁部の強度が低くなりやすい上、孔部の周縁の境目が触感上認識しやすくなる可能性がある。ただし、孔部の内部空間の開孔率は、吸収性物品の種類や用途等に応じて上記の範囲以外であってもよく、任意に設定することができる。
また、本実施形態において、第2底部28は、表面シート2を構成する不織布が、第1面2aから第2面2bの方向に圧縮されることにより形成されていて、前述のように表面シート2の中で最も繊維密度が高く、且つ剛性も最も大きくなっている。これにより、前記表面シート2を構成する不織布は、その厚さ方向において、相対的に繊維密度の低い凸部から繊維密度の最も高い第2凹部の第2底部にかけて密度勾配が存在する構造を有しているため、前記不織布の第1面側から供給された尿などの排泄液が、前記凸部から前記第2凹部の第2底部へとスポット的に引き込まれやすく、表面シートとして優れた吸収性(特に、吸収速度や液移行性等)を発揮させることができるとともに、上述のように吸収体から放出された湿気が、前記不織布の第2面側から第1面側へ向かって移行しにくくなる。その結果、吸収体から放出された湿気を前記凸部の空隙部に効果的に封じ込めることができ、着用者に蒸れなどをより一層感じにくくさせることができる。
さらに、この第2底部28の第1面2a(すなわち、第2凹部の内部側の面)及び第2面2b(すなわち、吸収体4側の面)は、全体として面状に形成されている。本実施形態においては、第2底部28の第2面2bの面は、略平坦状に形成されていて、吸収体4の表面シート側の面に接触している。このように、第2底部28の第2面2bの面が平坦状に形成されていると、第2底部28と吸収体4との接触面積を可及的に大きくすることができ、これにより、第2底部28の第2面2bの面は、吸収体4の表面シート側の面に対して、可能な限り大きな接合領域を確保することができる。その結果、表面シート2は吸収体4から一層剥離しにくくなる上、表面シート2と吸収体4との間の排泄液の移行をよりスムーズに行うことができる。特に、本実施形態においては、前述のように、吸収体4の表面シート側の面は平坦状の面となっているため、この第2底部28の第2面2bの面は、吸収体4の表面シート側の面と面接触した状態で、相互に接合されている。
したがって、表面シート2は、吸収体4とのより一層安定的な接合が実現され、相互に剥離しにくく、また、表面シート2と吸収体4との間の排泄液の移行も極めてスムーズに行うことができる。
したがって、表面シート2は、吸収体4とのより一層安定的な接合が実現され、相互に剥離しにくく、また、表面シート2と吸収体4との間の排泄液の移行も極めてスムーズに行うことができる。
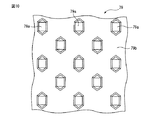
本実施形態においては、第2凹部26は、図4に示すように、平面視にて千鳥状となるように前記表面シート2に配置されている。そして、表面シート2は、図5に示すように、第2凹部26と、該第2凹部26に幅方向において隣り合う他の第2凹部26との間に、少なくとも2つの凸部11が位置した構成となっている。すなわち、表面シート2は、幅方向において、隣り合う第2凹部26と第2凹部26との間に、凸部11、第1凹部21、凸部11の順でそれぞれ配置された構成となっている。表面シート2をこのように構成した理由の1つは、表面シート2が吸収体4から剥離することをより安定的に抑止するとともに、凸部の柔軟性を維持するためである。すなわち、表面シート2は、第2凹部26が吸収体4に接合されているため、その吸収体に対する第2凹部26の接合によって表面シート2には幅方向の張力が発生する可能性があるが、隣り合う第2底部28、28の間に、第2底部28よりも繊維密度が低くて該第2底部28よりも変形しやすい第1底部22を配置することにより、その第1底部22の変形によって前記張力を吸収できるようにしている。これにより、凸部11の幅方向の自由度が阻害されないため、凸部11の柔軟性を安定的に維持することができる。
さらに、図6に示すように、表面シート2は、凹部12の第1凹部21と、その凹部12と隣り合う他の凹部12の第1凹部21とが相互に隣り合う構成が、幅方向の全幅に亘って連続している部分を有している。すなわち、表面シート2は、幅方向の全幅に亘って、第1凹部21、凸部11、第1凹部21の順でそれぞれ配置されていて、第2凹部26の存在しない部分が存在する構成となっている。これは、表面シート2において、第2凹部26が千鳥状に配置されているとともに、長さ方向における第2凹部26の配設間隔が、その第2凹部26の長さ方向の大きさよりも、広く設定されているためである。
表面シート2をこのように構成している理由の1つは、第1凹部21における第1底部22の変形しやすさを利用して、凸部11に、より高い柔軟性を付与するためである。すなわち、表面シート2が、幅方向の全幅に亘って第1凹部21と凸部11とが交互に位置し、隣り合う凸部11間に、吸収体4に接合された第2凹部26が存在しないように構成することにより、第2底部28よりも繊維密度が低く、該第2底部28に比べて変形しやすい第1底部22が、凸部11を着用者の動きに合わせて肌面に追従させやすくすることができるため、凸部をより安定的に肌にフィットさせることができる。また、第1底部22の柔軟性を利用して、凸部11も、より柔軟に変形させることができるため、表面シート2全体として、より一層高い柔軟性を確保することができる。
以下、本発明の一実施形態に係る使い捨ておむつ1の製造方法の一例について説明する。
本実施形態における使い捨ておむつ1の製造方法は、吸収体を形成する工程と、後述する表面シートとなる長尺の表面シート連続体(すなわち、繊維積層体(不織布)に凹凸構造を賦形した連続体)を形成する工程で形成した表面シート連続体を、吸収体に対して積層し、表面シート用不織布の連続体と吸収体との積層体を形成する工程と、任意に積層体に圧搾溝を形成する工程と、を順次実施する。さらに、前記積層体に対して裏面シートとなる長尺の裏面シート用の連続シートを積層して、使い捨ておむつの連続体を形成する工程と、使い捨ておむつの連続体から単体の使い捨ておむつを切り出す切断工程と、を順次実施する。
本実施形態における使い捨ておむつ1の製造方法は、吸収体を形成する工程と、後述する表面シートとなる長尺の表面シート連続体(すなわち、繊維積層体(不織布)に凹凸構造を賦形した連続体)を形成する工程で形成した表面シート連続体を、吸収体に対して積層し、表面シート用不織布の連続体と吸収体との積層体を形成する工程と、任意に積層体に圧搾溝を形成する工程と、を順次実施する。さらに、前記積層体に対して裏面シートとなる長尺の裏面シート用の連続シートを積層して、使い捨ておむつの連続体を形成する工程と、使い捨ておむつの連続体から単体の使い捨ておむつを切り出す切断工程と、を順次実施する。
本実施形態に係る使い捨ておむつ1を製造するに際しては、例えば、図8〜図11に示すような製造装置50を用いる。この製造装置50は、吸収性材料61を積層することにより吸収体4を形成する回転自在のサクションドラム62を備えた吸収体形成装置60と、表面シート2となる表面シート連続体71(すなわち、繊維積層体200に凹凸構造を賦形した不織布の連続体)を形成する表面シート形成装置70とを備えている。また、裏面シート3となる裏面シート連続体91がロール状に巻かれた裏面シートロール90と、吸収体4に表面シート連続体71及び裏面シート連続体91を取付けた使い捨ておむつの連続体92を切断し、個々の使い捨ておむつ1とする切断装置80とを備えている。
以下、このような製造装置50を用いて使い捨ておむつ1を製造する手順について詳説する。
吸収体を製造する工程は、吸収体形成装置60において、回転しているサクションドラム62の外周面に対して、高吸収性ポリマー(SAP)等の吸収体材料61を上方から供給して、その吸収体材料61を、サクションドラム62の外周面に設けられた、吸収体4の形に適合する窪み状の成形空間62a内に吸引し、吸収体材料61を堆積させることにより、吸収体4を形成する。その後、回転しているサクションドラム62が、そのサクションドラム62の下方において搬送方向MDに向けて搬送されているキャリアシート65上に、成形空間62a内の吸収体4を転写して、載置する。なお、キャリアシート65は、載置された吸収体4とともに搬送方向MDの下流側に搬送され、次工程に供されることとなる。
吸収体を製造する工程は、吸収体形成装置60において、回転しているサクションドラム62の外周面に対して、高吸収性ポリマー(SAP)等の吸収体材料61を上方から供給して、その吸収体材料61を、サクションドラム62の外周面に設けられた、吸収体4の形に適合する窪み状の成形空間62a内に吸引し、吸収体材料61を堆積させることにより、吸収体4を形成する。その後、回転しているサクションドラム62が、そのサクションドラム62の下方において搬送方向MDに向けて搬送されているキャリアシート65上に、成形空間62a内の吸収体4を転写して、載置する。なお、キャリアシート65は、載置された吸収体4とともに搬送方向MDの下流側に搬送され、次工程に供されることとなる。
吸収体を製造する工程の後、積層体を形成する工程を実施する。この工程においては、まず、後で詳述する表面シート形成装置70によって、表面シート2が長さ方向に連続する表面シート連続体71として形成される。そして、搬送方向MDに搬送されている吸収体4の第1面(図8においては上面)に対して、ホットメルト型接着剤による接着剤層を形成し、その上から表面シート連続体71を積層且つ接合することにより、積層体72を得る。なお、積層体72は、その形成後、搬送方向MDの下流側に搬送され、次工程に供される。
積層体を形成する工程の後、使い捨ておむつの連続体を形成する工程を実施する。この工程においては、積層体72の吸収体4側の面(この場合、積層体72の下面)に、裏面シートロール90から巻き出した裏面シート連続体91を、ホットメルト型接着剤による接着剤層を介して、前記吸収体4の下面側から順次積層して、複数の使い捨ておむつ1がその長さ方向に直接的に連なった使い捨ておむつの連続体92が形成される。これにより、吸収体4の第1面(上面)に表面シート連続体71が、第1面とは反対側の面(この場合、吸収体4の下面)に裏面シート連続体91がそれぞれ接合された、使い捨ておむつの連続体92が得られる。さらに、この使い捨ておむつの連続体92は、搬送方向MDの下流側に搬送され、次工程に供される。
使い捨ておむつの連続体を形成する工程の後、切断工程を実施する。この工程においては、切断装置80が備えているカッターによって、使い捨ておむつの連続体92から所望の形状及び大きさを有する単体の使い捨ておむつ1を切り出す。これにより、製品としての使い捨ておむつ1が得られることとなる。
ここで、上述の積層体を形成する工程に含まれる、表面シート連続体を形成する工程について説明する。
表面シート連続体を形成する工程は、表面シート連続体71の原料となる長尺の加工対象の不織布73(繊維積層体200)がロール状に巻かれた表面シートロール74から、加工対象の不織布73を巻出し、その巻き出された加工対象の不織布73に対して予熱を加える予熱工程と、予熱工程を経た加工対象の不織布73を延伸して凹凸構造を賦形加工する賦形工程と、を順次実施する。なお、表面シート連続体71の原料となる長尺の不織布73は、上記した凹凸賦形加工前の繊維積層体の製造方法によって得られる繊維積層体200を用いる。
表面シート連続体を形成する工程は、表面シート連続体71の原料となる長尺の加工対象の不織布73(繊維積層体200)がロール状に巻かれた表面シートロール74から、加工対象の不織布73を巻出し、その巻き出された加工対象の不織布73に対して予熱を加える予熱工程と、予熱工程を経た加工対象の不織布73を延伸して凹凸構造を賦形加工する賦形工程と、を順次実施する。なお、表面シート連続体71の原料となる長尺の不織布73は、上記した凹凸賦形加工前の繊維積層体の製造方法によって得られる繊維積層体200を用いる。
前記表面シート連続体を形成する工程は、図8〜図11に示すような表面シート形成装置70を用いて行う。この形成装置70は、加工対象の不織布73を搬送方向MDの下流側に巻き出す表面シートロール74と、表面シートロール74から巻き出された加工対象の不織布73に予熱を与える予熱装置76と、予熱を与えた加工対象の不織布73を延伸して凸部11及び凹部12(第1凹部21及び第2凹部26を含む。)を形成するための凹凸賦形加工を行う賦形装置77と、を備えている。
前記予熱工程は、表面シートロール74から巻き出され、搬送方向MDに沿って搬送されてきた長尺の加工対象の不織布73を、予熱装置76の、回転している上下一対の加熱ロール76a、76bの外周面に順次接触させて、加工対象の不織布73の両面を順次加熱して予熱を与える。具体的には、表面シートロール74から巻き出された加工対象の不織布73を、まず下方の加熱ロール76bの外周面に巻き付け、その外周面に接している加工対象の不織布73の一面側を加熱する。次に、加工対象の不織布73を、下方の加熱ロール76bで加熱した面とは反対側の面が上方の加熱ロール76aの外周面に接するように前記上方の加熱ロール76aに受け渡し、その外周面に接している面を上方の加熱ロール76aにより加熱する。
ここで、予熱温度は、加工対象の不織布を構成する熱可塑性樹脂繊維の種類にもよるが、例えば、加工対象の不織布に使用されている熱可塑性樹脂繊維の熱可塑性樹脂が軟化し始める温度(軟化点)以上、前記熱可塑性樹脂の融点未満の温度で加熱することが好ましい。予熱温度が融点以上であると、熱可塑性樹脂繊維が溶融した後に硬化するため、表面シートして柔軟な肌触りが損なわれるおそれがある。また、予熱温度が前記熱可塑性樹脂の軟化点未満であると、次工程の賦形工程において加工対象の不織布を賦形しづらくなり、適切な凹凸構造が形成しにくくなる。例えば、加工対象の不織布に含まれる熱可塑性樹脂繊維が、ポリエチレンテレフタラート(PET)と高密度ポリエチレン(HDPE)との芯鞘型の複合繊維の場合、当該複合繊維を構成する熱可塑性樹脂は、融点温度が120℃であり、50℃程度から軟化し始めるため、加熱ロールの外周面の温度は、50〜110℃程度に設定することが好ましく、より好ましくは60〜100℃程度である。
賦形工程は、予熱工程を経て搬送されてきた加工対象の不織布73を、賦形装置77において、噛み合いながら回転している上下一対の延伸ロール78、79の間に挿入し、加工対象の不織布73を、噛み合っている上方の延伸ロール78の突稜78a及び凹溝78bと、下方の延伸ロール79の外周面部79b及びピン79aとの間で延伸して賦形する。なお、賦形工程を実施するに際しては、賦形を行いやすいように、延伸ロール78、79を加熱しながら賦形することが好ましい。このときの加熱温度は、予熱工程における予熱温度よりも高い温度であって、加工対象の不織布73に含まれる熱可塑性樹脂繊維の熱可塑性樹脂の融点温度よりも低い温度とすることが好ましい。
上方の延伸ロール78は、図9に示すように、その外周面に、ロール幅方向に一定の間隔で、この上方の延伸ロール78の外周面に沿って相互に平行に複数列設けられた前述の突稜78aと、隣り合う突稜78a、78aの間に設けられた複数列の前述の凹溝78bとを備えている。一方、下方の延伸ロール79は、その外周面に、上方の延伸ロール78の凹溝78bと噛み合うように設けられた複数のピン79aと、突稜78aと噛み合う外周面部79bとを備えている。図9に示すように、これらのピン79aは、ロール幅方向に対しては、上方の延伸ロール78の突稜78aと接触しないように一定の間隔(本実施形態では、下方の延伸ロール79のロール幅の全幅に亘ってピン79aが存在しない部分が形成される間隔)で配設されているとともに、ロールの周方向に対しては、外周面に沿って一定の間隔でほぼ直線的に配設されている。また、図10に示すように、本実施形態における下方の延伸ロール79は、複数のピン79aが、下方の延伸ロール79の外周面に千鳥状に配設された構成となっている。
前記賦形工程を実施するに際しては、図11に示すように、上方の延伸ロール78は、突稜78aが加工対象の不織布73と接触している部分を、下方の延伸ロール79における外周面部79bに押し込み、これにより表面シート2(この段階では、表面シート連続体71)の凸部11を賦形する。一方、下方の延伸ロール79は、周方向に一列に並んでいる複数のピン79aが、そのピン79aの先端部分に接触している加工対象の不織布73を、上方の延伸ロール78の同一の凹溝78b内に押し込む。このとき、加工対象の不織布73のうち、ピン79aと非接触状態で凹溝78b内に引っ張られた部分は、他の部分に比べてあまり延伸されず、表面シート2(表面シート連続体71)の凹部12の第1凹部21の第1底部22となる。また、ピン79aの先端部分と接触していた部分は、凹溝78b内に強く押し込まれて賦形され、これにより、周壁部27及び第2底部28を備えた、表面シート2(表面シート連続体71)の第2凹部26が形成されることとなる。
なお、第2凹部26の第2底部28は、その形成時において、上方の延伸ロール78と下方の延伸ロール79とが加工対象の不織布73を噛み込んだ状態で、ピン79aの先端部分がその加工対象の不織布73の当接部分を凹溝78b内に押し込むため、実質的に繊維密度が他の部分よりも高くなる。また、下方の延伸ロール79のロール幅の全幅に亘ってピン79aが存在しない部分が存在するため、表面シート連続体71には、全幅に亘って第2凹部26が形成されない部分が形成される(図6の表面シート2を参照)。
また、本実施形態の加工対象の不織布73において、下方の延伸ロール79のピン79aの先端部分の幅方向(ロール幅方向)の両端部に接触していた部分は、上方の延伸ロール78の突稜78aが加工対象の不織布73を下方の延伸ロール79の外周面部79bに押し込む際に発生する張力も作用して、ピン79aが、第2凹部の周壁部のうちの第1周壁部29を形成する熱可塑性樹脂繊維を掻き分けたり、或いは破断して前述した破断端部を有する破断繊維を形成したりする。これにより、第2凹部26に、周縁部分に破断繊維の破断端部が含まれた孔部31が形成されることとなる。なお、一部の熱可塑性樹脂繊維は、孔部31の内部空間に架け渡された状態で残り、また、一部の破断繊維の破断端部は孔部31の内部空間内に延出した状態となる。ここで、孔部31が形成されるのは、加工対象の不織布73の搬送方向MDに沿う方向、すなわち、延伸ロール78、79の回転方向であって、凸部11及び凹部12が延設される方向でもあることから、孔部31は、凸部11及び凹部12が延設される方向に沿う周面である第1周壁部29に形成される。
賦形工程が終了すると、図3に示すような表面シート連続体71が完成することになるが、この表面シート連続体71は、吸収体4に積層すべく、更にキャリアシート65上の吸収体4に向けて搬送されて、接着剤層を介して吸収体4の上面側の面に積層且つ接合されることとなる。このとき、表面シート連続体71は、第1凹部21における第1底部22の第2面2bの少なくとも1部と、第2凹部26における第2底部28の第2面2bが吸収体4の上面に接合される一方、凸部11の第2面2bについては接合されない。その後、上述した各工程を実施して、製品としての使い捨ておむつ1が完成する。
上述の実施形態に係る使い捨ておむつ1においては、第1底部22の一部が、吸収体4の表面シート側の部分に接合されているが、本発明においては、第1底部は、表面シートと吸収体とが安定的に接合されていれば、必ずしも吸収体に接合されていなくてもよい。なお、この場合であっても、第2底部は吸収体に接合されている必要がある。
また、上述の前記実施形態においては、凸部11の頂部13における第2面2bの部分と吸収体4の表面シート側の部分との間の距離が、第1底部22の第1面2aにおいて最も吸収体4に近い部分と吸収体4の表面シート側の部分との間の距離よりも小さくなっているが、本発明においては、表面シートと吸収体との剥離を安定的に抑止できれば、凸部の頂部における第2面の部分と吸収体の表面シート側の部分との間の距離と、第1底部の第1面において最も吸収体に近い部分と吸収体の表面シート側の部分との間の距離との関係は、必ずしもこのような関係である必要はない。
上述の実施形態においては、表面シート2が、第2凹部26と、その第2凹部26に幅方向において隣り合う他の第2凹部26との間に、少なくとも2つの凸部11が位置した構成となっているが、本発明においては、このような構成に限定されず、幅方向に隣り合う第2凹部間の凸部の数は、任意に設定することができる。また、上述の実施形態においては、表面シート2おいて、凹部12の第1凹部21と、その凹部12と隣り合う他の凹部の第1凹部21とが相互に隣り合う構成が、幅方向の全幅に亘って連続する部分を有しているが、本発明において、表面シートは必ずしもこのような構成である必要はない。
さらに、上述の実施形態においては、表面シート2が、前記第2凹部26の一対の第1周壁部29、29に、第2面2bに通じる孔部31を備えているが、本発明においては、凸部の柔軟性を確保することができれば、前記周壁部には孔部が形成されている必要はない。また、上述の実施形態においては、前記第2底部28の第2面2bは平坦状に形成されているが、本発明においては、第2底部における接合強度や液移行性を十分に確保することができれば、その第2面は必ずしも平坦状でなくてもよい。
以下に、本発明の別の実施形態に係る吸収性物品について説明する。
本発明の別の実施形態においては、吸収性物品の表面シートとして用いられる不織布が、3層の繊維層からなる繊維積層体であって、繊維積層体(不織布)が、不織布の肌対向面(第1面)を形成する前記第2繊維層(肌対向面側繊維層)と、該第2繊維層の非肌対向面側の面に隣接した、熱可塑性樹脂繊維を含み且つコットンを含まない第3繊維層(中間層)と、該第3繊維層の非肌対向面側の面に隣接した、コットンを含む前記第1繊維層(非肌対向面側繊維層)とによって構成されている。不織布がこのように構成されていると、表面シートの肌対向面を形成する前記第2繊維層とコットンを含む前記第1繊維層との間に、中間層として第3繊維層が介在し、前記第2繊維層と第1繊維層が隔離されて、前記第1繊維層のコットンに吸収・保持された尿などの排泄液が、前記第2繊維層、ひいては着用者の肌に伝わりにくくなるため、着用者に濡れた状態を知覚させたりして、不快感を生じさせるようなことが起こりにくい。
本発明の別の実施形態においては、吸収性物品の表面シートとして用いられる不織布が、3層の繊維層からなる繊維積層体であって、繊維積層体(不織布)が、不織布の肌対向面(第1面)を形成する前記第2繊維層(肌対向面側繊維層)と、該第2繊維層の非肌対向面側の面に隣接した、熱可塑性樹脂繊維を含み且つコットンを含まない第3繊維層(中間層)と、該第3繊維層の非肌対向面側の面に隣接した、コットンを含む前記第1繊維層(非肌対向面側繊維層)とによって構成されている。不織布がこのように構成されていると、表面シートの肌対向面を形成する前記第2繊維層とコットンを含む前記第1繊維層との間に、中間層として第3繊維層が介在し、前記第2繊維層と第1繊維層が隔離されて、前記第1繊維層のコットンに吸収・保持された尿などの排泄液が、前記第2繊維層、ひいては着用者の肌に伝わりにくくなるため、着用者に濡れた状態を知覚させたりして、不快感を生じさせるようなことが起こりにくい。
この別の実施形態における3層の繊維積層体の具体的な構成としては、例えば、以下のような構成が挙げられる。
[肌対向面側繊維層](第2繊維層)
繊度2.8dtex、繊維長45mm及び坪量10g/m2のPET/PE芯鞘型複合繊維
[中間層](第3繊維層)
繊度2.8dtex、繊維長45mm及び坪量10g/m2のPET/PE芯鞘型複合繊維
[非肌対向面側繊維層](第1繊維層)
繊度2.2dtex、繊維長44mm及び坪量8g/m2のPET/PE芯鞘型複合繊維と、繊度1,7dtex、繊維長45mm及び坪量1g/m2のPET/PE芯鞘型複合繊維、並びに坪量1g/m2のコットンの混合物
[肌対向面側繊維層](第2繊維層)
繊度2.8dtex、繊維長45mm及び坪量10g/m2のPET/PE芯鞘型複合繊維
[中間層](第3繊維層)
繊度2.8dtex、繊維長45mm及び坪量10g/m2のPET/PE芯鞘型複合繊維
[非肌対向面側繊維層](第1繊維層)
繊度2.2dtex、繊維長44mm及び坪量8g/m2のPET/PE芯鞘型複合繊維と、繊度1,7dtex、繊維長45mm及び坪量1g/m2のPET/PE芯鞘型複合繊維、並びに坪量1g/m2のコットンの混合物
また、本発明の更に別の実施形態においては、吸収性物品の表面シートとして用いられる不織布が、3層の繊維層からなる繊維積層体であって、繊維積層体(不織布)が、不織布の肌対向面(第1面)を形成する前記第2繊維層(肌対向面側繊維層)と、該第2繊維層の非肌対向面側の面に隣接した、コットンを含む前記第1繊維層(中間層)と、該第1繊維層の非肌対向面側の面に隣接した、熱可塑性樹脂繊維を含み且つコットンを含まない第3繊維層(非肌対向面側繊維層)とによって構成されている。不織布がこのように構成されていると、コットンを含む前記第1繊維層と前記不織布の凸部における第2面側(非肌対向面側)の空隙部との間に、第3繊維層が介在する構造となるため、前記第3繊維層の非肌対向面側に配置された吸収体から放出される湿気を封じ込める空間を、より広く確保することができる(このとき、第3繊維層は、吸収体から放出される湿気を封じ込める補助空間として機能する。)。その結果、吸収体から放出された湿気を、前記第1繊維層よりも非肌対向面側の領域において効果的に封じ込めることができ、着用者に蒸れなどをより一層感じにくくさせることができる。
この別の実施形態における3層の繊維積層体の具体的な構成としては、例えば、以下のような構成が挙げられる。
[肌対向面側繊維層](第2繊維層)
繊度2.8dtex、繊維長45mm及び坪量10g/m2のPET/PE芯鞘型複合繊維
[中間層](第1繊維層)
繊度2.2dtex、繊維長44mm及び坪量8g/m2のPET/PE芯鞘型複合繊維と、繊度1,7dtex、繊維長45mm及び坪量1g/m2のPET/PE芯鞘型複合繊維、並びに坪量1g/m2のコットンの混合物
[非肌対向面側繊維層](第3繊維層)
繊度2.8dtex、繊維長45mm及び坪量10g/m2のPET/PE芯鞘型複合繊維
[肌対向面側繊維層](第2繊維層)
繊度2.8dtex、繊維長45mm及び坪量10g/m2のPET/PE芯鞘型複合繊維
[中間層](第1繊維層)
繊度2.2dtex、繊維長44mm及び坪量8g/m2のPET/PE芯鞘型複合繊維と、繊度1,7dtex、繊維長45mm及び坪量1g/m2のPET/PE芯鞘型複合繊維、並びに坪量1g/m2のコットンの混合物
[非肌対向面側繊維層](第3繊維層)
繊度2.8dtex、繊維長45mm及び坪量10g/m2のPET/PE芯鞘型複合繊維
なお、上述の各実施形態において、前記第3繊維層に含まれる熱可塑性樹脂繊維は、特に制限されず、第1繊維層又は第2繊維層に含まれる熱可塑性樹脂繊維と同様のものを用いることができる。さらに、これらの実施形態においては、各繊維層は、熱可塑性樹脂繊維の坪量が同一であり、前記第2繊維層及び第3繊維層に含まれる熱可塑性樹脂繊維が、それぞれ前記第1繊維層に含まれる熱可塑性樹脂繊維よりも大きい繊維径(繊度)を有していることが好ましい。不織布(繊維積層体)がこのような構成を備えていると、前記第1繊維層に含まれる熱可塑性樹脂繊維の繊維量(繊維本数)が、必然的に前記第2繊維層及び前記第3繊維層よりも多くなるため、コットンを含む第1繊維層の強度をより一層向上させることができる。また、このような不織布は、第1繊維層の熱可塑性樹脂繊維が、第2繊維層又は第3繊維層の熱可塑性樹脂繊維と絡み合いやすくなるため、不織布を構成する繊維層が比較的剛性の高いコットンを含むような場合であっても、各繊維層間の層間剥離が生じにくくなる。
また、本発明の更に別の実施形態においては、吸収性物品が、裏面シートの非肌対向面側(すなわち、吸収体とは反対側)に裏面フィルムを有していて、該裏面フィルムは、前記裏面シートよりも低い通気度を有している。裏面シートの非肌対向面側に、該裏面シートよりも通気度の低い裏面フィルムを有していると、前記裏面シートから前記裏面フィルムにかけて通気度が低くなるという通気度勾配が形成されるため、吸収体から非肌対向面側(すなわち、裏面シート側)へ放出された湿気が、前記裏面シートを介して前記裏面フィルムへと引き込まれやすくなり、更には吸収性物品の外部へと抜けやすくなる。このような実施形態に係る吸収性物品によれば、吸収体から肌対向面側(すなわち、裏面シートとは反対側)に放出される湿気を低減させることができるため、着用者に蒸れなどをより感じにくくさせることができる。
本発明の更に別の実施形態に係る吸収性物品においては、吸収体が、該吸収体の非肌対向面側の面に圧搾部を有している。吸収体の非肌対向面側の面に圧搾部を有していると、吸収体に吸収・保持された排泄液が、前記吸収体の非肌対向面側の面における圧搾部に溜まりやすく、前記吸収体の肌対向面側の面には残りにくくなるため、前記吸収体から肌対向面側に放出される湿気を低減させることができ、着用者に蒸れなどをより一層感じにくくさせることができる。
本発明の更に別の実施形態においては、吸収性物品が、互いに直交する長手方向、幅方向及び厚さ方向を有し、吸収体が、該吸収体の非肌対向面側の面において前記長手方向及び/又は前記幅方向に延びる線状圧搾部を有していて、前記吸収体は、さらに、肌対向面側の面において互いに離間する複数の点状圧搾部を有している。吸収体が、上記のような線状圧搾部を有していると、前記吸収体に吸収・保持された排泄液が、前記吸収体の非肌対向面側の面において、前記長手方向及び/又は前記幅方向に延びる線状圧搾部に沿って拡散した状態で溜まりやすく、前記吸収体の肌対向面側の面には残りにくくなるため、前記吸収体から肌対向面側に放出される湿気を低減させることができ、着用者に蒸れをより一層感じにくくさせることができる。また、吸収体が、上記のような複数の点状圧搾部を有していると、前記点状圧搾部は、繊維密度が高く吸液部として機能するため、尿などの排泄液が前記吸収体へスポット的に吸収されやすくなるとともに、前記点状圧搾部を介して肌対向面側へ放出されにくくなる。これにより、前記吸収体から肌対向面側に放出される湿気を低減させることができ、着用者に蒸れをより一層感じにくくさせることができる。
また、本発明の更に別の実施形態においては、吸収性物品が、互いに直交する長手方向、幅方向及び厚さ方向を有し、表面シートが、平面視にて、前記吸収性物品の長手方向軸線を含み且つ前記長手方向に延びる中央領域と、前記中央領域の前記長手方向の両側部に位置し且つ前記長手方向に延びる一対の外側領域とを有していて、前記吸収性物品は、前記不織布の前記凹部の第2面側の部分において前記吸収体と接合する接合部を有し、前記接合部は、前記不織布と前記吸収体との間において前記長手方向に延び且つ前記幅方向に複数本並ぶように配置されていて、前記接合部は、前記幅方向に隣り合う接合部同士の間隔が前記表面シートの前記幅方向における中央領域内に存在する接合部同士の間隔よりも前記表面シートの外側領域内に存在する接合部同士の間隔の方が大きくなるように配置されている。このような吸収性物品では、尿などの排泄液が供給される表面シートの前記中央領域内に存在する接合部のピッチが、外側領域よりも密に配置されているため、排泄液の吸収に大きく関与する中央領域において前記表面シートと前記吸収体とを強固に接合することができるとともに、前記中央領域内において前記凸部の空隙部を、前記外側領域よりも緻密に、且つ多く形成することができるため、前記吸収体から放出される湿気を保持するための空隙部を、より確実に確保することができる。
上述の実施形態では、吸収性物品としてテープ型の使い捨ておむつの例について説明したが、本発明の吸収性物品は、特に限定されず、例えば、パンツ型の使い捨ておむつや生理用ナプキン、失禁パッド(パンティーライナー)などであってもよい。なお、本発明を生理用ナプキン等の吸収性物品に適用する場合は、表面シートと吸収体とを一体化するエンボス加工などを施してもよい。エンボス加工を施すことにより、表面シートと吸収体との接合を強固にするとともに、表面シートと吸収体との間における繊維密度を高めて、表面シートから吸収体への排泄液の引き込み性などを向上させることができる。
以下、実施例及び比較例を例示して本発明を更に具体的に説明するが、本発明はこれら実施例のみに限定されるものではない。
実施例1
(不織布の製造)
第1段のカーディング装置に、第2繊維層を形成するための熱可塑性樹脂繊維としてPET/PE芯鞘型複合繊維(繊度2.8dtex、繊維長45mm)を供給し、前記第1段のカーディング装置内において前記PET/PE芯鞘型複合繊維を開繊して、第2繊維層に対応する坪量20g/m2の第1ウェブを搬送装置の搬送面上に形成した。形成した第1ウェブを、搬送方向の下流側に搬送しながら、第2段のカーディング装置に、第1繊維層を形成するための、繊度の異なる2種類のPET/PE芯鞘型複合繊維(繊度2.2dtex、繊維長45mmの複合繊維Aと、繊度1.7dtex、繊維長45mmの複合繊維B)と、コットンとを供給し、前記第2段のカーディング装置内において各繊維を開繊して、第1繊維層に対応する坪量13g/m2のウェブ(ここで、複合繊維A及びBの坪量は10g/m2、コットンの坪量は3g/m2である。)を、搬送中の第1ウェブ上に形成した。前記第1ウェブ上に第2ウェブが積層した積層ウェブを、エアスルー方式の加熱装置に搬送し、該加熱装置内で、各ウェブ内及びウェブ間の繊維同士を交絡させることにより、第1繊維層と第2繊維層とが積層した2層の繊維積層体を得た。
(凹凸賦形加工)
得られた2層の繊維積層体(不織布)を、図9〜図11に示す上下一対の延伸ロールを備えた賦形装置を用いて延伸し、不織布に図3〜図7に示す所定の凹凸構造を賦形した。
(吸収性物品の製造)
坪量220g/m2のパルプと、坪量156g/m2の高吸収性ポリマー(SAP)とを混合した吸収性材料を、坪量10g/m2のティッシュで被覆して吸収体を得た。得られた吸収体の一方の面に凹凸構造を賦形した上記不織布を表面シートとして接合した後、他方の面に坪量15g/m2の透湿性フィルムを裏面シートとして接合し、積層物を得た。なお、これらの接合には、ホットメルト型の接着剤(塗布量:3g/m2)を用いた。
そして、得られた積層物を、吸収性物品の所定形状に切断することにより、実施例1の吸収性物品を作製した。
(不織布の製造)
第1段のカーディング装置に、第2繊維層を形成するための熱可塑性樹脂繊維としてPET/PE芯鞘型複合繊維(繊度2.8dtex、繊維長45mm)を供給し、前記第1段のカーディング装置内において前記PET/PE芯鞘型複合繊維を開繊して、第2繊維層に対応する坪量20g/m2の第1ウェブを搬送装置の搬送面上に形成した。形成した第1ウェブを、搬送方向の下流側に搬送しながら、第2段のカーディング装置に、第1繊維層を形成するための、繊度の異なる2種類のPET/PE芯鞘型複合繊維(繊度2.2dtex、繊維長45mmの複合繊維Aと、繊度1.7dtex、繊維長45mmの複合繊維B)と、コットンとを供給し、前記第2段のカーディング装置内において各繊維を開繊して、第1繊維層に対応する坪量13g/m2のウェブ(ここで、複合繊維A及びBの坪量は10g/m2、コットンの坪量は3g/m2である。)を、搬送中の第1ウェブ上に形成した。前記第1ウェブ上に第2ウェブが積層した積層ウェブを、エアスルー方式の加熱装置に搬送し、該加熱装置内で、各ウェブ内及びウェブ間の繊維同士を交絡させることにより、第1繊維層と第2繊維層とが積層した2層の繊維積層体を得た。
(凹凸賦形加工)
得られた2層の繊維積層体(不織布)を、図9〜図11に示す上下一対の延伸ロールを備えた賦形装置を用いて延伸し、不織布に図3〜図7に示す所定の凹凸構造を賦形した。
(吸収性物品の製造)
坪量220g/m2のパルプと、坪量156g/m2の高吸収性ポリマー(SAP)とを混合した吸収性材料を、坪量10g/m2のティッシュで被覆して吸収体を得た。得られた吸収体の一方の面に凹凸構造を賦形した上記不織布を表面シートとして接合した後、他方の面に坪量15g/m2の透湿性フィルムを裏面シートとして接合し、積層物を得た。なお、これらの接合には、ホットメルト型の接着剤(塗布量:3g/m2)を用いた。
そして、得られた積層物を、吸収性物品の所定形状に切断することにより、実施例1の吸収性物品を作製した。
比較例1
2層の繊維積層体(不織布)に凹凸賦形加工を行っていないこと以外は、実施例1と同様にして、比較例1の吸収性物品を作製した。
2層の繊維積層体(不織布)に凹凸賦形加工を行っていないこと以外は、実施例1と同様にして、比較例1の吸収性物品を作製した。
比較例2
第1繊維層を形成するための繊維材料として、繊度の異なる2種類のPET/PE芯鞘型複合繊維(繊度2.2dtex、繊維長45mmの複合繊維Aと、繊度1.7dtex、繊維長45mmの複合繊維B)の混合物(坪量10g/m2)を用いたこと(すなわち、コットンを含まない繊維材料を用いたこと)以外は、実施例1と同様にして、比較例2の吸収性物品を作製した。
第1繊維層を形成するための繊維材料として、繊度の異なる2種類のPET/PE芯鞘型複合繊維(繊度2.2dtex、繊維長45mmの複合繊維Aと、繊度1.7dtex、繊維長45mmの複合繊維B)の混合物(坪量10g/m2)を用いたこと(すなわち、コットンを含まない繊維材料を用いたこと)以外は、実施例1と同様にして、比較例2の吸収性物品を作製した。
比較例3
第1繊維層を形成するための繊維材料として、繊度の異なる2種類のPET/PE芯鞘型複合繊維(繊度2.2dtex、繊維長45mmの複合繊維Aと、繊度1.7dtex、繊維長45mmの複合繊維B)の混合物(坪量10g/m2)を用いたこと(すなわち、コットンを含まない繊維材料を用いたこと)及び2層の繊維積層体(不織布)に凹凸賦形加工を行っていないこと以外は、実施例1と同様にして、比較例3の吸収性物品を作製した。
第1繊維層を形成するための繊維材料として、繊度の異なる2種類のPET/PE芯鞘型複合繊維(繊度2.2dtex、繊維長45mmの複合繊維Aと、繊度1.7dtex、繊維長45mmの複合繊維B)の混合物(坪量10g/m2)を用いたこと(すなわち、コットンを含まない繊維材料を用いたこと)及び2層の繊維積層体(不織布)に凹凸賦形加工を行っていないこと以外は、実施例1と同様にして、比較例3の吸収性物品を作製した。
実施例1及び比較例1〜3の吸収性物品について、濡れた状態や蒸れなどの発生のしやすさを評価するために、吸収性物品が模擬尿を吸収した後の所定時間毎の蒸散率(%)を、以下の要領で測定した。実施例1及び比較例1〜3の吸収性物品の各構成及び蒸散率の測定結果は、表1に示す。
[蒸散率の測定方法]
(1)周囲環境による影響を排除するために、測定する吸収性物品サンプルを、温度20℃、湿度60%の恒温恒湿槽内に載置し、同環境下で5日間(120時間)放置する。
(2)恒温恒湿槽から吸収性物品サンプルを取り出し、吸収性物品サンプルの初期質量A0(g)を測定する。
(3)水平面を有する試験台の上に、吸収性物品サンプルを、表面シートが上面となるように広げて、その表面シート上に内径60mmの円筒を設置する。
(4)表面シート上に設置した円筒内に、模擬尿80mLを10秒で滴下する。
なお、模擬尿は、イオン交換水10Lに、尿素200g、塩化ナトリウム80g、硫酸マグネシウム8g、塩化カルシウム3g及び色素(青色1号)約1gを溶解させることにより調製する。
(5)円筒内の模擬尿がすべて吸収性物品サンプルに吸収されたことを確認した後、表面シートの上から円筒を取り除き、直ちに模擬尿吸収後の吸収性物品サンプル質量A1(g)を測定する。
(6)模擬尿吸収後の吸収性物品サンプルを一定の雰囲気下で放置し、上記(5)において表面シートの上から円筒を取り除いた時点から、1時間後、3時間後、5時間後、8時間後及び21時間後の吸収性物品サンプル質量W1、W3、W5、W8及びW21(g)をそれぞれ測定する。
(7)吸収性物品サンプルの各経過時間毎の蒸散率E1、E3、E5、E8及びE21(%)を次式(1)により算出する。

(1)周囲環境による影響を排除するために、測定する吸収性物品サンプルを、温度20℃、湿度60%の恒温恒湿槽内に載置し、同環境下で5日間(120時間)放置する。
(2)恒温恒湿槽から吸収性物品サンプルを取り出し、吸収性物品サンプルの初期質量A0(g)を測定する。
(3)水平面を有する試験台の上に、吸収性物品サンプルを、表面シートが上面となるように広げて、その表面シート上に内径60mmの円筒を設置する。
(4)表面シート上に設置した円筒内に、模擬尿80mLを10秒で滴下する。
なお、模擬尿は、イオン交換水10Lに、尿素200g、塩化ナトリウム80g、硫酸マグネシウム8g、塩化カルシウム3g及び色素(青色1号)約1gを溶解させることにより調製する。
(5)円筒内の模擬尿がすべて吸収性物品サンプルに吸収されたことを確認した後、表面シートの上から円筒を取り除き、直ちに模擬尿吸収後の吸収性物品サンプル質量A1(g)を測定する。
(6)模擬尿吸収後の吸収性物品サンプルを一定の雰囲気下で放置し、上記(5)において表面シートの上から円筒を取り除いた時点から、1時間後、3時間後、5時間後、8時間後及び21時間後の吸収性物品サンプル質量W1、W3、W5、W8及びW21(g)をそれぞれ測定する。
(7)吸収性物品サンプルの各経過時間毎の蒸散率E1、E3、E5、E8及びE21(%)を次式(1)により算出する。
表1に示すように、実施例1の吸収性物品は、比較例1〜3の吸収性物品に比べて、模擬尿吸収後の蒸散率が低く、濡れた状態や蒸れなどが発生しにくいことがわかった。特に、実施例1の吸収性物品は、模擬尿を吸収して8時間後及び21時間後の蒸散率が低く、長時間に亘って濡れた状態や蒸れなどが発生しにくいことがわかった。一方、比較例1の吸収性物品は、凹凸構造を有していないため、比較例2の吸収性物品は、第1繊維層にコットンが含まれていないため、比較例3の吸収性物品は、凹凸構造を有しておらず且つ第1繊維層にコットンが含まれていないため、それぞれ模擬尿吸収後の蒸散率が高く、濡れた状態や蒸れなどが発生しやすいことがわかった。
なお、本発明の吸収性物品は、上述した各実施形態や実施例等に制限されることなく、本発明の目的、趣旨を逸脱しない範囲内において、適宜組み合わせや変更等が可能である。また、本明細書において、「第1」、「第2」等の序数は、当該序数が付された事項を区別するためのものであり、各事項の順序や優先度、重要度等を意味するものではない。
1 使い捨ておむつ(吸収性物品)
2 表面シート
3 裏面シート
4 吸収体
11 凸部
12 凹部
13 頂部
14 空隙部
21 第1凹部
22 第1底部
26 第2凹部
27 周壁部
28 第2底部
29 第1周壁部
30 第2周壁部
31 孔部
50 製造装置
2 表面シート
3 裏面シート
4 吸収体
11 凸部
12 凹部
13 頂部
14 空隙部
21 第1凹部
22 第1底部
26 第2凹部
27 周壁部
28 第2底部
29 第1周壁部
30 第2周壁部
31 孔部
50 製造装置
Claims (10)
- 着用者の肌対向面側に位置する液透過性の表面シートと、着用者の非肌対向面側に位置する液不透過性の裏面シートと、これら両シートの間に位置する吸収体とを含む、吸収性物品であって、
前記表面シートは、コットン及び熱可塑性樹脂繊維から構成される第1繊維層と、疎水性の熱可塑性樹脂繊維から構成される第2繊維層とを含む、少なくとも2層の繊維層からなる不織布であり、
前記不織布は、前記肌対向面側の面であって前記第2繊維層により形成される第1面と、前記非肌対向面側の面であって前記吸収体と対向する第2面とを有し、前記不織布は、前記第1面の方向に向けて突出する複数の凸部と、隣り合う前記凸部の間に設けられ、前記第2面の方向に向けて窪む複数の凹部とを備えていて、
前記凸部は、前記不織布の第2面が面する空隙部を有する、
前記吸収性物品。 - 前記裏面シートは通気性を有する、請求項1に記載の吸収性物品。
- 前記第1繊維層は、コットンによる繊維塊を含む、請求項1又は2に記載の吸収性物品。
- 前記吸収性物品は、前記裏面シートの前記非肌対向面側に裏面フィルムを有し、該裏面フィルムは、前記裏面シートよりも低い通気度を有する、請求項1〜3のいずれか一項に記載の吸収性物品。
- 前記凸部は、前記不織布の前記第1面において第1方向に延設され且つ前記第1方向と直交する第2方向に予め定めた間隔で設けられ、前記凹部は、前記第1方向に延設され且つ前記第2方向において隣り合う前記凸部の間に設けられていて、
前記凹部は、前記凸部の頂部における前記第1面側の位置よりも前記第2面側に位置する第1底部を備えた第1凹部と、前記第1凹部内において前記第1方向に不連続に設けられた、前記第1底部から前記第2面の方向に向けて窪む複数の第2凹部とを有し、
前記第2凹部は、前記第1底部から前記第2面側の方向に延設された周壁部と、前記周壁部の前記第2面側の端部にその端部を塞ぐように設けられた、前記不織布の中で最も高い繊維密度を有する第2底部とを備える、請求項1〜4のいずれか一項に記載の吸収性物品。 - 前記第2凹部の前記第2方向におけるピッチが2.0mm以下である、請求項5に記載の吸収性物品。
- 前記凸部は、前記不織布の前記第1面において第1方向に延設され且つ前記第1方向と直交する第2方向に予め定めた間隔で設けられていて、前記凸部は、前記吸収体の前記第1方向における少なくとも一方の端縁まで又は前記少なくとも一方の端縁を超えて延設されている、請求項1〜6のいずれか一項に記載の吸収性物品。
- 前記吸収体は、前記非肌対向面側の面に圧搾部を有する、請求項1〜7のいずれか一項に記載の吸収性物品。
- 前記吸収性物品は、互いに直交する長手方向、幅方向及び厚さ方向を有し、
前記圧搾部は、前記吸収体の非肌対向面側の面において前記長手方向及び/又は前記幅方向に延びる線状圧搾部として設けられていて、
前記吸収体は、肌対向面側の面において互いに離間する複数の点状圧搾部を有する、請求項8に記載の吸収性物品。 - 前記吸収性物品は、互いに直交する長手方向、幅方向及び厚さ方向を有し、
前記表面シートは、平面視にて、前記吸収性物品の長手方向軸線を含み且つ前記長手方向に延びる中央領域と、前記中央領域の前記長手方向の両側部に位置し且つ前記長手方向に延びる一対の外側領域とを有し、
前記吸収性物品は、前記不織布の前記凹部の第2面側の部分において前記吸収体と接合する接合部を有し、
前記接合部は、前記不織布と前記吸収体との間において前記長手方向に延び且つ前記幅方向に複数本並ぶように配置されていて、
前記接合部は、前記幅方向に隣り合う接合部同士の間隔が前記表面シートの前記幅方向における中央領域内に存在する接合部同士の間隔よりも前記表面シートの外側領域内に存在する接合部同士の間隔の方が大きくなるように配置されている、請求項1〜9のいずれか一項に記載の吸収性物品。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015247081A JP2016221237A (ja) | 2015-12-18 | 2015-12-18 | 吸収性物品 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015247081A JP2016221237A (ja) | 2015-12-18 | 2015-12-18 | 吸収性物品 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015110913A Division JP6214598B2 (ja) | 2015-05-29 | 2015-05-29 | 吸収性物品 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2016221237A true JP2016221237A (ja) | 2016-12-28 |
Family
ID=57746264
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015247081A Pending JP2016221237A (ja) | 2015-12-18 | 2015-12-18 | 吸収性物品 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2016221237A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018047897A1 (ja) * | 2016-09-07 | 2018-03-15 | 大王製紙株式会社 | 失禁用吸収性物品 |
| WO2019097907A1 (ja) * | 2017-11-17 | 2019-05-23 | ユニ・チャーム株式会社 | 吸収性物品 |
| CN111005157A (zh) * | 2019-12-09 | 2020-04-14 | 福建恒安集团有限公司 | 一种立体压花含棉层无纺布及其制备方法 |
| WO2025018094A1 (ja) * | 2023-07-20 | 2025-01-23 | ユニ・チャーム株式会社 | 吸収性物品 |
-
2015
- 2015-12-18 JP JP2015247081A patent/JP2016221237A/ja active Pending
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018047897A1 (ja) * | 2016-09-07 | 2018-03-15 | 大王製紙株式会社 | 失禁用吸収性物品 |
| JPWO2018047897A1 (ja) * | 2016-09-07 | 2019-06-24 | 大王製紙株式会社 | 失禁用吸収性物品 |
| US11351070B2 (en) | 2016-09-07 | 2022-06-07 | Daio Paper Corporation | Absorbent article for incontinence |
| WO2019097907A1 (ja) * | 2017-11-17 | 2019-05-23 | ユニ・チャーム株式会社 | 吸収性物品 |
| JP2019092597A (ja) * | 2017-11-17 | 2019-06-20 | ユニ・チャーム株式会社 | 吸収性物品 |
| CN111107817A (zh) * | 2017-11-17 | 2020-05-05 | 尤妮佳股份有限公司 | 吸收性物品 |
| CN111107817B (zh) * | 2017-11-17 | 2021-12-03 | 尤妮佳股份有限公司 | 吸收性物品 |
| CN111005157A (zh) * | 2019-12-09 | 2020-04-14 | 福建恒安集团有限公司 | 一种立体压花含棉层无纺布及其制备方法 |
| CN111005157B (zh) * | 2019-12-09 | 2021-10-15 | 福建恒安集团有限公司 | 一种立体压花含棉层无纺布及其制备方法 |
| WO2025018094A1 (ja) * | 2023-07-20 | 2025-01-23 | ユニ・チャーム株式会社 | 吸収性物品 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6214598B2 (ja) | 吸収性物品 | |
| JP6158992B2 (ja) | 吸収性物品 | |
| JP6001207B1 (ja) | 吸収性物品 | |
| CN102481215B (zh) | 吸收性物品 | |
| JP2017038925A5 (ja) | ||
| KR101605583B1 (ko) | 흡수성 물품 및 흡수성 물품의 제조 장치 | |
| JP5232553B2 (ja) | 吸収性物品 | |
| JP6038228B1 (ja) | 吸収性物品 | |
| JP6486013B2 (ja) | 吸収性物品 | |
| WO2017030136A1 (ja) | 吸収性物品 | |
| JP2013215388A (ja) | 吸収性物品 | |
| JP2016221237A (ja) | 吸収性物品 | |
| TW201720396A (zh) | 吸收性物品 | |
| TWI675138B (zh) | 吸收性物品用不織布 | |
| JP2015093170A (ja) | 吸収性物品 | |
| JP4712533B2 (ja) | 吸収性物品 | |
| WO2004049998A1 (ja) | 液獲得層を有する吸収性物品 | |
| JP6827493B2 (ja) | 吸収性物品およびその製造方法 | |
| JP3215319U (ja) | 複合シート | |
| WO2024034357A1 (ja) | 吸収性物品用の不織布の製造方法及び吸収性物品 | |
| JP2017113512A (ja) | 吸収性物品 |