JP2016196675A - 蒸着マスク製造方法 - Google Patents
蒸着マスク製造方法 Download PDFInfo
- Publication number
- JP2016196675A JP2016196675A JP2015076129A JP2015076129A JP2016196675A JP 2016196675 A JP2016196675 A JP 2016196675A JP 2015076129 A JP2015076129 A JP 2015076129A JP 2015076129 A JP2015076129 A JP 2015076129A JP 2016196675 A JP2016196675 A JP 2016196675A
- Authority
- JP
- Japan
- Prior art keywords
- vapor deposition
- deposition mask
- opening
- hole
- metal layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000007740 vapor deposition Methods 0.000 title claims abstract description 244
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 46
- 230000001678 irradiating effect Effects 0.000 claims abstract description 13
- 238000002360 preparation method Methods 0.000 claims abstract description 7
- 238000001514 detection method Methods 0.000 claims abstract description 6
- 229910052751 metal Inorganic materials 0.000 claims description 154
- 239000002184 metal Substances 0.000 claims description 154
- 238000000034 method Methods 0.000 claims description 97
- 239000000758 substrate Substances 0.000 claims description 68
- 238000007747 plating Methods 0.000 claims description 67
- 239000000463 material Substances 0.000 claims description 58
- 238000005530 etching Methods 0.000 claims description 41
- 238000000151 deposition Methods 0.000 claims description 33
- 230000008021 deposition Effects 0.000 claims description 31
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 claims description 18
- 229910052759 nickel Inorganic materials 0.000 claims description 9
- 229910000640 Fe alloy Inorganic materials 0.000 claims description 8
- 238000000926 separation method Methods 0.000 claims description 5
- 238000002955 isolation Methods 0.000 claims description 2
- 239000000243 solution Substances 0.000 description 44
- 238000010586 diagram Methods 0.000 description 14
- 229920005989 resin Polymers 0.000 description 12
- 239000011347 resin Substances 0.000 description 12
- 230000015572 biosynthetic process Effects 0.000 description 8
- 238000005019 vapor deposition process Methods 0.000 description 8
- 238000009713 electroplating Methods 0.000 description 6
- 238000012986 modification Methods 0.000 description 6
- 230000004048 modification Effects 0.000 description 6
- 239000003054 catalyst Substances 0.000 description 5
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 4
- 230000002950 deficient Effects 0.000 description 4
- 238000007772 electroless plating Methods 0.000 description 4
- 239000000203 mixture Substances 0.000 description 4
- 230000002093 peripheral effect Effects 0.000 description 4
- 239000013078 crystal Substances 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 238000013461 design Methods 0.000 description 3
- 238000011161 development Methods 0.000 description 3
- 230000003628 erosive effect Effects 0.000 description 3
- 238000007689 inspection Methods 0.000 description 3
- 230000000149 penetrating effect Effects 0.000 description 3
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- 229910001374 Invar Inorganic materials 0.000 description 2
- 229910021578 Iron(III) chloride Inorganic materials 0.000 description 2
- OFOBLEOULBTSOW-UHFFFAOYSA-N Malonic acid Chemical compound OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 2
- 239000004020 conductor Substances 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 239000010949 copper Substances 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- RBTARNINKXHZNM-UHFFFAOYSA-K iron trichloride Chemical compound Cl[Fe](Cl)Cl RBTARNINKXHZNM-UHFFFAOYSA-K 0.000 description 2
- 239000007769 metal material Substances 0.000 description 2
- 239000011259 mixed solution Substances 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 239000011368 organic material Substances 0.000 description 2
- 230000010355 oscillation Effects 0.000 description 2
- 238000000059 patterning Methods 0.000 description 2
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- 229910000531 Co alloy Inorganic materials 0.000 description 1
- 229910052779 Neodymium Inorganic materials 0.000 description 1
- QXZUUHYBWMWJHK-UHFFFAOYSA-N [Co].[Ni] Chemical compound [Co].[Ni] QXZUUHYBWMWJHK-UHFFFAOYSA-N 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910017052 cobalt Inorganic materials 0.000 description 1
- 239000010941 cobalt Substances 0.000 description 1
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 239000002223 garnet Substances 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 150000002506 iron compounds Chemical class 0.000 description 1
- SQZYOZWYVFYNFV-UHFFFAOYSA-L iron(2+);disulfamate Chemical compound [Fe+2].NS([O-])(=O)=O.NS([O-])(=O)=O SQZYOZWYVFYNFV-UHFFFAOYSA-L 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- QEFYFXOXNSNQGX-UHFFFAOYSA-N neodymium atom Chemical compound [Nd] QEFYFXOXNSNQGX-UHFFFAOYSA-N 0.000 description 1
- 150000002816 nickel compounds Chemical class 0.000 description 1
- KERTUBUCQCSNJU-UHFFFAOYSA-L nickel(2+);disulfamate Chemical compound [Ni+2].NS([O-])(=O)=O.NS([O-])(=O)=O KERTUBUCQCSNJU-UHFFFAOYSA-L 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 238000000206 photolithography Methods 0.000 description 1
- 229920002120 photoresistant polymer Polymers 0.000 description 1
- 238000001556 precipitation Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 230000004043 responsiveness Effects 0.000 description 1
- CVHZOJJKTDOEJC-UHFFFAOYSA-N saccharin Chemical compound C1=CC=C2C(=O)NS(=O)(=O)C2=C1 CVHZOJJKTDOEJC-UHFFFAOYSA-N 0.000 description 1
- 229940081974 saccharin Drugs 0.000 description 1
- 235000019204 saccharin Nutrition 0.000 description 1
- 239000000901 saccharin and its Na,K and Ca salt Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
- 229910052727 yttrium Inorganic materials 0.000 description 1
- VWQVUPCCIRVNHF-UHFFFAOYSA-N yttrium atom Chemical compound [Y] VWQVUPCCIRVNHF-UHFFFAOYSA-N 0.000 description 1
Images





Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23F—NON-MECHANICAL REMOVAL OF METALLIC MATERIAL FROM SURFACE; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL; MULTI-STEP PROCESSES FOR SURFACE TREATMENT OF METALLIC MATERIAL INVOLVING AT LEAST ONE PROCESS PROVIDED FOR IN CLASS C23 AND AT LEAST ONE PROCESS COVERED BY SUBCLASS C21D OR C22F OR CLASS C25
- C23F1/00—Etching metallic material by chemical means
- C23F1/02—Local etching
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Electroluminescent Light Sources (AREA)
- Laser Beam Processing (AREA)
- Physical Vapour Deposition (AREA)
Abstract
【解決手段】蒸着マスク製造方法は、複数の貫通孔が形成された蒸着マスクを準備する準備工程と、蒸着マスクのうち、貫通孔が形成されるべきであるが貫通孔が形成されていない不要部分を検出する検出工程と、不要部分にレーザー光を照射して不要部分を除去する除去工程と、を備えている。除去工程において不要部分に照射されるレーザー光のスポット径は、形成されるべき貫通孔の寸法よりも小さくなっている。
【選択図】図11
Description
めっき処理を利用する場合、上述のように、基材上に形成されるレジストパターンは、蒸着マスクの貫通孔が形成されるべき位置に配置される。一方、めっき処理工程においては、レジストパターンの隙間に供給されためっき液が、レジストパターンと基材との間に浸入してしまうことが生じ得る。浸入しためっき液がレジストパターンと基材との間で析出すると、貫通孔が形成されるべきであるが貫通孔が形成されていない部分、すなわち不要部分が形成されることになる。このようにめっき処理によって蒸着マスクを作製する場合にも、不要部分が形成されることによって蒸着マスクの製造の歩留りが低下することが考えられる。
不要部分が形成される原因としては、その他にも、めっき処理の際に基材に付着する異物が考えられる。また、後述するように基材上に設けられたレジストパターンの隙間にめっき液を供給して蒸着マスクを作製する場合、レジスト膜を露光するための露光マスクに異物が付着することによって、レジストパターンの位置に誤差が生じ、この結果、めっき処理の際に不要部分が形成されてしまうことが考えられる。
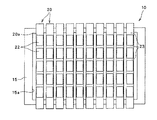
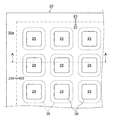
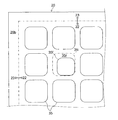
まず、蒸着マスクを含む蒸着マスク装置の一例について、図1〜図3を参照して説明する。ここで、図1は、蒸着マスクを含む蒸着マスク装置の一例を示す平面図であり、図2は、図1に示す蒸着マスク装置の使用方法を説明するための図である。図3は、蒸着マスクを第1面の側から示す平面図である。
次に、蒸着マスク20について詳細に説明する。図1に示すように、本実施の形態において、蒸着マスク20は、平面視において略四角形形状、さらに正確には平面視において略矩形状の輪郭を有している。蒸着マスク20は、規則的な配列で貫通孔25が形成された有効領域22と、有効領域22を取り囲む周囲領域23と、を含んでいる。周囲領域23は、有効領域22を支持するための領域であり、有機EL基板92へ蒸着されることを意図された蒸着材料が通過する領域ではない。例えば、有機EL表示装置用の有機発光材料の蒸着に用いられる蒸着マスク20においては、有効領域22は、有機発光材料が蒸着して画素を形成するようになる有機EL基板92の表示領域となる区域に対面する、蒸着マスク20内の領域のことである。ただし、種々の目的から、周囲領域23に貫通孔や凹部が形成されていてもよい。図1に示された例において、各有効領域22は、平面視において略四角形形状、さらに正確には平面視において略矩形状の輪郭を有している。なお図示はしないが、各有効領域22は、有機EL基板92の表示領域の形状に応じて、様々な形状の輪郭を有することができる。例えば各有効領域22は、円形状の輪郭を有していてもよい。
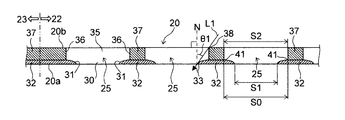
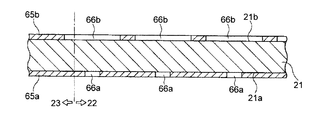
はじめに、蒸着マスク20がめっき処理によって作製されたものである場合について説明する。図4は、めっき処理によって作製された蒸着マスク20を、図3のA−A線に沿って切断した場合を示す断面図である。
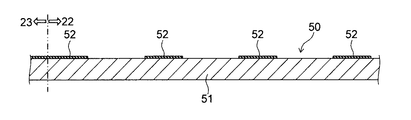
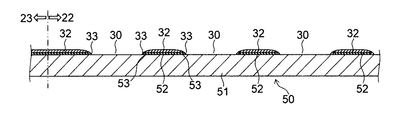
まず図5Aに示すように、所定の導電性パターン52が形成された基材51を準備する。導電性パターン52は、第1金属層32に対応するパターンを有している。絶縁性および適切な強度を有する限りにおいて、基材51を構成する材料や基材51の厚みが特に限られることはない。例えば基材51を構成する材料として、ガラスや合成樹脂などを用いることができる。
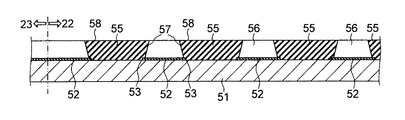
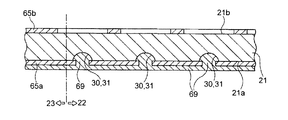
次に、第1開口部30に連通する第2開口部35が設けられた第2金属層37を第1金属層32上に形成する第2成膜工程を実施する。まず、基材51上および第1金属層32上に、所定の隙間56を空けてレジストパターン55を形成するレジスト形成工程を実施する。図5Cは、基材51上に形成されたレジストパターン55を示す断面図である。図5Cに示すように、レジスト形成工程は、第1金属層32の第1開口部30がレジストパターン55によって覆われるとともに、レジストパターン55の隙間56が第1金属層32上に位置するように実施される。
その後、レジストパターン55を除去する除去工程を実施する。例えばアルカリ系剥離液を用いることによって、レジストパターン55を基材51、第1金属層32や第2金属層37から剥離させることができる。
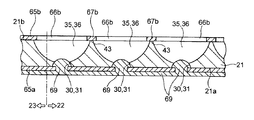
次に、第1金属層32および第2金属層37の組み合わせ体を基材51から分離させる分離工程を実施する。これによって、所定のパターンで第1開口部30が設けられた第1金属層32と、第1開口部30に連通する第2開口部35が設けられた第2金属層37と、を備えた蒸着マスク20を得ることができる。
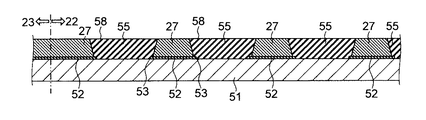
上述の図4〜図5Dに示す例においては、蒸着マスク20が、第1金属層32および第2金属層37という、少なくとも2つの金属層を積層させることによって構成される場合について説明した。しかしながら、これに限られることはなく、蒸着マスク20は、所定のパターンで複数の貫通孔25が形成された1つの金属層27によって構成されていてもよい。以下、図6A〜図7を参照して、蒸着マスク20が1つの金属層27を備える例について説明する。なお本変形例においては、蒸着マスク20の第1面20aから第2面20bに至る貫通孔25のうち第1面20a上に位置する部分を第1開口部30と称し、貫通孔25のうち第2面20b上に位置する部分を第2開口部35と称する。
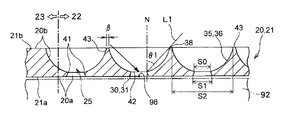
上述の図4〜図7に示す例においては、めっき処理によって蒸着マスク20を作製する場合、および、この場合に生じ得る不要部分について説明した。しかしながら、蒸着マスク20を作製するために採用される方法が、めっき処理に限られることはない。以下、エッチングによって金属板21に貫通孔25を形成することによって蒸着マスク20を作製する例について説明する。
上述の図8〜図9Dに示す例においては、金属板21を第1面21a側および第2面21b側の両方からエッチングすることによって蒸着マスク20が作製される例を示した。しかしながら、これに限られることはなく、図示はしないが、金属板21を第2面21b側からエッチングして、第2面21bから第1面21aへ至る貫通孔25を形成することにより、蒸着マスク20を作製してもよい。
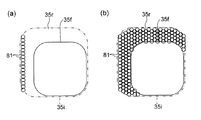
以下、蒸着マスク20を作製する際に生じ得る上述の不要部分への対処方法について説明する。ここでは、上述のようにして蒸着マスク20を作製した後、不要部分にレーザー光を照射することによって貫通孔25の位置および形状を修正する例について、図10および図11(a)(b)を参照して説明する。
レーザー光を利用して貫通孔25を修正する方法においては、はじめに、蒸着マスク20のうち、貫通孔25の第2開口部35が形成されるべきであるが第2開口部35が形成されていない不要部分35rを検出する検出工程を実施する。例えば、はじめに、蒸着マスク20を第2面20b側から撮影装置で撮影して第2面画像を得る。次に、第2面画像に現れている第2開口部35の位置および形状と、理想第2開口部35iの位置および形状とを比較する。そして、理想第2開口部35iと不良第2開口部35fとの間に位置する部分であって、一定の幅または面積を超えている部分を、不要部分35rとして認定する。
次に、不要部分35rにレーザー光を照射して不要部分35rを除去する除去工程を実施する。これによって、所望の位置に所望の形状で形成された複数の貫通孔25を備える蒸着マスク20を得ることができる。
20a 第1面
20b 第2面
21 金属板
22 有効領域
23 周囲領域
25 貫通孔
30 第1開口部
31 壁面
32 第1金属層
35 第2開口部
35f 不良第2開口部
35i 理想第2開口部
35r 不要部分
36 壁面
37 第2金属層
41 接続部
43 トップ部
51 基材
52 導電性パターン
55 レジストパターン
56 隙間
65a 第1レジストパターン
65b 第2レジストパターン
81 スポット
92 有機EL基板
98 蒸着材料
Claims (6)
- 蒸着マスク製造方法であって、
複数の貫通孔が形成された蒸着マスクを準備する準備工程と、
前記蒸着マスクのうち、前記貫通孔が形成されるべきであるが前記貫通孔が形成されていない不要部分を検出する検出工程と、
前記不要部分にレーザー光を照射して前記不要部分を除去する除去工程と、を備え、
除去工程において前記不要部分に照射される前記レーザー光のスポット径は、形成されるべき貫通孔の寸法よりも小さい、蒸着マスク製造方法。 - 前記不要部分は、ニッケルを含む鉄合金を有し、
前記レーザー光は、YAGレーザー装置によって生成されるYAGレーザー光の第3高調波を含む、請求項1に記載の蒸着マスク製造方法。 - 前記蒸着マスクは、前記蒸着マスクを用いて蒸着材料を基板に蒸着させる際に前記基板と対向する第1面と、前記第1面の反対側に位置する第2面と、を含み、
前記第2面における前記貫通孔の開口寸法は、前記第1面における前記貫通孔の開口寸法よりも大きく、
前記レーザー光は、前記第2面側から前記不要部分に照射される、請求項1または2に記載の蒸着マスク製造方法。 - 前記除去工程においては、前記レーザー光のパルスが間欠的に前記不要部分に照射され、
前記レーザー光の前記パルスの平均出力は、1.5〜2.0mJの範囲内であり、
前記レーザー光の前記パルスの幅は、5〜7nsの範囲内であり、
前記レーザー光の前記パルスの周期は、1〜60nsの範囲内である、請求項1乃至3のいずれか一項に記載の蒸着マスク製造方法。 - 前記準備工程は、
所定の基材上に、所定の隙間を空けてレジストパターンを形成するレジスト形成工程と、
前記レジストパターンの前記隙間において金属層を析出させるめっき処理工程と、
前記金属層を前記基材から分離させる分離工程と、を有する、請求項1乃至4のいずれか一項に記載の蒸着マスク製造方法。 - 前記準備工程は、
金属板を準備する工程と、
前記金属板上に、所定の隙間を空けてレジストパターンを形成するレジスト形成工程と、
前記金属板のうち前記レジストパターンによって覆われていない領域をエッチングして、前記金属板に前記貫通孔を形成する工程と、を有する、請求項1乃至4のいずれか一項に記載の蒸着マスク製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015076129A JP6536941B2 (ja) | 2015-04-02 | 2015-04-02 | 蒸着マスク製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015076129A JP6536941B2 (ja) | 2015-04-02 | 2015-04-02 | 蒸着マスク製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016196675A true JP2016196675A (ja) | 2016-11-24 |
| JP6536941B2 JP6536941B2 (ja) | 2019-07-03 |
Family
ID=57357539
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015076129A Active JP6536941B2 (ja) | 2015-04-02 | 2015-04-02 | 蒸着マスク製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6536941B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019054462A1 (ja) * | 2017-09-15 | 2019-03-21 | 凸版印刷株式会社 | 蒸着マスクの製造方法、表示装置の製造方法、および、蒸着マスク |
| JP2019072763A (ja) * | 2017-10-11 | 2019-05-16 | エーピー システムズ インコーポレイテッド | レーザー加工方法 |
| CN110066975A (zh) * | 2019-05-14 | 2019-07-30 | 京东方科技集团股份有限公司 | 掩膜版、蒸镀装置、蒸镀方法以及掩膜版中蒸镀开口的设计方法 |
| CN113523579A (zh) * | 2020-04-16 | 2021-10-22 | 万佳雷射有限公司 | 进行激光烧蚀的方法和装置 |
| DE112017007305B4 (de) | 2017-03-24 | 2022-12-15 | Mitsubishi Electric Corporation | Verfahren zur Herstellung einer Halbleitervorrichtung und Halbleitervorrichtung |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005154879A (ja) * | 2003-11-28 | 2005-06-16 | Canon Components Inc | 蒸着用メタルマスク及びそれを用いた蒸着パターンの製造方法 |
| JP2009068082A (ja) * | 2007-09-14 | 2009-04-02 | Sony Corp | 蒸着マスクの作製方法および蒸着マスク |
-
2015
- 2015-04-02 JP JP2015076129A patent/JP6536941B2/ja active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005154879A (ja) * | 2003-11-28 | 2005-06-16 | Canon Components Inc | 蒸着用メタルマスク及びそれを用いた蒸着パターンの製造方法 |
| JP2009068082A (ja) * | 2007-09-14 | 2009-04-02 | Sony Corp | 蒸着マスクの作製方法および蒸着マスク |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE112017007305B4 (de) | 2017-03-24 | 2022-12-15 | Mitsubishi Electric Corporation | Verfahren zur Herstellung einer Halbleitervorrichtung und Halbleitervorrichtung |
| WO2019054462A1 (ja) * | 2017-09-15 | 2019-03-21 | 凸版印刷株式会社 | 蒸着マスクの製造方法、表示装置の製造方法、および、蒸着マスク |
| JPWO2019054462A1 (ja) * | 2017-09-15 | 2019-11-07 | 凸版印刷株式会社 | 蒸着マスクの製造方法、および、表示装置の製造方法 |
| CN111032902A (zh) * | 2017-09-15 | 2020-04-17 | 凸版印刷株式会社 | 蒸镀掩模的制造方法、显示装置的制造方法及蒸镀掩模 |
| JP2020109214A (ja) * | 2017-09-15 | 2020-07-16 | 凸版印刷株式会社 | 蒸着マスク |
| CN111032902B (zh) * | 2017-09-15 | 2021-03-02 | 凸版印刷株式会社 | 蒸镀掩模的制造方法、显示装置的制造方法及蒸镀掩模 |
| JP7222376B2 (ja) | 2017-09-15 | 2023-02-15 | 凸版印刷株式会社 | 蒸着マスクの製造方法 |
| JP2019072763A (ja) * | 2017-10-11 | 2019-05-16 | エーピー システムズ インコーポレイテッド | レーザー加工方法 |
| JP7246884B2 (ja) | 2017-10-11 | 2023-03-28 | エーピーエス ホールディングス コーポレイション | レーザー加工方法 |
| CN110066975A (zh) * | 2019-05-14 | 2019-07-30 | 京东方科技集团股份有限公司 | 掩膜版、蒸镀装置、蒸镀方法以及掩膜版中蒸镀开口的设计方法 |
| CN113523579A (zh) * | 2020-04-16 | 2021-10-22 | 万佳雷射有限公司 | 进行激光烧蚀的方法和装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6536941B2 (ja) | 2019-07-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7121918B2 (ja) | 蒸着マスク装置及び蒸着マスク装置の製造方法 | |
| US11211558B2 (en) | Deposition mask device and method of manufacturing deposition mask device | |
| JP6536941B2 (ja) | 蒸着マスク製造方法 | |
| TWI614354B (zh) | 成膜遮罩 | |
| EP3650575A1 (en) | Vapor deposition mask, vapor deposition mask device, vapor deposition mask manufacturing method and vapor deposition mask device manufacturing method | |
| JP2013245392A (ja) | 蒸着マスク及び蒸着マスクの製造方法 | |
| CN213232465U (zh) | 蒸镀掩模、蒸镀掩模装置以及中间体 | |
| JP6240960B2 (ja) | 成膜マスクの製造方法及び成膜マスク | |
| US12058922B2 (en) | Manufacturing method of deposition mask and manufacturing method of organic EL display | |
| JP6078746B2 (ja) | 蒸着マスクの製造方法 | |
| JP7549794B2 (ja) | 蒸着マスク、蒸着マスクの製造方法、蒸着方法、有機半導体素子の製造方法及び有機el表示装置の製造方法 | |
| JP6709534B2 (ja) | 蒸着マスク及び蒸着マスクの製造方法 | |
| JP2020026553A (ja) | 蒸着マスク及び蒸着マスクの製造方法 | |
| JP6701543B2 (ja) | 蒸着マスクおよび蒸着マスクの製造方法 | |
| JP6372755B2 (ja) | 蒸着マスクの製造方法、蒸着マスクを作製するために用いられる金属板および蒸着マスク | |
| JP2017101302A (ja) | 蒸着マスク及び蒸着マスクの製造方法 | |
| JP2020007623A (ja) | 蒸着マスク、蒸着マスクの製造方法および有機el表示装置の製造方法 | |
| CN111485194A (zh) | 蒸镀掩模、蒸镀掩模装置及其制造方法、中间体、蒸镀方法及有机el显示装置的制造方法 | |
| JP7047828B2 (ja) | 蒸着マスクおよび蒸着マスクの製造方法 | |
| JP2017206732A (ja) | 蒸着マスク溶接方法 | |
| JP2018095897A (ja) | 蒸着マスク及び蒸着マスクの洗浄方法 | |
| JP2018202449A (ja) | レーザー加工方法 | |
| JP2017160470A (ja) | 蒸着マスク装置の製造方法及び蒸着マスク装置 | |
| JP2016199775A (ja) | 蒸着マスクの製造方法 | |
| JP2017057495A (ja) | 蒸着マスク、蒸着マスク製造方法および有機半導体素子製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180226 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180921 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181026 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181218 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190510 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190523 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6536941 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |