JP2016159840A - 重荷重用空気入りタイヤ及びその製造方法 - Google Patents
重荷重用空気入りタイヤ及びその製造方法 Download PDFInfo
- Publication number
- JP2016159840A JP2016159840A JP2015042374A JP2015042374A JP2016159840A JP 2016159840 A JP2016159840 A JP 2016159840A JP 2015042374 A JP2015042374 A JP 2015042374A JP 2015042374 A JP2015042374 A JP 2015042374A JP 2016159840 A JP2016159840 A JP 2016159840A
- Authority
- JP
- Japan
- Prior art keywords
- bead
- reinforcing cord
- height
- pneumatic tire
- insulation rubber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Tyre Moulding (AREA)
- Tires In General (AREA)
Abstract
【解決手段】トレッド部2からサイドウォール部3を経てビード部4に至るカーカス6を備えた重荷重用空気入りタイヤである。カーカス6は、トレッド部2からサイドウォール部3を経てビード部4のビードコア5に至る本体部6aと、本体部6aに連なりかつビードコア5の周りでタイヤ軸方向内側から外側に折り返された折返し部6bとを有するカーカスプライ6Aを含んでいる。ビード部4には、少なくとも折返し部6bのタイヤ軸方向外側を折返し部6bに沿ってのびる補強コードフィラ7が配されている。補強コードフィラ7の外端7beの高さh1は、折返し部6bの外端6beの高さh2よりも小であり、かつ、それらの差h2−h1が5〜15mmである。
【選択図】図2
Description
図1は、本実施形態の正規状態における重荷重用空気入りタイヤ1を示す断面図である。前記「正規状態」は、重荷重用空気入りタイヤ1が正規リム(図示省略)にリム組みされ、かつ、正規内圧が充填された無負荷の状態である。本明細書では、特に断りがない限り、タイヤ1の各部の寸法は、正規状態で測定された値である。
テストの方法は次の通りである。
各試験タイヤが試作され、、サイズ7.5×19.5のリム、内圧850kPa、縦荷重43.88kNの条件下にて、ドラム試験機上を速度20km/hで走行させた。そして、ビード部に損傷が発生するまでの走行時間が、測定された。結果は、比較例1の走行時間を100とする指数で示されている。数値が大きいほど、耐久性に優れていることを示す。
各例とも、30本の重荷重用空気入りタイヤが試作され、ビード部近傍に亀裂等の成形不良の有無が観察者の肉眼で検査された。評価は、比較例1の成形不良本数を100とする指数で示されている。数値が大きいほど、良好であることを示す。
テスト結果等は、表1に示される。

2 トレッド部
3 サイドウォール部
4 ビード部
5 ビードコア
6 カーカス
6A カーカスプライ
7 補強コードフィラ
8 インスレーションゴム
9 カーカス基体
D 成形ドラム
Claims (5)
- トレッド部からサイドウォール部を経てビード部に至るカーカスを備えた重荷重用空気入りタイヤであって、
前記カーカスは、前記トレッド部から前記サイドウォール部を経て前記ビード部のビードコアに至る本体部と、前記本体部に連なりかつ前記ビードコアの周りでタイヤ軸方向内側から外側に折り返された折返し部とを有するカーカスプライを含み、
前記ビード部には、少なくとも前記折返し部のタイヤ軸方向外側を前記折返し部に沿ってのびる補強コードフィラが配されており、
前記補強コードフィラの外端の高さh1は、前記折返し部の外端の高さh2よりも小であり、かつ、それらの差h2−h1が5〜15mmであることを特徴とする重荷重用空気入りタイヤ。 - 前記ビード部には、前記折返し部と前記外側部との間にインスレーションゴムが配されており、
前記インスレーションゴムのタイヤ半径方向の外端の高さh3は、前記折返し部の高さh2よりも大であり、かつ、それらの差h3−h2が5〜10mmである請求項1記載の重荷重用空気入りタイヤ。 - 前記インスレーションゴムのタイヤ半径方向の内端の高さh4は、前記補強コードフィラの外端の高さh1よりも小であり、かつ、それらの差h1−h4が10〜15mmである請求項2記載の重荷重用空気入りタイヤ。
- 請求項2又は3記載の重荷重用空気入りタイヤを製造する方法であって、
シート状の前記補強コードフィラ、シート状の前記カーカスプライ、及び、断面が略鈍角三角形である前記インスレーションゴムを準備する準備工程と、
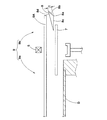
円筒状の成形ドラムに、前記補強コードフィラ、前記インスレーションゴム、及び、前記カーカスプライを、その順番で巻重ねる成層工程を含み、
前記成層工程では、前記インスレーションゴムの鈍角の頂点を前記補強コードフィラ側に向けて巻きつけることを特徴とする重荷重用空気入りタイヤの製造方法。 - 前記インスレーションゴムは、前記鈍角の頂点を挟む二辺が短辺と、長辺とからなり、
前記成層工程では、前記長辺を前記補強コードフィラに接触させる請求項4に記載の重荷重用空気入りタイヤの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015042374A JP6454181B2 (ja) | 2015-03-04 | 2015-03-04 | 重荷重用空気入りタイヤ及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015042374A JP6454181B2 (ja) | 2015-03-04 | 2015-03-04 | 重荷重用空気入りタイヤ及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016159840A true JP2016159840A (ja) | 2016-09-05 |
| JP6454181B2 JP6454181B2 (ja) | 2019-01-16 |
Family
ID=56844096
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015042374A Active JP6454181B2 (ja) | 2015-03-04 | 2015-03-04 | 重荷重用空気入りタイヤ及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6454181B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018034183A1 (ja) | 2016-08-17 | 2018-02-22 | 三菱ケミカル・クリンスイ株式会社 | 中空糸膜モジュール、脱気給気装置、インクジェットプリンタおよび炭酸泉製造装置 |
| WO2018159035A1 (ja) * | 2017-02-28 | 2018-09-07 | 横浜ゴム株式会社 | 空気入りタイヤ |
| CN110712477A (zh) * | 2018-07-13 | 2020-01-21 | 住友橡胶工业株式会社 | 重载用充气轮胎 |
| JP2020011548A (ja) * | 2018-07-13 | 2020-01-23 | 住友ゴム工業株式会社 | 重荷重用空気入りタイヤ |
| CN111907264A (zh) * | 2019-05-10 | 2020-11-10 | 住友橡胶工业株式会社 | 自动二轮车用轮胎 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002178724A (ja) * | 2000-12-18 | 2002-06-26 | Sumitomo Rubber Ind Ltd | 重荷重用タイヤ |
| JP2005008071A (ja) * | 2003-06-19 | 2005-01-13 | Sumitomo Rubber Ind Ltd | 重荷重用タイヤ |
| JP2009202471A (ja) * | 2008-02-28 | 2009-09-10 | Sumitomo Rubber Ind Ltd | 重荷重用タイヤの製造方法 |
| JP2009286225A (ja) * | 2008-05-28 | 2009-12-10 | Sumitomo Rubber Ind Ltd | 重荷重用空気入りタイヤ |
-
2015
- 2015-03-04 JP JP2015042374A patent/JP6454181B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002178724A (ja) * | 2000-12-18 | 2002-06-26 | Sumitomo Rubber Ind Ltd | 重荷重用タイヤ |
| JP2005008071A (ja) * | 2003-06-19 | 2005-01-13 | Sumitomo Rubber Ind Ltd | 重荷重用タイヤ |
| JP2009202471A (ja) * | 2008-02-28 | 2009-09-10 | Sumitomo Rubber Ind Ltd | 重荷重用タイヤの製造方法 |
| JP2009286225A (ja) * | 2008-05-28 | 2009-12-10 | Sumitomo Rubber Ind Ltd | 重荷重用空気入りタイヤ |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018034183A1 (ja) | 2016-08-17 | 2018-02-22 | 三菱ケミカル・クリンスイ株式会社 | 中空糸膜モジュール、脱気給気装置、インクジェットプリンタおよび炭酸泉製造装置 |
| WO2018159035A1 (ja) * | 2017-02-28 | 2018-09-07 | 横浜ゴム株式会社 | 空気入りタイヤ |
| JP2018140743A (ja) * | 2017-02-28 | 2018-09-13 | 横浜ゴム株式会社 | 空気入りタイヤ |
| AU2017401707B2 (en) * | 2017-02-28 | 2020-01-16 | The Yokohama Rubber Co., Ltd. | Pneumatic tire |
| US11479063B2 (en) | 2017-02-28 | 2022-10-25 | The Yokohama Rubber Co., Ltd. | Pneumatic tire |
| CN110712477A (zh) * | 2018-07-13 | 2020-01-21 | 住友橡胶工业株式会社 | 重载用充气轮胎 |
| JP2020011547A (ja) * | 2018-07-13 | 2020-01-23 | 住友ゴム工業株式会社 | 重荷重用空気入りタイヤ |
| JP2020011548A (ja) * | 2018-07-13 | 2020-01-23 | 住友ゴム工業株式会社 | 重荷重用空気入りタイヤ |
| JP7172213B2 (ja) | 2018-07-13 | 2022-11-16 | 住友ゴム工業株式会社 | 重荷重用空気入りタイヤ |
| JP7172215B2 (ja) | 2018-07-13 | 2022-11-16 | 住友ゴム工業株式会社 | 重荷重用空気入りタイヤ |
| CN111907264A (zh) * | 2019-05-10 | 2020-11-10 | 住友橡胶工业株式会社 | 自动二轮车用轮胎 |
| CN111907264B (zh) * | 2019-05-10 | 2023-12-29 | 住友橡胶工业株式会社 | 自动二轮车用轮胎 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6454181B2 (ja) | 2019-01-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2562657C2 (ru) | Большегрузная пневматическая шина | |
| US20160236521A1 (en) | Pneumatic tire | |
| JP4973810B1 (ja) | 空気入りタイヤ | |
| US11220141B2 (en) | Pneumatic tyre | |
| US11173756B2 (en) | Pneumatic tire | |
| JP6454181B2 (ja) | 重荷重用空気入りタイヤ及びその製造方法 | |
| JP2012254736A (ja) | 重荷重用空気入りタイヤ | |
| JPWO2012147356A1 (ja) | 空気入りタイヤ | |
| JP2010006322A (ja) | 空気入りタイヤ | |
| JP6006166B2 (ja) | 空気入りタイヤ | |
| CN104010843B (zh) | 重载充气轮胎 | |
| JP5703973B2 (ja) | 空気入りタイヤ | |
| WO2016024391A1 (ja) | 空気入りタイヤ | |
| JP2013112131A (ja) | 空気入りタイヤ | |
| JP2013067350A (ja) | 空気入りタイヤ | |
| JP2015221649A (ja) | 重荷重用チューブ式タイヤ | |
| EP3854573B1 (en) | Tire production method and green tire | |
| EP4194227B1 (en) | Pneumatic tire | |
| JP5981228B2 (ja) | 重荷重用空気入りラジアルタイヤ | |
| JP7271907B2 (ja) | 空気入りタイヤ及び空気入りタイヤの製造方法 | |
| WO2018198435A1 (ja) | バイアスタイヤ | |
| JP2013022968A (ja) | タイヤ及びタイヤの製造方法 | |
| JP5560906B2 (ja) | 空気入りタイヤ | |
| JP2008254687A (ja) | 重荷重用空気入りラジアルタイヤ | |
| JP6266885B2 (ja) | 空気入りタイヤ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180130 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180925 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180919 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181105 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20181204 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20181214 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6454181 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R157 | Certificate of patent or utility model (correction) |
Free format text: JAPANESE INTERMEDIATE CODE: R157 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |