JP2016128233A - 樹脂成形体 - Google Patents
樹脂成形体 Download PDFInfo
- Publication number
- JP2016128233A JP2016128233A JP2015003417A JP2015003417A JP2016128233A JP 2016128233 A JP2016128233 A JP 2016128233A JP 2015003417 A JP2015003417 A JP 2015003417A JP 2015003417 A JP2015003417 A JP 2015003417A JP 2016128233 A JP2016128233 A JP 2016128233A
- Authority
- JP
- Japan
- Prior art keywords
- resin member
- roughened surface
- roughened
- thermosetting resin
- thermoplastic resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 229920005989 resin Polymers 0.000 title claims abstract description 153
- 239000011347 resin Substances 0.000 title claims abstract description 153
- 238000000465 moulding Methods 0.000 title description 7
- 229920005992 thermoplastic resin Polymers 0.000 claims abstract description 95
- 238000007789 sealing Methods 0.000 claims abstract description 69
- 125000000524 functional group Chemical group 0.000 claims abstract description 37
- 239000000654 additive Substances 0.000 claims abstract description 27
- 230000000996 additive effect Effects 0.000 claims abstract description 27
- 229920001187 thermosetting polymer Polymers 0.000 claims description 124
- 238000007788 roughening Methods 0.000 claims description 15
- 239000000126 substance Substances 0.000 claims description 8
- 230000007423 decrease Effects 0.000 claims 1
- 239000004634 thermosetting polymer Substances 0.000 abstract 3
- 206010040844 Skin exfoliation Diseases 0.000 abstract 2
- 239000004065 semiconductor Substances 0.000 description 41
- 238000000034 method Methods 0.000 description 25
- 230000008569 process Effects 0.000 description 18
- 239000002344 surface layer Substances 0.000 description 17
- 239000000463 material Substances 0.000 description 11
- 230000001965 increasing effect Effects 0.000 description 9
- 238000000926 separation method Methods 0.000 description 8
- 238000004519 manufacturing process Methods 0.000 description 7
- 239000000356 contaminant Substances 0.000 description 6
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 6
- 239000012783 reinforcing fiber Substances 0.000 description 6
- 230000000694 effects Effects 0.000 description 5
- 125000003700 epoxy group Chemical group 0.000 description 5
- 230000001629 suppression Effects 0.000 description 5
- 230000015572 biosynthetic process Effects 0.000 description 4
- 230000006872 improvement Effects 0.000 description 4
- 239000000470 constituent Substances 0.000 description 3
- 239000003822 epoxy resin Substances 0.000 description 3
- 238000001746 injection moulding Methods 0.000 description 3
- 229920000647 polyepoxide Polymers 0.000 description 3
- 230000003746 surface roughness Effects 0.000 description 3
- 239000004734 Polyphenylene sulfide Substances 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 125000003277 amino group Chemical group 0.000 description 2
- 125000002915 carbonyl group Chemical group [*:2]C([*:1])=O 0.000 description 2
- 238000000748 compression moulding Methods 0.000 description 2
- 230000008878 coupling Effects 0.000 description 2
- 238000010168 coupling process Methods 0.000 description 2
- 238000005859 coupling reaction Methods 0.000 description 2
- 230000032798 delamination Effects 0.000 description 2
- 230000001678 irradiating effect Effects 0.000 description 2
- 238000010137 moulding (plastic) Methods 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 229920000069 polyphenylene sulfide Polymers 0.000 description 2
- 238000004382 potting Methods 0.000 description 2
- 230000002250 progressing effect Effects 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 238000001721 transfer moulding Methods 0.000 description 2
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 230000003466 anti-cipated effect Effects 0.000 description 1
- 238000005422 blasting Methods 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 238000003851 corona treatment Methods 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 235000014113 dietary fatty acids Nutrition 0.000 description 1
- KPUWHANPEXNPJT-UHFFFAOYSA-N disiloxane Chemical class [SiH3]O[SiH3] KPUWHANPEXNPJT-UHFFFAOYSA-N 0.000 description 1
- 239000000194 fatty acid Substances 0.000 description 1
- 229930195729 fatty acid Natural products 0.000 description 1
- 150000004665 fatty acids Chemical class 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 230000012447 hatching Effects 0.000 description 1
- 230000001939 inductive effect Effects 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 238000004898 kneading Methods 0.000 description 1
- 230000005389 magnetism Effects 0.000 description 1
- 230000000873 masking effect Effects 0.000 description 1
- 239000006082 mold release agent Substances 0.000 description 1
- 239000000088 plastic resin Substances 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- -1 polyphenylene terephthalate Polymers 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 238000003856 thermoforming Methods 0.000 description 1
Images






Landscapes
- Injection Moulding Of Plastics Or The Like (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Abstract
Description
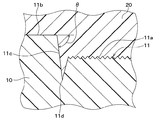
封止面における非粗化面と粗化面との境界には、非粗化面と熱可塑性樹脂部材との界面に発生する剥離の粗化面側への進展を抑制するための溝(11d)が設けられていることを特徴とする。
封止面における非粗化面と粗化面との間の段差における壁面(11e)には、非粗化面と熱可塑性樹脂部材との界面に発生する剥離の粗化面側への進展を抑制するための凹凸処理が施されていることを特徴とする。
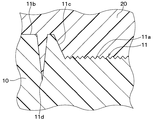
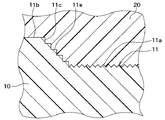
本発明の第1実施形態にかかる樹脂成形体について、図1〜図3を参照して述べる。なお、図1、図3では、後述する熱硬化性樹脂部材10の表面に形成された粗化面11aの凹凸形状、段差11c、および、溝11dについては、わかりやすくするために、大きくデフォルメして示してある。また、図2では、熱硬化性樹脂部材10の表面に形成された粗化面11aについて、その表面に斜線ハッチングを施して示している。また、図3では、熱可塑性樹脂部材20中の添加剤20aを省略してある。
さらに、本実施形態では、図1に示されるように、封止面11における非粗化面11bと粗化面11aとの境界には、剥離抑制用の溝11dが設けられている。この溝11dは、非粗化面11bと粗化面11aとの間に位置することで、非粗化面11bと熱可塑性樹脂部材20との界面に発生する剥離が粗化面11a側へ進展するのを抑制するものである。この溝について、図3も参照して述べる。
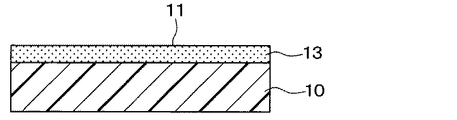
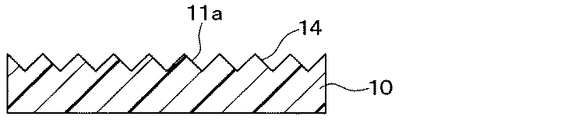
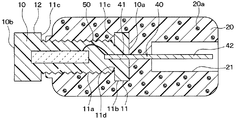
次に、本実施形態の半導体装置の製造方法について、図4〜図7も参照して述べる。まず、図4に示される硬化モールド工程では、熱硬化性樹脂部材10の原料である熱硬化性樹脂材料を用い、この熱硬化性樹脂材料を加熱して硬化完了させることにより、熱硬化性樹脂部材10を形成する。
[効果等]
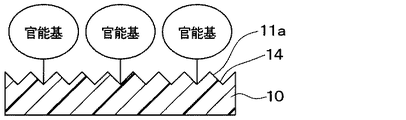
ところで、本実施形態によれば、熱硬化性樹脂部材10における封止面11と当該封止面11を封止する熱可塑性樹脂部材20との界面では、封止面11上の汚染物が除去された新生面14としての粗化面11aが形成される。この粗化面11aにおいて上記官能基を介した熱硬化性樹脂部材10と熱可塑性樹脂部材20との化学結合が実現される。
本発明の第2実施形態について、図8を参照して述べる。図8では、本実施形態の半導体装置における要部として、非粗化面11bと粗化面11aとの境界近傍部分を示している。本実施形態では、上記第1実施形態との相違点を中心に述べることとする。
本発明の第3実施形態について、図9を参照して、上記第1実施形態との相違点を中心に述べることとする。
本発明の第4実施形態について、図10を参照して、上記第1実施形態との相違点を中心に述べることとする。
本発明の第5実施形態について、図11を参照して、上記第1実施形態との相違点を中心に述べることとする。図11に示されるように、本実施形態は、上記第1実施形態のような溝11dを形成することに替えて、封止面11における非粗化面11bと粗化面11aとの間の段差11cにおける壁面11eに、凹凸処理を施したものとしている。
本発明の第6実施形態について、図12を参照して述べる。本実施形態は、上記第5実施形態と同様に、段差11cにおける壁面11eに、凹凸処理を施したものであるが、この凹凸処理による凹凸形状を変形したものである。
なお、上記図1に示した半導体装置においては、熱硬化性樹脂部材10の封止面11における粗化面11aと非粗化面11bとの境界は、2箇所存在していたが、封止面11における当該境界は少なくとも1箇所あればよく、さらには3箇所以上であってもよい。ここで、当該境界が1箇所である半導体装置の例を図13に示しておく。
11 熱硬化性樹脂部材の封止面
11a 封止面における粗化面
11b 封止面における非粗化面
11c 段差
11d 溝
11e 段差の壁面
12 熱硬化性樹脂部材の露出面
20 熱可塑性樹脂部材
20a 添加剤
Claims (6)
- 熱硬化性樹脂よりなる熱硬化性樹脂部材(10)と、
前記熱硬化性樹脂部材の表面の一部である封止面(11)を封止する熱可塑性樹脂よりなる熱可塑性樹脂部材(20)と、を備え、
前記熱硬化性樹脂部材の表面の残部である露出面(12)は、前記熱可塑性樹脂部材より露出している樹脂成形体であって、
前記熱硬化性樹脂部材における前記封止面の一部は、粗化処理されていない非粗化面(11b)とされ、前記封止面の残部は、前記非粗化面よりも段差(11c)を有して凹み前記非粗化面よりも粗化された粗化面(11a)とされており、
前記熱可塑性樹脂部材には官能基を含有する添加剤(20a)が添加され、前記粗化面に存在する官能基と前記添加剤に存在する官能基とが化学結合されており、
前記封止面における前記非粗化面と前記粗化面との境界には、前記非粗化面と前記熱可塑性樹脂部材との界面に発生する剥離の前記粗化面側への進展を抑制するための溝(11d)が設けられていることを特徴とする樹脂成形体。 - 前記溝における前記非粗化面側の内壁面と前記非粗化面とのなす角度θが、45°よりも大きいことを特徴とする請求項1に記載の樹脂成形体。
- 前記角度θが90°よりも大きいことを特徴とする請求項2に記載の樹脂成形体。
- 前記溝は、深さ方向に幅が細くなる断面V字状の溝であることを特徴とする請求項1ないし3のいずれか1つに記載の樹脂成形体。
- 前記溝は、前記封止面において、前記粗化面の端部とは離れて設けられていることを特徴とする請求項1ないし4のいずれか1つに記載の樹脂成形体。
- 熱硬化性樹脂よりなる熱硬化性樹脂部材(10)と、
前記熱硬化性樹脂部材の表面の一部である封止面(11)を封止する熱可塑性樹脂よりなる熱可塑性樹脂部材(20)と、を備え、
前記熱硬化性樹脂部材の表面の残部である露出面(12)は、前記熱可塑性樹脂部材より露出している樹脂成形体であって、
前記熱硬化性樹脂部材における前記封止面の一部は、粗化処理されていない非粗化面(11b)とされ、前記封止面の残部は、前記非粗化面よりも段差(11c)を有して凹み前記非粗化面よりも粗化された粗化面(11a)とされており、
前記熱可塑性樹脂部材には官能基を含有する添加剤(20a)が添加され、前記粗化面に存在する官能基と前記添加剤に存在する官能基とが化学結合されており、
前記封止面における前記非粗化面と前記粗化面との間の前記段差における壁面(11e)には、前記非粗化面と前記熱可塑性樹脂部材との界面に発生する剥離の前記粗化面側への進展を抑制するための凹凸処理が施されていることを特徴とする樹脂成形体。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015003417A JP6428275B2 (ja) | 2015-01-09 | 2015-01-09 | 樹脂成形体 |
| CN201580009342.2A CN106030770B (zh) | 2014-02-27 | 2015-02-23 | 树脂成型体及其制造方法 |
| PCT/JP2015/000857 WO2015129237A1 (ja) | 2014-02-27 | 2015-02-23 | 樹脂成形体およびその製造方法 |
| US15/107,679 US10395947B2 (en) | 2014-02-27 | 2015-02-23 | Manufacturing method of a resin molded article |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015003417A JP6428275B2 (ja) | 2015-01-09 | 2015-01-09 | 樹脂成形体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016128233A true JP2016128233A (ja) | 2016-07-14 |
| JP6428275B2 JP6428275B2 (ja) | 2018-11-28 |
Family
ID=56383952
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015003417A Expired - Fee Related JP6428275B2 (ja) | 2014-02-27 | 2015-01-09 | 樹脂成形体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6428275B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021210429A1 (ja) * | 2020-04-17 | 2021-10-21 | 株式会社デンソー | 位置検出装置 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001284497A (ja) * | 2000-04-03 | 2001-10-12 | Fujitsu Ltd | 半導体装置及びその製造方法及び半導体チップ及びその製造方法 |
| JP2002186129A (ja) * | 2000-12-15 | 2002-06-28 | Auto Network Gijutsu Kenkyusho:Kk | 電線用モールドハウジングの製造方法及び電線用モールドハウジング |
| JP2002326220A (ja) * | 2001-04-27 | 2002-11-12 | Toppan Printing Co Ltd | 二層プリフォームの製造方法 |
| JP2002329815A (ja) * | 2001-05-01 | 2002-11-15 | Sony Corp | 半導体装置と、その製造方法、及びその製造装置 |
| JP2009117435A (ja) * | 2007-11-02 | 2009-05-28 | Denso Corp | 半導体装置 |
| JP2011014863A (ja) * | 2009-06-03 | 2011-01-20 | Mitsubishi Electric Corp | 半導体装置 |
| JP2012056289A (ja) * | 2010-09-13 | 2012-03-22 | Denso Corp | インサート成形方法およびインサート成形装置 |
| WO2014013697A1 (ja) * | 2012-07-16 | 2014-01-23 | 株式会社デンソー | 電子装置およびその製造方法 |
-
2015
- 2015-01-09 JP JP2015003417A patent/JP6428275B2/ja not_active Expired - Fee Related
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001284497A (ja) * | 2000-04-03 | 2001-10-12 | Fujitsu Ltd | 半導体装置及びその製造方法及び半導体チップ及びその製造方法 |
| JP2002186129A (ja) * | 2000-12-15 | 2002-06-28 | Auto Network Gijutsu Kenkyusho:Kk | 電線用モールドハウジングの製造方法及び電線用モールドハウジング |
| JP2002326220A (ja) * | 2001-04-27 | 2002-11-12 | Toppan Printing Co Ltd | 二層プリフォームの製造方法 |
| JP2002329815A (ja) * | 2001-05-01 | 2002-11-15 | Sony Corp | 半導体装置と、その製造方法、及びその製造装置 |
| JP2009117435A (ja) * | 2007-11-02 | 2009-05-28 | Denso Corp | 半導体装置 |
| JP2011014863A (ja) * | 2009-06-03 | 2011-01-20 | Mitsubishi Electric Corp | 半導体装置 |
| JP2012056289A (ja) * | 2010-09-13 | 2012-03-22 | Denso Corp | インサート成形方法およびインサート成形装置 |
| WO2014013697A1 (ja) * | 2012-07-16 | 2014-01-23 | 株式会社デンソー | 電子装置およびその製造方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021210429A1 (ja) * | 2020-04-17 | 2021-10-21 | 株式会社デンソー | 位置検出装置 |
| JP2021173528A (ja) * | 2020-04-17 | 2021-11-01 | 株式会社デンソー | 位置検出装置 |
| JP7264102B2 (ja) | 2020-04-17 | 2023-04-25 | 株式会社デンソー | 位置検出装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6428275B2 (ja) | 2018-11-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2015129237A1 (ja) | 樹脂成形体およびその製造方法 | |
| TWI577259B (zh) | Part module and part module manufacturing method | |
| JP6966259B2 (ja) | 樹脂封止型車載電子制御装置 | |
| JP5623523B2 (ja) | オプトエレクトロニクス素子 | |
| JP2017055044A (ja) | リードフレーム | |
| JP6428275B2 (ja) | 樹脂成形体 | |
| CN108367500B (zh) | 树脂成型体 | |
| CN110366776A (zh) | 半导体装置及其制造方法 | |
| WO2018131610A1 (ja) | 接続構造体 | |
| WO2015129236A1 (ja) | 樹脂成形体およびその製造方法 | |
| JP6327107B2 (ja) | 樹脂成形体およびその製造方法 | |
| JP6497301B2 (ja) | 樹脂成形体の製造方法 | |
| JP6277780B2 (ja) | 樹脂成形体の製造方法 | |
| JP6358075B2 (ja) | 樹脂成形体およびその製造方法 | |
| JP6413951B2 (ja) | 樹脂成形体およびその製造方法 | |
| KR20080036053A (ko) | 도파로 필름 케이블 | |
| JP7258486B2 (ja) | 光導波路部材コネクタおよびその製造方法 | |
| JP5311674B2 (ja) | 発光装置 | |
| JP2012004213A (ja) | 防水部材付きフレキシブル回路基板 | |
| JPWO2023021669A5 (ja) | ||
| TW201525030A (zh) | 製造纖維-樹脂複合材料,特別是製造電路板的方法 | |
| JP2010204270A (ja) | 光コネクタ | |
| CN112797372A (zh) | 接合装置、用于接合构件的方法和光导元件 | |
| JP2003131068A (ja) | プラスチックフェルール、コリメータおよびコリメータの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170525 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180522 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180718 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180807 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180917 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20181002 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20181015 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6428275 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |