JP2016120512A - 溶接方法及び溶接部材の製造方法 - Google Patents
溶接方法及び溶接部材の製造方法 Download PDFInfo
- Publication number
- JP2016120512A JP2016120512A JP2014262414A JP2014262414A JP2016120512A JP 2016120512 A JP2016120512 A JP 2016120512A JP 2014262414 A JP2014262414 A JP 2014262414A JP 2014262414 A JP2014262414 A JP 2014262414A JP 2016120512 A JP2016120512 A JP 2016120512A
- Authority
- JP
- Japan
- Prior art keywords
- hole
- ring
- metal member
- opening edge
- opening
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000003466 welding Methods 0.000 title claims abstract description 54
- 238000000034 method Methods 0.000 title claims abstract description 29
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 16
- 239000002184 metal Substances 0.000 claims abstract description 269
- 238000005304 joining Methods 0.000 claims abstract description 15
- 230000002093 peripheral effect Effects 0.000 claims description 50
- 230000001154 acute effect Effects 0.000 claims description 6
- 238000013459 approach Methods 0.000 claims description 6
- 230000005611 electricity Effects 0.000 abstract 1
- 239000000463 material Substances 0.000 description 6
- 238000010586 diagram Methods 0.000 description 2
- 230000020169 heat generation Effects 0.000 description 2
- 230000013011 mating Effects 0.000 description 2
- 238000003825 pressing Methods 0.000 description 1
Images










Landscapes
- Connection Of Plates (AREA)
- Manufacture Of Motors, Generators (AREA)
Abstract
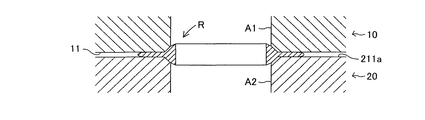
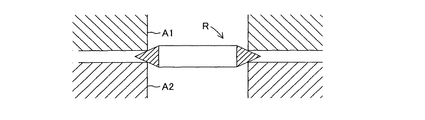
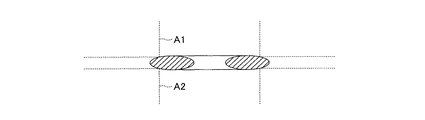
【解決手段】 第1の金属部材10に形成されている一方端面11に開口した孔A1の開口面と、第2の金属部材20に形成されている底面211aに開口した孔A2の開口面とが、所定の隙間を隔てて同軸状に対面するとともに、リング形状であるリング金具Rが、孔A1の開口縁に係合し且つ孔A2の開口縁に係合した状態で孔A1の開口縁と孔A2の開口縁との間に挟まれるように、第1の金属部材10、第2の金属部材20、及びリング金具Rを配置させる配置工程と、第1の金属部材10と第2の金属部材20との間に電流を流すことにより、リング金具Rを介して孔A1の開口縁と孔A2の開口縁とを接合する接合工程と、を含む、溶接方法とすること。
【選択図】 図1
Description
本発明は、第1の金属部材(10)に形成されている第1の表面(11)に開口した第1の孔(A1)の開口面と、第2の金属部材(20)に形成されている第2の表面(211a)に開口した第2の孔(A2)の開口面とが、所定の隙間を隔てて同軸状に対面するとともに、リング形状であるリング金具(R)が、第1の孔の開口縁に係合し且つ第2の孔の開口縁に係合した状態で第1の孔の開口縁と第2の孔の開口縁との間に挟まれるように、第1の金属部材、第2の金属部材、及びリング金具を配置させる配置工程と、第1の金属部材と第2の金属部材との間に電流を流すことにより、リング金具を介して第1の孔の開口縁と第2の孔の開口縁とを接合する接合工程と、を含む、溶接方法を提供する。
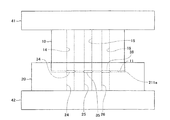
3つの孔14,15,16が形成されている第1の金属部材10と、3つの孔24,25,26が形成されている第2の金属部材20と、3つのリング金具34,35,36を用意した。ここで、孔14及び孔24の開口径(直径)はいずれも12mmであり、孔15、孔25、孔16、孔26の開口径(直径)はいずれも10mmである。また、リング金具34,35,36の断面形状(周方向に垂直な平面で切断した場合における断面形状)は、いずれも図4(c)に示すような二等辺三角形である。また、リング金具34の外径は16mm、内径は10mm、厚さ(軸方向長さ)は6mmであり、リング金具35及び36の外径は14mm、内径は8mm、厚さは6mmである。
・溶接電流:21kA
・溶接荷重:450kgf
・通電時間200msec.
・沈み込み量:2mm
Claims (5)
- 第1の金属部材に形成されている第1の表面に開口した第1の孔の開口面と、第2の金属部材に形成されている第2の表面に開口した第2の孔の開口面とが、所定の隙間を隔てて同軸状に対面するとともに、リング形状であるリング金具が、前記第1の孔の開口縁に係合し且つ前記第2の孔の開口縁に係合した状態で前記第1の孔の開口縁と前記第2の孔の開口縁との間に挟まれるように、前記第1の金属部材、前記第2の金属部材、及び前記リング金具を配置させる配置工程と、
前記第1の金属部材と前記第2の金属部材との間に電流を流すことにより、前記リング金具を介して前記第1の孔の開口縁と前記第2の孔の開口縁とを接合する接合工程と、
を含む、溶接方法。 - 請求項1に記載の溶接方法において、
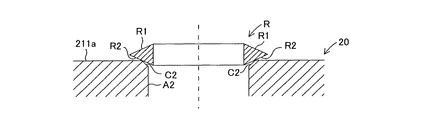
前記リング金具には、前記第1の孔の開口径よりも大きい外径及び前記第1の孔の開口径よりも小さい内径を有するとともに前記配置工程にて前記第1の孔の開口縁にその周方向に沿って係合するリング状の第1係合面と、前記第2の孔の開口径よりも大きい外径及び前記第2の孔の開口径よりも小さい内径を有するとともに前記配置工程にて前記第2の孔の開口縁にその周方向に沿って係合するリング状の第2係合面とが形成されており、
前記第1係合面及び前記第2係合面は、それらを前記リング金具の周方向に垂直な断面に表したときに、内周側から外周側に向かうにつれて互いに近づくように、前記リング金具の軸方向に垂直な平面に対してそれぞれ傾斜するように形成されている、
溶接方法。 - 請求項2に記載の溶接方法において、
前記第1係合面及び前記第2係合面は、それぞれリング状の平面であり、
前記リング金具をその周方向に垂直な断面で表したときに、前記第1係合面を表す線分を含む直線と前記第2係合面を表す線分を含む直線とのなす角が鋭角であるように、前記第1係合面及び前記第2係合面が形成される、溶接方法。 - 請求項1乃至3のいずれか1項に記載の溶接方法において、
前記配置工程にて、前記リング金具が、前記第1の孔及び前記第2の孔に同軸配置する、溶接方法。 - 第1の金属部材に形成されている第1の表面に開口した第1の孔の開口面と、第2の金属部材に形成されている第2の表面に開口した第2の孔の開口面とが、所定の隙間を隔てて同軸状に対面するとともに、リング形状であるリング金具が、前記第1の孔の開口縁に係合し且つ前記第2の孔の開口縁に係合した状態で前記第1の孔の開口縁と前記第2の孔の開口縁との間に挟まれるように、前記第1の金属部材、前記第2の金属部材、及び前記リング金具を配置させる配置工程と、
前記第1の金属部材と前記第2の金属部材との間に電流を流すことにより、前記リング金具を介して前記第1の孔の開口縁と前記第2の孔の開口縁とを接合する接合工程と、
を含む、溶接部材の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014262414A JP6520113B2 (ja) | 2014-12-25 | 2014-12-25 | 溶接方法及び溶接部材の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014262414A JP6520113B2 (ja) | 2014-12-25 | 2014-12-25 | 溶接方法及び溶接部材の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016120512A true JP2016120512A (ja) | 2016-07-07 |
| JP6520113B2 JP6520113B2 (ja) | 2019-05-29 |
Family
ID=56327899
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014262414A Expired - Fee Related JP6520113B2 (ja) | 2014-12-25 | 2014-12-25 | 溶接方法及び溶接部材の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6520113B2 (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58184064A (ja) * | 1982-04-23 | 1983-10-27 | Hitachi Ltd | 金属部材のろう付け方法 |
| JPS6152996A (ja) * | 1984-08-21 | 1986-03-15 | Kobe Steel Ltd | Ti基又はZr基の金属にステンレス鋼を接合する方法 |
| JPH0734965A (ja) * | 1993-07-20 | 1995-02-03 | Yamaha Motor Co Ltd | バルブシートの接合構造 |
-
2014
- 2014-12-25 JP JP2014262414A patent/JP6520113B2/ja not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58184064A (ja) * | 1982-04-23 | 1983-10-27 | Hitachi Ltd | 金属部材のろう付け方法 |
| JPS6152996A (ja) * | 1984-08-21 | 1986-03-15 | Kobe Steel Ltd | Ti基又はZr基の金属にステンレス鋼を接合する方法 |
| JPH0734965A (ja) * | 1993-07-20 | 1995-02-03 | Yamaha Motor Co Ltd | バルブシートの接合構造 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6520113B2 (ja) | 2019-05-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8722252B2 (en) | Current carrying block for resistance welding, and method for manufacturing sealed battery and sealed battery each using the current carrying block | |
| CN103038017B (zh) | 通过焊接电流和压入对轴和轮毂进行连接的方法以及轴和轮毂通过这种连接构成的装置 | |
| US9897063B2 (en) | Glow plug with pressure sensor | |
| JP7157956B2 (ja) | 円筒型電池及びその製造方法 | |
| JP2007157382A (ja) | 組電池 | |
| CN100485997C (zh) | 密闭型电池及其制造方法 | |
| CN103561897B (zh) | 用于储电的组件的搅拌摩擦焊接的设备和方法 | |
| JP2016534293A (ja) | シールの完全性の非破壊圧力試験を可能にする管継手 | |
| CN104112835A (zh) | 二次电池 | |
| JP2016110859A (ja) | 電流遮断装置および二次電池 | |
| JP2014026927A (ja) | 二次電池および二次電池の製造方法 | |
| US20160039039A1 (en) | Aluminum resistance spot welding tip and method of making the same | |
| US10549377B2 (en) | Welding assistance member and spot-welding method using welding assistance member | |
| JP2013535634A (ja) | 内部電気融合リングカプラ | |
| JP2016120512A (ja) | 溶接方法及び溶接部材の製造方法 | |
| US20130095370A1 (en) | Battery assembly production method and battery assembly | |
| JP6530903B2 (ja) | 溶接体の製造方法及びガスセンサの製造方法 | |
| KR20140005001U (ko) | 가스관용 전기융착식 이음관 | |
| US20100288736A1 (en) | Weld stud | |
| JP6608787B2 (ja) | 密閉型電池の製造方法 | |
| US20200127247A1 (en) | Battery and method of manufacturing same | |
| CN106132667B (zh) | 树脂成形品的熔接方法 | |
| JP2007301577A (ja) | 筒製品 | |
| JPS61248356A (ja) | ユニバ−サルシ−ル | |
| JP2021080988A (ja) | ナット |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20171110 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180904 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181003 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181114 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190402 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190415 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6520113 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| LAPS | Cancellation because of no payment of annual fees |