JP2016011237A - ガラス基板の製造方法 - Google Patents
ガラス基板の製造方法 Download PDFInfo
- Publication number
- JP2016011237A JP2016011237A JP2014134626A JP2014134626A JP2016011237A JP 2016011237 A JP2016011237 A JP 2016011237A JP 2014134626 A JP2014134626 A JP 2014134626A JP 2014134626 A JP2014134626 A JP 2014134626A JP 2016011237 A JP2016011237 A JP 2016011237A
- Authority
- JP
- Japan
- Prior art keywords
- glass substrate
- glass
- contact
- contact area
- mounting table
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000011521 glass Substances 0.000 title claims abstract description 200
- 239000000758 substrate Substances 0.000 title claims abstract description 167
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 23
- 238000010438 heat treatment Methods 0.000 claims abstract description 62
- 230000002093 peripheral effect Effects 0.000 claims abstract description 8
- 238000000034 method Methods 0.000 claims description 16
- MCMNRKCIXSYSNV-UHFFFAOYSA-N Zirconium dioxide Chemical compound O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 claims description 14
- 238000000137 annealing Methods 0.000 claims description 14
- 229910004298 SiO 2 Inorganic materials 0.000 claims description 9
- 239000000835 fiber Substances 0.000 claims description 8
- 229910052878 cordierite Inorganic materials 0.000 claims description 7
- JSKIRARMQDRGJZ-UHFFFAOYSA-N dimagnesium dioxido-bis[(1-oxido-3-oxo-2,4,6,8,9-pentaoxa-1,3-disila-5,7-dialuminabicyclo[3.3.1]nonan-7-yl)oxy]silane Chemical compound [Mg++].[Mg++].[O-][Si]([O-])(O[Al]1O[Al]2O[Si](=O)O[Si]([O-])(O1)O2)O[Al]1O[Al]2O[Si](=O)O[Si]([O-])(O1)O2 JSKIRARMQDRGJZ-UHFFFAOYSA-N 0.000 claims description 7
- 239000003365 glass fiber Substances 0.000 claims description 5
- 239000004642 Polyimide Substances 0.000 claims description 4
- 229920006231 aramid fiber Polymers 0.000 claims description 4
- 239000011248 coating agent Substances 0.000 claims description 4
- 238000000576 coating method Methods 0.000 claims description 4
- 229920001721 polyimide Polymers 0.000 claims description 4
- 239000006185 dispersion Substances 0.000 abstract description 5
- 238000010030 laminating Methods 0.000 abstract description 3
- 239000000463 material Substances 0.000 description 22
- 239000002585 base Substances 0.000 description 16
- 230000008602 contraction Effects 0.000 description 16
- 239000000919 ceramic Substances 0.000 description 10
- 238000010583 slow cooling Methods 0.000 description 10
- 239000007789 gas Substances 0.000 description 9
- 239000005357 flat glass Substances 0.000 description 7
- 239000000203 mixture Substances 0.000 description 7
- 238000007500 overflow downdraw method Methods 0.000 description 6
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 4
- 230000000052 comparative effect Effects 0.000 description 4
- 239000002657 fibrous material Substances 0.000 description 4
- 230000007423 decrease Effects 0.000 description 3
- 239000004065 semiconductor Substances 0.000 description 3
- GOLCXWYRSKYTSP-UHFFFAOYSA-N Arsenious Acid Chemical compound O1[As]2O[As]1O2 GOLCXWYRSKYTSP-UHFFFAOYSA-N 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 2
- 238000006124 Pilkington process Methods 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 239000011810 insulating material Substances 0.000 description 2
- 238000009413 insulation Methods 0.000 description 2
- 239000004973 liquid crystal related substance Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 239000006060 molten glass Substances 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 229910021420 polycrystalline silicon Inorganic materials 0.000 description 2
- 229920005591 polysilicon Polymers 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 229910000272 alkali metal oxide Inorganic materials 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- ADCOVFLJGNWWNZ-UHFFFAOYSA-N antimony trioxide Inorganic materials O=[Sb]O[Sb]=O ADCOVFLJGNWWNZ-UHFFFAOYSA-N 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 210000000078 claw Anatomy 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000003280 down draw process Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 239000005340 laminated glass Substances 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- HTUMBQDCCIXGCV-UHFFFAOYSA-N lead oxide Chemical compound [O-2].[Pb+2] HTUMBQDCCIXGCV-UHFFFAOYSA-N 0.000 description 1
- YEXPOXQUZXUXJW-UHFFFAOYSA-N lead(II) oxide Inorganic materials [Pb]=O YEXPOXQUZXUXJW-UHFFFAOYSA-N 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- YEAUATLBSVJFOY-UHFFFAOYSA-N tetraantimony hexaoxide Chemical compound O1[Sb](O2)O[Sb]3O[Sb]1O[Sb]2O3 YEAUATLBSVJFOY-UHFFFAOYSA-N 0.000 description 1
- XOLBLPGZBRYERU-UHFFFAOYSA-N tin dioxide Chemical compound O=[Sn]=O XOLBLPGZBRYERU-UHFFFAOYSA-N 0.000 description 1
- 229910001887 tin oxide Inorganic materials 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images


Landscapes
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
Abstract
【課題】同一のガラス基板内の熱収縮率のばらつきを低減するガラス基板製造方法を提供する。
【解決手段】複数のガラス基板をそれぞれシート体の間に挟んだ状態で厚さ方向に積層したガラス基板の積層体を載置台に載置する工程S3と、積層体をガラス基板の面内方向外側から加熱することで、複数のガラス基板の熱収縮率を低下させる熱処理工程S4と、を含み、積層体の外周面であって、載置台に接触する接触領域と、載置台に接触しない非接触領域との熱履歴が等しくなるように調整するガラス基板の製造方法。
【選択図】図1
【解決手段】複数のガラス基板をそれぞれシート体の間に挟んだ状態で厚さ方向に積層したガラス基板の積層体を載置台に載置する工程S3と、積層体をガラス基板の面内方向外側から加熱することで、複数のガラス基板の熱収縮率を低下させる熱処理工程S4と、を含み、積層体の外周面であって、載置台に接触する接触領域と、載置台に接触しない非接触領域との熱履歴が等しくなるように調整するガラス基板の製造方法。
【選択図】図1
Description
本発明は、作製されたガラス基板のアニーリング工程を含むガラス基板の製造方法に関する。
近年、ディスプレイパネルの分野では、画質の向上のために画素の高精細化が進展している。この高精細化の進展に伴って、ディスプレイパネルに用いるガラス基板にも寸法精度が高いことが望まれている。例えば、ディスプレイパネルの製造工程中に、ガラス基板が高温で熱処理されても寸法が変化しにくいように、熱収縮の小さいガラス基板が求められている。
一般に、ガラス基板の熱収縮率は、ガラスの歪点が高いほど小さくなる。また、ガラス基板の熱収縮率は、ガラス基板の製造工程中の徐冷速度を小さくするほど小さくなることが知られている。しかし、徐冷速度を小さくするとガラス基板の徐冷工程を行う徐冷炉を長くする必要があるが、製造ライン上の徐冷装置を長くすることは困難である。
そこで、製造ラインで作製された複数のガラス基板に対し、オフラインにおいて時間をかけて熱処理を施すことで、熱収縮率をより低くすることが行われる。例えば、複数のガラス板の間に紙を挟んだ状態で積層した積層体を所定の温度で所要時間保持することで熱収縮率を低減するガラス板の処理方法が知られている(特許文献1)。この方法では、ガラス基板の面内方向外側を断熱材で被覆した状態で積層体を炉内に入れ、面外方向から所定の温度に加熱している。
複数のガラス板の積層体に対する熱処理をする際、載置台にガラス板とシート体とを交互に載置することで載置台の上で積層体を作成し、積層体を載置台ごと熱処理を行う炉内に搬送し、炉内で積層体および載置台の雰囲気を加熱することで、熱処理を施すことが考えられる。しかし、載置台と雰囲気とで熱伝導率に差異があるため、積層体の外周面であって、載置台に接触する接触領域と、載置台に接触せずに雰囲気と接触する領域とで、熱履歴に差異が生じ、同一の基板内で熱収縮率にばらつきが生じるという問題がある。
そこで、本発明は、複数のガラス板の積層体に対する熱処理の際に、同一のガラス基板内の熱収縮率のばらつきを低減することができるガラス基板の製造方法を提供することを目的とする。
本発明の一態様は、作製されたガラス基板のアニーリング工程を含むガラス基板の製造方法である。
前記アニーリング工程は、複数のガラス基板をそれぞれシート体の間に挟んだ状態で厚さ方向に積層したガラス基板の積層体を載置台に載置する工程と、前記積層体を前記ガラス基板の面内方向外側から加熱することで、前記複数のガラス基板の熱収縮率を低下させる熱処理工程と、を含む。
前記熱処理工程において、前記積層体の外周面であって、前記載置台に接触する接触領域と、前記載置台に接触しない非接触領域との熱履歴が等しくなるように調整する。
前記アニーリング工程は、複数のガラス基板をそれぞれシート体の間に挟んだ状態で厚さ方向に積層したガラス基板の積層体を載置台に載置する工程と、前記積層体を前記ガラス基板の面内方向外側から加熱することで、前記複数のガラス基板の熱収縮率を低下させる熱処理工程と、を含む。
前記熱処理工程において、前記積層体の外周面であって、前記載置台に接触する接触領域と、前記載置台に接触しない非接触領域との熱履歴が等しくなるように調整する。
ここで、熱履歴が等しいとは、室温から熱処理の最高温度までの温度上昇速度、最高温度に維持される時間、最高温度から室温までの温度低下速度が等しいことをいう。ここで「等しい」とは、一方と他方の比が0.9〜1.1の範囲内であることをいう。
前記熱処理工程において、例えば、前記積層体および前記載置台の周囲の気体を加熱することで前記積層体を前記ガラス基板の面内方向外側から加熱する。そこで、前記載置台の前記接触領域と接触する接触部の熱伝導率を、積層体および載置台の周囲の気体の熱伝導率に近い値に調整することが好ましい。
例えば、前記載置台の前記接触領域と接触する接触部の熱伝導率は、5W/m・K以下であることが好ましい。
例えば、前記載置台の前記接触領域と接触する接触部の熱伝導率は、5W/m・K以下であることが好ましい。
また、接触部の材料には、積層体および載置台の周囲の気体を多く含むように、空洞率の高い材料を用いることが好ましい。このような材料として、繊維材料やセラミックスを接触部に用いることができる。
例えば、前記載置台の前記接触領域と接触する接触部は、ガラス繊維、ポリイミド繊維、アラミド繊維等の繊維材料、ステアタイト(MgO・SiO2)、ジルコニア(ZrO2)、コージライト(2MgO・2AlO3・5SiO2)等のセラミックスから選ばれた一種、又は、それらの組合せからなることが好ましい。
ステアタイト、ジルコニア、コージライト等のセラミックスを接触部に用いる場合、接触領域との接触面に凹凸形状を設け、接触領域と接触部との間に隙間が空くようにすることで、接触領域が積層体および載置台の周囲の気体と接触するため、接触領域と非接触領域との熱履歴をほぼ等しくすることができる。
例えば、前記載置台の前記接触領域と接触する接触部は、ガラス繊維、ポリイミド繊維、アラミド繊維等の繊維材料、ステアタイト(MgO・SiO2)、ジルコニア(ZrO2)、コージライト(2MgO・2AlO3・5SiO2)等のセラミックスから選ばれた一種、又は、それらの組合せからなることが好ましい。
ステアタイト、ジルコニア、コージライト等のセラミックスを接触部に用いる場合、接触領域との接触面に凹凸形状を設け、接触領域と接触部との間に隙間が空くようにすることで、接触領域が積層体および載置台の周囲の気体と接触するため、接触領域と非接触領域との熱履歴をほぼ等しくすることができる。
前記載置台の前記接触領域と接触する接触部の耐熱温度は、550℃以上であることが好ましい。
切り出したガラス基板を550℃以下の温度(例えば400℃〜550℃)で加熱することで、ガラス基板中の結晶化度が高まり、ガラス基板の体積が小さくなる。この熱処理工程を行ったガラス基板では、以後の処理において再びガラス基板を加熱した場合でも、結晶化度が高まることでガラス基板の体積が小さくなる現象(熱収縮)が生じにくくなる。
接触部の耐熱温度を550℃以上とすることで、この熱処理工程において接触部が変形・変質しないでその機能を保つことができる。
切り出したガラス基板を550℃以下の温度(例えば400℃〜550℃)で加熱することで、ガラス基板中の結晶化度が高まり、ガラス基板の体積が小さくなる。この熱処理工程を行ったガラス基板では、以後の処理において再びガラス基板を加熱した場合でも、結晶化度が高まることでガラス基板の体積が小さくなる現象(熱収縮)が生じにくくなる。
接触部の耐熱温度を550℃以上とすることで、この熱処理工程において接触部が変形・変質しないでその機能を保つことができる。
前記熱処理工程において、前記接触部と熱伝導率が等しい被覆部材で前記非接触領域を被覆することが好ましい。ここで「等しい」とは、一方と他方の比が0.9〜1.1の範囲内であることをいう。これにより、接触領域と非接触領域との熱履歴を等しくすることができる。
上述のガラス基板の製造方法によれば、複数のガラス板の積層体に対する熱処理の際に、積層体の外周面であって、載置台に接触する接触領域と、載置台に接触しない非接触領域との熱履歴の差異を低減することができるので、同一のガラス基板内の熱収縮率のばらつきを低減することができる。
以下、本発明のガラス基板の製造方法について詳細に説明する。
〔第1実施形態〕
図1は、本実施形態のガラス板の製造方法の流れを示すフローチャートである。製造されるガラス基板は、特に制限されないが、例えば縦寸法及び横寸法のそれぞれが500mm〜3500mmであることが好ましい。ガラス基板の厚さは、0.1〜1.1(mm)の極めて薄い矩形形状の板であることが好ましい。
まず、熔融されたガラスが、例えばフュージョン法あるいはフロート法等の公知の方法により、所定の厚さの帯状ガラスであるシートガラスを成形する(ステップS1)。
〔第1実施形態〕
図1は、本実施形態のガラス板の製造方法の流れを示すフローチャートである。製造されるガラス基板は、特に制限されないが、例えば縦寸法及び横寸法のそれぞれが500mm〜3500mmであることが好ましい。ガラス基板の厚さは、0.1〜1.1(mm)の極めて薄い矩形形状の板であることが好ましい。
まず、熔融されたガラスが、例えばフュージョン法あるいはフロート法等の公知の方法により、所定の厚さの帯状ガラスであるシートガラスを成形する(ステップS1)。
なお、シートガラスの成形後、シートガラスをその歪点よりも高く、かつ、徐冷点よりも低い温度で徐冷炉において徐冷する徐冷工程を含むことが好ましい。徐冷工程を行うことにより、シートガラスの内部歪および反りを低減することができる。
次に、成形されたシートガラスを所定の長さの素板であるガラス基板に採板する(ステップS2)。採板により得られたガラス基板は、ガラス基板を保護するシート体と交互に積層してガラス基板の積層体を作製する(ステップS3)。次に、このガラス基板の積層体に対して熱処理を行なう(ステップS4)。このステップS3の処理およびステップS4の処理が本実施形態のアニーリング工程である。アニーリング工程の詳細については後述する。
熱処理後のガラス基板は切断工程に搬送され、製品のサイズに切断され、ガラス基板が得られる(ステップS5)。得られたガラス基板には、端面の研削、研磨およびコーナカットを含む端面加工が行われた後、ガラス基板は洗浄される(ステップS6)。洗浄されたガラス基板はキズ、塵、汚れあるいは光学欠陥を含む傷が無いか、光学的検査が行われる(ステップS7)。検査により品質の適合したガラス基板は、ガラス基板を保護する紙と交互に積層された積層体としてパレットに積載されて梱包される(ステップS8)。梱包されたガラス基板は納入先業者に出荷される。
本実施形態で製造されるガラス基板は、ディスプレイパネルに用いるガラス基板、例えば、液晶ディスプレイ用ガラス基板あるいは、有機ELディスプレイ用のガラス基板として好適である。さらに、本実施形態で製造されるガラス基板は、高精細ディスプレイに用いるLTPS(Low-temperature poly silicon)・TFTディスプレイ用ガラス基板、あるいは、酸化物半導体・TFTディスプレイ用のガラス基板として特に好適である。
本実施形態のガラス基板は、熱収縮率は10ppm以下であることが、高精細なディスプレイパネル用のガラス基板に用いられる点から好ましく、熱収縮率は6ppm以下であることがより好ましい。ガラス基板の歪は、9 kgf/cm2以下であることが反りを発生させず、歪による光学特性の変化、例えば屈折率の変化を抑える点から好ましく、4 kgf/cm2以下であることがより好ましい。歪の下限は特に制限されないが、実質的には2 kgf/cm2である。
ガラス基板の歪点は、高精細ディスプレイ用ガラス基板とするために、600℃〜760℃であることが好ましく、655℃以上であることがより一層好ましい。例えば、歪点は、661℃である。
ガラス基板の歪点は、高精細ディスプレイ用ガラス基板とするために、600℃〜760℃であることが好ましく、655℃以上であることがより一層好ましい。例えば、歪点は、661℃である。
このようなガラス基板として、以下のガラス組成のガラス基板が例示される。つまり、以下のガラス組成のガラス基板が製造されるように、熔融ガラスの原料が調合される。
SiO2 55〜80モル%、
Al2O3 8〜20モル%、
B2O3 0〜12モル%、
RO 0〜17モル%(ROはMgO、CaO、SrO及びBaOの合量)。
SiO2 55〜80モル%、
Al2O3 8〜20モル%、
B2O3 0〜12モル%、
RO 0〜17モル%(ROはMgO、CaO、SrO及びBaOの合量)。
SiO2は60〜75モル%、さらには、63〜72モル%であることが、熱収縮率を小さくするという観点から好ましい。
ROのうち、MgOが0〜10モル%、CaOが0〜10モル%、SrOが0〜10%、BaOが0〜10%であることが好ましい。
ROのうち、MgOが0〜10モル%、CaOが0〜10モル%、SrOが0〜10%、BaOが0〜10%であることが好ましい。
また、SiO2、Al2O3、B2O3、及びROを少なくとも含み、モル比((2×SiO2)+Al2O3)/((2×B2O3)+RO)は4.5以上であるガラスであってもよい。また、MgO、CaO、SrO、及びBaOの少なくともいずれか含み、モル比(BaO+SrO)/ROは0.1以上であることが好ましい。
また、モル%表示のB2O3の含有率の2倍とモル%表示のROの含有率の合計は、30モル%以下、好ましくは10〜30モル%であることが好ましい。
また、上記ガラス組成のガラス基板におけるアルカリ金属酸化物の含有率は、0モル%以上0.4モル%以下であってもよい。
また、ガラス中で価数変動する金属の酸化物(酸化スズ、酸化鉄)を合計で0.05〜1.5モル%含み、As2O3、Sb2O3及びPbOを実質的に含まないということは必須ではなく任意である。
また、上記ガラス組成のガラス基板におけるアルカリ金属酸化物の含有率は、0モル%以上0.4モル%以下であってもよい。
また、ガラス中で価数変動する金属の酸化物(酸化スズ、酸化鉄)を合計で0.05〜1.5モル%含み、As2O3、Sb2O3及びPbOを実質的に含まないということは必須ではなく任意である。
〔アニーリング工程〕
次に、アニーリング工程について詳細に説明する。まず、ステップS2で採板された複数のガラス基板11と複数のシート体12とを交互に1枚ずつ積層してガラス基板の積層体10を作製する(ステップS3)。
次に、アニーリング工程について詳細に説明する。まず、ステップS2で採板された複数のガラス基板11と複数のシート体12とを交互に1枚ずつ積層してガラス基板の積層体10を作製する(ステップS3)。
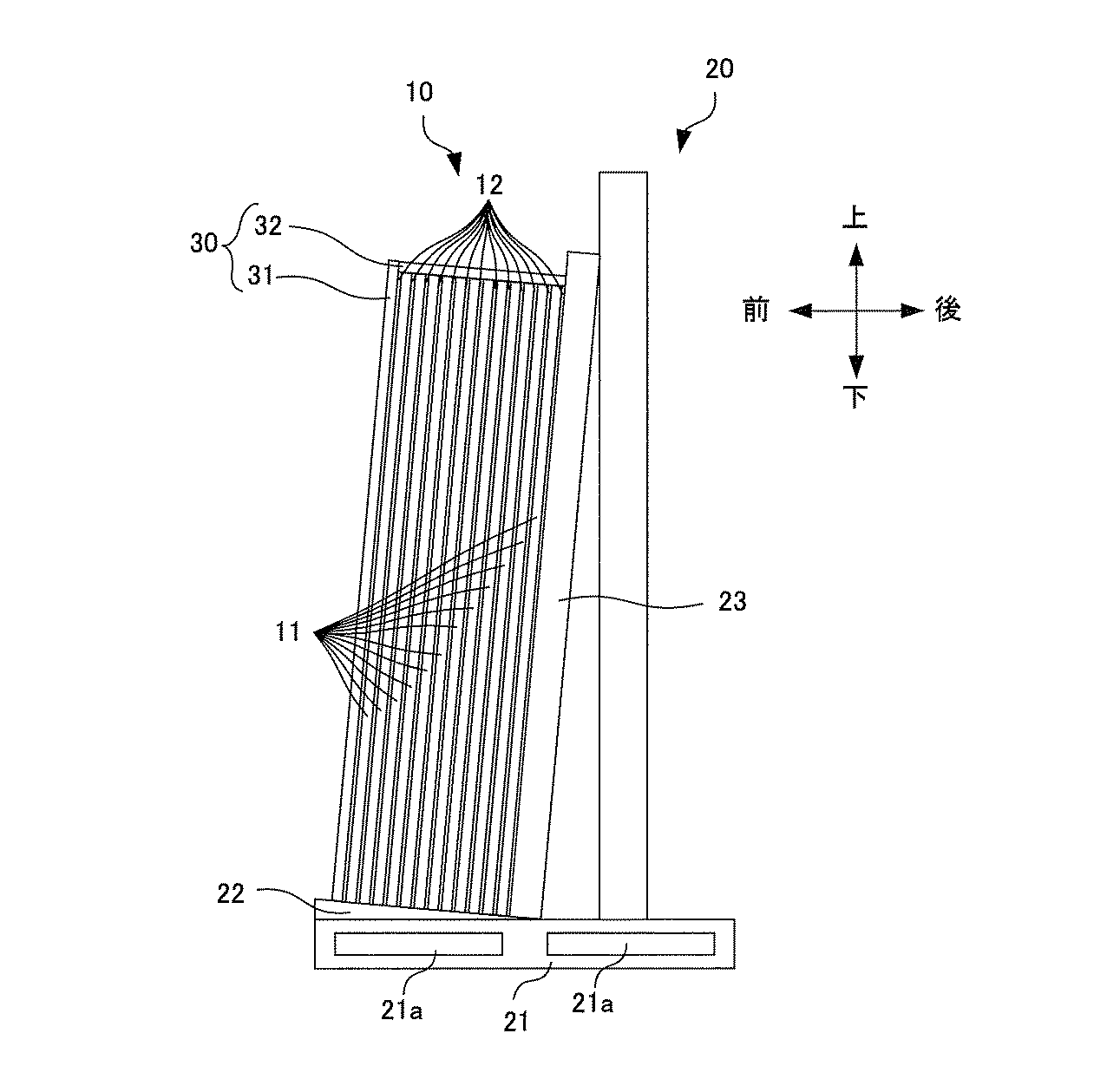
図2は、本実施形態に係るガラス基板の積層体10(以下、積層体10という)が載置される載置台20を示す側面図である。ここで、図2の左側を載置台20の前側、図2の右側を載置台20の後側とする。載置台20には、積層体10が積層方向をほぼ前後方向として載置される。ここで、積層体10の積層方向は前後方向と完全に一致している必要はない。例えば、図2に示すように、ガラス基板11を斜めに立てかける場合、積層方向と前後方向とのなす角はガラス基板11の上下方向とのなす角となる。
積層体10は、複数のガラス基板11と、複数のシート体12と、を有する。
シート体12は、ガラス基板11同士の間に挟まれる。シート体12は積層されるガラス基板11同士の密着を防ぐ役割を果たす。シート体12には、積層体10を熱処理する際の温度に耐えうる耐熱性を有する材料を用いることができる。シート体12は、ガラス基板11よりも高い熱伝導率を有することが好ましい。
このようなシート体12の材料として、例えば、カーボングラファイト、アルミナ繊維、シリカ繊維、ガラス繊維、及び、多孔質セラミックスから選ばれた一種、又は、それらの組合せを選択することができる。
シート体12は、ガラス基板11同士の間に挟まれる。シート体12は積層されるガラス基板11同士の密着を防ぐ役割を果たす。シート体12には、積層体10を熱処理する際の温度に耐えうる耐熱性を有する材料を用いることができる。シート体12は、ガラス基板11よりも高い熱伝導率を有することが好ましい。
このようなシート体12の材料として、例えば、カーボングラファイト、アルミナ繊維、シリカ繊維、ガラス繊維、及び、多孔質セラミックスから選ばれた一種、又は、それらの組合せを選択することができる。
シート体12の厚さは、ガラス基板11の面内方向の熱伝導率を高めるために厚いことが好ましい。一方、積層体10の体積を低減するためにシート体12の厚さは薄いことが好ましい。このため、シート体12の厚さは、0.02mm〜3mm程度であることが好ましい。シート体12の面積は、ガラス基板11同士の密着を防ぐ役割から、ガラス基板11と同程度またはそれ以上であることが好ましい。
載置台20は、基台部21と、載置部22と、等を備える。載置部22および背面板23は、積層体10と接触する接触部である。
基台部21は、例えば鋼鉄等の金属からなり、溶接等により一体に形成されている。
基台21は略長方形の板状であり、端面にフォークリフトの爪を挿入するための開口21aが設けられている。
載置部22は基台21の上部に固定されており、載置部22の上部にガラス基板の積層体10が載せられる。ここで、載置部22の上面は完全に水平である必要はない。例えば、図2に示すように、ガラス基板11を斜めに立てかける場合、ガラス基板11の立てかけ角度に応じて載置部22の上面を傾斜させておいてもよい。
基台部21は、例えば鋼鉄等の金属からなり、溶接等により一体に形成されている。
基台21は略長方形の板状であり、端面にフォークリフトの爪を挿入するための開口21aが設けられている。
載置部22は基台21の上部に固定されており、載置部22の上部にガラス基板の積層体10が載せられる。ここで、載置部22の上面は完全に水平である必要はない。例えば、図2に示すように、ガラス基板11を斜めに立てかける場合、ガラス基板11の立てかけ角度に応じて載置部22の上面を傾斜させておいてもよい。
載置台20は、図2に示すように、ガラス基板11を立てかけるための背面板23を備えてもよい。背面板23は略長方形の板状であり、基台21の上部において、載置部22の後端に載置部22とほぼ垂直に固定されている。背面板23は載置部22の上部に載せられる積層体10の積層方向の後端部を支持する。ここで、背面板23は完全に鉛直である必要はない。例えば、図2に示すように、ガラス基板11を斜めに立てかける場合、ガラス基板11の立てかけ角度に応じて背面板23を傾斜させておいてもよい。
積層体10は載置台20に載置された状態で熱処理を行う炉に搬入される。炉内では、積層体10および載置台20は炉内の空気(積層体10および載置台20の雰囲気)が加熱されることにより加熱される。この間、載置部22および背面板23は、積層体10に接触した状態にある。なお、図2において、積層体10の下面が載置部22に接触する接触領域であり、積層体10の後面が背面板23に接触する接触領域である。積層体10のその他の面(前面、上面、および左右両側面)は非接触領域である。
このため、炉内の空気の熱伝導率が載置台20の熱伝導率と異なると、積層体10の外周面であって、載置台20に接触する接触領域と、載置台20に接触せずに炉内の空気に接触する非接触領域とで熱履歴に差異が生じる。
そこで、本実施形態においては、接触領域と非接触領域との熱履歴が等しくなるように調整する。
このため、炉内の空気の熱伝導率が載置台20の熱伝導率と異なると、積層体10の外周面であって、載置台20に接触する接触領域と、載置台20に接触せずに炉内の空気に接触する非接触領域とで熱履歴に差異が生じる。
そこで、本実施形態においては、接触領域と非接触領域との熱履歴が等しくなるように調整する。
具体的には、載置台20の接触領域(載置部22および背面板23)と接触する接触部の熱伝導率を、積層体10および載置台20の周囲の気体の熱伝導率に近い値に調整することが好ましい。
例えば、載置部22および背面板23の熱伝導率は、5W/m・K以下であることが好ましい。
例えば、載置部22および背面板23の熱伝導率は、5W/m・K以下であることが好ましい。
また、載置部22および背面板23の材料には、積層体10および載置台20の周囲の気体を多く含むように、空洞率の高い材料を用いることが好ましい。このような材料として、繊維系断熱材やセラミックスを接触部に用いることができる。
例えば、載置部22および背面板23は、ガラス繊維(熱伝導率0.55〜0.75W/m・K)、ポリイミド繊維(熱伝導率0.28〜0.34W/m・K)、アラミド繊維(熱伝導率0.05W/m・K)等の繊維系断熱材、または、ステアタイト(MgO・SiO2、熱伝導率2W/m・K)、ジルコニア(ZrO2、熱伝導率3W/m・K)、コージライト(2MgO・2AlO3・5SiO2、熱伝導率4W/m・K)等のセラミックス(いずれも熱伝導率は2〜4W/m・K)から選ばれた一種、又は、それらの組合せからなることが好ましい。
ステアタイト、ジルコニア、コージライト等のセラミックスを載置部22又は背面板23に用いる場合、載置部22又は背面板23の接触領域との接触面に凹凸形状を設け、接触領域と載置部22又は背面板23との間に隙間が空くようにすることで、接触領域が積層体10および載置台20の周囲の気体と接触するため、接触領域と非接触領域との熱履歴をほぼ等しくすることができる。
載置部22および背面板23は同一の材質であってもよいし、異なる材質であってもよい。
例えば、載置部22および背面板23は、ガラス繊維(熱伝導率0.55〜0.75W/m・K)、ポリイミド繊維(熱伝導率0.28〜0.34W/m・K)、アラミド繊維(熱伝導率0.05W/m・K)等の繊維系断熱材、または、ステアタイト(MgO・SiO2、熱伝導率2W/m・K)、ジルコニア(ZrO2、熱伝導率3W/m・K)、コージライト(2MgO・2AlO3・5SiO2、熱伝導率4W/m・K)等のセラミックス(いずれも熱伝導率は2〜4W/m・K)から選ばれた一種、又は、それらの組合せからなることが好ましい。
ステアタイト、ジルコニア、コージライト等のセラミックスを載置部22又は背面板23に用いる場合、載置部22又は背面板23の接触領域との接触面に凹凸形状を設け、接触領域と載置部22又は背面板23との間に隙間が空くようにすることで、接触領域が積層体10および載置台20の周囲の気体と接触するため、接触領域と非接触領域との熱履歴をほぼ等しくすることができる。
載置部22および背面板23は同一の材質であってもよいし、異なる材質であってもよい。
載置部22および背面板23の耐熱温度は、550℃以上であることが好ましい。
切り出したガラス基板を歪点以下の温度、具体的には550℃以下の温度(例えば400℃〜550℃)で加熱することで、ガラス基板中の原子配列の結晶化度が高まり、ガラス基板の体積が小さくなる。この熱処理工程を行ったガラス基板では、原子配列の結晶化度が既に高められているため、以後の処理において再びガラス基板を加熱した場合でも、さらにガラス基板の体積が小さくなる現象(熱収縮)が生じにくくなる。なお、550℃よりも高い温度にガラス基板を加熱すると、徐冷工程においてある程度高まったガラスの結晶化度が再び低下するため、550℃以下の温度で熱処理を行うことが好ましい。また、LTPS、IGZOから構成される半導体層をガラス基板11に形成する温度は、400℃〜550℃であるため、この温度範囲である400〜550℃で熱処理を行うことにより、この温度領域における熱収縮率を低減させることができる。
載置部22の耐熱温度を550℃以上とすることで、この熱処理工程において接触部が変形・変質しないでその機能を保つことができる。
切り出したガラス基板を歪点以下の温度、具体的には550℃以下の温度(例えば400℃〜550℃)で加熱することで、ガラス基板中の原子配列の結晶化度が高まり、ガラス基板の体積が小さくなる。この熱処理工程を行ったガラス基板では、原子配列の結晶化度が既に高められているため、以後の処理において再びガラス基板を加熱した場合でも、さらにガラス基板の体積が小さくなる現象(熱収縮)が生じにくくなる。なお、550℃よりも高い温度にガラス基板を加熱すると、徐冷工程においてある程度高まったガラスの結晶化度が再び低下するため、550℃以下の温度で熱処理を行うことが好ましい。また、LTPS、IGZOから構成される半導体層をガラス基板11に形成する温度は、400℃〜550℃であるため、この温度範囲である400〜550℃で熱処理を行うことにより、この温度領域における熱収縮率を低減させることができる。
載置部22の耐熱温度を550℃以上とすることで、この熱処理工程において接触部が変形・変質しないでその機能を保つことができる。
次に、ステップS4の熱処理について説明する。
ステップS3の処理で作製された積層体10に対して、製造ラインから外れたオフラインで熱処理が行われる(ステップS4)。この熱処理では、ガラス基板の積層体を所定の温度の雰囲気下に所定時間放置することで、積層体10をガラス基板11の面内方向外側から加熱することで、複数のガラス基板11の熱収縮率を低下させる。
ステップS3の処理で作製された積層体10に対して、製造ラインから外れたオフラインで熱処理が行われる(ステップS4)。この熱処理では、ガラス基板の積層体を所定の温度の雰囲気下に所定時間放置することで、積層体10をガラス基板11の面内方向外側から加熱することで、複数のガラス基板11の熱収縮率を低下させる。
具体的には、熱処理を行う炉に上記の積層体10が載せられた載置台20を搬入し、炉内の空気を加熱して所定時間放置することによりガラス基板11を面内方向外側から加熱する。積層体10をガラス基板11の面内方向外側から加熱することで、複数のガラス基板11間の熱分布を一様にすることができる。したがって、熱処理後の各ガラス基板11の熱収縮率のばらつきを低減することができる。
また、熱処理を行う炉に上記の積層体10が載せられた載置台20を搬入し、炉内の空気を加熱して所定時間放置することにより積層体10の6面すべてを加熱する。積層体10の厚さが、例えば500mm以下である場合、積層体10の厚さ方向の両端に位置するガラス基板11面から、積層体10の厚さ方向の中央にあるガラス基板11に向かって熱がすぐに伝わる。積層体10の周囲の熱伝導率の差を抑制し、積層体10の周囲を均一に加熱することにより、積層体10の厚さが500mm以下である場合には、積層体10の厚さ方向の両端に位置するガラス基板11と、両端のガラス基板11に挟まれた中央に位置するガラス基板11との熱履歴の差異を低減することができる。
熱処理の温度は、400℃〜550℃の温度範囲であることが、熱収縮率を低減させる点から好ましい。特に、シートガラスの成形後、徐冷を行うことによりガラス基板の内部歪を除去している場合、ガラスの結晶化度がある程度高まっているため、400℃〜550℃の温度範囲で熱処理を行うことで、内部歪が除去された状態を維持しながらガラスの結晶化度をさらに高め、ガラスの体積を小さくし、熱処理後のガラス基板の熱収縮率を低減することができる。
熱処理の時間は、例えば室温から400℃〜550℃の温度範囲まで加熱するのに1〜20時間、400℃〜550℃の温度範囲を維持する時間が1〜120時間、400℃〜550℃の温度範囲から室温まで冷却するのに4〜80時間である。400℃〜550℃の温度範囲を維持する時間が1時間未満であると、熱収縮率が十分に低下せず、120時間より長いと、熱収縮率は十分低減するが、ガラス基板11の生産効率が低下する。
なお、歪点はガラスの種類によって異なるが、ガラス基板11は、熱収縮を小さくするために、歪点が高いガラス組成を有することが好ましく、例えばガラス基板11のガラスの歪点は、600℃〜760℃であることが好ましく、655℃以上であることがより一層好ましい。例えば、歪点は、661℃である。歪点が低いガラス基板であっても、熱処理することにより、歪点が高いガラス基板と同程度の熱収縮率を実現することができる。この場合、熱処理温度の最低温度は、200℃(=600℃―400℃)以上である。
ガラス基板の積層体が晒される高温の雰囲気は、特に制限されず、酸素含率が5〜50%である雰囲気であってもよく、例えば空気からなる大気雰囲気であってもよい。
熱処理の時間は、例えば室温から400℃〜550℃の温度範囲まで加熱するのに1〜20時間、400℃〜550℃の温度範囲を維持する時間が1〜120時間、400℃〜550℃の温度範囲から室温まで冷却するのに4〜80時間である。400℃〜550℃の温度範囲を維持する時間が1時間未満であると、熱収縮率が十分に低下せず、120時間より長いと、熱収縮率は十分低減するが、ガラス基板11の生産効率が低下する。
なお、歪点はガラスの種類によって異なるが、ガラス基板11は、熱収縮を小さくするために、歪点が高いガラス組成を有することが好ましく、例えばガラス基板11のガラスの歪点は、600℃〜760℃であることが好ましく、655℃以上であることがより一層好ましい。例えば、歪点は、661℃である。歪点が低いガラス基板であっても、熱処理することにより、歪点が高いガラス基板と同程度の熱収縮率を実現することができる。この場合、熱処理温度の最低温度は、200℃(=600℃―400℃)以上である。
ガラス基板の積層体が晒される高温の雰囲気は、特に制限されず、酸素含率が5〜50%である雰囲気であってもよく、例えば空気からなる大気雰囲気であってもよい。
このような熱処理により、ガラス基板11の熱収縮率を0〜12ppmとすることができる。ガラス基板11の熱収縮率は、0〜6ppmとすることが好ましく、0〜3ppmとすることがより好ましい。このような熱収縮率が、ガラス基板のガラス組成と、熱処理の温度と熱処理時間を調整することにより達成することができる。
本実施形態では、熱処理工程において、積層体10の外周面であって、載置台20に接触する接触領域と、載置台20に接触しない非接触領域との熱履歴が等しくなるように調整することで、接触領域と非接触領域との熱履歴の差異を低減することができる。このため、ガラス基板11内の熱収縮率のばらつきを低減することができる。
なお、積層体10をガラス基板11の面内方向外側から加熱するために、積層体10の積層方向の両端部(図2の前面側および後面側)に1対の断熱板15a、15bを配置し、1対の断熱板15a、15bで積層体10を積層方向に挟んだ状態で熱処理を行ってもよい。この場合においても、載置台20に接触する接触領域(図2の下面)と、非接触領域のうち断熱板15a、15bにより被覆される領域(図2の前面および後面)を除く領域(図2の上面および左右両側面)との熱履歴が等しくなるように調整し、熱履歴の差異を低減することができる。このため、ガラス基板11内の熱収縮率のばらつきを低減することができる。
〔第2実施形態〕
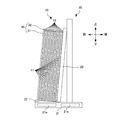
図3は第2実施形態に係るガラス基板の積層体10が載置される載置台20を示す側面図である。第2実施形態では、積層体10の載置台20との非接触領域が、載置台20の接触部と熱伝導率が等しい被覆部材30(被覆部材31、32を含む)で被覆されている点が、第1実施形態と異なる。ここで、積層体10の下面が載置部22に接触する接触領域であり、積層体10の後面が背面板23に接触する接触領域である。積層体10のその他の面(前面、上面、および左右両側面)は非接触領域である。
図3は第2実施形態に係るガラス基板の積層体10が載置される載置台20を示す側面図である。第2実施形態では、積層体10の載置台20との非接触領域が、載置台20の接触部と熱伝導率が等しい被覆部材30(被覆部材31、32を含む)で被覆されている点が、第1実施形態と異なる。ここで、積層体10の下面が載置部22に接触する接触領域であり、積層体10の後面が背面板23に接触する接触領域である。積層体10のその他の面(前面、上面、および左右両側面)は非接触領域である。
被覆部材30は、積層体10の非接触領域(前面、上面、および左右両側面)を被覆するように設けられている。なお、図3では、積層体10の前面を被覆部材31が覆っており、積層体10の上面を被覆部材32が覆っているが、積層体10の図示されない左右両側面もまた、同様の被覆部材により被覆されている。
被覆部材30には、載置台20の載置部22および背面板23と同程度の熱伝導率を有する材料が用いられる。被覆部材30の熱伝導率は、5W/m・K以下であることが好ましい。
被覆部材30には、載置台20の載置部22および背面板23と同程度の熱伝導率を有する材料が用いられる。被覆部材30の熱伝導率は、5W/m・K以下であることが好ましい。
また、被覆部材30の材料には、積層体10および載置台20の周囲の気体を多く含むように、空洞率の高い材料を用いることが好ましい。このような材料として、繊維材料やセラミックスを接触部に用いることができる。
例えば、被覆部材30は、ガラス繊維、ポリイミド繊維、アラミド繊維等の繊維材料、ステアタイト(MgO・SiO2)、ジルコニア(ZrO2)、コージライト(2MgO・2AlO3・5SiO2)等のセラミックスから選ばれた一種、又は、それらの組合せからなることが好ましい。
ステアタイト、ジルコニア、コージライト等のセラミックスを載置台20の載置部22および背面板23とともに被覆部材30に用いる場合、載置部22および背面板23の接触領域との接触面に凹凸形状を設けるとともに、被覆部材30の非接触領域との接触面に凹凸形状を設けることが好ましい。これにより接触領域と載置部22又は背面板23との間、非接触領域と被覆部材30との間に隙間が空き、接触領域および非接触領域が積層体10および載置台20の周囲の気体と同程度に接触するため、接触領域と非接触領域との熱履歴をより等しくなるように調整することができる。
被覆部材30の材質は載置部22および背面板23の材質と同一であってもよいし、異なる材質であってもよい。
被覆部材30の材質は載置部22および背面板23の材質と同一であってもよいし、異なる材質であってもよい。
本実施形態においては、熱処理工程において、載置台20の載置部22および背面板23と同程度の熱伝導率を有する被覆材料30により非接触領域を被覆することで、接触領域と非接触領域との熱履歴が等しくなるように調整することができ、接触領域と非接触領域との熱履歴の差異を低減することができる。このため、ガラス基板11内の熱収縮率のばらつきを低減することができる。
なお、本実施形態においても、第1実施形態と同様に、積層体10をガラス基板11の面内方向外側から加熱するために、積層体10の積層方向の両端部(図3の前面側および後面側)に1対の断熱板15a、15bを配置し、1対の断熱板15a、15bで積層体10を積層方向に挟んだ状態で熱処理を行ってもよい。この場合においても、非接触領域のうち、断熱板15a、15bにより被覆される領域(図3の前面および後面)を除く領域(図3の上面および左右両側面)を被覆部材30で被覆することで、接触領域と、非接触領域のうち、断熱板により被覆される領域を除く領域(図3の上面および左右両側面)との熱履歴が等しくなるように調整し、熱履歴の差異を低減することができる。このため、ガラス基板11内の熱収縮率のばらつきを低減することができる。
本実施形態で製造されるガラス基板は、フラットパネルディスプレイ用ガラス基板、例えば、液晶ディスプレイ用ガラス基板あるいは、有機ELディスプレイ用のガラス基板として好適である。さらに、本実施形態で製造されるガラス基板は、高精細ディスプレイに用いるLTPS(Low-temperature poly silicon)・TFTディスプレイ用ガラス基板、あるいは、酸化物半導体・TFTディスプレイ用のガラス基板として特に好適である。
本実施形態における熔融ガラスからシートガラスを成形する方法として、フロート法やフュージョン法等が用いられる。フュージョン法(オーバーフロー・ダウンドロー法)において製造ライン上の徐冷装置を長くすることは困難である点から、本実施形態のガラス基板のオフラインにおける熱処理を含むガラス基板の製造方法は、フュージョン法に適している。
(実験例)
下記ガラス組成を有するガラス基板をフュージョン法の1つであるオーバフロー・ダウンドロー法により複数作製した。ガラス基板の歪点は660℃であった。
下記ガラス組成を有するガラス基板をフュージョン法の1つであるオーバフロー・ダウンドロー法により複数作製した。ガラス基板の歪点は660℃であった。
(ガラス組成)
SiO2 67.0モル%、
Al2O3 10.6モル%、
B2O3 11.0モル%、
RO 11.4モル%(ROはMgO、CaO、SrO及びBaOの合量)。
SiO2 67.0モル%、
Al2O3 10.6モル%、
B2O3 11.0モル%、
RO 11.4モル%(ROはMgO、CaO、SrO及びBaOの合量)。
〔アニーリング〕
このガラス基板に対し、アニーリングを行った。ガラス基板とシート体とを交互に積層して積層体を形成し、熱処理を行なった。
熱処理は、雰囲気温度を500℃とし、放置時間を8時間とした。
このガラス基板に対し、アニーリングを行った。ガラス基板とシート体とを交互に積層して積層体を形成し、熱処理を行なった。
熱処理は、雰囲気温度を500℃とし、放置時間を8時間とした。
実施例1〜6、比較例1では、載置台の接触部(載置部および背面板)の材料を変えて熱処理を行った。接触部の材質および熱伝導率は表1に示すとおりである。
実施例7〜12、比較例2では、載置台の接触部の材料とともに、積層体の非接触領域を被覆する被覆部材の材料を変えて熱処理を行った。
接触部および被覆部材の材質および熱伝導率は表2に示すとおりである。
実施例7〜12、比較例2では、載置台の接触部の材料とともに、積層体の非接触領域を被覆する被覆部材の材料を変えて熱処理を行った。
接触部および被覆部材の材質および熱伝導率は表2に示すとおりである。
〔熱収縮率の測定〕
熱処理前に所定のサイズの長方形にガラス基板を切りだし、長辺両端部にケガキ線を入れ、短辺中央部で半分に切断し、2つのガラスサンプルを得る。このうちの一方のガラスサンプルを、熱処理(昇温速度が10℃/分、450℃で1時間放置)する。熱処理をしない他方のガラスサンプルの長さを計測する。さらに、熱処理したガラスサンプルと未処理のガラスサンプルとをつき合わせてケガキ線のずれ量を、レーザ顕微鏡等で測定して、ガラスサンプルの長さの差分を求めることでサンプルの熱収縮量を求めることができる。この熱収縮量である差分と、熱処理前のガラスサンプルの長さを用いて、以下の式により熱収縮率が求められる。このガラスサンプルの熱収縮率をガラス基板の熱収縮率とした。
熱収縮率(ppm)=(差分)/(熱処理前のガラスサンプルの長さ)×106
結果を表1、表2に示す。
熱処理前に所定のサイズの長方形にガラス基板を切りだし、長辺両端部にケガキ線を入れ、短辺中央部で半分に切断し、2つのガラスサンプルを得る。このうちの一方のガラスサンプルを、熱処理(昇温速度が10℃/分、450℃で1時間放置)する。熱処理をしない他方のガラスサンプルの長さを計測する。さらに、熱処理したガラスサンプルと未処理のガラスサンプルとをつき合わせてケガキ線のずれ量を、レーザ顕微鏡等で測定して、ガラスサンプルの長さの差分を求めることでサンプルの熱収縮量を求めることができる。この熱収縮量である差分と、熱処理前のガラスサンプルの長さを用いて、以下の式により熱収縮率が求められる。このガラスサンプルの熱収縮率をガラス基板の熱収縮率とした。
熱収縮率(ppm)=(差分)/(熱処理前のガラスサンプルの長さ)×106
結果を表1、表2に示す。
アニーリング前のガラス基板について熱収縮率を調べたところ、18ppmであった。
アニーリング後のガラス基板について熱収縮率を調べたところ、実施例1〜12では、ガラス基板の接触領域の熱収縮率は7ppm以下、ガラス基板の非接触領域の熱収縮率は8ppm以下であった。一方、比較例1では、ガラス基板の接触領域の熱収縮率は4ppm以下、ガラス基板の非接触領域の熱収縮率は20ppm、比較例2では、ガラス基板の接触領域の熱収縮率は5ppm、ガラス基板の非接触領域の熱収縮率は18ppmであった。
このように、熱処理工程において、積層体の外周面であって、載置台に接触する接触領域と、載置台に接触しない非接触領域との熱履歴が等しくなるように調整することで、接触領域と非接触領域との熱履歴の差異を低減し、ガラス基板内の熱収縮率のばらつきを低減することができる。
アニーリング後のガラス基板について熱収縮率を調べたところ、実施例1〜12では、ガラス基板の接触領域の熱収縮率は7ppm以下、ガラス基板の非接触領域の熱収縮率は8ppm以下であった。一方、比較例1では、ガラス基板の接触領域の熱収縮率は4ppm以下、ガラス基板の非接触領域の熱収縮率は20ppm、比較例2では、ガラス基板の接触領域の熱収縮率は5ppm、ガラス基板の非接触領域の熱収縮率は18ppmであった。
このように、熱処理工程において、積層体の外周面であって、載置台に接触する接触領域と、載置台に接触しない非接触領域との熱履歴が等しくなるように調整することで、接触領域と非接触領域との熱履歴の差異を低減し、ガラス基板内の熱収縮率のばらつきを低減することができる。
以上、本発明のガラス基板の製造方法について詳細に説明したが、本発明は上記実施形態及び実施例等に限定されず、本発明の主旨を逸脱しない範囲において、種々の改良や変更をしてもよいのはもちろんである。
10 積層体
11 ガラス基板
12 シート体
20 載置台
21 基台部
22 載置部
23 背面板
30、31、32 被覆部材
11 ガラス基板
12 シート体
20 載置台
21 基台部
22 載置部
23 背面板
30、31、32 被覆部材
Claims (4)
- 作製されたガラス基板のアニーリング工程を含むガラス基板の製造方法であって、
前記アニーリング工程は、
複数のガラス基板をそれぞれシート体の間に挟んだ状態で厚さ方向に積層したガラス基板の積層体を載置台に載置する工程と、
前記積層体を前記ガラス基板の面内方向外側から加熱することで、前記複数のガラス基板の熱収縮率を低下させる熱処理工程と、を含み、
前記熱処理工程において、前記積層体の外周面であって、前記載置台に接触する接触領域と、前記載置台に接触しない非接触領域との熱履歴が等しくなるように調整する、ガラス基板の製造方法。 - 前記熱処理工程において、前記積層体および前記載置台の周囲の気体を加熱することで前記積層体を前記ガラス基板の面内方向外側から加熱し、
前記載置台の前記接触領域と接触する接触部の熱伝導率を、前記積層体および前記載置台の周囲の気体の熱伝導率に近い値に調整する、請求項1に記載のガラス基板の製造方法。 - 前記載置台の前記接触領域と接触する接触部は、ガラス繊維、ポリイミド繊維、アラミド繊維、ステアタイト(MgO・SiO2)、ジルコニア(ZrO2)、コージライト(2MgO・2AlO3・5SiO2)から選ばれた一種、又は、それらの組合せからなる、請求項1又は2に記載のガラス基板の製造方法。
- 前記接触部と熱伝導率が等しい被覆部材で前記非接触領域を被覆する、請求項1〜3のいずれか一項に記載のガラス基板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014134626A JP2016011237A (ja) | 2014-06-30 | 2014-06-30 | ガラス基板の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014134626A JP2016011237A (ja) | 2014-06-30 | 2014-06-30 | ガラス基板の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2016011237A true JP2016011237A (ja) | 2016-01-21 |
Family
ID=55228192
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014134626A Pending JP2016011237A (ja) | 2014-06-30 | 2014-06-30 | ガラス基板の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2016011237A (ja) |
-
2014
- 2014-06-30 JP JP2014134626A patent/JP2016011237A/ja active Pending
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5428288B2 (ja) | ガラス板の製造方法及び製造設備 | |
| JP5428287B2 (ja) | ガラス板の製造方法及び製造設備 | |
| JP2011016705A (ja) | フィルム状ガラスの製造方法及び製造装置 | |
| JP6380101B2 (ja) | ガラス基板及びその徐冷方法 | |
| CN104024169A (zh) | 玻璃基板的制造方法和成型装置 | |
| CN103261106A (zh) | 玻璃板的制造方法及玻璃板制造装置 | |
| JP6379678B2 (ja) | ガラス基板の製造方法 | |
| JP6454188B2 (ja) | ガラス基板の製造方法 | |
| JP2016011237A (ja) | ガラス基板の製造方法 | |
| JP6082434B2 (ja) | ガラス基板の製造方法及びガラス基板 | |
| TWI679174B (zh) | 玻璃基板的熱處理方法以及玻璃基板的製造方法 | |
| JP6552839B2 (ja) | ガラス基板の製造方法 | |
| WO2022107559A1 (ja) | 電子デバイスの製造方法及びガラス板群 | |
| JP2016011233A (ja) | ガラス基板の製造方法 | |
| JP2016011235A (ja) | ガラス基板の製造方法 | |
| JP2016011234A (ja) | ガラス基板の製造方法 | |
| JP2016011232A (ja) | ガラス基板の製造方法 | |
| JP6403458B2 (ja) | ガラス基板の製造方法 | |
| US20240132399A1 (en) | Glass sheet for chemical strengthening, manufacturing method of strengthened glass sheet, and glass sheet | |
| WO2016068069A1 (ja) | ガラス基板の熱処理方法およびガラス基板の製造方法 | |
| TWI580650B (zh) | Glass substrate manufacturing method and glass substrate | |
| JP2016011240A (ja) | ガラス基板の製造方法 | |
| JP2016124746A (ja) | ガラス基板の製造方法、及び、ガラス基板の製造装置 | |
| JP2016124747A (ja) | ガラス基板の製造方法、及び、ガラス基板の製造装置 | |
| WO2009081741A1 (ja) | ガラス板の製造方法及び製造設備 |