JP2015183236A - 摺動部材 - Google Patents
摺動部材 Download PDFInfo
- Publication number
- JP2015183236A JP2015183236A JP2014060949A JP2014060949A JP2015183236A JP 2015183236 A JP2015183236 A JP 2015183236A JP 2014060949 A JP2014060949 A JP 2014060949A JP 2014060949 A JP2014060949 A JP 2014060949A JP 2015183236 A JP2015183236 A JP 2015183236A
- Authority
- JP
- Japan
- Prior art keywords
- phase
- back metal
- layer
- metal layer
- steel back
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 229910052751 metal Inorganic materials 0.000 claims abstract description 141
- 239000002184 metal Substances 0.000 claims abstract description 141
- 241000357293 Leptobrama muelleri Species 0.000 claims abstract description 129
- 229910018104 Ni-P Inorganic materials 0.000 claims abstract description 69
- 229910018536 Ni—P Inorganic materials 0.000 claims abstract description 69
- 229910000905 alloy phase Inorganic materials 0.000 claims abstract description 50
- 239000011342 resin composition Substances 0.000 claims abstract description 40
- 229910000640 Fe alloy Inorganic materials 0.000 claims abstract description 30
- 229910052742 iron Inorganic materials 0.000 claims abstract description 29
- 239000010410 layer Substances 0.000 claims description 194
- 229910001562 pearlite Inorganic materials 0.000 claims description 92
- 239000012791 sliding layer Substances 0.000 claims description 38
- 239000000203 mixture Substances 0.000 claims description 21
- 229910000859 α-Fe Inorganic materials 0.000 claims description 20
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 15
- 229910052799 carbon Inorganic materials 0.000 claims description 13
- 229910000975 Carbon steel Inorganic materials 0.000 claims description 8
- 239000010962 carbon steel Substances 0.000 claims description 8
- 239000011230 binding agent Substances 0.000 claims description 7
- 239000012535 impurity Substances 0.000 claims description 7
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 abstract description 8
- 229910052717 sulfur Inorganic materials 0.000 abstract description 8
- 239000011593 sulfur Substances 0.000 abstract description 8
- 150000007524 organic acids Chemical class 0.000 abstract description 7
- 239000000470 constituent Substances 0.000 abstract 1
- 239000012071 phase Substances 0.000 description 147
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 44
- 229910000831 Steel Inorganic materials 0.000 description 23
- 239000010959 steel Substances 0.000 description 23
- 229910045601 alloy Inorganic materials 0.000 description 21
- 239000000956 alloy Substances 0.000 description 21
- 125000004429 atom Chemical group 0.000 description 18
- 239000007791 liquid phase Substances 0.000 description 17
- 238000005245 sintering Methods 0.000 description 17
- 239000010949 copper Substances 0.000 description 12
- 230000007797 corrosion Effects 0.000 description 11
- 238000005260 corrosion Methods 0.000 description 11
- 239000000843 powder Substances 0.000 description 11
- 229910001566 austenite Inorganic materials 0.000 description 10
- 239000000463 material Substances 0.000 description 10
- 239000000446 fuel Substances 0.000 description 7
- 238000000034 method Methods 0.000 description 7
- 229910052802 copper Inorganic materials 0.000 description 6
- 238000002844 melting Methods 0.000 description 6
- 230000008018 melting Effects 0.000 description 6
- 239000011148 porous material Substances 0.000 description 6
- 230000008569 process Effects 0.000 description 6
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 5
- 229910000881 Cu alloy Inorganic materials 0.000 description 5
- 239000013078 crystal Substances 0.000 description 5
- 238000009792 diffusion process Methods 0.000 description 5
- 239000011812 mixed powder Substances 0.000 description 5
- 238000007747 plating Methods 0.000 description 5
- 230000000630 rising effect Effects 0.000 description 5
- 238000010008 shearing Methods 0.000 description 5
- 230000015572 biosynthetic process Effects 0.000 description 4
- 229910001567 cementite Inorganic materials 0.000 description 4
- 229910052759 nickel Inorganic materials 0.000 description 4
- -1 polyethylene Polymers 0.000 description 4
- 230000009466 transformation Effects 0.000 description 4
- 238000002347 injection Methods 0.000 description 3
- 239000007924 injection Substances 0.000 description 3
- 229910000765 intermetallic Inorganic materials 0.000 description 3
- 229910001096 P alloy Inorganic materials 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- 239000010960 cold rolled steel Substances 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 239000000945 filler Substances 0.000 description 2
- 238000010304 firing Methods 0.000 description 2
- KSOKAHYVTMZFBJ-UHFFFAOYSA-N iron;methane Chemical compound C.[Fe].[Fe].[Fe] KSOKAHYVTMZFBJ-UHFFFAOYSA-N 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 239000000314 lubricant Substances 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- 235000005985 organic acids Nutrition 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920000098 polyolefin Polymers 0.000 description 2
- 239000002244 precipitate Substances 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 239000007790 solid phase Substances 0.000 description 2
- 229910052725 zinc Inorganic materials 0.000 description 2
- 229910052582 BN Inorganic materials 0.000 description 1
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 1
- 229910001018 Cast iron Inorganic materials 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- 229910000997 High-speed steel Inorganic materials 0.000 description 1
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 1
- 239000004696 Poly ether ether ketone Substances 0.000 description 1
- 229930182556 Polyacetal Natural products 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004962 Polyamide-imide Substances 0.000 description 1
- 239000004693 Polybenzimidazole Substances 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 239000004734 Polyphenylene sulfide Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 229910001315 Tool steel Inorganic materials 0.000 description 1
- 229910000963 austenitic stainless steel Inorganic materials 0.000 description 1
- 125000004432 carbon atom Chemical group C* 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 150000001879 copper Chemical class 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 239000000295 fuel oil Substances 0.000 description 1
- 229910021389 graphene Inorganic materials 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 238000003703 image analysis method Methods 0.000 description 1
- 150000002484 inorganic compounds Chemical class 0.000 description 1
- 229910010272 inorganic material Inorganic materials 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 230000001050 lubricating effect Effects 0.000 description 1
- 239000010687 lubricating oil Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 150000002736 metal compounds Chemical class 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- QLOAVXSYZAJECW-UHFFFAOYSA-N methane;molecular fluorine Chemical compound C.FF QLOAVXSYZAJECW-UHFFFAOYSA-N 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- CWQXQMHSOZUFJS-UHFFFAOYSA-N molybdenum disulfide Chemical compound S=[Mo]=S CWQXQMHSOZUFJS-UHFFFAOYSA-N 0.000 description 1
- 229910052982 molybdenum disulfide Inorganic materials 0.000 description 1
- 150000002894 organic compounds Chemical class 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920002312 polyamide-imide Polymers 0.000 description 1
- 229920002480 polybenzimidazole Polymers 0.000 description 1
- 229920002530 polyetherether ketone Polymers 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 229920006324 polyoxymethylene Polymers 0.000 description 1
- 229920000069 polyphenylene sulfide Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 239000000523 sample Substances 0.000 description 1
- 239000006104 solid solution Substances 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 230000007480 spreading Effects 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
- ALRFTTOJSPMYSY-UHFFFAOYSA-N tin disulfide Chemical compound S=[Sn]=S ALRFTTOJSPMYSY-UHFFFAOYSA-N 0.000 description 1
Images



Landscapes
- Sliding-Contact Bearings (AREA)
- Powder Metallurgy (AREA)
Abstract
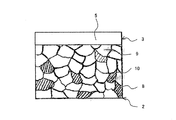
【解決手段】 摺動層3を構成する多孔質焼結層4は、Ni−P合金相7と粒状のFeまたはFe合金相8とからなり、Cu成分が含まれないので、有機酸や硫黄成分に対する耐食性が高い。また、摺動層3との界面となる鋼裏金層2の表面には、鋼裏金層2の厚さ方向の中央部における組織中のパーライト相に対してパーライト相の割合が50%以上少なくなっている低パーライト相部8が形成されることで、摺動層3の樹脂組成物5と鋼裏金層2の低パーライト相部8との界面での熱膨張量の差が小さく、その界面でのせん断が起き難くなり、摺動層3の樹脂組成物5と鋼裏金層2との接合を強くすることができる。
【選択図】 図1
Description
2 鋼裏金層
3 摺動層
4 多孔質焼結層
5 樹脂組成物
6 FeまたはFe合金相
7 Ni−P合金相
8 低パーライト相部
9 フェライト相
10 パーライト相
Claims (6)
- 鋼裏金層上に多孔質焼結層と樹脂組成物とからなる摺動層が設けられた摺動部材において、
前記多孔質焼結層は、Ni−P合金相と粒状のFeまたはFe合金相とからなり、
前記鋼裏金層は、炭素の含有量が0.05〜0.3質量%の炭素鋼であるとともに、組織がフェライト相とパーライト相とからなり、
前記摺動層との界面となる前記鋼裏金層の表面には、前記鋼裏金層の厚さ方向の中央部における組織中の前記パーライト相に対して前記パーライト相の割合が50%以上少なくなっている低パーライト相部が形成され、
前記多孔質焼結層の前記Ni−P合金相は、前記粒状のFeまたはFe合金相どうしをつなぐバインダとして機能していることを特徴とする摺動部材。 - 前記低パーライト相部には、前記Ni−P合金相のNi成分が拡散していることを特徴とする請求項1記載の摺動部材。
- 前記低パーライト相部の厚さは、1〜50μmであることを特徴とする請求項1又は請求項2記載の摺動部材。
- 前記低パーライト相部の表面における前記パーライト相の面積率は、0〜10%であることを特徴とする請求項1乃至請求項3のいずれかに記載の摺動部材。
- 前記Ni−P合金相の組成は、9〜13質量%のPと残部Niおよび不可避不純物からなることを特徴とする請求項1乃至請求項4のいずれかに記載の摺動部材。
- 前記多孔質焼結層における前記Ni−P合金相の割合は、前記多孔質焼結層の100質量部に対して前記Ni−P合金相が5〜40質量部であることを特徴とする請求項1乃至請求項5のいずれかに記載の摺動部材。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014060949A JP6198652B2 (ja) | 2014-03-24 | 2014-03-24 | 摺動部材 |
| US14/663,566 US9360048B2 (en) | 2014-03-24 | 2015-03-20 | Sliding member |
| EP15160314.9A EP2930252B1 (en) | 2014-03-24 | 2015-03-23 | Sliding member |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014060949A JP6198652B2 (ja) | 2014-03-24 | 2014-03-24 | 摺動部材 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015183236A true JP2015183236A (ja) | 2015-10-22 |
| JP6198652B2 JP6198652B2 (ja) | 2017-09-20 |
Family
ID=54350131
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014060949A Active JP6198652B2 (ja) | 2014-03-24 | 2014-03-24 | 摺動部材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6198652B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017039984A (ja) * | 2015-08-20 | 2017-02-23 | オイレス工業株式会社 | 複層摺動部材 |
| KR20190113608A (ko) * | 2018-03-27 | 2019-10-08 | 다이도 메탈 고교 가부시키가이샤 | 슬라이딩 부재 |
| CN112555283A (zh) * | 2019-09-26 | 2021-03-26 | 大同金属工业株式会社 | 滑动构件 |
| WO2021206127A1 (ja) * | 2020-04-08 | 2021-10-14 | 大豊工業株式会社 | 摺動部材 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0379865A (ja) * | 1989-08-22 | 1991-04-04 | Riken Corp | ピストンリングとシリンダの組合せ |
| JPH11117940A (ja) * | 1997-04-19 | 1999-04-27 | Woo Chun Lee | 滑りベアリング及びその製造方法 |
| JP2002283045A (ja) * | 2001-03-27 | 2002-10-02 | Kurimoto Ltd | 厚肉鋳造品の表面改質鋳造方法 |
| JP2004263735A (ja) * | 2003-02-28 | 2004-09-24 | Daido Metal Co Ltd | 複層摺動部材 |
| JP2004277880A (ja) * | 2003-02-27 | 2004-10-07 | Yoshino Hard Inc | 鉄系部品およびその製造方法 |
| JP2004360731A (ja) * | 2003-06-02 | 2004-12-24 | Komatsu Ltd | 滑り軸受およびそれを用いる作業機連結装置 |
| JP2007075867A (ja) * | 2005-09-15 | 2007-03-29 | Fukuda Metal Foil & Powder Co Ltd | Niろう材合金 |
| WO2009016840A1 (ja) * | 2007-07-31 | 2009-02-05 | Caterpillar Japan Ltd. | 複層焼結摺動部材 |
| JP2009537694A (ja) * | 2006-05-17 | 2009-10-29 | エムエーエヌ・ディーゼル・フィリアル・アフ・エムエーエヌ・ディーゼル・エスイー・ティスクランド | 摩耗防止装置および摩耗防止装置製造方法 |
| JP2010235990A (ja) * | 2009-03-30 | 2010-10-21 | Nisshin Steel Co Ltd | すべり軸受用高強度鋼板 |
| WO2012124679A1 (ja) * | 2011-03-14 | 2012-09-20 | 新日本製鐵株式会社 | 鋼線材及びその製造方法 |
-
2014
- 2014-03-24 JP JP2014060949A patent/JP6198652B2/ja active Active
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0379865A (ja) * | 1989-08-22 | 1991-04-04 | Riken Corp | ピストンリングとシリンダの組合せ |
| JPH11117940A (ja) * | 1997-04-19 | 1999-04-27 | Woo Chun Lee | 滑りベアリング及びその製造方法 |
| US6086257A (en) * | 1997-04-19 | 2000-07-11 | Lee; Woo Chun | Sliding bearing and manufacturing method thereof |
| JP2002283045A (ja) * | 2001-03-27 | 2002-10-02 | Kurimoto Ltd | 厚肉鋳造品の表面改質鋳造方法 |
| JP2004277880A (ja) * | 2003-02-27 | 2004-10-07 | Yoshino Hard Inc | 鉄系部品およびその製造方法 |
| JP2004263735A (ja) * | 2003-02-28 | 2004-09-24 | Daido Metal Co Ltd | 複層摺動部材 |
| JP2004360731A (ja) * | 2003-06-02 | 2004-12-24 | Komatsu Ltd | 滑り軸受およびそれを用いる作業機連結装置 |
| JP2007075867A (ja) * | 2005-09-15 | 2007-03-29 | Fukuda Metal Foil & Powder Co Ltd | Niろう材合金 |
| JP2009537694A (ja) * | 2006-05-17 | 2009-10-29 | エムエーエヌ・ディーゼル・フィリアル・アフ・エムエーエヌ・ディーゼル・エスイー・ティスクランド | 摩耗防止装置および摩耗防止装置製造方法 |
| WO2009016840A1 (ja) * | 2007-07-31 | 2009-02-05 | Caterpillar Japan Ltd. | 複層焼結摺動部材 |
| US20100197534A1 (en) * | 2007-07-31 | 2010-08-05 | Takayuki Yuasa | Multilayered sintered sliding member |
| JP2010235990A (ja) * | 2009-03-30 | 2010-10-21 | Nisshin Steel Co Ltd | すべり軸受用高強度鋼板 |
| WO2012124679A1 (ja) * | 2011-03-14 | 2012-09-20 | 新日本製鐵株式会社 | 鋼線材及びその製造方法 |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017039984A (ja) * | 2015-08-20 | 2017-02-23 | オイレス工業株式会社 | 複層摺動部材 |
| WO2017029801A1 (ja) * | 2015-08-20 | 2017-02-23 | オイレス工業株式会社 | 複層摺動部材 |
| KR20190113608A (ko) * | 2018-03-27 | 2019-10-08 | 다이도 메탈 고교 가부시키가이샤 | 슬라이딩 부재 |
| CN110307253A (zh) * | 2018-03-27 | 2019-10-08 | 大同金属工业株式会社 | 滑动构件 |
| EP3550163A1 (en) * | 2018-03-27 | 2019-10-09 | Daido Metal Company Ltd. | Sliding member |
| KR102154090B1 (ko) * | 2018-03-27 | 2020-09-09 | 다이도 메탈 고교 가부시키가이샤 | 슬라이딩 부재 |
| US10955003B2 (en) | 2018-03-27 | 2021-03-23 | Daido Metal Company Ltd | Sliding member |
| CN110307253B (zh) * | 2018-03-27 | 2021-06-01 | 大同金属工业株式会社 | 滑动构件 |
| CN112555283A (zh) * | 2019-09-26 | 2021-03-26 | 大同金属工业株式会社 | 滑动构件 |
| CN112555283B (zh) * | 2019-09-26 | 2022-11-15 | 大同金属工业株式会社 | 滑动构件 |
| WO2021206127A1 (ja) * | 2020-04-08 | 2021-10-14 | 大豊工業株式会社 | 摺動部材 |
| US12030117B2 (en) | 2020-04-08 | 2024-07-09 | Taiho Kogyo Co., Ltd. | Sliding member |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6198652B2 (ja) | 2017-09-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9360048B2 (en) | Sliding member | |
| JP6328043B2 (ja) | 摺動部材 | |
| US20150329795A1 (en) | Sliding member | |
| JP6198652B2 (ja) | 摺動部材 | |
| JP6198653B2 (ja) | 摺動部材 | |
| US9957457B2 (en) | Sliding member | |
| EP3031953B1 (en) | Sliding member | |
| JP2019173060A (ja) | 摺動部材 | |
| JP6466268B2 (ja) | 摺動部材 | |
| JP6258121B2 (ja) | 摺動部材 | |
| JP6381430B2 (ja) | 摺動部材 | |
| US20130188898A1 (en) | Solid bronze bearing with hardness gradient | |
| WO2014157650A1 (ja) | アルミニウム合金、すべり軸受、およびすべり軸受の製造方法 | |
| JP7029384B2 (ja) | 摺動部材 | |
| JP6466246B2 (ja) | 摺動部材 | |
| JP6258139B2 (ja) | 摺動部材 | |
| Gençer et al. | Effect of the surface nanocrystallization on tribological behavior of the Cu based bimetallic materials (CuPbSn) | |
| JP6347733B2 (ja) | 摺動部材 | |
| JP6466245B2 (ja) | 摺動部材 | |
| JP6682366B2 (ja) | 摺動部材の製造方法 | |
| JP2008144252A (ja) | 銅系摺動材料の製造方法及びその方法で製造した銅系摺動材料 | |
| JP2006307284A (ja) | 鉛フリー銅系摺動材料 | |
| EP3650147B1 (en) | Multilayer sintered plate and manufacturing method therefor |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160802 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170515 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170606 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170719 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170822 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170822 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6198652 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |