JP2015137392A - ランスパイプ - Google Patents
ランスパイプ Download PDFInfo
- Publication number
- JP2015137392A JP2015137392A JP2014009436A JP2014009436A JP2015137392A JP 2015137392 A JP2015137392 A JP 2015137392A JP 2014009436 A JP2014009436 A JP 2014009436A JP 2014009436 A JP2014009436 A JP 2014009436A JP 2015137392 A JP2015137392 A JP 2015137392A
- Authority
- JP
- Japan
- Prior art keywords
- pipe
- stud
- lance
- curved
- lance pipe
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000002184 metal Substances 0.000 claims abstract description 89
- 229910052751 metal Inorganic materials 0.000 claims abstract description 89
- 230000002093 peripheral effect Effects 0.000 claims abstract description 7
- 239000000463 material Substances 0.000 claims description 15
- 239000010410 layer Substances 0.000 description 35
- 239000007789 gas Substances 0.000 description 13
- 238000003466 welding Methods 0.000 description 12
- 238000004519 manufacturing process Methods 0.000 description 11
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 8
- 238000004804 winding Methods 0.000 description 8
- 239000011247 coating layer Substances 0.000 description 5
- 230000000694 effects Effects 0.000 description 5
- 239000002345 surface coating layer Substances 0.000 description 5
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 4
- 239000003795 chemical substances by application Substances 0.000 description 4
- 229910052742 iron Inorganic materials 0.000 description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- 239000011230 binding agent Substances 0.000 description 3
- 230000005484 gravity Effects 0.000 description 3
- 238000000034 method Methods 0.000 description 3
- 239000000377 silicon dioxide Substances 0.000 description 3
- 238000004873 anchoring Methods 0.000 description 2
- 229910052786 argon Inorganic materials 0.000 description 2
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 2
- 238000007664 blowing Methods 0.000 description 2
- 239000004568 cement Substances 0.000 description 2
- 238000007254 oxidation reaction Methods 0.000 description 2
- 239000001301 oxygen Substances 0.000 description 2
- 229910052760 oxygen Inorganic materials 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 1
- MYMOFIZGZYHOMD-UHFFFAOYSA-N Dioxygen Chemical compound O=O MYMOFIZGZYHOMD-UHFFFAOYSA-N 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 229910001873 dinitrogen Inorganic materials 0.000 description 1
- 229910001882 dioxygen Inorganic materials 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 238000007670 refining Methods 0.000 description 1
- 239000011819 refractory material Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
Images








Landscapes
- Treatment Of Steel In Its Molten State (AREA)
- Refinement Of Pig-Iron, Manufacture Of Cast Iron, And Steel Manufacture Other Than In Revolving Furnaces (AREA)
Abstract
Description
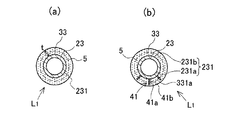
2:芯金
22:直管部
221:曲管部と隣接する外側表面
23:曲管部
231:外側表面
231a:大径外側表面
3:キャスタブル
41、42:スタッド
41a:係止開腕部
41c:アンカー部
Claims (5)
- 直管部と該直管部から湾曲して延設される曲管部とを有する金属製で円管状の芯金と該芯金の外周面を被覆する耐火物層とを備え、溶湯処理剤を溶融金属に供給するランスパイプであって、
前記曲管部の少なくとも曲率半径が大きい外側表面に間隔を隔てて固設されかつ前記耐火物層に埋設された複数個のスタッド、
を具備することを特徴とするランスパイプ。 - 前記スタッドは前記曲管部の前記曲率半径が大きい外側表面にのみ固設されている請求項1に記載のランスパイプ。
- 前記スタッドは前記曲管部の外側表面にのみ固設されている請求項1に記載のランスパイプ。
- 前記スタッドは前記曲管部の外側表面および前記直管部の前記曲管部と隣接する外側表面部分にのみ固設されている請求項1に記載のランスパイプ。
- さらに前記スタッドが固設された前記曲管部の外側表面又は前記スタッドが固設された前記曲管部の外側表面および前記直管部の前記曲管部と隣接する外側表面部分には、網材が巻着されかつ前記耐火物層に埋設されている請求項1乃至4に記載のランスパイプ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014009436A JP6308787B2 (ja) | 2014-01-22 | 2014-01-22 | ランスパイプ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014009436A JP6308787B2 (ja) | 2014-01-22 | 2014-01-22 | ランスパイプ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015137392A true JP2015137392A (ja) | 2015-07-30 |
| JP6308787B2 JP6308787B2 (ja) | 2018-04-11 |
Family
ID=53768617
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014009436A Active JP6308787B2 (ja) | 2014-01-22 | 2014-01-22 | ランスパイプ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6308787B2 (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS54104402U (ja) * | 1977-12-29 | 1979-07-23 | ||
| JPH01168547U (ja) * | 1988-05-13 | 1989-11-28 | ||
| JPH0492536U (ja) * | 1990-12-28 | 1992-08-12 |
-
2014
- 2014-01-22 JP JP2014009436A patent/JP6308787B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS54104402U (ja) * | 1977-12-29 | 1979-07-23 | ||
| JPH01168547U (ja) * | 1988-05-13 | 1989-11-28 | ||
| JPH0492536U (ja) * | 1990-12-28 | 1992-08-12 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6308787B2 (ja) | 2018-04-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102325559B1 (ko) | 내부에 4개 이상의 원형 프로파일 및 17개 이상의 캐비티를 포함하고 관통 및/또는 용융 절단을 위한 열관 | |
| JP6308787B2 (ja) | ランスパイプ | |
| JP3189863U (ja) | ランスパイプ | |
| JP6892063B2 (ja) | ガス吹き込み用プラグ | |
| KR20130140739A (ko) | 후-연소 랜스용 보강 분배기 | |
| JP2010248557A (ja) | 浸漬管 | |
| KR20130051926A (ko) | 세라믹 라이닝이 형성된 채널 인덕터 | |
| JP6563034B2 (ja) | 施工性を向上させた底吹きプラグ | |
| JP7196379B2 (ja) | ランスパイプ | |
| JP6834502B2 (ja) | 不定形耐火物構造体、不定形耐火物構造体の製造方法、及び、耐熱繊維製支持材 | |
| JP2008127677A (ja) | 真空脱ガス装置用浸漬管 | |
| JP4510191B2 (ja) | 粉体・ガス吹き込み用ランスパイプ | |
| JP5611621B2 (ja) | 溶湯攪拌用インペラ | |
| JP6881403B2 (ja) | 支持材、耐火物構造体及び耐火物構造体の製造方法 | |
| JP5781385B2 (ja) | 脱ガス装置の浸漬管 | |
| JP2013231219A (ja) | 真空脱ガス装置の浸漬管 | |
| JP6612208B2 (ja) | 浸漬管 | |
| JP2010138479A (ja) | ガス吹き用ポーラスプラグ | |
| JP6453802B2 (ja) | 浸漬管 | |
| JP5340606B2 (ja) | 真空脱ガス装置用の浸漬管 | |
| JP2010168601A (ja) | 浸漬管 | |
| JPH1150132A (ja) | 溶鋼処理用浸漬管 | |
| JP2003277822A (ja) | 溶融金属精錬設備用浸漬管 | |
| JP2008101244A (ja) | ランスパイプ | |
| JP6084245B2 (ja) | ランスパイプ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20161209 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170822 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171017 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20171116 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180308 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180313 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6308787 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |