JP2015013390A - 製袋機および製袋方法 - Google Patents
製袋機および製袋方法 Download PDFInfo
- Publication number
- JP2015013390A JP2015013390A JP2013140038A JP2013140038A JP2015013390A JP 2015013390 A JP2015013390 A JP 2015013390A JP 2013140038 A JP2013140038 A JP 2013140038A JP 2013140038 A JP2013140038 A JP 2013140038A JP 2015013390 A JP2015013390 A JP 2015013390A
- Authority
- JP
- Japan
- Prior art keywords
- ultrasonic welding
- film
- strip
- bag making
- making machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Making Paper Articles (AREA)
Abstract
【課題】重ね合わせられた状態にある複数の帯状のフィルムに対して超音波溶着によりプレヒートを行うことによってプレヒートの回数を1回とすることができ、このため複数回のプレヒートを行うような従来技術と比較して袋体の生産性を向上させることができるとともに省スペース化を図ることができる製袋機および製袋方法を提供する。
【解決手段】製袋機は、重ね合わせられた状態にある複数の帯状のフィルムWに対して超音波溶着によりプレヒートを行う超音波溶着部(例えば、超音波溶着機構50)と、超音波溶着部によりプレヒートが行われた複数の帯状のフィルムWに対して仕上げのヒートシールを行うヒートシール部(例えば、ヒートシール板42)と、を備えている。
【選択図】図1
【解決手段】製袋機は、重ね合わせられた状態にある複数の帯状のフィルムWに対して超音波溶着によりプレヒートを行う超音波溶着部(例えば、超音波溶着機構50)と、超音波溶着部によりプレヒートが行われた複数の帯状のフィルムWに対して仕上げのヒートシールを行うヒートシール部(例えば、ヒートシール板42)と、を備えている。
【選択図】図1
Description
本発明は、帯状のフィルムから袋体を製造する製袋機および製袋方法に関する。
従来から、帯状のプラスチックフィルム等のフィルムから袋体(製品)を製造するための製袋機として様々なタイプのものが知られている(例えば、特許文献1等参照)。一般的な製袋機では、給紙ロールから帯状のフィルムが繰り出され、この繰り出されたフィルムはセンター刃により幅方向における中央位置で2つに切断され、切断された2つのフィルムは内面同士が向かい合う状態に重ね合わせられる。この際に、二層の帯状のフィルムの各々における熱可塑性樹脂層同士が向かい合うようになる。
その後、重ね合わせられた二層の帯状のフィルムに対して各可動ユニットによって様々な処理が施されることにより、袋体(プラスチック袋)が製造される。具体的には、可動ユニットとして縦ヒートシール板、縦冷却板、横ヒートシール板、横冷却板および断裁刃が使用され、フィルムの間欠送り毎に袋体が製造される。
従来の製袋機による一般的な製袋工程では、重ね合わせられた二層の帯状のフィルムに対して横シールを行う際に、間欠的に搬送される二層の帯状のフィルムに対してヒートシール板を用いたプレヒート(事前加熱)を2〜3回行ってこれらのフィルムの内面温度を十分に上昇させた後、仕上げ用のヒートシール板により当該フィルムの幅方向に沿って熱圧着を行っている。しかしながら、このような製袋工程では、ヒートシール板を用いたプレヒートを複数回行う必要があるため、プレヒート用のヒートシール板を複数枚準備しなければならず、これらのヒートシール板の位置合わせ(すなわち、フィルムの搬送方向における位置調整)に手間がかかるという問題がある。また、上述した製袋工程のような、ヒートシール板を用いてプレヒートを複数回行うような加熱方式ではフィルムの内面温度の昇温速度が小さいため、袋体の生産速度を上げることができないという問題がある。
これに対して、特許文献2に開示されるような製袋装置では、高速で製袋を行うようにするために、上述したようなフィルムの外面からヒートシール板等を用いて熱圧着を行う方法ではなく、熱可塑性樹脂層であるフィルムの内面をヒートシールロールやホットエアー等により加熱溶融し、溶融されたフィルムの内面同士を圧着する方法が用いられている。しかしながら、特許文献2に開示されるような製袋装置を導入するにあたり、全く新しい製造ラインを導入する必要があり、また、装置が巨大化することによってより多くの設置スペースが必要になってしまうという問題がある。
本発明は、このような点を考慮してなされたものであり、重ね合わせられた状態にある複数の帯状のフィルムに対して超音波溶着によりプレヒートを行うことによってプレヒートの回数を1回とすることができ、このため複数回のプレヒートを行うような従来技術と比較して袋体の生産性を向上させることができるとともに省スペース化を図ることができる製袋機および製袋方法を提供することを目的とする。
本発明の製袋機は、複数の帯状のフィルムを重ね合わせられた状態で当該フィルムの長手方向に沿って搬送する搬送部と、前記搬送部により搬送される、重ね合わせられた状態にある複数の帯状のフィルムに対して超音波溶着によりプレヒートを行う超音波溶着部と、前記超音波溶着部によりプレヒートが行われた複数の帯状のフィルムに対して仕上げのヒートシールを行うヒートシール部と、を備えたことを特徴とする。
このような製袋機によれば、重ね合わせられた状態にある複数の帯状のフィルムに対して超音波溶着によりプレヒートを行い、その後、超音波溶着によりプレヒートが行われた複数の帯状のフィルムに対して仕上げのヒートシールを行うことにより、プレヒートの回数を1回とすることができ、このことにより複数回のプレヒートを行うような従来技術と比較して袋体の生産性を向上させることができるとともに省スペース化を図ることができる。
本発明の製袋機においては、前記超音波溶着部は、超音波ホーンと、前記超音波ホーンに振動エネルギーを与える振動子部と、前記超音波ホーンを受ける受け部と、を含み、重ね合わせられた状態にある複数の帯状のフィルムが前記超音波ホーンにより押されて前記受け部に受けられた状態で当該超音波ホーンが超音波振動することにより前記各フィルムの熱可塑性樹脂層が溶着するようになっていてもよい。
この際に、前記超音波ホーンにおける前記フィルムに接する面または前記受け部の表面は凹凸形状となっていてもよい。
この場合、前記凹凸形状はローレット加工により付与されるようになっていてもよい。
本発明の製袋機においては、前記超音波溶着部は、重ね合わせられた状態にある複数の帯状のフィルムに対してその幅方向に沿って超音波溶着によりプレヒートを行うようになっており、前記ヒートシール部は、前記超音波溶着部によりプレヒートが行われた複数の帯状のフィルムに対してその幅方向に沿って仕上げのヒートシールを行うようになっていてもよい。
あるいは、前記超音波溶着部は、重ね合わせられた状態にある複数の帯状のフィルムに対してその両側縁部で超音波溶着によりプレヒートを行うようになっており、前記ヒートシール部は、前記超音波溶着部によりプレヒートが行われた複数の帯状のフィルムに対してその両側縁部で仕上げのヒートシールを行うようになっていてもよい。
本発明の製袋方法は、複数の帯状のフィルムを重ね合わせられた状態で当該フィルムの長手方向に沿って搬送する工程と、重ね合わせられた状態にある複数の帯状のフィルムに対して超音波溶着によりプレヒートを行う工程と、超音波溶着によりプレヒートが行われた複数の帯状のフィルムに対して仕上げのヒートシールを行う工程と、を備えたことを特徴とする。
このような製袋方法によれば、重ね合わせられた状態にある複数の帯状のフィルムに対して超音波溶着によりプレヒートを行い、その後、超音波溶着によりプレヒートが行われた複数の帯状のフィルムに対して仕上げのヒートシールを行うことにより、プレヒートの回数を1回とすることができ、このことにより複数回のプレヒートを行うような従来技術と比較して袋体の生産性を向上させることができるとともに省スペース化を図ることができる。
本発明の製袋機および製袋方法によれば、重ね合わせられた状態にある複数の帯状のフィルムに対して超音波溶着によりプレヒートを行うことによってプレヒートの回数を1回とすることができ、このため複数回のプレヒートを行うような従来技術と比較して袋体の生産性を向上させることができるとともに省スペース化を図ることができる。
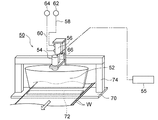
以下、図面を参照して本発明の実施の形態について説明する。図1乃至図4は、本実施の形態に係る製袋機を示す図である。このうち、図1は、本実施の形態による製袋機の全体構成を示す構成図であり、図2は、図1に示す製袋機に設けられた超音波溶着機構の構成を示す斜視図である。また、図3は、図2に示す超音波溶着機構を側方から見たときの側面図であり、図4は、図2に示す超音波溶着機構における下側金型の表面に施されたローレット加工を示す斜視図である。なお、図5は、比較例としての従来の製袋機の全体構成を示す構成図である。
まず、図1を用いて本実施の形態による製袋機の全体構成について説明する。図1に示すように、本実施の形態による製袋機では、給紙ロール10から帯状のフィルムWが繰り出されるようになっている。この帯状のフィルムWには、一定の印刷ピッチ(製品ピッチ)をもって印刷柄が反復印刷されているとともに、当該フィルムWの側縁部近傍において印刷ピッチ毎に検出マークが付けられている。また、給紙ロール10から繰り出されたフィルムWはターンバー12により90°の角度で搬送方向が変えられるようになっている(具体的には、フィルムWの搬送方向におけるターンバー12よりも上流側ではフィルムWは図1の紙面に直交する方向に延びているが、ターンバー12によりフィルムWの向きが変えられて図1の紙面に沿って延びるようになる)。その後、フィルムWは第1のニップロール20により連続的に搬送される。この際に、フィルムWはガイドロール29により案内されるようになっている。また、第1のニップロール20により連続的に搬送されるフィルムWは、センター刃14により幅方向における中央位置で2つに切断され、切断された2つのフィルムWはそれぞれM字板16によって90°の角度で再び向きが変えられ、内面同士が向かい合う状態に重ね合わせられる(具体的には、フィルムWの搬送方向におけるM字板16よりも上流側では2つのフィルムWは図1の紙面に沿った方向に延びているが、M字板16により各フィルムWの搬送方向が変えられてそれぞれ図1の紙面に直交する方向に延びるようになる)。この際に、2つの帯状のフィルムWの各々におけるシーラント層同士が向かい合うようになる。ここで、フィルムWにおけるシーラント層とは、無延伸ポリプロピレン(CPP)やポリエチレン(PE)等の熱可塑性樹脂層のことをいう。
その後、2つの帯状のフィルムWは重ね合わせられ、重ね合わせられた二層の帯状のフィルムWは第2のニップロール24、第3のニップロール26および第4のニップロール28により間欠的に搬送される。具体的には、第2のニップロール24、第3のニップロール26および第4のニップロール28により、重ね合わせられた二層の帯状のフィルムWを一定の移動量だけ連続的に搬送した後、一定期間だけ搬送を停止させる動作を繰り返し行う。
本実施の形態では、これらの第2のニップロール24、第3のニップロール26および第4のニップロール28により、複数(具体的には、二層)の帯状のフィルムWを重ね合わせられた状態で当該フィルムWの長手方向に沿って搬送する搬送部が構成されている。
また、フィルムWの搬送方向における第2のニップロール24の上流側には、図1における上下方向に移動自在となっている2つのダンサーロール22が設けられており、各ダンサーロール22は、センター刃14により切断された後、重ね合わせられる前の2つの帯状のフィルムWにそれぞれ張架されるようになっている。各ダンサーロール22は図1における上下方向に絶えず移動するようになっており、このことにより帯状のフィルムWの搬送形態を連続的な搬送から間欠的な搬送に切り換えるようになっている。
また、図1に示すように、フィルムWの搬送方向における第2のニップロール24と第3のニップロール26との間には縦シール部30が設けられている。縦シール部30は、重ね合わせられた状態にある二層の帯状のフィルムWに対して両側縁部でシールを行うようになっている。具体的には、縦シール部30は、重ね合わせられた状態にある二層の帯状のフィルムWに対して両側縁部でヒートシールを行う細長いヒートシール板(ヒートシールバー)32と、フィルムWの搬送方向におけるヒートシール板32の下流側に設けられ、帯状のフィルムWにおけるシールが行われた両側縁部の冷却を行う冷却板(冷却バー)34とを有している。
また、図1に示すように、フィルムWの搬送方向における第3のニップロール26と第4のニップロール28との間には横シール部40が設けられている。横シール部40は、重ね合わせられた状態にある二層の帯状のフィルムWに対して幅方向に沿ってシールを行うようになっている。具体的には、横シール部40は、重ね合わせられた状態にある二層の帯状のフィルムWに対してその幅方向に沿って超音波溶着によりプレヒートを行う超音波溶着機構50と、フィルムWの搬送方向における超音波溶着機構50の下流側に設けられ、超音波溶着機構50によりプレヒートが行われた二層の帯状のフィルムWに対してその幅方向に沿って仕上げのヒートシールを行うヒートシール板42と、フィルムWの搬送方向におけるヒートシール板42の下流側に設けられ、幅方向のシールが行われたフィルムWの冷却を行う複数の冷却板(冷却バー)44とを有している。また、横シール部40における超音波溶着機構50、ヒートシール板42および各冷却板44は、フィルムWの搬送方向において、当該フィルムWに反復印刷された印刷柄の印刷ピッチ(製品ピッチ)分の間隔を空けるような位置に設けられている。なお、超音波溶着機構50の構成の詳細については後述する。
また、フィルムWの搬送方向における第4のニップロール28よりも下流側には断裁刃46が設けられており、縦シール部30および横シール部40によりそれぞれシールされた二層の帯状のフィルムWは、断裁刃46により幅方向における中央位置で2つに切断されるとともに幅方向に沿って断裁される。このようにして、製品としての袋体(具体的には、プラスチック袋)W´が製造される。
また、図1に示すように、フィルムWの搬送方向における縦シール部30の上流側には光学センサやCCDカメラ等からなるマークセンサ80が設置されており、フィルムWに付けられた検出マークがこのマークセンサ80により検出されるようになっている。また、フィルムWの搬送方向における横シール部40の下流側にも光学センサやCCDカメラ等からなるマークセンサ82が設置されており、フィルムWに付けられた検出マークがこのマークセンサ82により検出されるようになっている。
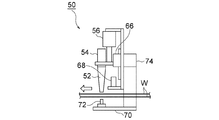
次に、横シール部40の超音波溶着機構50の構成について図2乃至図4を用いて詳述する。前述したように、図2は、図1に示す製袋機に設けられた超音波溶着機構50の構成を示す斜視図であり、図3は、図2に示す超音波溶着機構50を側方から見たときの側面図であり、図4は、図2に示す超音波溶着機構50における下側金型72の表面に施されたローレット加工を示す斜視図である。なお、図2および図3において、二層の帯状のフィルムWの搬送方向を矢印で示す。
図2および図3に示すように、超音波溶着機構50は中実の超音波ホーン52および振動子部54を有しており、振動子部54により超音波ホーン52に振動エネルギーが与えられるようになっている。より詳細には、図2に示すように、振動子部54には発振器55が接続されており、この発振器55により50Hzまたは60Hzの電気的信号を例えば20kHzの電気的信号に変換し、増幅された電気的信号が振動子部54に伝達され、この振動子部54で機械的振動エネルギーに変換される。
また、図2および図3に示すように、超音波溶着機構50にはエアシリンダ56が設けられており、このエアシリンダ56により超音波ホーン52が図2や図3における下方向に押されるようになっている。具体的には、エアシリンダ56には押し用エア供給ライン58および引き用エア供給ライン60がそれぞれ接続されており、押し用エア供給ライン58には押し用エア供給部62が接続されるとともに引き用エア供給ライン60には引き用エア供給部64が接続されている。そして、二層の帯状のフィルムWの搬送が停止しているときに、押し用エア供給部62から押し用エア供給ライン58に圧縮空気が送られると、エアシリンダ56は超音波ホーン52を下方向に押し、この超音波ホーン52の下端部が二層の帯状のフィルムWのうち上側のフィルムWに接触するようになる。この際に、超音波ホーン52は振動子部54により超音波振動しているため、上側のフィルムWにおけるシーラント層(熱可塑性樹脂層)が溶融し、下側のフィルムWにおけるシーラント層と溶着するようになる。このようにして、二層の帯状のフィルムWに対するプレヒート(予備加熱)が行われる。一方、引き用エア供給部64から引き用エア供給ライン60に圧縮空気が送られると、エアシリンダ56は超音波ホーン52を上方向に退避させ、この超音波ホーン52の下端部は二層の帯状のフィルムWにおける上側のフィルムWから上方に離間するようになる。なお、超音波溶着機構50の他の態様としては、エアシリンダ56ではなくサーボモータ(図示せず)により超音波ホーン52を図2や図3における下方向に押してフィルムWの圧着を行うようにしてもよい。
図2および図3に示すように、超音波ホーン52、振動子部54、エアシリンダ56等は支持フレーム74により支持されるようになっている。また、超音波溶着機構50にはLMガイド(リニアモーションガイド)66が設けられており、エアシリンダ56による上述した超音波ホーン52や振動子部54等の上下方向の直線運動はLMガイド66により案内されるようになっている。また、図3に示すように、エアシリンダ56の下方にはダンパー68が設けられており、このダンパー68によって、エアシリンダ56により超音波ホーン52に与えられる下方向の押圧力が緩和されるようになっている。
また、図2および図3に示すように、二層の帯状のフィルムWの下方には下側プレート70が設けられており、この下側プレート70には、エアシリンダ56により下方向に押し下げられた超音波ホーン52の下端部を受ける受け部として下側金型72が設けられている。そして、エアシリンダ56により超音波ホーン52が下方向に押されたときに、この超音波ホーン52の下端部が下側金型72に受けられ、超音波ホーン52の下端部と下側金型72の上面との間で二層の帯状のフィルムW間の溶着が行われる。
また、本実施の形態では、図4に示すように、下側金型72の表面(二層の帯状のフィルムWのうち下側のフィルムWに接触する面)にはローレット加工が施されている。ここで、ローレット加工とは、網目状の凹凸を下側金型72の表面に形成することをいう。このようなローレット加工が下側金型72の表面に施されていることにより、超音波溶着機構50において超音波ホーン52の下端部と下側金型72の表面との間で二層の帯状のフィルムWの溶着を行う際に、下側金型72の表面に対するフィルムWの接触面積が小さくなるため、下側金型72の表面に接触するフィルムWの部分に対してより大きな圧力をかけることができ、二層の帯状のフィルムWに対する十分なプレヒートを行うことができるようになる。
次に、比較例として、重ね合わせられた状態にある二層の帯状のフィルムWに対して超音波溶着機構50によりプレヒートを行うのではなく複数のヒートシール板42によりプレヒートを行うような従来の製袋機の態様について図5を用いて説明する。
図5に示すような従来の製袋機では、横シール部40において合計4つのヒートシール板42が設けられており、そのうち前段の3つのヒートシール板42により二層の帯状のフィルムWに対してプレヒートが行われるとともに、後段の1つのヒートシール板42により、プレヒートが行われたフィルムWに対して仕上げのヒートシールが行われるようになっている。しかしながら、このような従来の製袋機では、プレヒート用のヒートシール板42を複数(図5に示す例では3つ)準備しなければならず、これらのヒートシール板42の位置合わせ(すなわち、フィルムWの長手方向における位置調整)に手間がかかるという問題がある。また、ヒートシール板42を用いてプレヒートを複数回行うような加熱方式ではフィルムWの内面温度の昇温速度が小さいため、袋体(具体的には、プラスチック袋)W´の生産速度を上げることができないという問題がある。
これに対して、図1乃至図4に示すような構成からなる本実施の形態の製袋機および製袋方法によれば、重ね合わせられた状態にある二層の帯状のフィルムWに対して超音波溶着機構50において超音波溶着によりプレヒートを行い、その後、超音波溶着によりプレヒートが行われた二層の帯状のフィルムWに対して仕上げのヒートシールを行っている。ここで、重ね合わせられた状態にある二層の帯状のフィルムWに対して超音波溶着によりプレヒートを行った場合には、フィルムWの内面同士の摩擦による摩擦熱を用いてシーラント層(熱可塑性樹脂層)を加熱しているため、図5に示す従来の製袋機のような外面からの加熱方法と比較して伝熱効率が高くなり、1回のプレヒートにより二層の帯状のフィルムWを短時間で所望の温度にまで昇温させることができる。一方、超音波溶着による加熱方法では温度管理が難しく、このような超音波溶着による加熱方法では二層の帯状のフィルムWに対して仕上げのヒートシールを行うことは困難であるが、超音波溶着によるプレヒートの後にヒートシール板42を用いた仕上げのヒートシールを行うことにより、二層の帯状のフィルムWに対してこのフィルムWの幅方向に沿って所望のシールを確実に行うことができるようになる。このように、本実施の形態では、重ね合わせられた状態にある二層の帯状のフィルムWに対する超音波溶着をプレヒートにおける昇温用途に限定することにより、横シール部40におけるトータルでのヒートシール時間を短縮することができ、このため袋体W´の生産速度を向上させることができる。
また、図5に示すような従来の製袋機では複数のヒートシール板42によりプレヒートを行っていたが、本実施の形態では超音波溶着機構50による超音波溶着方式を採用することにより、二層の帯状のフィルムWに対してプレヒートを行う機構は1台で十分となる。このため、従来の製袋機では複数のヒートシール板42の位置合わせを行うのに多くの時間を要していたが、本実施の形態ではこのような調整時間(段取り時間)を削減することができる。また、従来の製袋機では複数のヒートシール板42の位置合わせを行う際に給紙ロール10から調整用のフィルムWを繰り出してこのフィルムWをプレヒート用の各ヒートシール板42の位置合わせの際に用いていたが、本実施の形態ではこのような調整用のフィルムWの量を削減することができる。さらに、本実施の形態では、従来の製袋機と比較して、ヒートシール板42の設置台数を減らすことができるので省スペース化を図ることができ、従来の製袋機では取り付けることができなかった光学センサやCCDカメラ等の検査装置を導入することができるようになる。このことによって、製袋機により製造される袋体W´の品質を向上させることができる。
また、図5に示すような従来の製袋機では複数のヒートシール板42によりプレヒートを行っていたが、このような複数のヒートシール板42によるフィルムWの加熱では多くの電力を消費してしまうという問題があった。これに対し、本実施の形態では、二層の帯状のフィルムWに対してプレヒートを行う際に省電力の超音波溶着機構50を用いているため、製袋機全体での省電力化を図ることができ、ランニングコストを低下させることができる。
また、図5に示すような、二層の帯状のフィルムWに対して複数のヒートシール板42によりプレヒートを行う既設の製袋機に対しても、本発明の構成を容易に適用することができる。すなわち、図5に示すような既設の製袋機に対して、プレヒートを行う3つのヒートシール板42を取り外し、代わりに超音波溶着機構50を設置することにより、図1に示すような本発明の製袋機の構成とすることができるようになる。
以上のように、本実施の形態の製袋機および製袋方法によれば、重ね合わせられた状態にある二層の帯状のフィルムWに対して超音波溶着によりプレヒートを行い、その後、超音波溶着によりプレヒートが行われた二層の帯状のフィルムWに対して仕上げのヒートシールを行うことにより、プレヒートの回数を1回とすることができ、このことにより複数回のプレヒートを行うような従来技術と比較して袋体W´の生産性を向上させることができるとともに省スペース化を図ることができる。
また、本実施の形態の製袋機においては、前述したように、超音波溶着機構50は、超音波ホーン52と、超音波ホーン52に振動エネルギーを与える振動子部54と、超音波ホーン52を受ける下側金型72(受け部)と、を有しており、重ね合わせられた状態にある二層の帯状のフィルムWが超音波ホーン52により押されて下側金型72の表面に受けられた状態で当該超音波ホーン52が超音波振動することにより各フィルムWのシーラント層(熱可塑性樹脂層)が溶着するようになっている。
また、本実施の形態の製袋機においては、前述したように、下側金型72の表面における全面に亘ってメッシュ状の凹凸形状が設けられている。具体的には、下側金型72の表面のメッシュ状の凹凸形状における山間ピッチは例えば0.4〜0.7mm程度となっており、また、山と谷の高低差は例えば0.1mm程度となっている。このような凹凸形状は例えばローレット加工により付与されるようになっている。このような下側金型72の表面の凹凸形状により、超音波溶着機構50において超音波ホーン52の下端部と下側金型72の表面との間で二層の帯状のフィルムWの溶着を行う際に、フィルムWの全面に熱を均一に与えることができるようになる。もし仮に、超音波ホーン52の下端部の表面および下側金型72の表面がそれぞれ平面であった場合には、超音波溶着を行う際にこれらの表面の面精度の影響によりフィルムWの全面に熱を均一に与えることができない場合がある。また、下側金型72の表面に凹凸形状を設けた場合には、審美的にも高級感を与えることができるようになる。なお、本実施の形態では、下側金型72の表面を凹凸形状とする代わりに、超音波ホーン52におけるフィルムWに接する面にローレット加工を施してその全面に亘ってメッシュ状の凹凸形状を形成してもよい。この場合でも、下側金型72の表面を凹凸形状とした場合と同様の作用効果を得ることができるようになり、フィルムWの全面に熱を均一に与えることができるようになる。また、下側金型72の表面や超音波ホーン52におけるフィルムWに接する面を凹凸形状とするにあたり、ローレット加工ではなく転写や切削等の他の方法を用いることもできる。
なお、本実施の形態による製袋機は、上述したような態様に限定されることはなく、様々な変更を加えることができる。
例えば、重ね合わせられた状態にある二層の帯状のフィルムWに対してプレヒートを行う超音波溶着機構は、図2乃至図4に示すような構成のものに限定されることはない。重ね合わせられた状態にある二層の帯状のフィルムWに対して超音波溶着によりプレヒートを行うことができるものであれば、超音波溶着機構として図2乃至図4に示すような構成以外のものを採用してもよい。とりわけ、超音波ホーンの形状には様々なバリエーションがあり、図2等に示すような超音波ホーン52の形状に限定されることはない。
また、超音波溶着によりプレヒートが行われた二層の帯状のフィルムWに対して仕上げのヒートシールを行うヒートシール部は、図1等に示すようなヒートシール板42に限定されることはない。超音波溶着によりプレヒートが行われた二層の帯状のフィルムWに対して仕上げのヒートシールを行うことができるものであれば、ヒートシール部としてヒートシール板42以外のものを採用してもよい。
また、上記の説明では、横シール部40において、二層の帯状のフィルムWに対して超音波溶着によりプレヒートを行う超音波溶着機構50を設置し、このような超音波溶着機構50により、重ね合わせられた状態にある二層の帯状のフィルムWに対してその幅方向に沿って超音波溶着によりプレヒートを行うような態様について述べたが、このような本発明の特徴を、二層の帯状のフィルムWの両側縁部のシールを行う縦シール部30にも適用することができる。すなわち、縦シール部30においてフィルムWの搬送方向におけるヒートシール板32の上流側に超音波溶着機構を設置し、このような超音波溶着機構により、重ね合わせられた状態にある二層の帯状のフィルムWに対してその両側縁部で超音波溶着によりプレヒートを行い、その後、プレヒートが行われた二層の帯状のフィルムWに対してヒートシール板32によりその両側縁部で仕上げのヒートシールを行うようにしてもよい。
10 給紙ロール
12 ターンバー
14 センター刃
16 M字板
20 第1のニップロール
22 ダンサーロール
24 第2のニップロール
26 第3のニップロール
28 第4のニップロール
29 ガイドロール
30 縦シール部
32 ヒートシール板
34 冷却板
40 横シール部
42 ヒートシール板
44 冷却板
46 断裁刃
50 超音波溶着機構
52 超音波ホーン
54 振動子部
55 発振器
56 エアシリンダ
58 押し用エア供給ライン
60 引き用エア供給ライン
62 押し用エア供給部
64 引き用エア供給部
66 LMガイド
68 ダンパー
70 下側プレート
72 下側金型
74 支持フレーム
80 マークセンサ
82 マークセンサ
W フィルム
W´ 袋体
12 ターンバー
14 センター刃
16 M字板
20 第1のニップロール
22 ダンサーロール
24 第2のニップロール
26 第3のニップロール
28 第4のニップロール
29 ガイドロール
30 縦シール部
32 ヒートシール板
34 冷却板
40 横シール部
42 ヒートシール板
44 冷却板
46 断裁刃
50 超音波溶着機構
52 超音波ホーン
54 振動子部
55 発振器
56 エアシリンダ
58 押し用エア供給ライン
60 引き用エア供給ライン
62 押し用エア供給部
64 引き用エア供給部
66 LMガイド
68 ダンパー
70 下側プレート
72 下側金型
74 支持フレーム
80 マークセンサ
82 マークセンサ
W フィルム
W´ 袋体
Claims (7)
- 複数の帯状のフィルムを重ね合わせられた状態で当該フィルムの長手方向に沿って搬送する搬送部と、
前記搬送部により搬送される、重ね合わせられた状態にある複数の帯状のフィルムに対して超音波溶着によりプレヒートを行う超音波溶着部と、
前記超音波溶着部によりプレヒートが行われた複数の帯状のフィルムに対して仕上げのヒートシールを行うヒートシール部と、
を備えた、製袋機。 - 前記超音波溶着部は、超音波ホーンと、前記超音波ホーンに振動エネルギーを与える振動子部と、前記超音波ホーンを受ける受け部と、を含み、重ね合わせられた状態にある複数の帯状のフィルムが前記超音波ホーンにより押されて前記受け部に受けられた状態で当該超音波ホーンが超音波振動することにより前記各フィルムの熱可塑性樹脂層が溶着するようになっている、請求項1記載の製袋機。
- 前記超音波ホーンにおける前記フィルムに接する面または前記受け部の表面は凹凸形状となっている、請求項2記載の製袋機。
- 前記凹凸形状はローレット加工により付与されるようになっている、請求項3記載の製袋機。
- 前記超音波溶着部は、重ね合わせられた状態にある複数の帯状のフィルムに対してその幅方向に沿って超音波溶着によりプレヒートを行うようになっており、
前記ヒートシール部は、前記超音波溶着部によりプレヒートが行われた複数の帯状のフィルムに対してその幅方向に沿って仕上げのヒートシールを行うようになっている、請求項1乃至4のいずれか一項に記載の製袋機。 - 前記超音波溶着部は、重ね合わせられた状態にある複数の帯状のフィルムに対してその両側縁部で超音波溶着によりプレヒートを行うようになっており、
前記ヒートシール部は、前記超音波溶着部によりプレヒートが行われた複数の帯状のフィルムに対してその両側縁部で仕上げのヒートシールを行うようになっている、請求項1乃至4のいずれか一項に記載の製袋機。 - 複数の帯状のフィルムを重ね合わせられた状態で当該フィルムの長手方向に沿って搬送する工程と、
重ね合わせられた状態にある複数の帯状のフィルムに対して超音波溶着によりプレヒートを行う工程と、
超音波溶着によりプレヒートが行われた複数の帯状のフィルムに対して仕上げのヒートシールを行う工程と、
を備えた、製袋方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013140038A JP2015013390A (ja) | 2013-07-03 | 2013-07-03 | 製袋機および製袋方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013140038A JP2015013390A (ja) | 2013-07-03 | 2013-07-03 | 製袋機および製袋方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2015013390A true JP2015013390A (ja) | 2015-01-22 |
Family
ID=52435557
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013140038A Pending JP2015013390A (ja) | 2013-07-03 | 2013-07-03 | 製袋機および製袋方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2015013390A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019072934A (ja) * | 2017-10-17 | 2019-05-16 | 凸版印刷株式会社 | バッグインボックス内袋の製造方法 |
| JPWO2022018948A1 (ja) * | 2020-07-20 | 2022-01-27 | ||
| CN114746345A (zh) * | 2020-05-23 | 2022-07-12 | 织宽工程株式会社 | 装有内容物的薄膜包装袋、立式制袋填充包装机、装有内容物的薄膜包装袋的制造方法 |
| CN116461840A (zh) * | 2023-04-25 | 2023-07-21 | 李本军 | 一种超声波焊接的可回收铝箔袋及制备方法 |
-
2013
- 2013-07-03 JP JP2013140038A patent/JP2015013390A/ja active Pending
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019072934A (ja) * | 2017-10-17 | 2019-05-16 | 凸版印刷株式会社 | バッグインボックス内袋の製造方法 |
| CN114746345A (zh) * | 2020-05-23 | 2022-07-12 | 织宽工程株式会社 | 装有内容物的薄膜包装袋、立式制袋填充包装机、装有内容物的薄膜包装袋的制造方法 |
| JPWO2022018948A1 (ja) * | 2020-07-20 | 2022-01-27 | ||
| JP7286200B2 (ja) | 2020-07-20 | 2023-06-05 | トタニ技研工業株式会社 | 製袋方法、および、溶着方法 |
| US12011898B2 (en) | 2020-07-20 | 2024-06-18 | Totani Corporation | Bag making method |
| CN116461840A (zh) * | 2023-04-25 | 2023-07-21 | 李本军 | 一种超声波焊接的可回收铝箔袋及制备方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5775229B2 (ja) | 極板をセパレータで挟む装置 | |
| KR101738633B1 (ko) | 막-전극 조립체 형성 장치 및 형성 방법 | |
| JP5475390B2 (ja) | ヒートシール装置 | |
| US20150298390A1 (en) | Web welding system and welding method | |
| CN105980135B (zh) | 具有预热单元的超声焊接装置 | |
| JP2015013390A (ja) | 製袋機および製袋方法 | |
| JP2013244602A (ja) | プラスチックフィルムヒートシール装置 | |
| US7658053B2 (en) | Method and device for packaging flat articles | |
| KR101729161B1 (ko) | 막-전극 조립체의 전극 정렬 장치 | |
| US7231752B2 (en) | Method and device for packing products in films and film-packed product | |
| JP2013248715A (ja) | 不織布積層体の切断装置、及び、不織布積層体の切断方法、並びに、その方法で成形して製造された不織布束 | |
| JP2020128102A (ja) | シート溶着装置 | |
| JP5309650B2 (ja) | ロータリー式製袋機のヒートシール装置 | |
| JP2001335010A (ja) | 包装体のシール装置 | |
| KR101598859B1 (ko) | 다층 복합 비닐 포대의 제조 장치 | |
| JP2015016900A (ja) | 製袋充填包装方法及び製袋充填機 | |
| JP2014180774A (ja) | 製袋機および製袋方法 | |
| JP2009280258A (ja) | 製袋包装機の縦シール機構 | |
| JP5172630B2 (ja) | フィルムのエンボス成形装置、エンボス成形方法、および製袋方法 | |
| JP6474622B2 (ja) | カッター刃、カッター装置、包装機及び包装体 | |
| JP3283030B2 (ja) | 製袋機におけるサイドシール方法及び装置 | |
| JP2014231176A (ja) | 製袋機および製袋方法 | |
| JP2008273152A (ja) | プラスチック袋の製造方法と装置 | |
| US20220212415A1 (en) | Web welding system and welding method | |
| JP7653232B2 (ja) | 包装用フィルムの超音波シール方法および包装機 |