JP2014133375A - 電解研磨法を使用したスクリーン印刷用部材、及びスクリーン印刷用部材の製造方法 - Google Patents
電解研磨法を使用したスクリーン印刷用部材、及びスクリーン印刷用部材の製造方法 Download PDFInfo
- Publication number
- JP2014133375A JP2014133375A JP2013003220A JP2013003220A JP2014133375A JP 2014133375 A JP2014133375 A JP 2014133375A JP 2013003220 A JP2013003220 A JP 2013003220A JP 2013003220 A JP2013003220 A JP 2013003220A JP 2014133375 A JP2014133375 A JP 2014133375A
- Authority
- JP
- Japan
- Prior art keywords
- electropolishing
- metal mask
- specific gravity
- metal
- liquid
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Landscapes
- Manufacture Or Reproduction Of Printing Formes (AREA)
- Printing Plates And Materials Therefor (AREA)
- Electric Connection Of Electric Components To Printed Circuits (AREA)
Abstract
【課題】 化学研磨法ではなく、従来法とは異なる電解条件で電解研磨を行うことによって、メタルマスクの開口部のエッジを丸めずに、且つメタルマスクの表面を粗面化したメタルマスク等の電解研磨法を使用したスクリーン印刷用部材を提供することを目的としている
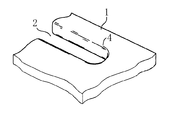
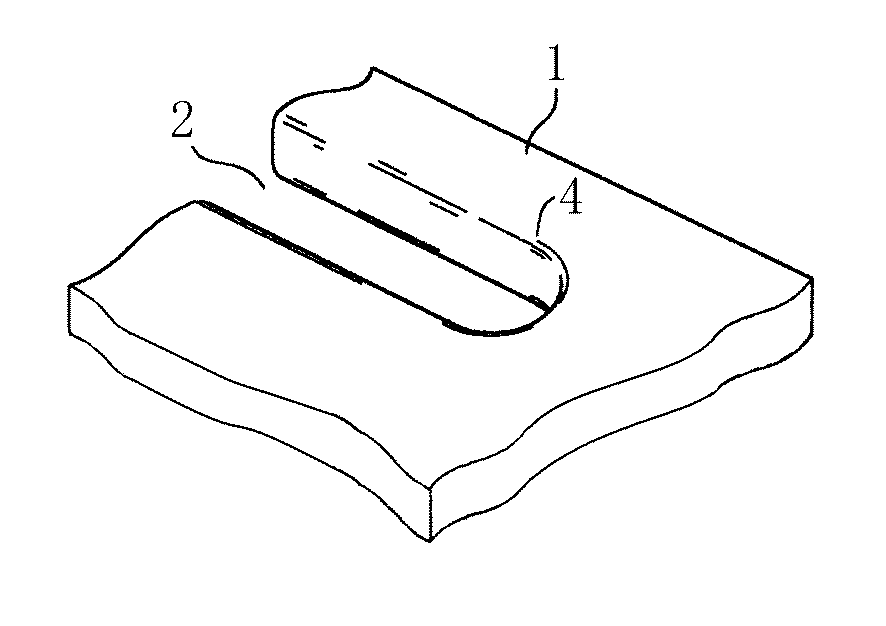
【解決手段】電解研磨処理で通常用いられる電解研磨液の比重1.7よりも比重が小さい電解研磨液を使用してレーザー加工により得られたメタルマスク1に電解研磨を行うことによって、メタルマスク開口部2エッジの丸まりを抑制しつつ、メタルマスク1の表面を粗面化した電解研磨法を使用したレーザー加工によるメタルマスク。
【選択図】図2
【解決手段】電解研磨処理で通常用いられる電解研磨液の比重1.7よりも比重が小さい電解研磨液を使用してレーザー加工により得られたメタルマスク1に電解研磨を行うことによって、メタルマスク開口部2エッジの丸まりを抑制しつつ、メタルマスク1の表面を粗面化した電解研磨法を使用したレーザー加工によるメタルマスク。
【選択図】図2
Description
本発明は、スクリーン印刷に使用するメタルマスクやサスペンドメタルマスク電鋳母型(母材)、スクリーンメッシュや印刷時に使用するスキージの製造時に、電解研磨法を用いて金属素材を粗面化したスクリーン印刷用部材、及びスクリーン印刷用部材の製造方法に関するものである。
近年、スクリーン印刷技術は電子部品等、様々な分野に亘って利用されている。
これら電子機器の高機能化並びに軽薄短小化の要求に伴い、プリント基板の高密度実装化、部品の微小化、小型化などが急速に進んでいる。
当然ながら、スクリーン版においても上述の印刷要求に対応するべく、高寸法精度、高耐久性、高印刷性を主眼として、今日まで様々な技術的提案がなされてきた。その提案として、各種のメタルマスク、スクリーンマスク、サスペンドメタルマスクなどがある。
メタルマスクとしては、エッチング法や電鋳法やレーザー加工法といった工法にてパターン開口部を穿設あるいは形成してなるメタルマスクなどがある。
スクリーンマスクとしては、従来のステンレスメッシュによるスクリーンマスクおよび、金属メッシュスクリーン表面にメッキを施したリジダイズドスクリーンマスクなどがある。(参考文献:エレクトロニクス高品質スクリーン印刷の基礎と応用(3 スクリーン製版及びメタルマスク)71頁〜82頁:2005年12月27日初版 第1刷発行・2011年4月5日普及版 第1刷発行:シーエムシー出版)
本発明に係る従来技術としては、ステンレス薄板にレーザービームを照射して複数の開口部を貫通形成し、前記開口部内面や開口部エッジに溶融酸化物が付着され、開口部周囲表面に酸化膜が形成されたレーザー加工により得られたメタルマスクであって、前記メタルマスクは、表面が粗面であり、前記開口部内面や開口部エッジに付着している溶融酸化物、及び開口部周囲表面に形成されている酸化膜を化学研磨することにより、前記開口部エッジが丸みを帯びることなく開口部エッジを略直角に保つとともに、前記マスク表面が鏡面仕上げでなく粗面のままであるレーザー加工によるメタルマスク(例えば、特許文献1参照)が存在している。
これら電子機器の高機能化並びに軽薄短小化の要求に伴い、プリント基板の高密度実装化、部品の微小化、小型化などが急速に進んでいる。
当然ながら、スクリーン版においても上述の印刷要求に対応するべく、高寸法精度、高耐久性、高印刷性を主眼として、今日まで様々な技術的提案がなされてきた。その提案として、各種のメタルマスク、スクリーンマスク、サスペンドメタルマスクなどがある。
メタルマスクとしては、エッチング法や電鋳法やレーザー加工法といった工法にてパターン開口部を穿設あるいは形成してなるメタルマスクなどがある。
スクリーンマスクとしては、従来のステンレスメッシュによるスクリーンマスクおよび、金属メッシュスクリーン表面にメッキを施したリジダイズドスクリーンマスクなどがある。(参考文献:エレクトロニクス高品質スクリーン印刷の基礎と応用(3 スクリーン製版及びメタルマスク)71頁〜82頁:2005年12月27日初版 第1刷発行・2011年4月5日普及版 第1刷発行:シーエムシー出版)
本発明に係る従来技術としては、ステンレス薄板にレーザービームを照射して複数の開口部を貫通形成し、前記開口部内面や開口部エッジに溶融酸化物が付着され、開口部周囲表面に酸化膜が形成されたレーザー加工により得られたメタルマスクであって、前記メタルマスクは、表面が粗面であり、前記開口部内面や開口部エッジに付着している溶融酸化物、及び開口部周囲表面に形成されている酸化膜を化学研磨することにより、前記開口部エッジが丸みを帯びることなく開口部エッジを略直角に保つとともに、前記マスク表面が鏡面仕上げでなく粗面のままであるレーザー加工によるメタルマスク(例えば、特許文献1参照)が存在している。
前記特許文献1では、レーザー加工により得られたメタルマスクを化学研磨処理を施すことによって、開口部エッジに付着している溶融酸化物であるバリ除去の際、溶解し過ぎて開口部エッジに丸みを帯びさせることなく、開口部エッジを略直角に保ちながらバリを除去するメタルマスクが記載されている。
また、前記特許文献1の詳細な説明によると、レーザー加工後の開口部周囲表面のドロス除去、開口部エッジのバリ除去、及び開口部壁面の凹凸緩和を行う方法として、電解研磨法が存在するが、従来の電解研磨法では、開口部周囲表面のドロス除去、開口部エッジのバリ除去、及び開口部壁面の凹凸緩和と共に、開口部のエッジが丸みを帯びてしまうという問題が発生し、その結果、半田印刷における抜け性に悪影響が発生し、要求された半田量が供給できないという不具合が発生するとされている。また、電解研磨ではメタルマスクの表面が鏡面仕上げとなっていると記載されている。
そこで本発明は、化学研磨法ではなく、従来法とは異なる電解条件で電解研磨を行うことによって、メタルマスクの開口部のエッジを丸めずに、且つメタルマスクの表面を粗面化したメタルマスクや、メタルマスク作製時に使用する電鋳母型に本発明の電解研磨処理を施すことによって、表面が粗面化した電鋳法によるメタルマスク及びサスペンドメタルマスク、金属メッシュスクリーンに電解研磨処理を施すことによって粗面化した表面を持つ金属メッシュスクリーン、印刷に使用する金属スキージに電解研磨処理を施すことによって粗面化した表面を持つ金属スキージを提供することを目的としている。
また、前記特許文献1の詳細な説明によると、レーザー加工後の開口部周囲表面のドロス除去、開口部エッジのバリ除去、及び開口部壁面の凹凸緩和を行う方法として、電解研磨法が存在するが、従来の電解研磨法では、開口部周囲表面のドロス除去、開口部エッジのバリ除去、及び開口部壁面の凹凸緩和と共に、開口部のエッジが丸みを帯びてしまうという問題が発生し、その結果、半田印刷における抜け性に悪影響が発生し、要求された半田量が供給できないという不具合が発生するとされている。また、電解研磨ではメタルマスクの表面が鏡面仕上げとなっていると記載されている。
そこで本発明は、化学研磨法ではなく、従来法とは異なる電解条件で電解研磨を行うことによって、メタルマスクの開口部のエッジを丸めずに、且つメタルマスクの表面を粗面化したメタルマスクや、メタルマスク作製時に使用する電鋳母型に本発明の電解研磨処理を施すことによって、表面が粗面化した電鋳法によるメタルマスク及びサスペンドメタルマスク、金属メッシュスクリーンに電解研磨処理を施すことによって粗面化した表面を持つ金属メッシュスクリーン、印刷に使用する金属スキージに電解研磨処理を施すことによって粗面化した表面を持つ金属スキージを提供することを目的としている。
上記目的を達成すべく鋭意検討した結果、従来使用されている電解研磨液の比重を変化させて、詳しくは通常使用する際の比重よりも比重を小さくした電解研磨液を使用してメタルマスク等を電解研磨することによって、本来電解研磨することによって鏡面仕上げとなるものを、表面状態の仕上がりが粗面状態となり、且つ開口部エッジが丸みを帯びずに開口部周囲表面のドロス除去、開口部エッジのバリ除去ができることを発見した。
本発明の第1の発明は、請求項1に記載された通りの電解研磨法を使用したレーザー加工によるメタルマスクであり、次のようなものである。
電解研磨処理で通常用いられる電解研磨液の比重1.7よりも比重が小さい電解研磨液を使用してレーザー加工により得られたメタルマスクに電解研磨を行うことによって、メタルマスク開口部エッジの丸まりを抑制しつつ、メタルマスクの表面を粗面化する構成である。
本発明の第1の発明は、請求項1に記載された通りの電解研磨法を使用したレーザー加工によるメタルマスクであり、次のようなものである。
電解研磨処理で通常用いられる電解研磨液の比重1.7よりも比重が小さい電解研磨液を使用してレーザー加工により得られたメタルマスクに電解研磨を行うことによって、メタルマスク開口部エッジの丸まりを抑制しつつ、メタルマスクの表面を粗面化する構成である。
本発明の第2の発明は、請求項2に記載された通りのエッチング法によるメタルマスクであり、次のようなものである。
電解研磨処理で通常用いられる電解研磨液の比重1.7よりも比重が小さい電解研磨液を使用して、エッチング法によって得られるメタルマスクに使用する金属板に電解研磨を行うことによって、メタルマスクの表面を粗面化する構成である。
電解研磨処理で通常用いられる電解研磨液の比重1.7よりも比重が小さい電解研磨液を使用して、エッチング法によって得られるメタルマスクに使用する金属板に電解研磨を行うことによって、メタルマスクの表面を粗面化する構成である。
本発明の第3の発明は、請求項3に記載された通りの電解研磨法を使用した電鋳法によるメタルマスク、またはサスペンドメタルマスクであり、次のようなものである。
電解研磨処理で通常用いられる電解研磨液の比重1.7よりも比重が小さい電解研磨液を使用してメタルマスクの作製時に使用する電鋳母型に電解研磨を行うことによって、表面の粗面化した電鋳法によるメタルマスク、または表面の粗面化したサスペンドメタルマスクを得られる構成である。
電解研磨処理で通常用いられる電解研磨液の比重1.7よりも比重が小さい電解研磨液を使用してメタルマスクの作製時に使用する電鋳母型に電解研磨を行うことによって、表面の粗面化した電鋳法によるメタルマスク、または表面の粗面化したサスペンドメタルマスクを得られる構成である。
本発明の第4の発明は、請求項4に記載された通りの電解研磨法を使用した金属メッシュスクリーンであり、次のようなものである。
電解研磨処理で通常用いられる電解研磨液の比重1.7よりも比重が小さい電解研磨液を使用して金属メッシュスクリーンに電解研磨を行うことによって、金属メッシュスクリーンの表面を粗面化する構成である。
電解研磨処理で通常用いられる電解研磨液の比重1.7よりも比重が小さい電解研磨液を使用して金属メッシュスクリーンに電解研磨を行うことによって、金属メッシュスクリーンの表面を粗面化する構成である。
本発明の第5の発明は、請求項5に記載された通りの電解研磨法を使用した金属スキージであり、次のようなものである。
電解研磨処理で通常用いられる電解研磨液の比重1.7よりも比重が小さい電解研磨液を使用して金属板に電解研磨を行うことによって、印刷に使用する金属スキージ表面を粗面化する構成である。
電解研磨処理で通常用いられる電解研磨液の比重1.7よりも比重が小さい電解研磨液を使用して金属板に電解研磨を行うことによって、印刷に使用する金属スキージ表面を粗面化する構成である。
本発明の第6の発明は、請求項6に記載された通りの電解研磨法を使用したスクリーン印刷用部材であり、次のようなものである。
請求項1〜請求項5のいずれか1項に記載の発明に加えて、前記電解研磨液の比重が1.1〜1.35である構成である。
請求項1〜請求項5のいずれか1項に記載の発明に加えて、前記電解研磨液の比重が1.1〜1.35である構成である。
本発明の第7の発明は、請求項7に記載された通りのスクリーン印刷用部材の製造方法であり、次のようなものである。
請求項1〜請求項5のいずれか1項に記載の発明に加えて、少なくとも、電解研磨処理で通常用いられる電解研磨液の比重1.7よりも比重が小さい電解研磨液を使用して電解研磨を行う工程を有する製造方法である。
請求項1〜請求項5のいずれか1項に記載の発明に加えて、少なくとも、電解研磨処理で通常用いられる電解研磨液の比重1.7よりも比重が小さい電解研磨液を使用して電解研磨を行う工程を有する製造方法である。
本発明の第8の発明は、請求項8に記載された通りのスクリーン印刷用部材の製造方法であり、次のようなものである。
請求項1〜請求項5のいずれか1項に記載の発明に加えて、少なくとも、前記電解研磨液の比重が1.1〜1.35である電解研磨液を使用して電解研磨を行う工程を有する製造方法である。
請求項1〜請求項5のいずれか1項に記載の発明に加えて、少なくとも、前記電解研磨液の比重が1.1〜1.35である電解研磨液を使用して電解研磨を行う工程を有する製造方法である。
本発明に係る電解研磨法を使用したスクリーン印刷用部材は、上記説明のような構成を有するので、以下に記載する効果を奏する。
(1)印刷時の印刷物である印刷ペーストのローリング挙動において、緻密な回転が可能となるため、開口部への印刷ペーストの充填性のばらつきが発生しやすい大小混在したパターン開口部を有するメタルマスクであっても、印刷ペーストの開口部への充填性が向上する。
(2)メタルマスクの開口部エッジが丸まらないので、印刷ペーストの被印刷物への転写性が向上する。
(3)被印刷物と接するメタルマスク表面が粗面化の形状を持つため、版離れ性が向上する。
(4)版離れ性が向上するため、印刷ペーストの飛び散り現象を抑制することができる。
(5)版離れ性が向上するため、被印刷物への転写後の印刷ペーストの形状が安定しやすくなり、サドル現象(印刷されたパターンの周辺部領域が盛り上がる現象)を抑制することができる。
(6)印刷ペーストの開口部への充填性や転写性が向上するため、印刷速度設定を高めることができるので、印刷時のタクトタイムを減じることができる。
(7)レーザー加工等により発生したバリを除去しつつメタルマスク開口部エッジの丸まりを抑えられるため、メタルマスクの厚みに準じた開口部壁面有効長が確保可能となり、印刷ペーストの塗布量のバラツキが抑制されるので、パターンオープニング量が設計しやすくなる。
(8)請求項2に記載の発明によると、メタルマスク作製時に使用する金属板に本発明の電解研磨処理を施すことによって、エッチング法でメタルマスク開口部を形成する前に金属板表面を粗面化することができる。金属板表面を粗面化することでエッチングパターンを形成するのに使用するレジストと金属板の密着性が向上し、レジストと金属板の部分的な剥がれ(浮き)の発生が抑制されるので、生産効率の向上やメタルマスクの開口精度を向上させることができる。
(9)請求項3に記載の発明によると、メタルマスクの作製時に使用する電鋳母型に本発明の電解研磨処理を施すことによって、メタルマスク製作後の工程として粗面化処理することなく、表面の粗面化した電鋳法によるメタルマスク、または表面の粗面化したサスペンドメタルマスクを得ることができる。
(10)請求項3に記載の発明によると、メタルマスク作製時に使用する電鋳母型に本発明の電解研磨処理を施すことによって、電鋳パターンを形成するレジストと電鋳母型との密着性を向上させることができるので、レジストの欠落や、電鋳母型とレジストの部分的な剥がれ(浮き)の発生が抑制されて、生産効率の向上やメタルマスクの開口精度を向上させることができる。
(11)請求項4の記載の発明によると、金属メッシュスクリーンにおいても、本発明の電解研磨処理を施すことによって粗面化した表面を持つ金属メッシュスクリーンを得ることができる。粗面化した表面を持つ金属メッシュスクリーンを用いることで、製版時におけるレジスト膜と金属メッシュスクリーンの接着性の向上や、印刷ペーストの透過性が向上したスクリーン印刷版を得ることができる。
(12)請求項5に記載の発明においては、印刷に使用する金属スキージに本発明の電解研磨処理を施すことによって粗面化した表面を持つ金属スキージを得ることができる。表面を粗面化させることで、印刷ペーストのローリング性が向上し、印刷ペーストの開口部への充填性を向上させることができる。
(1)印刷時の印刷物である印刷ペーストのローリング挙動において、緻密な回転が可能となるため、開口部への印刷ペーストの充填性のばらつきが発生しやすい大小混在したパターン開口部を有するメタルマスクであっても、印刷ペーストの開口部への充填性が向上する。
(2)メタルマスクの開口部エッジが丸まらないので、印刷ペーストの被印刷物への転写性が向上する。
(3)被印刷物と接するメタルマスク表面が粗面化の形状を持つため、版離れ性が向上する。
(4)版離れ性が向上するため、印刷ペーストの飛び散り現象を抑制することができる。
(5)版離れ性が向上するため、被印刷物への転写後の印刷ペーストの形状が安定しやすくなり、サドル現象(印刷されたパターンの周辺部領域が盛り上がる現象)を抑制することができる。
(6)印刷ペーストの開口部への充填性や転写性が向上するため、印刷速度設定を高めることができるので、印刷時のタクトタイムを減じることができる。
(7)レーザー加工等により発生したバリを除去しつつメタルマスク開口部エッジの丸まりを抑えられるため、メタルマスクの厚みに準じた開口部壁面有効長が確保可能となり、印刷ペーストの塗布量のバラツキが抑制されるので、パターンオープニング量が設計しやすくなる。
(8)請求項2に記載の発明によると、メタルマスク作製時に使用する金属板に本発明の電解研磨処理を施すことによって、エッチング法でメタルマスク開口部を形成する前に金属板表面を粗面化することができる。金属板表面を粗面化することでエッチングパターンを形成するのに使用するレジストと金属板の密着性が向上し、レジストと金属板の部分的な剥がれ(浮き)の発生が抑制されるので、生産効率の向上やメタルマスクの開口精度を向上させることができる。
(9)請求項3に記載の発明によると、メタルマスクの作製時に使用する電鋳母型に本発明の電解研磨処理を施すことによって、メタルマスク製作後の工程として粗面化処理することなく、表面の粗面化した電鋳法によるメタルマスク、または表面の粗面化したサスペンドメタルマスクを得ることができる。
(10)請求項3に記載の発明によると、メタルマスク作製時に使用する電鋳母型に本発明の電解研磨処理を施すことによって、電鋳パターンを形成するレジストと電鋳母型との密着性を向上させることができるので、レジストの欠落や、電鋳母型とレジストの部分的な剥がれ(浮き)の発生が抑制されて、生産効率の向上やメタルマスクの開口精度を向上させることができる。
(11)請求項4の記載の発明によると、金属メッシュスクリーンにおいても、本発明の電解研磨処理を施すことによって粗面化した表面を持つ金属メッシュスクリーンを得ることができる。粗面化した表面を持つ金属メッシュスクリーンを用いることで、製版時におけるレジスト膜と金属メッシュスクリーンの接着性の向上や、印刷ペーストの透過性が向上したスクリーン印刷版を得ることができる。
(12)請求項5に記載の発明においては、印刷に使用する金属スキージに本発明の電解研磨処理を施すことによって粗面化した表面を持つ金属スキージを得ることができる。表面を粗面化させることで、印刷ペーストのローリング性が向上し、印刷ペーストの開口部への充填性を向上させることができる。
電解研磨処理で通常用いられる電解研磨液の比重1.7よりも比重が小さい電解研磨液を使用してレーザー加工により得られたメタルマスクに電解研磨を行うことによって、メタルマスク開口部エッジの丸まりを抑制しつつ、メタルマスクの表面を粗面化した電解研磨法を使用したレーザー加工によるメタルマスク、及びその製造方法である。
本発明の特徴である比重を少なくした電解研磨液を使用した電解研磨処理について図面及びデータによって詳細に説明する。
通常、メタルマスク等の金属板の表面を平滑・鏡面化する目的として電解研磨を行う場合に使用する電解研磨液の比重は約1.7である。
この電解研磨液は、市販品であり、比重1.7のリン酸硫酸浴の電解研磨液を使用しているものである。
本発明では、前記比重1.7のリン酸硫酸浴の電解研磨液に水を加えて薄め、比重1.5、比重1.35、比重1.1に希釈調整したものを使用する。
ここで、前記比重1.1、1.35、1.5の電解研磨液と、通常使用する比重1.7の電解研磨液を用いて、ステンレス鋼材である17Cr−7Ni、18Cr−8Ni、16Cr−2Niに電解研磨処理を施して得られた表面状態の十点平均粗さRz(JIS B 0601:1994)と、前記17Cr−7Ni、18Cr−8Ni、16Cr−2Niのステンレス鋼材に電解研磨処理をしないものの表面状態の十点平均粗さRzとの比較実験を行った。
なお、十点平均粗さRzとは、粗さ曲線からその平均線の方向に基準長さだけを抜き取り、この抜き取り部分の平均線から縦倍率の方向に測定した最も高い山頂から5番目までの山頂の標高の絶対値の平均値と、最も低い谷底から5番目までの谷底の標高の絶対値の平均値との和を求め、この値をマイクロメートル(μm)で表したものである。
また、電解研磨処理条件としては、何れの場合も実験に使用したステンレス鋼材を陽極とし、浴温52℃、電流密度7A/dm2とし、電解処理時間は5分である。
通常、メタルマスク等の金属板の表面を平滑・鏡面化する目的として電解研磨を行う場合に使用する電解研磨液の比重は約1.7である。
この電解研磨液は、市販品であり、比重1.7のリン酸硫酸浴の電解研磨液を使用しているものである。
本発明では、前記比重1.7のリン酸硫酸浴の電解研磨液に水を加えて薄め、比重1.5、比重1.35、比重1.1に希釈調整したものを使用する。
ここで、前記比重1.1、1.35、1.5の電解研磨液と、通常使用する比重1.7の電解研磨液を用いて、ステンレス鋼材である17Cr−7Ni、18Cr−8Ni、16Cr−2Niに電解研磨処理を施して得られた表面状態の十点平均粗さRz(JIS B 0601:1994)と、前記17Cr−7Ni、18Cr−8Ni、16Cr−2Niのステンレス鋼材に電解研磨処理をしないものの表面状態の十点平均粗さRzとの比較実験を行った。
なお、十点平均粗さRzとは、粗さ曲線からその平均線の方向に基準長さだけを抜き取り、この抜き取り部分の平均線から縦倍率の方向に測定した最も高い山頂から5番目までの山頂の標高の絶対値の平均値と、最も低い谷底から5番目までの谷底の標高の絶対値の平均値との和を求め、この値をマイクロメートル(μm)で表したものである。
また、電解研磨処理条件としては、何れの場合も実験に使用したステンレス鋼材を陽極とし、浴温52℃、電流密度7A/dm2とし、電解処理時間は5分である。
図1は、16Cr−2Niステンレス鋼板にレーザー加工によって開口部を形成したもので、開口部にはドロスと呼ばれるバリが発生してしまう。
そのため、電解研磨処理を施すが、通常使用している比重1.7の電解研磨液では、図3のように鋼材の表面が平滑・鏡面化され、さらに開口部エッジが丸く4なってしまい、精度の高さを要求されるスクリーン印刷では十分な精度の製品を提供することができない。
しかしながら、図2のように、比重1.32の電解研磨液を使用して電解研磨処理をしたレーザー加工によって開口部を形成した場合、16Cr−2Niステンレス鋼板の表面は粗面化され、細かい凹凸が発生し、且つバリ等も電解研磨処理で取り除かれ、さらに開口部エッジも丸まっていない5ことが確認することができた。
そのため、電解研磨処理を施すが、通常使用している比重1.7の電解研磨液では、図3のように鋼材の表面が平滑・鏡面化され、さらに開口部エッジが丸く4なってしまい、精度の高さを要求されるスクリーン印刷では十分な精度の製品を提供することができない。
しかしながら、図2のように、比重1.32の電解研磨液を使用して電解研磨処理をしたレーザー加工によって開口部を形成した場合、16Cr−2Niステンレス鋼板の表面は粗面化され、細かい凹凸が発生し、且つバリ等も電解研磨処理で取り除かれ、さらに開口部エッジも丸まっていない5ことが確認することができた。
また、下記の表1、表2からも理解できるように、通常用いられる比重1.7の電解研磨液で電解研磨を行うことにより、電解研磨処理を施さないものよりもRzの数値が小さくなり、電解研磨処理をすることによりステンレス鋼材表面が平滑・鏡面化しているのが確認できる。
一方、本発明に使用する電解研磨液のように比重を小さくしていくことにより、各ステンレス鋼材の表面状態が粗くなり、粗面化していくことが確認できる。
一方、本発明に使用する電解研磨液のように比重を小さくしていくことにより、各ステンレス鋼材の表面状態が粗くなり、粗面化していくことが確認できる。
上述のように、レーザー加工のメタルマスクへの電解研磨処理として利用できるのは、勿論、他の使用方法としては、エッチング法で作製するメタルマスクに使用する金属板を本発明の電解研磨処理で粗面化しておくことによって、メタルマスク製作後の工程として粗面化処理をすることなく、表面を粗面化したエッチングメタルを得ることができる。また、メタルマスクの作製時に使用する電鋳母型に本発明の電解研磨処理を施すことによって、メタルマスク製作後の工程として粗面化処理をすることなく、表面の粗面化した電鋳法によるメタルマスク、または表面の粗面化したサスペンドメタルマスクを得られるものである。
なお、上記電解研磨処理は、エッチングメタルマスクに関してはメタルマスクとして使用する金属板に行うため、既に公知化されているエッチングメタルマスクの製造方法で作製できるものである。
また、上記電解研磨処理は、電鋳法によるメタルマスクおよびサスペンドメタルマスクに関しては、共に電鋳法の母型として使用する金属板に処理するため、既に公知化している電鋳母型を使用したメタルマスクおよびサスペンドメタルマスクの製造方法で作製できるものである。なお、電鋳母型からメタルマスクを剥がす際に、電鋳母型の電鋳する面が上記電解研磨処理で粗面化しているために剥がし難い場合がある。そのような場合は、少なくとも電鋳を行う母型部分を予め離型剤等で処理を行ってから電鋳することで、容易に電鋳母型からメタルマスクを剥がすことができる。
また、金属メッシュスクリーンにも電解研磨処理を行うことによって粗面化した表面を持つメッシュスクリーンを得ることもでき、さらに、印刷に使用する金属スキージにも電解研磨処理を行うことによって、粗面化した表面を持つ金属スキージを得ることができる。
つまり、金属メッシュスクリーンの表面を粗面化することによって、製版時におけるレジスト膜と金属メッシュスクリーンの接着性の向上や、印刷時の印刷ペーストの透過性が向上し、表面の粗面化した金属スキージを使用することによって、印刷ペーストのローリング性が向上し、印刷ペーストの充填性を向上させることができる。
なお、上記電解研磨処理は、エッチングメタルマスクに関してはメタルマスクとして使用する金属板に行うため、既に公知化されているエッチングメタルマスクの製造方法で作製できるものである。
また、上記電解研磨処理は、電鋳法によるメタルマスクおよびサスペンドメタルマスクに関しては、共に電鋳法の母型として使用する金属板に処理するため、既に公知化している電鋳母型を使用したメタルマスクおよびサスペンドメタルマスクの製造方法で作製できるものである。なお、電鋳母型からメタルマスクを剥がす際に、電鋳母型の電鋳する面が上記電解研磨処理で粗面化しているために剥がし難い場合がある。そのような場合は、少なくとも電鋳を行う母型部分を予め離型剤等で処理を行ってから電鋳することで、容易に電鋳母型からメタルマスクを剥がすことができる。
また、金属メッシュスクリーンにも電解研磨処理を行うことによって粗面化した表面を持つメッシュスクリーンを得ることもでき、さらに、印刷に使用する金属スキージにも電解研磨処理を行うことによって、粗面化した表面を持つ金属スキージを得ることができる。
つまり、金属メッシュスクリーンの表面を粗面化することによって、製版時におけるレジスト膜と金属メッシュスクリーンの接着性の向上や、印刷時の印刷ペーストの透過性が向上し、表面の粗面化した金属スキージを使用することによって、印刷ペーストのローリング性が向上し、印刷ペーストの充填性を向上させることができる。
なお、本発明の電解研磨処理は、通常は対象物全面が処理される。たとえば開口部が形成されたメタルマスクに本発明の電解研磨処理を施す場合は、開口部壁面を含む、メタルマスク全表面が粗面化される。しかしながら、粗面化したくない部分をテープや樹脂、接着剤、フィルムといったものでマスキングしてから本発明の電解研磨処理を施すことで、対象物を部分的に本発明の電解研磨処理で粗面化することができる。
また、レーザー加工時に生じたドロスやバリが、本発明の電解研磨処理では十分に取りきれないほど大きい場合は、本発明の電解研磨処理前に開口部エッジを丸めない程度の研磨処理等の前処理を施してドロスやバリを除去しても構わない。この際にドロスやバリが多少残っていたとしても、本発明の電解研磨処理によって、開口部エッジの丸まりを抑制しつつ、ドロスやバリが除去された、表面が粗面化されたメタルマスクを得ることができる。
また、本発明の電解研磨処理を行って作製したメタルマスクや金属メッシュスクリーンやスキージに、撥水・撥油処理や親水処理といった各種後処理を行うこともできる。そうすることによって、より一層、印刷ペーストの充填性や転写性、ローリング性の向上が期待できる。
また、本発明の電解研磨処理を行ったメタルマスクやサスペンドメタルマスクや金属メッシュスクリーンや金属スキージといったスクリーン印刷用部材は、当業者が通常考え得るスクリーン印刷に使用する形態で使用できる。たとえばメタルマスクやサスペンドメタルマスクや金属メッシュスクリーンならば四角形枠体に直接張架した、いわゆる直張り版として使用したり、例えば化繊や金属のメッシュスクリーンを介して四角形枠体に張架した、いわゆるコンビネーション版として使用することができる。また、金属スキージならばスキージホルダを介してスクリーン印刷機に取り付けて使用することができる。
尚、電解研磨処理を行う対象物としては、ニッケル、ニッケル合金等で、メタルマスクや電鋳母型に採用される金属であれば、本発明を利用することによって同様の機能を奏するようになるものと考えられる。
また、レーザー加工時に生じたドロスやバリが、本発明の電解研磨処理では十分に取りきれないほど大きい場合は、本発明の電解研磨処理前に開口部エッジを丸めない程度の研磨処理等の前処理を施してドロスやバリを除去しても構わない。この際にドロスやバリが多少残っていたとしても、本発明の電解研磨処理によって、開口部エッジの丸まりを抑制しつつ、ドロスやバリが除去された、表面が粗面化されたメタルマスクを得ることができる。
また、本発明の電解研磨処理を行って作製したメタルマスクや金属メッシュスクリーンやスキージに、撥水・撥油処理や親水処理といった各種後処理を行うこともできる。そうすることによって、より一層、印刷ペーストの充填性や転写性、ローリング性の向上が期待できる。
また、本発明の電解研磨処理を行ったメタルマスクやサスペンドメタルマスクや金属メッシュスクリーンや金属スキージといったスクリーン印刷用部材は、当業者が通常考え得るスクリーン印刷に使用する形態で使用できる。たとえばメタルマスクやサスペンドメタルマスクや金属メッシュスクリーンならば四角形枠体に直接張架した、いわゆる直張り版として使用したり、例えば化繊や金属のメッシュスクリーンを介して四角形枠体に張架した、いわゆるコンビネーション版として使用することができる。また、金属スキージならばスキージホルダを介してスクリーン印刷機に取り付けて使用することができる。
尚、電解研磨処理を行う対象物としては、ニッケル、ニッケル合金等で、メタルマスクや電鋳母型に採用される金属であれば、本発明を利用することによって同様の機能を奏するようになるものと考えられる。
印刷用途以外のボール搭載マスクやボール吸着マスクや篩といった用途の各種メタルマスクや、スクレーパ、表面を粗面化させる必要がある金属製の様々な部品に利用することができるものである。
1・・・・メタルマスク
2・・・・開口部
3・・・・バリ
4・・・・丸くなっている開口部エッジ
5・・・・丸くなっていない開口部エッジ
2・・・・開口部
3・・・・バリ
4・・・・丸くなっている開口部エッジ
5・・・・丸くなっていない開口部エッジ
Claims (8)
- 電解研磨処理で通常用いられる電解研磨液の比重1.7よりも比重が小さい電解研磨液を使用してレーザー加工により得られたメタルマスクに電解研磨を行うことによって、メタルマスク開口部エッジの丸まりを抑制しつつ、メタルマスクの表面を粗面化したことを特徴とする電解研磨法を使用したレーザー加工によるメタルマスク。
- 電解研磨処理で通常用いられる電解研磨液の比重1.7よりも比重が小さい電解研磨液を使用して、エッチング法によって得られるメタルマスクに使用する金属板に電解研磨を行うことによって、メタルマスクの表面を粗面化したことを特徴とする電解研磨法を使用したエッチング法によるメタルマスク。
- 電解研磨処理で通常用いられる電解研磨液の比重1.7よりも比重が小さい電解研磨液を使用してメタルマスクの作製時に使用する電鋳母型に電解研磨を行うことによって、表面の粗面化した電鋳法によるメタルマスク、または表面の粗面化したサスペンドメタルマスクを得られることを特徴とする電解研磨法を使用した電鋳法によるメタルマスク、またはサスペンドメタルマスク。
- 電解研磨処理で通常用いられる電解研磨液の比重1.7よりも比重が小さい電解研磨液を使用して金属メッシュスクリーンに電解研磨を行うことによって、金属メッシュスクリーンの表面を粗面化したことを特徴とする電解研磨法を使用した金属メッシュスクリーン。
- 電解研磨処理で通常用いられる電解研磨液の比重1.7よりも比重が小さい電解研磨液を使用して金属板に電解研磨を行うことによって、印刷に使用する金属スキージ表面を粗面化したことを特徴とする電解研磨法を使用した金属スキージ。
- 前記電解研磨液の比重が1.1〜1.35であることを特徴とする請求項1〜請求項5のうち、いずれか1項に記載の電解研磨法を使用したスクリーン印刷用部材。
- 少なくとも、電解研磨処理で通常用いられる電解研磨液の比重1.7よりも比重が小さい電解研磨液を使用して電解研磨を行う工程を有することを特徴とする請求項1〜請求項5のうち、いずれか1項に記載のスクリーン印刷用部材の製造方法。
- 少なくとも、前記電解研磨液の比重が1.1〜1.35である電解研磨液を使用して電解研磨を行う工程を有することを特徴とする請求項1〜請求項5のうち、いずれか1項に記載のスクリーン印刷用部材の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013003220A JP2014133375A (ja) | 2013-01-11 | 2013-01-11 | 電解研磨法を使用したスクリーン印刷用部材、及びスクリーン印刷用部材の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013003220A JP2014133375A (ja) | 2013-01-11 | 2013-01-11 | 電解研磨法を使用したスクリーン印刷用部材、及びスクリーン印刷用部材の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014133375A true JP2014133375A (ja) | 2014-07-24 |
Family
ID=51412046
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013003220A Pending JP2014133375A (ja) | 2013-01-11 | 2013-01-11 | 電解研磨法を使用したスクリーン印刷用部材、及びスクリーン印刷用部材の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2014133375A (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016037020A (ja) * | 2014-08-11 | 2016-03-22 | 日立マクセル株式会社 | 印刷用マスク及びその製造方法 |
| JP2017094645A (ja) * | 2015-11-27 | 2017-06-01 | 株式会社ボンマーク | 印刷用サスペンドメタルマスク及びその製造方法 |
| JP2019107858A (ja) * | 2017-12-20 | 2019-07-04 | 株式会社ボンマーク | 版枠付きスクリーン印刷用メタルマスク及びその製造方法 |
| JP2019163552A (ja) * | 2015-07-17 | 2019-09-26 | 凸版印刷株式会社 | メタルマスク用基材の製造方法、および、蒸着用メタルマスクの製造方法 |
| JP2019206185A (ja) * | 2019-07-30 | 2019-12-05 | マクセルホールディングス株式会社 | 印刷用マスク |
| US10876215B2 (en) | 2015-07-17 | 2020-12-29 | Toppan Printing Co., Ltd. | Metal mask substrate for vapor deposition, metal mask for vapor deposition, production method for metal mask substrate for vapor deposition, and production method for metal mask for vapor deposition |
| US10903426B2 (en) | 2015-07-17 | 2021-01-26 | Toppan Printing Co., Ltd. | Metal mask base, metal mask and method for producing metal mask |
-
2013
- 2013-01-11 JP JP2013003220A patent/JP2014133375A/ja active Pending
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016037020A (ja) * | 2014-08-11 | 2016-03-22 | 日立マクセル株式会社 | 印刷用マスク及びその製造方法 |
| JP2019163552A (ja) * | 2015-07-17 | 2019-09-26 | 凸版印刷株式会社 | メタルマスク用基材の製造方法、および、蒸着用メタルマスクの製造方法 |
| US10876215B2 (en) | 2015-07-17 | 2020-12-29 | Toppan Printing Co., Ltd. | Metal mask substrate for vapor deposition, metal mask for vapor deposition, production method for metal mask substrate for vapor deposition, and production method for metal mask for vapor deposition |
| US10903426B2 (en) | 2015-07-17 | 2021-01-26 | Toppan Printing Co., Ltd. | Metal mask base, metal mask and method for producing metal mask |
| US11111585B2 (en) | 2015-07-17 | 2021-09-07 | Toppan Printing Co., Ltd. | Method for producing base for metal masks, method for producing metal mask for vapor deposition, base for metal masks, and metal mask for vapor deposition |
| US11453940B2 (en) | 2015-07-17 | 2022-09-27 | Toppan Printing Co., Ltd. | Metal mask substrate for vapor deposition, metal mask for vapor deposition, production method for metal mask substrate for vapor deposition, and production method for metal mask for vapor deposition |
| US11706968B2 (en) | 2015-07-17 | 2023-07-18 | Toppan Printing Co., Ltd. | Metal mask base, metal mask and method for producing metal mask |
| US11746423B2 (en) | 2015-07-17 | 2023-09-05 | Toppan Printing Co., Ltd. | Method for producing base for metal masks, method for producing metal mask for vapor deposition, base for metal masks, and metal mask for vapor deposition |
| JP2017094645A (ja) * | 2015-11-27 | 2017-06-01 | 株式会社ボンマーク | 印刷用サスペンドメタルマスク及びその製造方法 |
| JP2019107858A (ja) * | 2017-12-20 | 2019-07-04 | 株式会社ボンマーク | 版枠付きスクリーン印刷用メタルマスク及びその製造方法 |
| JP2019206185A (ja) * | 2019-07-30 | 2019-12-05 | マクセルホールディングス株式会社 | 印刷用マスク |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2014133375A (ja) | 電解研磨法を使用したスクリーン印刷用部材、及びスクリーン印刷用部材の製造方法 | |
| JP5282675B2 (ja) | プリント配線板用銅箔およびその製造方法 | |
| JP2016510364A (ja) | アルミニウム膜の密着性を改善する方法 | |
| JP5351461B2 (ja) | 銅箔及び銅箔製造方法 | |
| JP2008041553A (ja) | 蒸着用マスク及び蒸着用マスクの製造方法 | |
| JP4955104B2 (ja) | 電子回路の形成方法 | |
| JP5986411B2 (ja) | 成形金型およびその製造方法 | |
| KR20140033736A (ko) | 도금방식으로 성장시킨 메탈 마스크와 그 제작방법 | |
| CN1649473A (zh) | 带电路悬挂基板的制造方法 | |
| JP2011137206A (ja) | アルミニウム合金のめっき前処理方法 | |
| JP2011109056A (ja) | セラミック基板の製造方法 | |
| JP2010120116A (ja) | 固定砥粒ワイヤーソー | |
| JP2011162850A (ja) | アルミニウム合金のめっき前処理方法 | |
| TW201924929A (zh) | 陶瓷元件及其製造方法 | |
| JP4268010B2 (ja) | 高オープニング率リジダイズドスクリーン、高オープニング率サスペンドメタルマスク及びその製造方法。 | |
| JP2011171323A (ja) | 銅又は銅合金のエッチング方法 | |
| TWI761298B (zh) | 印刷配線板用電解銅箔及使用該電解銅箔的覆銅層壓板 | |
| JP2011148253A (ja) | レーザ加工によるメタルマスク及びその化学研磨方法 | |
| JP6894141B2 (ja) | メタルマスク、及びその製造方法 | |
| JP2019173057A (ja) | めっき被覆金属材 | |
| JP6890848B2 (ja) | メタルマスク、及びその製造方法 | |
| JP7464040B2 (ja) | プリント配線板及びプリント配線板の製造方法 | |
| JP7283544B2 (ja) | プリント配線板及びその製造方法 | |
| WO2012046712A1 (ja) | ハードディスク用基板の製造方法及びハードディスク用基板 | |
| Kumar et al. | Chemical Machining |