JP2014016332A - 圧力センサーおよび圧力センサーの製造方法 - Google Patents
圧力センサーおよび圧力センサーの製造方法 Download PDFInfo
- Publication number
- JP2014016332A JP2014016332A JP2012229677A JP2012229677A JP2014016332A JP 2014016332 A JP2014016332 A JP 2014016332A JP 2012229677 A JP2012229677 A JP 2012229677A JP 2012229677 A JP2012229677 A JP 2012229677A JP 2014016332 A JP2014016332 A JP 2014016332A
- Authority
- JP
- Japan
- Prior art keywords
- lead wire
- detection element
- pressure detection
- pressure sensor
- pressure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Landscapes
- Measuring Fluid Pressure (AREA)
Abstract
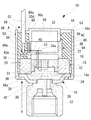
【解決手段】 流路12が形成された継手部材14と、継手部材14の流路12と対面するように配置された圧力検出エレメント16と、カバー部材66の内部に形成された間隙に充填され、接着剤を構成する封入樹脂部68と、圧力検出エレメント16と接続された外部リード線62を固定するリード線係止部60とを備え、封入樹脂部68の上端68aが、リード線係止部60の上面60dと同一平面以下となるように構成されている。
【選択図】図1
Description
流路が形成された継手部材と、
前記流路内の流体の圧力を検出するために、前記継手部材に固着され、継手部材の流路と対面するように配置された圧力検出エレメントと、
カバー部材の内部に形成された間隙に充填され、接着剤を構成する封入樹脂部と、
前記圧力検出エレメントと接続された外部リード線を固定するリード線係止部とを備え、
前記封入樹脂部の上端が、前記リード線係止部の上面と同一平面以下となるように構成されていることを特徴とする。
流路が形成された継手部材と、
前記流路内の流体の圧力を検出するために、前記継手部材に固着され、継手部材の流路と対面するように配置された圧力検出エレメントと、
カバー部材の内部に形成された間隙に充填され、接着剤を構成する封入樹脂部と、
前記圧力検出エレメントと接続された外部リード線を固定するリード線係止部とを備え、
前記封入樹脂部の上端が、前記リード線係止部の上面と同一平面以下となるように、封入樹脂をカバー部材の内部に形成された間隙に充填することを特徴とする。
この実施例では、図示しないが、リードピン34は全部で8本設けられている。すなわち、入出力用の端子として後述する、外部リード線62a(Vout)、62b(Vcc)、62c(GND)用の3本のリードピン34と、センサーチップ32の調整用の端子として5本のリードピン34とが設けられている。
すなわち、端子台38の端子固定用壁42において、上記の空間S1、S2との間は連通状態となっており、これにより、端子台38と蓋部材54によって、圧力検出エレメント16を覆う大きな空間が形成されていることになる。
12 流路
14 継手部材
14a フランジ部
16 圧力検出エレメント
18 エレメント本体
20 中央開口
22 ハーメチックガラス
24 ダイヤフラム
26 連通孔
28 ダイヤフラム保護カバー
30 液封室
32 センサーチップ
34 リードピン
34a 先端
36 ワイヤー
38 端子台
38a 表面
40 圧力室
42 端子固定用壁
42a 挿通孔
44 下方側壁
46 上方側壁
48 端子
48a 外端部
50 嵌合用段部
52 接続部
54 蓋部材
56 上板部
58 側壁
60 リード線係止部
60a〜60c 係止切欠孔
60d 上面
60e 下面
62 外部リード線
62a〜62c 外部リード線
64 接続部
66 カバー部材
66a 基端部
66b 開口部
68 封入樹脂部
68a 上端
100 圧力センサー
102 圧力検出エレメント
104 継手部材
106 カバー部材
108 ダイヤフラム
110 センサーチップ
112 ワイヤーボンディング
114 リードピン
116 基板
118 外部リード線
122 封入樹脂
124 封入樹脂
S1 第1の空間
S2 第2の空間
S3 間隙
T 間隙
Claims (6)
- 流路が形成された継手部材と、
前記流路内の流体の圧力を検出するために、前記継手部材に固着され、継手部材の流路と対面するように配置された圧力検出エレメントと、
カバー部材の内部に形成された間隙に充填され、接着剤を構成する封入樹脂部と、
前記圧力検出エレメントと接続された外部リード線を固定するリード線係止部とを備え、
前記封入樹脂部の上端が、前記リード線係止部の上面と同一平面以下となるように構成されていることを特徴とする圧力センサー。 - 前記リード線係止部が、外部リード線を固定する係止切欠孔を有することを特徴とする請求項1に記載の圧力センサー。
- 前記係止切欠孔の切欠を介して、外部リード線を係止切欠孔に挿入して係止するように構成されていることを特徴とする請求項2に記載の圧力センサー。
- 流路が形成された継手部材と、
前記流路内の流体の圧力を検出するために、前記継手部材に固着され、継手部材の流路と対面するように配置された圧力検出エレメントと、
カバー部材の内部に形成された間隙に充填され、接着剤を構成する封入樹脂部と、
前記圧力検出エレメントと接続された外部リード線を固定するリード線係止部とを備え、
前記封入樹脂部の上端が、前記リード線係止部の上面と同一平面以下となるように、封入樹脂をカバー部材の内部に形成された間隙に充填することを特徴とする圧力センサーの製造方法。 - 前記リード線係止部が、外部リード線を固定する係止切欠孔を有することを特徴とする請求項4に記載の圧力センサーの製造方法。
- 前記係止切欠孔の切欠を介して、外部リード線を係止切欠孔に挿入して係止することを特徴とする請求項5に記載の圧力センサーの製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012229677A JP5656318B2 (ja) | 2012-06-11 | 2012-10-17 | 圧力センサーおよび圧力センサーの製造方法 |
| KR20130048444A KR101483278B1 (ko) | 2012-06-11 | 2013-04-30 | 압력 센서 및 압력 센서의 제조 방법 |
| CN201310231557.1A CN103487198B (zh) | 2012-06-11 | 2013-06-09 | 压力传感器以及压力传感器的制造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012132211 | 2012-06-11 | ||
| JP2012132211 | 2012-06-11 | ||
| JP2012229677A JP5656318B2 (ja) | 2012-06-11 | 2012-10-17 | 圧力センサーおよび圧力センサーの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014016332A true JP2014016332A (ja) | 2014-01-30 |
| JP5656318B2 JP5656318B2 (ja) | 2015-01-21 |
Family
ID=50111127
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012229677A Expired - Fee Related JP5656318B2 (ja) | 2012-06-11 | 2012-10-17 | 圧力センサーおよび圧力センサーの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5656318B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017134015A (ja) * | 2016-01-29 | 2017-08-03 | 株式会社鷺宮製作所 | 冷媒回路構成部品 |
| KR101809792B1 (ko) * | 2015-09-03 | 2018-01-18 | 암페놀센싱코리아 유한회사 | 냉매 측정용 케이블 고정 결합형 압력센서 |
| EP3396345A4 (en) * | 2016-01-29 | 2019-08-28 | Saginomiya Seisakusho, Inc. | COOLING CIRCUIT COMPONENT |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56172954U (ja) * | 1972-01-12 | 1981-12-21 | ||
| JPS6255143U (ja) * | 1985-09-26 | 1987-04-06 | ||
| JPH052040U (ja) * | 1991-06-26 | 1993-01-14 | 株式会社日立製作所 | 圧力センサ |
| JP2001242030A (ja) * | 2000-02-15 | 2001-09-07 | Endress & Hauser Gmbh & Co | 圧力センサ |
| JP2002231413A (ja) * | 2001-01-31 | 2002-08-16 | Ngk Spark Plug Co Ltd | 圧力センサ内蔵プラグ |
| JP2003075281A (ja) * | 2001-09-07 | 2003-03-12 | Toyoda Mach Works Ltd | 半導体圧力検出装置の製造方法 |
| JP2012068105A (ja) * | 2010-09-22 | 2012-04-05 | Fuji Koki Corp | 圧力センサ |
-
2012
- 2012-10-17 JP JP2012229677A patent/JP5656318B2/ja not_active Expired - Fee Related
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56172954U (ja) * | 1972-01-12 | 1981-12-21 | ||
| JPS6255143U (ja) * | 1985-09-26 | 1987-04-06 | ||
| JPH052040U (ja) * | 1991-06-26 | 1993-01-14 | 株式会社日立製作所 | 圧力センサ |
| JP2001242030A (ja) * | 2000-02-15 | 2001-09-07 | Endress & Hauser Gmbh & Co | 圧力センサ |
| JP2002231413A (ja) * | 2001-01-31 | 2002-08-16 | Ngk Spark Plug Co Ltd | 圧力センサ内蔵プラグ |
| JP2003075281A (ja) * | 2001-09-07 | 2003-03-12 | Toyoda Mach Works Ltd | 半導体圧力検出装置の製造方法 |
| JP2012068105A (ja) * | 2010-09-22 | 2012-04-05 | Fuji Koki Corp | 圧力センサ |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101809792B1 (ko) * | 2015-09-03 | 2018-01-18 | 암페놀센싱코리아 유한회사 | 냉매 측정용 케이블 고정 결합형 압력센서 |
| JP2017134015A (ja) * | 2016-01-29 | 2017-08-03 | 株式会社鷺宮製作所 | 冷媒回路構成部品 |
| EP3396345A4 (en) * | 2016-01-29 | 2019-08-28 | Saginomiya Seisakusho, Inc. | COOLING CIRCUIT COMPONENT |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5656318B2 (ja) | 2015-01-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10352808B2 (en) | Pressure detection unit | |
| JP5840172B2 (ja) | 圧力センサーおよび圧力センサーの製造方法 | |
| US7231830B2 (en) | Pressure sensor with processing circuit covered by sensor chip | |
| US7152483B2 (en) | High pressure sensor comprising silicon membrane and solder layer | |
| US6131467A (en) | Pressure sensor including a joint for connecting a housing and connector case together | |
| KR100694902B1 (ko) | 압력검출장치 | |
| JP3987386B2 (ja) | 圧力センサ | |
| JP5761126B2 (ja) | 圧力検出装置 | |
| KR20130040796A (ko) | 전자부품을 인쇄회로기판에 집적하는 방법, 및 그 안에 집적된 전자부품을 포함하는 인쇄회로기판 | |
| KR20150056482A (ko) | 물리량 측정 센서 | |
| KR101483278B1 (ko) | 압력 센서 및 압력 센서의 제조 방법 | |
| JP5833835B2 (ja) | 圧力センサ | |
| JP5656318B2 (ja) | 圧力センサーおよび圧力センサーの製造方法 | |
| WO2009087767A1 (ja) | 圧力センサ及びその製造方法 | |
| KR20130139763A (ko) | 압력 센서 | |
| US20170160154A1 (en) | Pressure sensor | |
| JP5656320B2 (ja) | 圧力センサー | |
| JP2014055826A (ja) | 圧力センサ | |
| JP5966071B2 (ja) | 圧力センサ | |
| KR101567938B1 (ko) | 압력 센서 | |
| CN110319969B (zh) | 压力传感器 | |
| JP5656319B2 (ja) | 圧力センサー | |
| JP2006208087A (ja) | 圧力センサ | |
| JP2014211389A (ja) | 圧力検出装置 | |
| JP2015148492A (ja) | 加速度センサ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140404 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140507 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140619 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20141106 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20141123 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5656318 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |