JP2013249097A - ボトル型容器及びその製造方法 - Google Patents
ボトル型容器及びその製造方法 Download PDFInfo
- Publication number
- JP2013249097A JP2013249097A JP2012125085A JP2012125085A JP2013249097A JP 2013249097 A JP2013249097 A JP 2013249097A JP 2012125085 A JP2012125085 A JP 2012125085A JP 2012125085 A JP2012125085 A JP 2012125085A JP 2013249097 A JP2013249097 A JP 2013249097A
- Authority
- JP
- Japan
- Prior art keywords
- bottle
- pair
- preform
- type container
- finger
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Landscapes
- Containers Having Bodies Formed In One Piece (AREA)
- Details Of Rigid Or Semi-Rigid Containers (AREA)
Abstract
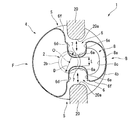
【解決手段】ボトル軸Oに沿って口部2、肩部、胴部4及び底部が一体的に形成され、前記胴部4のうち、ボトル軸Oを径方向に挟んで互いに対向する側面領域Sに一対の指当て用凹部6がそれぞれ形成されたピンチグリップ式のボトル型容器1であって、前記胴部4のうち、一対の前記指当て用凹部6間に位置する背面領域Bには、この胴部4の周壁4bから径方向内側に向かって突出するとともに周方向に沿って延びる補強リブ8が形成され、前記補強リブ8の周方向の両端部は、一対の前記指当て用凹部6にそれぞれ連結されていることを特徴とする。
【選択図】図4
Description
このボトル型容器では、胴部の内部に、一対の指当て用凹部同士を繋ぐ板状の支持部材が設けられており、使用者が、一対の指当て用凹部のうち一方に親指を入れ、他方に該親指以外の指を入れて、胴部の背面領域(一対の指当て用凹部間に位置する胴部の周壁部分)を掌で覆うように該ボトル型容器を把持した際に、胴部がこれら指当て用凹部の対向する向きに変形することが抑制されているとともに、ボトル型容器の把持姿勢が不安定になることを抑制している。
本発明は、ボトル軸に沿って口部、肩部、胴部及び底部が一体的に形成され、前記胴部のうち、ボトル軸を径方向に挟んで互いに対向する側面領域に一対の指当て用凹部がそれぞれ形成されたピンチグリップ式のボトル型容器であって、前記胴部のうち、一対の前記指当て用凹部間に位置する背面領域には、この胴部の周壁から径方向内側に向かって突出するとともに周方向に沿って延びる補強リブが形成され、前記補強リブの周方向の両端部は、一対の前記指当て用凹部にそれぞれ連結されていることを特徴とする。
本発明のボトル型容器によれば、胴部の背面領域に補強リブが形成されており、しかもこの補強リブが一対の指当て用凹部にそれぞれ連結されているので、これら指当て用凹部同士の相対的な移動によるボトルの変形が規制されつつ、背面領域の剛性も向上されていて、使用者が把持するこれら指当て用凹部及び背面領域の剛性が十分に確保されるとともに胴部全体の変形が抑制されて、ボトル型容器を安定して把持できる。
また、本発明に係るボトル型容器の製造方法によれば、前述のボトル型容器を簡単に製造できる。
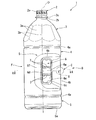
本実施形態のボトル型容器1は、ポリエチレンテレフタレート(PET)等の合成樹脂により形成されているとともに、図1〜図3に示されるように有底筒状をなしており、ボトル軸Oに沿って口部2、肩部3、胴部4及び底部5が一体的に形成されている。
尚、これら口部2、肩部3、胴部4及び底部5は、それぞれの中心軸線が共通軸上に配置されている。本実施形態ではこの共通軸をボトル軸Oといい、ボトル軸O方向に沿う口部2側を上側、底部5側を下側という。また、ボトル軸Oに直交する方向を径方向といい、ボトル軸O回りに周回する方向を周方向という。
口部2の外周面のうち、少なくとも上端部には、雄ねじ部2aが形成されている。口部2の雄ねじ部2aには、図示しない有頂筒状のキャップにおける雌ねじ部が螺合するようになっており、これにより、口部2に対してキャップが着脱可能に装着されるとともに、該口部2の注出口が封止される。
また、図1〜図3において、口部2の外周面のうち、雄ねじ部2aとネック部2bとの間には、径方向外側に突出するとともに周方向に沿って延びる環状のネックリング2cが形成されている。
以下の説明では、胴部4の径方向に沿う正面領域F側を前側、背面領域B側を後側という。
また、胴部4の外周面のうち、ボトル軸Oを径方向に挟んで互いに対向する(つまり背中合わせの)側面領域Sには、一対の指当て用凹部6がそれぞれ形成されている。このボトル型容器1は、使用者がこれら指当て用凹部6内に手指を挿入して把持することが可能なピンチグリップ式のボトル型容器である。
図4に示される横断面視で、一対の指当て用凹部6の底壁6a同士の間の距離Lは、口部2のネック部2bの外径寸法Dよりも小さくなっている。
本実施形態では、指当て用凹部6のこれら底壁6a、上壁6b、下壁6c、前壁6d及び後壁6eは、隣り合う壁6a〜6eとの連結部分が凹曲面状にそれぞれ形成されている。
具体的に、本実施形態の補強リブ8は、周壁4bから径方向内側に突出する上板8aと、該上板8aの下側に重ね合わされるように配置されて、周壁4bから径方向内側に突出する下板8bと、これら上板8a及び下板8bの径方向内側の端部同士を連結する連結部8cと、を備えている。
このボトル型容器1の製造方法には、有底筒状のプリフォームを2軸延伸ブロー成形するブロー成形工程が含まれる。図4において、上述したように口部2のネック部2bの外径寸法Dは、ブロー成形の前後で実質的に変化しないことから、この外径寸法Dは、プリフォームの外径寸法と等しくなっている。また、プリフォームの中心軸(プリフォーム軸)は、該プリフォームをブロー成形してなるボトル型容器1のボトル軸Oと同軸となっている。
次いで、特に図示しないが、プリフォーム口部からプリフォーム内に挿入された延伸ロッドが、その先端をプリフォーム底部に当接させつつ、該プリフォームをプリフォーム軸O方向に沿ってプリフォーム底部側へと延伸させるように延びていき、このプリフォーム底部が、プリフォーム軸O方向に沿う押し込み金型20に対応する位置又は押し込み金型20を越える位置まで達した際に、このプリフォームをエアブローして、径方向にも延伸させる。尚、以下の工程において、延伸ロッドは、その先端がプリフォームの底壁を介してキャビティ金型の内壁に当接するまで、プリフォーム底部側へ向けて前進移動させられる。
本実施形態のボトル型容器1によれば、胴部4の背面領域Bに補強リブ8が形成されており、しかもこの補強リブ8が一対の指当て用凹部6にそれぞれ連結されているので、これら指当て用凹部6同士の相対的な移動によるボトルの変形が規制されつつ、背面領域Bの剛性も向上されていて、使用者が把持するこれら指当て用凹部6及び背面領域Bの剛性が十分に確保されるとともに胴部4全体の変形が抑制されて、ボトル型容器1を安定して把持できる。
また、隣接するパネル面3a同士の間に位置する稜線部3bが、縦リブとしての作用を発揮するようになっており、これらパネル面3aが変形した際に、肩部3の外観が損なわれる程度にまで大きく陥没変形することが防止される。
具体的には、プリフォームの径方向への延伸が終わる前に、一対の押し込み金型20を互いに接近移動させてプリフォームに接触させることで、補強リブ8が形成されればよい。ただし、プリフォームが径方向に延伸させられる早期の段階において、一対の押し込み金型20が前進移動させられることで、これら押し込み金型20に接触したプリフォーム当接部分の延伸量と他の部位の延伸量との差を大きく確保でき、これにより補強リブ8の強度を十分に確保できることから、好ましい。
2 口部
3 肩部
4 胴部
4b 周壁
5 底部
6 指当て用凹部
8 補強リブ
20 押し込み金型
20a 押し込み面
B 背面領域
S 側面領域
O ボトル軸、プリフォーム軸
Claims (5)
- ボトル軸に沿って口部、肩部、胴部及び底部が一体的に形成され、前記胴部のうち、ボトル軸を径方向に挟んで互いに対向する側面領域に一対の指当て用凹部がそれぞれ形成されたピンチグリップ式のボトル型容器であって、
前記胴部のうち、一対の前記指当て用凹部間に位置する背面領域には、この胴部の周壁から径方向内側に向かって突出するとともに周方向に沿って延びる補強リブが形成され、前記補強リブの周方向の両端部は、一対の前記指当て用凹部にそれぞれ連結されていることを特徴とするボトル型容器。 - 請求項1に記載のボトル型容器であって、
前記補強リブの縦断面の形状は、前記胴部の周壁から径方向内側に向かって延びた後、折り返されて径方向外側に向かって延び、前記胴部の周壁に連なっていることを特徴とするボトル型容器。 - ボトル軸に沿って口部、肩部、胴部及び底部が一体的に形成され、前記胴部のうち、ボトル軸を径方向に挟んで互いに対向する側面領域に一対の指当て用凹部がそれぞれ形成されたピンチグリップ式のボトル型容器の製造方法であって、
有底筒状のプリフォームを2軸延伸ブロー成形するブロー成形工程を備え、
前記ブロー成形工程では、前記プリフォームの径方向への延伸が終わる前に、前記一対の指当て用凹部を成形するための一対の押し込み金型を互いに接近移動させ、前記プリフォームのうち、これら押し込み金型に接触した部分の延伸量を他の部位の延伸量よりも抑制することで、前記胴部のうち、一対の前記指当て用凹部間に位置する背面領域に、この胴部の周壁から径方向内側に向かって突出するとともに周方向に沿って延び、その周方向の両端部が一対の前記指当て用凹部にそれぞれ連結された補強リブを形成することを特徴とするボトル型容器の製造方法。 - 請求項3に記載のボトル型容器の製造方法であって、
前記一対の押し込み金型における互いに対向する押し込み面間の中心位置が、プリフォーム軸よりボトル背面側に配置されていることを特徴とするボトル型容器の製造方法。 - 請求項3又は4に記載のボトル型容器の製造方法であって、
プリフォーム軸に直交する横断面視で、互いの接近移動の前進端位置とされた一対の前記押し込み金型における互いに対向する押し込み面と、前記プリフォームの外周面とが、互いに交差するように配置されることを特徴とするボトル型容器の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012125085A JP5883724B2 (ja) | 2012-05-31 | 2012-05-31 | ボトル型容器及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012125085A JP5883724B2 (ja) | 2012-05-31 | 2012-05-31 | ボトル型容器及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013249097A true JP2013249097A (ja) | 2013-12-12 |
| JP5883724B2 JP5883724B2 (ja) | 2016-03-15 |
Family
ID=49848181
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012125085A Active JP5883724B2 (ja) | 2012-05-31 | 2012-05-31 | ボトル型容器及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5883724B2 (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5922708U (ja) * | 1982-08-04 | 1984-02-13 | 三菱樹脂株式会社 | プラスチツクブロ−ボトル |
| JPS61192539A (ja) * | 1985-02-20 | 1986-08-27 | Yoshino Kogyosho Co Ltd | 合成樹脂製ボトルの成形法 |
| WO2007025251A2 (en) * | 2005-08-26 | 2007-03-01 | Graham Packaging Company, L.P. | Plastic container having a ring-shaped reinforcement and method of making same |
| WO2011028759A1 (en) * | 2009-09-04 | 2011-03-10 | The Procter & Gamble Company | A process for making a stretch-blow moulded container having an integrally moulded handle |
| JP2011157135A (ja) * | 2011-05-12 | 2011-08-18 | Nissei Asb Mach Co Ltd | 耐熱容器及び耐熱容器の製造方法並びに最終ブロー型 |
-
2012
- 2012-05-31 JP JP2012125085A patent/JP5883724B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5922708U (ja) * | 1982-08-04 | 1984-02-13 | 三菱樹脂株式会社 | プラスチツクブロ−ボトル |
| JPS61192539A (ja) * | 1985-02-20 | 1986-08-27 | Yoshino Kogyosho Co Ltd | 合成樹脂製ボトルの成形法 |
| WO2007025251A2 (en) * | 2005-08-26 | 2007-03-01 | Graham Packaging Company, L.P. | Plastic container having a ring-shaped reinforcement and method of making same |
| WO2011028759A1 (en) * | 2009-09-04 | 2011-03-10 | The Procter & Gamble Company | A process for making a stretch-blow moulded container having an integrally moulded handle |
| JP2011157135A (ja) * | 2011-05-12 | 2011-08-18 | Nissei Asb Mach Co Ltd | 耐熱容器及び耐熱容器の製造方法並びに最終ブロー型 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5883724B2 (ja) | 2016-03-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5019810B2 (ja) | 合成樹脂製ボトル及びその製造方法 | |
| JP4046989B2 (ja) | ピンチグリップ式ボトル型容器 | |
| EP2792466B1 (en) | Parison and container blow-molding method using same | |
| WO2013099573A1 (ja) | ピンチグリップ式ボトル型容器及びそのブロー成形金型装置の可動入れ子 | |
| JP4791163B2 (ja) | 耐熱容器及び内容物入りの耐熱容器 | |
| JP5750002B2 (ja) | プラスチックボトル用プリフォーム及びプラスチックボトル | |
| CN102481718B (zh) | 用于制备具有整体模塑柄部的拉伸吹塑容器的方法 | |
| JP4700297B2 (ja) | グリップボトル | |
| JP5789555B2 (ja) | 二重容器の製造方法 | |
| US7713055B2 (en) | Blow mold assembly | |
| JP5883724B2 (ja) | ボトル型容器及びその製造方法 | |
| JP6020982B2 (ja) | ピンチグリップ式ボトル型容器と、そのブロー成形金型装置の可動入れ子 | |
| JP5933367B2 (ja) | 扁平ボトルのプリフォーム及び扁平ボトルの製造方法 | |
| JP2008007147A (ja) | 合成樹脂製の耐圧ボトル | |
| JP4089881B2 (ja) | 樹脂製の目薬容器 | |
| JP5538302B2 (ja) | 耐熱容器及び耐熱容器の製造方法並びに最終ブロー型 | |
| JP2017210266A (ja) | 合成樹脂製ブロー成形ボトル | |
| EP3074203B1 (en) | Streched-blow molded container having an integraly molded deep grip and process for making said container | |
| JP5789556B2 (ja) | 二重容器の製造方法 | |
| JP5784744B2 (ja) | 凹所を備える物品の製造のための方法 | |
| KR102456985B1 (ko) | 블로우 성형용 금형, 이것을 사용한 수지제 용기의 제조방법 및 수지제의 용기 | |
| JP6206784B2 (ja) | ピンチグリップ式ボトル型容器の成形方法 | |
| JP2017056955A (ja) | 合成樹脂製容器 | |
| JP2014028630A (ja) | 合成樹脂製角形容器及びその製造方法 | |
| JP6389351B2 (ja) | グリップボトル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20141201 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150821 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150901 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160112 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160208 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5883724 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |