JP2013099089A - モータ用ロータとその製造方法 - Google Patents
モータ用ロータとその製造方法 Download PDFInfo
- Publication number
- JP2013099089A JP2013099089A JP2011239254A JP2011239254A JP2013099089A JP 2013099089 A JP2013099089 A JP 2013099089A JP 2011239254 A JP2011239254 A JP 2011239254A JP 2011239254 A JP2011239254 A JP 2011239254A JP 2013099089 A JP2013099089 A JP 2013099089A
- Authority
- JP
- Japan
- Prior art keywords
- rotor
- electromagnetic steel
- permanent magnet
- motor
- steel sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T10/00—Road transport of goods or passengers
- Y02T10/60—Other road transportation technologies with climate change mitigation effect
- Y02T10/64—Electric machine technologies in electromobility
Abstract
【課題】積層された電磁鋼板と永久磁石が面接触して電気的に通電し、面接触する電磁鋼板の端面と永久磁石との間で大きな渦電流が形成され、渦電流損失が増加するといった課題を解消することのできるモータ用ロータとその製造方法を提供する。
【解決手段】電磁鋼板1が積層されてなるロータコア10と、永久磁石2とからなるモータ用ロータ20の製造方法であって、少なくとも一方の積層面に絶縁被膜3を有したそれぞれの電磁鋼板1の永久磁石2と接する端部1bを同一方向に折り曲げ加工し、積層してロータコア10を製造し、永久磁石2を配設してロータコア10に固定してモータ用ロータ20を製造する。
【選択図】図1
【解決手段】電磁鋼板1が積層されてなるロータコア10と、永久磁石2とからなるモータ用ロータ20の製造方法であって、少なくとも一方の積層面に絶縁被膜3を有したそれぞれの電磁鋼板1の永久磁石2と接する端部1bを同一方向に折り曲げ加工し、積層してロータコア10を製造し、永久磁石2を配設してロータコア10に固定してモータ用ロータ20を製造する。
【選択図】図1
Description
本発明は、モータ用ロータとその製造方法に関するものである。
ブラシレスDCモータをはじめとする各種のモータを永久磁石の配設態様で分類した場合に、ロータコアに開設されたスロット内に永久磁石が配設された埋め込み磁石型モータ(IPMモータ)と、ロータコアの側面外周に筒状もしくは複数の円弧断面片の永久磁石が配設された表面磁石型モータ(SPMモータ)が存在しており、例えば、ハイブリット自動車や電気自動車用の駆動用モータとして、これらIPMモータ等が適用されている。
近時のハイブリッド自動車や電気自動車で使用される駆動用モータに関して言えば、モータの出力性能アップが追求されている中でたとえばその回転数や極数の増加が図られており、この回転数の増加等によって磁石に作用する磁界の変動率が大きくなり、その結果として上記渦電流が発生し易く、モータの損失の増加に繋がるといった課題が生じている。
上記する渦電流の発生原因の一つとして、永久磁石とロータコアが面接触することにより、双方の接触面積が大きいために永久磁石とロータコアが電気的に通電することが挙げられる。
このことを図3を参照して説明する。図3aは、IPMモータ用ロータRの平面図を示しており、図3bは図3aのb−b矢視図であってロータRの縦断面図を示している。
図示するように、IPMモータ用ロータRは、永久磁石用のスロットSLを形成する開口が開設された複数の電磁鋼板MSを対応する開口同士を位置合わせしながらスロットSLを形成するようにして積層し、積層された電磁鋼板同士をかしめ等することによってできたロータコアRCと、スロットSL内に配設され、樹脂J等で固定された永久磁石Mとから構成されている。
電磁鋼板MSの上下の積層面、もしくはいずれか一方の積層面には絶縁被膜ICが形成されており、したがって、図3bで示すように、電磁鋼板MSが積層した姿勢において、各電磁鋼板MS同士は絶縁されることから、薄い厚みの電磁鋼板MS内にて微小な渦電流ECが形成されるに過ぎない。
しかしながら、スロットSL内に配設された永久磁石Mは、スロットSLを構成するいずれかの壁面と面接触した状態で充填された樹脂Jにて固定される可能性が極めて高く、永久磁石Mを介してそれぞれの電磁鋼板MSが電気的に通電し、面接触する電磁鋼板MSの端面と永久磁石Mとの間で大きな渦電流EC’が形成され、これが渦電流損失の増加の大きな原因となるのである。
ここで、特許文献1には、電磁鋼板を積層した姿勢でスロットをせん断加工にて形成した技術が開示されている。
このように電磁鋼板が積層されたロータコアに対してせん断加工にてスロットを形成する場合、このせん断加工の際に電磁鋼板の表面に形成された絶縁被膜が剥がれてしまい、さらに絶縁被膜が剥がれた電磁鋼板の端部にせん断方向に延びるバリが生じてしまう。特許文献1はこのバリを積極的に形成する技術であるが、このように電磁鋼板からなるバリによってスロット壁面が形成され、ここに永久磁石が配設されることにより、結果として図3bで示すように永久磁石とスロット壁面とが面接触する可能性が極めて高く、渦電流損失が増加するという既述の課題が生じることになる。
本発明は上記する問題に鑑みてなされたものであり、積層された電磁鋼板と永久磁石が面接触して電気的に通電し、面接触する電磁鋼板の端面と永久磁石との間で大きな渦電流が形成され、渦電流損失が増加するといった課題を解消することのできるモータ用ロータとその製造方法を提供することを目的とする。
前記目的を達成すべく、本発明によるモータ用ロータの製造方法は、電磁鋼板が積層されてなるロータコアと、永久磁石とからなるモータ用ロータの製造方法であって、少なくとも一方の積層面に絶縁被膜を有したそれぞれの電磁鋼板の永久磁石と接する端部を同一方向に折り曲げ加工し、積層してロータコアを製造し、永久磁石を配設してロータコアに固定するものである。
本発明の製造方法は、ロータコアを形成する電磁鋼板の永久磁石と接する端部を折り曲げ加工して積層することにより、電磁鋼板の端部と永久磁石が接触する場合でもその接触を線接触として面接触の場合に比して接触面積を大幅に低減でき、電磁鋼板と永久磁石間の電気抵抗を高め、双方の間の通電抑制を図ることができる。
そして、電磁鋼板の表面、具体的には、電磁鋼板の2つの積層面(積層方向の上下面)、もしくはいずれか一方の積層面に絶縁被膜が形成されたものを使用することで、電磁鋼板の端部を折り曲げ加工した際に形成される端部の隅角に絶縁被膜が存在し、この端部の隅角にある絶縁被膜と永久磁石を接触させることができるため、永久磁石と各電磁鋼板との電気的な通電を解消することができる。その結果、各電磁鋼板内における微小な渦電流のみしか発生し得ず、従来構造のモータ用ロータの場合における面接触した電磁鋼板の端面と永久磁石との間に形成される大きな渦電流により、渦電流損失が増加するといった課題は効果的に解消される。
ここで、前記ロータがロータコアに開設されたスロット内に永久磁石を有するIPMモータ用ロータの場合には、各電磁鋼板ごとに打ち抜き加工にてスロット用開口を開設し、電磁鋼板のスロットに臨む端部を折り曲げ加工した後に複数の電磁鋼板をそれぞれの開口を位置合わせしながら積層してIPMモータ用のロータコアが形成される。この際、各電磁鋼板の端部の折り曲げ方向と折り曲げられて屈曲した端部の長さが同じになるように加工するのがよい。
IPMモータ用ロータにおいては、1つの永久磁石で一つの磁極を形成する形態、略Vの字状に配設された2つの永久磁石で一つの磁極を形成する形態があり、それらの形態に応じた磁極数分のスロット用開口が設けられる。
スロット用開口は永久磁石の寸法よりも若干大きめに形成され、したがって、形成されたスロット内に永久磁石を配設した後、形成された隙間に固定用の樹脂を充填し、その硬化を待って永久磁石のスロット内固定が図られる。
一方、前記ロータがロータコアの側面外周に永久磁石を有するSPMモータ用ロータの場合には、外周に臨む電磁鋼板の端部を折り曲げ加工し、積層してSPMモータ用のロータコアが形成される。
SPMモータ用ロータで適用される永久磁石の形態としては、筒状体、筒状体を複数の断面円弧状片に分割したものなどが挙げられる。
このように、本発明のモータ用ロータの製造方法は、IPMモータ用ロータ、SPMモータ用ロータの双方の製造に適用して、同様の効果を奏することができるものである。
また、本発明はモータ用ロータにも及ぶものであり、このモータ用ロータは、電磁鋼板が積層されてなるロータコアと、永久磁石とからなるモータ用ロータであって、少なくとも一方の積層面に絶縁被膜を有したそれぞれの電磁鋼板の永久磁石と接する端部が同一方向に折り曲げ加工され、電磁鋼板が積層されてロータコアが形成されており、ロータコアに永久磁石が固定されてなるものである。
本発明のモータ用ロータによれば、既述するように、ロータコアを形成する電磁鋼板の永久磁石と接する端部が折り曲げ加工されて積層されていることにより、電磁鋼板の端部と永久磁石が接触する場合でもその接触を線接触として接触面積を低減できる。さらに、電磁鋼板の端部を折り曲げ加工した際に形成される端部の隅角に絶縁被膜が存在し、この端部の隅角の絶縁被膜と永久磁石を接触させるようにしたことで永久磁石と各電磁鋼板との電気的な通電を解消することができ、結果として、従来構造のモータ用ロータの場合における面接触した電磁鋼板の端面と永久磁石との間に形成される渦電流を解消することができる。
このモータ用ロータに、IPMモータ用ロータとSPMモータ用ロータの双方が含まれることは既述の通りである。
本発明の製造方法によって製造されたモータ用ロータを具備するIPMモータやSPMモータは、それらの構成要素であるロータと永久磁石の間で生じ得る渦電流を大幅に低減でき、結果としてトルク性能や回転性能が大幅に向上する。よって、このIPMモータやSPMモータは、近時その生産が拡大しており、搭載機器に高性能を要求するハイブリッド自動車や電気自動車のたとえば駆動用モータに好適である。
以上の説明から理解できるように、本発明の製造方法によって得られたモータ用ロータは、少なくとも一方の積層面に絶縁被膜を有したそれぞれの電磁鋼板の永久磁石側となる端部を同一方向に折り曲げ加工し、積層してロータコアを形成し、このロータコアに永久磁石を固定したことにより、電磁鋼板の端部と永久磁石の接触面積を双方が面接触する場合に比して大幅に低減でき、さらには、電磁鋼板の端部を折り曲げ加工した際に形成される端部の隅角に存在する絶縁被膜が永久磁石と接触することで、永久磁石と各電磁鋼板との電気的な通電を解消することができ、渦電流損失を大幅に低減することができる。
以下、図面を参照して本発明のモータ用ロータとその製造方法の実施の形態を説明する。なお、図示するモータ用ロータは、略Vの字状の2つの磁石用スロットとそれぞれの磁石用スロット内に配設された永久磁石から一つの磁極が形成され、4つの磁極を有する形態であるが、これ以外の形態、すなわち、一つの永久磁石で一つの磁極を形成する形態、6つ、8つ等の磁極数を有する形態などであってもよいことは勿論のことである。
(モータ用ロータとその製造方法の実施の形態1)
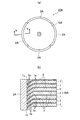
図1aは本発明のモータ用ロータの実施の形態1の平面図であり、図1bは図1aのb−b矢視図である。
図1aは本発明のモータ用ロータの実施の形態1の平面図であり、図1bは図1aのb−b矢視図である。
図1で示すモータ用ロータ20はIPMモータ用のロータである。その製造方法は、複数の電磁鋼板1を積層するに当たり、対応するスロット用開口11を位置合わせしながら電磁鋼板1を積層し、全体をかしめてロータコア10を形成する。なお、使用する電磁鋼板としては、珪素鋼板やそのほかの軟磁性材料から形成された鋼板が挙げられる。
各電磁鋼板1は、その表面に絶縁被膜を有した広幅な電磁鋼板を図示する円盤状に打抜いて形成され、円盤状の電磁鋼板1においても、略Vの字状の2つの磁石用スロット開口11を一組としてこれを磁極数に応じた組数だけ打ち抜き加工にて形成する。さらに、形成された磁石用スロット開口11の端部を折り曲げ加工することにより、折り曲げ加工点1aから屈曲する所定長さの端部1bを形成する。なお、電磁鋼板1はその上下2つの積層面に絶縁被膜3を有していてもよいし、いずれか一方の積層面にのみ絶縁被膜3を有していてもよいが、後者の場合には、電磁鋼板1を積層した際に各電磁鋼板1の間に絶縁被膜3が存在するようにして積層する。
電磁鋼板1における永久磁石と接する端部を折り曲げ加工することから、特許文献1で開示するせん断加工する場合のように電磁鋼板の端部にバリが生じることはない。
すべての電磁鋼板1の折り曲げ加工点1aの位置や端部1bの長さはいずれも同じになるように加工し、電磁鋼板1を積層した際に、図1bで示すようにそれぞれの屈曲した端部1が同一方向を向いて隙間なく積層されるようにする。
さらに、形成される磁石用スロット11の寸法は永久磁石2の寸法よりも大きめに形成されており、永久磁石2を磁石用スロット11内に配設した後、スロット11内にできた隙間に固定用樹脂4を充填し、これが硬化することによってスロット11内に永久磁石2が固定されてなるモータ用ロータ20が製造される。
磁石用スロット11に配設される永久磁石2としては、希土類磁石やフェライト磁石、アルニコ磁石等を適用することができ、この希土類磁石としては、ネオジムに鉄とボロンを加えた3成分系のネオジム磁石、サマリウムとコバルトとの2成分系の合金からなるサマリウムコバルト磁石などを挙げることができる。
図1bにおいて、磁石用スロット11を形成する積層姿勢の各電磁鋼板1の一部と永久磁石2が接触しているが、各電磁鋼板1の端部1bの隅角1cが永久磁石2との接触部となっている。
そして、この接触部1cと永久磁石2は線接触する(図の奥行き方向に線接触する)ことから、従来構造のロータのように双方が面接触する場合に比して接触面積を大幅に低減でき、電磁鋼板1と永久磁石2の間の電気抵抗を高め、双方の間の通電抑制を図ることができる。
しかも、接触部1cは隅角の表面に存在している絶縁被膜3から形成され、この絶縁被膜3と永久磁石2が直接接触することから、永久磁石2と電磁鋼板1との電気的な通電は完全に解消される。その結果、従来構造のモータ用ロータの場合における面接触した電磁鋼板の端面と永久磁石との間に形成される大きな渦電流により、渦電流損失が増加するといった課題は効果的に解消されることになる。
製造されたモータ用ロータ20を用い、不図示のコイルをティース周りに具備する環状のステータの内部にモータ用ロータ20を配設することにより、不図示のIPMモータが形成される。
(モータ用ロータとその製造方法の実施の形態2)
図2aは本発明のモータ用ロータの実施の形態2の平面図であり、図2bは図2aのb−b矢視図である。
図2aは本発明のモータ用ロータの実施の形態2の平面図であり、図2bは図2aのb−b矢視図である。
図2で示すモータ用ロータ20AはSPMモータ用のロータであり、その製造方法は、電磁鋼板1を積層し、全体をかしめてロータコア10Aを形成した後に、その側面外周に断面が円弧状の4つの永久磁石2Aを接着してモータ用ロータ20Aを製造する。
ここで、各電磁鋼板1は、実施の形態1と同様にその表面に絶縁被膜を有した広幅な電磁鋼板を図示する円盤状に打抜いて形成され、さらに、その外周の端部を折り曲げ加工することにより、折り曲げ加工点1aから屈曲する所定長さの端部1bを形成する。
この実施の形態においても、接触部1cと永久磁石2は線接触し、さらに、接触部1cは隅角の表面に存在する絶縁被膜3から形成され、この絶縁被膜3と永久磁石2が直接接触することから、永久磁石2と電磁鋼板1との電気的な通電は完全に解消されることになる。
以上、本発明の実施の形態を図面を用いて詳述してきたが、具体的な構成はこの実施形態に限定されるものではなく、本発明の要旨を逸脱しない範囲における設計変更等があっても、それらは本発明に含まれるものである。
1…電磁鋼板、1a…折り曲げ加工点、1b…端部(永久磁石と接する端部)、1c…接触部(接触線、隅角)、2,2A…永久磁石、3…絶縁被膜、4…固定用樹脂、10,10A…ロータコア、11…磁石用スロット(磁石用スロット開口)、20,20A…モータ用ロータ
Claims (6)
- 電磁鋼板が積層されてなるロータコアと、永久磁石とからなるモータ用ロータの製造方法であって、
少なくとも一方の積層面に絶縁被膜を有したそれぞれの電磁鋼板の永久磁石と接する端部を同一方向に折り曲げ加工し、積層してロータコアを製造し、永久磁石を配設してロータコアに固定するモータ用ロータの製造方法。 - 前記ロータがロータコアに開設されたスロット内に永久磁石を有するIPMモータ用ロータであり、スロットに臨む電磁鋼板の端部が折り曲げ加工される請求項1に記載のモータ用ロータの製造方法。
- 前記ロータがロータコアの側面外周に永久磁石を有するSPMモータ用ロータであり、外周に臨む電磁鋼板の端部が折り曲げ加工される請求項1に記載のモータ用ロータの製造方法。
- 電磁鋼板が積層されてなるロータコアと、永久磁石とからなるモータ用ロータであって、
少なくとも一方の積層面に絶縁被膜を有したそれぞれの電磁鋼板の永久磁石と接する端部が同一方向に折り曲げ加工され、電磁鋼板が積層されてロータコアが形成されており、ロータコアに永久磁石が固定されてなるモータ用ロータ。 - 前記ロータがロータコアに開設されたスロット内に永久磁石を有するIPMモータ用ロータであり、スロットに臨む電磁鋼板の端部が折り曲げ加工されている請求項4に記載のモータ用ロータ。
- 前記ロータがロータコアの側面外周に永久磁石を有するSPMモータ用ロータであり、外周に臨む電磁鋼板の端部が折り曲げ加工されている請求項4に記載のモータ用ロータ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011239254A JP2013099089A (ja) | 2011-10-31 | 2011-10-31 | モータ用ロータとその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011239254A JP2013099089A (ja) | 2011-10-31 | 2011-10-31 | モータ用ロータとその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2013099089A true JP2013099089A (ja) | 2013-05-20 |
Family
ID=48620477
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011239254A Pending JP2013099089A (ja) | 2011-10-31 | 2011-10-31 | モータ用ロータとその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2013099089A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104065189A (zh) * | 2014-06-06 | 2014-09-24 | 杭州微光电子股份有限公司 | 一种用于永磁电机的瓦形磁钢分磁固定架 |
| WO2022116533A1 (zh) * | 2020-12-04 | 2022-06-09 | 上海威迈斯新能源有限公司 | 转子和电机 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007074776A (ja) * | 2005-09-05 | 2007-03-22 | Kokusan Denki Co Ltd | 回転電機 |
| JP2011172441A (ja) * | 2010-02-22 | 2011-09-01 | Toyota Boshoku Corp | モータコア及びその組付け方法 |
-
2011
- 2011-10-31 JP JP2011239254A patent/JP2013099089A/ja active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007074776A (ja) * | 2005-09-05 | 2007-03-22 | Kokusan Denki Co Ltd | 回転電機 |
| JP2011172441A (ja) * | 2010-02-22 | 2011-09-01 | Toyota Boshoku Corp | モータコア及びその組付け方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104065189A (zh) * | 2014-06-06 | 2014-09-24 | 杭州微光电子股份有限公司 | 一种用于永磁电机的瓦形磁钢分磁固定架 |
| CN104065189B (zh) * | 2014-06-06 | 2016-07-06 | 杭州微光电子股份有限公司 | 一种用于永磁电机的瓦形磁钢分磁固定架 |
| WO2022116533A1 (zh) * | 2020-12-04 | 2022-06-09 | 上海威迈斯新能源有限公司 | 转子和电机 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2722968B1 (en) | Rotor for rotating electrical machine, rotating electric machine, and method for producing rotor for rotating electrical machine | |
| KR101092321B1 (ko) | Lspm 동기모터의 로터 | |
| CN108370178B (zh) | 轴向间隙型旋转电机及其制造方法 | |
| CN109075681B (zh) | 电动机及空气调节机 | |
| US20140084734A1 (en) | Rotating Electrical Machine, Method for Manufacturing Magnetic Pole Piece | |
| US20150084468A1 (en) | Rotor for permanent-magnet-embedded electric motor, electric motor including the rotor, compressor including the electric motor, and air conditioner including the compressor | |
| WO2014102950A1 (ja) | 回転電機 | |
| JP2009284578A (ja) | アキシャルギャップモータ及びそれを用いたファン装置 | |
| JP2014045634A (ja) | ロータ及びこのロータを備える回転電機 | |
| JP6545387B2 (ja) | コンシクエントポール型の回転子、電動機および空気調和機 | |
| JPWO2012007984A1 (ja) | アモルファスコア、及びそれを用いた電磁部材と回転電機、並びにその製造方法 | |
| JP2009038904A (ja) | ステータ | |
| CN108496293B (zh) | 具有印刷的连接片的电工钢片 | |
| JP2009055750A (ja) | Pmクローポール型モータとその製作方法 | |
| JP2010183692A (ja) | モータ用磁石とipmモータ用ロータ、およびipmモータ | |
| US10374474B2 (en) | Permanent magnet motor | |
| JP2013099089A (ja) | モータ用ロータとその製造方法 | |
| CN111953097A (zh) | 旋转电机 | |
| JPWO2018042634A1 (ja) | ロータ、回転電機、及びロータの製造方法 | |
| JP5692105B2 (ja) | Ipmモータ用ロータの製造方法 | |
| JP2000245124A (ja) | 平滑電機子巻線形モータ | |
| JP7038527B2 (ja) | 回転電機用磁性くさび、回転電機用磁性くさびの製造方法、および、回転電機 | |
| JP2010200483A (ja) | Ipmモータ用ロータとipmモータ | |
| JP2017135923A (ja) | モータ用ロータ | |
| JP2015106946A (ja) | 回転電機ロータ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140116 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20141015 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20141118 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20150310 |