JP2012502784A - 調節可能な固体粒子提供システム - Google Patents
調節可能な固体粒子提供システム Download PDFInfo
- Publication number
- JP2012502784A JP2012502784A JP2011526504A JP2011526504A JP2012502784A JP 2012502784 A JP2012502784 A JP 2012502784A JP 2011526504 A JP2011526504 A JP 2011526504A JP 2011526504 A JP2011526504 A JP 2011526504A JP 2012502784 A JP2012502784 A JP 2012502784A
- Authority
- JP
- Japan
- Prior art keywords
- injector housing
- inlet
- outlet
- nozzle
- occluder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B7/00—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas
- B05B7/14—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas designed for spraying particulate materials
- B05B7/1481—Spray pistols or apparatus for discharging particulate material
- B05B7/1486—Spray pistols or apparatus for discharging particulate material for spraying particulate material in dry state
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01F—MIXING, e.g. DISSOLVING, EMULSIFYING OR DISPERSING
- B01F25/00—Flow mixers; Mixers for falling materials, e.g. solid particles
- B01F25/20—Jet mixers, i.e. mixers using high-speed fluid streams
- B01F25/23—Mixing by intersecting jets
- B01F25/231—Mixing by intersecting jets the intersecting jets having the configuration of sheets, cylinders or cones
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B1/00—Nozzles, spray heads or other outlets, with or without auxiliary devices such as valves, heating means
- B05B1/02—Nozzles, spray heads or other outlets, with or without auxiliary devices such as valves, heating means designed to produce a jet, spray, or other discharge of particular shape or nature, e.g. in single drops, or having an outlet of particular shape
- B05B1/04—Nozzles, spray heads or other outlets, with or without auxiliary devices such as valves, heating means designed to produce a jet, spray, or other discharge of particular shape or nature, e.g. in single drops, or having an outlet of particular shape in flat form, e.g. fan-like, sheet-like
- B05B1/042—Outlets having two planes of symmetry perpendicular to each other, one of them defining the plane of the jet
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B7/00—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas
- B05B7/14—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas designed for spraying particulate materials
- B05B7/1404—Arrangements for supplying particulate material
- B05B7/144—Arrangements for supplying particulate material the means for supplying particulate material comprising moving mechanical means
- B05B7/145—Arrangements for supplying particulate material the means for supplying particulate material comprising moving mechanical means specially adapted for short fibres or chips
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04F—PUMPING OF FLUID BY DIRECT CONTACT OF ANOTHER FLUID OR BY USING INERTIA OF FLUID TO BE PUMPED; SIPHONS
- F04F5/00—Jet pumps, i.e. devices in which flow is induced by pressure drop caused by velocity of another fluid flow
- F04F5/14—Jet pumps, i.e. devices in which flow is induced by pressure drop caused by velocity of another fluid flow the inducing fluid being elastic fluid
- F04F5/24—Jet pumps, i.e. devices in which flow is induced by pressure drop caused by velocity of another fluid flow the inducing fluid being elastic fluid displacing liquids, e.g. containing solids, or liquids and elastic fluids
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04F—PUMPING OF FLUID BY DIRECT CONTACT OF ANOTHER FLUID OR BY USING INERTIA OF FLUID TO BE PUMPED; SIPHONS
- F04F5/00—Jet pumps, i.e. devices in which flow is induced by pressure drop caused by velocity of another fluid flow
- F04F5/44—Component parts, details, or accessories not provided for in, or of interest apart from, groups F04F5/02 - F04F5/42
- F04F5/46—Arrangements of nozzles
- F04F5/463—Arrangements of nozzles with provisions for mixing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C19/00—Apparatus specially adapted for applying particulate materials to surfaces
- B05C19/04—Apparatus specially adapted for applying particulate materials to surfaces the particulate material being projected, poured or allowed to flow onto the surface of the work
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- General Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Absorbent Articles And Supports Therefor (AREA)
- Nozzles (AREA)
- Coating Apparatus (AREA)
Abstract
Description
本発明の一態様によれば、固体粒子を提供するための提供システムが提供される。このシステムは、材料入口と、ガス入口と、材料入口の下流に設けられた材料出口とを有するインジェクタハウジングと、ガス入口と材料出口との間においてインジェクタハウジング内に可動に配置されたオクルーダとを有している。インジェクタハウジングとオクルーダとの間には、材料入口の下流において、ガス入口及び材料出口と連通した少なくとも1つの調節可能な開口が形成されている。この開口は、オクルーダがインジェクタハウジングに対する第1の位置にある時の第1の開放面積と、オクルーダがインジェクタハウジングに対する第2の位置にある時の第2の開放面積とを有しており、第2の開放面積は第1の開放面積と異なる。システムは、インジェクタハウジングの材料出口に接続されたノズル入口と、ノズル出口とを有するノズルをも有しており、入口は円形の横断面を有しており、出口は矩形の横断面を有している。
本発明は、添付の図面に関連した以下の説明からより理解されると考えられる。幾つかの図面は、他の構成要素をより明瞭に示す目的で選択された構成要素を省略することにより単純化されている場合がある。幾つかの図面におけるこのような構成要素の省略は、対応する記載において明確に表明される場合を除き、必ずしも、いずれの典型的な実施形態においても特定の構成要素の存在又は不在を示すものではない。図面はいずれも実寸ではない。
以下の文章は発明の様々な実施形態の詳細な説明を示しているが、発明の法的範囲は、本明細書の最後に示された請求項の文言によって定義されることが理解されるべきである。詳細な説明は、単なる例として解すべきであり、発明の全ての可能な実施形態を記載しているわけではない。なぜならば、全ての可能な実施形態を記載することは、不可能ではないとしても、非実用的であるからである。現在の技術又は本願の出願日後に開発された技術を利用して、発明を規定する請求項の範囲に依然として該当する多くの実施形態を実施することができる。
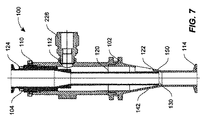
図4から図10までは、高吸収性樹脂(SAP)粒子を含む固体粒子材料とともに使用するための提供システム100の第1の実施形態を示している。提供システム100は、インジェクタハウジング102と、オクルーダ(流路狭窄装置)104(図6及び図7により詳しく示されている)と、ノズル106とを有している。提供システム100は、以下でさらに詳細に説明されるようなその他の構造物も有していてよい。提供システム100は有利にはインジェクタハウジング102と、オクルーダ104と、ノズル106とを有しているが、システム100は、インジェクタハウジング102と、オクルーダ104又はノズル106のみを有していてもよい。従って、これらの構成要素は互いに別々に使用することができることが認識されるであろう。
提供システム100を用いて提供される固体粒子材料は、SAP粒子を含んでよく、このSAP粒子は、液体材料を吸収するために有効である。粒子は、例えば立方体、ロッド状(例えば繊維)、多面体、球体又は半球体(例えば顆粒)、丸みづけられた又は半丸みづけられた(例えば内部空隙を備えた又は備えない、液滴状)、プレート状(例えば薄片)、屈曲状、不規則形状等の、あらゆる所望の形状を有することができる。SAP粒子は、一般に約100μm〜約850μmの粒径を有しているが、約45μm程度の小さな粒子が存在することもできる。SAP粒子のための重量平均粒径は、一般に約150μm〜約600μmである。非球状又は非半球状を有するSAP粒子が使用される場合、粒径は、分布におけるより小さな粒子が約100μmの球と等しい体積を有し、分布におけるより大きな粒子が約850μmの球と等しい体積を有するようになっている。
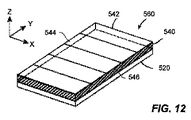
提供システム100は、SAP粒子を基板に提供するための方法において使用することができる。典型的な製造システム500が図11に示されており、提供システム100はこの製造システムに組み込まれている。製造システム500は、部分的に形成チャンバ504によって収容された回転真空形成ドラム502を有している。択一的な実施形態(図示せず)では、形成ドラム502を水平無端ベルトに置き換えることもできる。
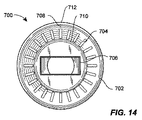
前述のように、図4〜図10に示された実施形態は、単に典型的なものであり、変更はここでは特に示されないが、本発明の開示の範囲で変更されてもよい。しかしながら、提供システム10の1つの変化態様が図14に示されている。この変化態様によれば、提供システム100は、米国特許仮出願第60/872942号明細書の優先権を主張しかつ米国を指定しておりかつ本願明細書において全ての目的のために全体を記載したものとする、国際公開第2008/068220号に開示されているような二成分システムと組み合わされている。
Claims (18)
- 固体粒子を提供するための提供システムであって、
材料入口と、ガス入口と、材料入口の下流における材料出口とを有するインジェクタハウジングが設けられており、
ガス入口と材料出口との間においてインジェクタハウジング内に可動に配置されたオクルーダが設けられており、インジェクタハウジングとオクルーダとの間に、材料入口の下流において、ガス入口及び材料出口と連通した少なくとも1つの調節可能な開口が設けられており、該開口が、オクルーダがインジェクタハウジングに対して第1の位置にあるときに第1の開放面積を有しており、前記開口が、オクルーダがインジェクタハウジングに対して第2の位置にあるときに第2の開放面積を有しており、第2の開放面積が第1の開放面積と異なり、
インジェクタハウジングの材料出口に接続されたノズル入口と、ノズル出口とを有するノズルが設けられており、前記ノズル入口が円形の横断面を有しており、前記ノズル出口が矩形の横断面を有していることを特徴とする、固体粒子を提供するための提供システム。 - 固体粒子が、高吸収性樹脂(SAP)材料を含む、請求項1記載の提供システム。
- インジェクタハウジングが、長手方向軸線を備えるボアを有しており、オクルーダが、ボア内に配置された少なくとも第1の端部を有しかつ第1の位置と第2の位置との間において長手方向軸線に沿って軸方向に移動する管を含む、請求項1記載の提供装置。
- インジェクタハウジングが、ボアを形成する内面を有しており、管が、第1の端部の周に配置された縁部を有しており、インジェクタハウジングの内面と管の縁部との間に調節可能な開口が形成されている、請求項3記載の提供システム。
- 管が、インジェクタハウジングの内面から間隔を置いて配置された外面を有しており、これにより少なくとも部分的に外面と内面との間にチャンバを形成しており、該チャンバが、ガス入口と調節可能な開口とに連通している、請求項4記載の提供システム。
- インジェクタハウジングの内面と、管の第1の端部の上流における管の外面との間に配置された少なくとも1つのシールが設けられている、請求項5記載の提供システム。
- 管をボアの中央に配置するために、インジェクタハウジングに取り付けられた第1の端部と、管の外面の近傍における第2の端部とを備えた支持体が設けられている、請求項5記載の提供システム。
- 管が長手方向軸線に沿って該長手方向軸線を中心にして移動するように、管が螺合によってインジェクタハウジングに結合されている、請求項3記載の提供システム。
- ガス入口に接続された加圧空気源が設けられている、請求項1記載の提供システム。
- 材料入口に接続されたホッパが設けられており、所定の体積の固体粒子材料がホッパ内に配置されている、請求項9記載の提供システム。
- インジェクタハウジングの材料出口に取り付けられたディフューザ入口と、ノズル入口に接続されたディフューザ出口とを備えたディフューザが設けられている、請求項1記載の提供システム。
- ディフューザ出口に取り付けられた導管入口と、ノズル入口に取り付けられた導管出口とを備えた導管が設けられている、請求項11記載の提供システム。
- ノズル出口が、80mm〜250mmの長さと、20mm〜65mmの幅とを有している、請求項1記載の提供システム。
- 材料入口と、ガス入口と、材料入口の下流における材料出口とを有するインジェクタハウジングが設けられており、ガス入口と材料出口との間においてインジェクタハウジング内に可動に配置されたオクルーダが設けられており、インジェクタハウジングとオクルーダとの間に、材料入口の下流において、ガス入口及び材料出口と連通した少なくとも1つの調節可能な開口が設けられており、該開口が、オクルーダがインジェクタハウジングに対して第1の位置にあるときに第1の開放面積を有しており、前記開口が、オクルーダがインジェクタハウジングに対して第2の位置にあるときに第2の開放面積を有しており、第2の開放面積が第1の開放面積と異なり、インジェクタハウジングの材料出口に接続されたノズル入口と、ノズル出口とを有するノズルが設けられており、前記ノズル入口が円形の横断面を有しており、前記ノズル出口が矩形の横断面を有している、固体粒子を提供するための提供システムを用いて、固体粒子材料を基板に提供する方法において、
開口が第1の開放面積を有するように、オクルーダをインジェクタハウジングに対して第1の位置に配置し、
空気を開口に通過させ、
固体粒子材料をインジェクタハウジング内に第1の流量で引き込み、
固体粒子材料をノズル出口から基板上へ排出し、
開口が第2の開放面積を有するように、オクルーダをインジェクタハウジングに対して第2の位置へ移動させ、第2の開放面積が第1の開放面積と異なり、
空気を開口に通過させ、
固体粒子材料をインジェクタハウジング内に第2の流量で引き込み、第2の流量が第1の流量と異なり、
固体粒子材料をノズル出口から基板上へ排出することを特徴とする、固体粒子材料を基板に提供する方法。 - 固体粒子材料が、高吸収性樹脂(SAP)材料である、請求項14記載の固体粒子材料を基板に提供する方法。
- システムを通る質量流量が、約80kg/時〜約2000kg/時である、請求項14記載の固体粒子材料を基板に提供する方法。
- システムを通る質量流量が、210kg/時〜480kg/時である、請求項16記載の固体粒子材料を基板に提供する方法。
- 請求項14記載の方法によって形成された吸収性物品。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US9745808P | 2008-09-16 | 2008-09-16 | |
| US61/097,458 | 2008-09-16 | ||
| PCT/EP2009/061859 WO2010031742A1 (en) | 2008-09-16 | 2009-09-14 | Adjustable solid particle application system |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012502784A true JP2012502784A (ja) | 2012-02-02 |
| JP2012502784A5 JP2012502784A5 (ja) | 2012-11-01 |
Family
ID=41278740
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011526504A Pending JP2012502784A (ja) | 2008-09-16 | 2009-09-14 | 調節可能な固体粒子提供システム |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20110166541A1 (ja) |
| EP (1) | EP2337638A1 (ja) |
| JP (1) | JP2012502784A (ja) |
| CN (1) | CN102176976A (ja) |
| WO (1) | WO2010031742A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011110288A (ja) * | 2009-11-27 | 2011-06-09 | Unicharm Corp | 吸収体の製造装置、及び製造方法 |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013072410A1 (de) | 2011-11-16 | 2013-05-23 | Basf Se | Injektor für einen granularen feststoff |
| US20150052905A1 (en) * | 2013-08-20 | 2015-02-26 | General Electric Company | Pulse Width Modulation for Control of Late Lean Liquid Injection Velocity |
| JP5712322B1 (ja) * | 2013-12-25 | 2015-05-07 | 中越パルプ工業株式会社 | ナノ微細化品の製造装置、ナノ微細化品の製造方法 |
| CN105662719A (zh) * | 2015-12-30 | 2016-06-15 | 泉州市汉威机械制造有限公司 | 一种高分子间断施加装置及其施加方法 |
| CN110450414B (zh) * | 2019-08-21 | 2021-09-14 | 华育昌(肇庆)智能科技研究有限公司 | 一种绒毛制品3d打印组件 |
| EP4378436B1 (en) | 2022-11-29 | 2025-08-27 | Ontex BV | Apparatus for distributing superabsorbent particles onto a substrate |
| EP4385474B1 (en) | 2022-12-13 | 2025-05-28 | Ontex BV | Apparatus for feeding and distributing superabsorbent particles onto a substrate |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4910940A (ja) * | 1972-05-01 | 1974-01-30 | ||
| JPS54165304U (ja) * | 1978-05-13 | 1979-11-20 | ||
| JPS62294800A (ja) * | 1986-06-13 | 1987-12-22 | Genyou:Kk | 吸込口に環状導気口と作動流体入口とを有する噴流ポンプ |
| JPH0441999A (ja) * | 1990-06-05 | 1992-02-12 | Hitachi Metals Ltd | ジェットポンプ |
| JPH10507967A (ja) * | 1994-10-31 | 1998-08-04 | ザ、プロクター、エンド、ギャンブル、カンパニー | 繊維性織物に適用される粒子の脈流形成方法と装置 |
| JP2002130200A (ja) * | 2000-10-27 | 2002-05-09 | Nippon Steel Corp | 真空排気用スチームエジェクタ及びその制御方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1748004A (en) * | 1927-04-11 | 1930-02-18 | Harry W Thomas | Sprayer nozzle |
| DE922039C (de) * | 1950-10-05 | 1955-01-07 | Richard Antretter | Verstellbare Duese zum Vernebeln von fluessigen, breiigen oder pulverfoermigen Stoffen |
| LU85995A1 (fr) * | 1985-07-10 | 1987-02-04 | Sepul Duchene Sa | Nouvelle composition de mortier,procede pour la mise en oeuvre de celle-ci et dispositif a cet effet |
| US5409166A (en) * | 1993-06-02 | 1995-04-25 | Natural Earth Technologies, Inc. | Battery-powered particulate spreader |
| EP1757370B8 (en) * | 2005-08-24 | 2012-03-14 | Brother Kogyo Kabushiki Kaisha | Film forming apparatus and jetting nozzle |
| PL2091661T3 (pl) * | 2006-12-05 | 2014-08-29 | Basf Se | Dysza do kontrolowanego natryskiwania stałych cząstek i sposób |
-
2009
- 2009-09-14 WO PCT/EP2009/061859 patent/WO2010031742A1/en not_active Ceased
- 2009-09-14 CN CN2009801404669A patent/CN102176976A/zh active Pending
- 2009-09-14 EP EP09782961A patent/EP2337638A1/en not_active Withdrawn
- 2009-09-14 JP JP2011526504A patent/JP2012502784A/ja active Pending
- 2009-09-14 US US13/063,075 patent/US20110166541A1/en not_active Abandoned
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4910940A (ja) * | 1972-05-01 | 1974-01-30 | ||
| JPS54165304U (ja) * | 1978-05-13 | 1979-11-20 | ||
| JPS62294800A (ja) * | 1986-06-13 | 1987-12-22 | Genyou:Kk | 吸込口に環状導気口と作動流体入口とを有する噴流ポンプ |
| JPH0441999A (ja) * | 1990-06-05 | 1992-02-12 | Hitachi Metals Ltd | ジェットポンプ |
| JPH10507967A (ja) * | 1994-10-31 | 1998-08-04 | ザ、プロクター、エンド、ギャンブル、カンパニー | 繊維性織物に適用される粒子の脈流形成方法と装置 |
| JP2002130200A (ja) * | 2000-10-27 | 2002-05-09 | Nippon Steel Corp | 真空排気用スチームエジェクタ及びその制御方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011110288A (ja) * | 2009-11-27 | 2011-06-09 | Unicharm Corp | 吸収体の製造装置、及び製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102176976A (zh) | 2011-09-07 |
| US20110166541A1 (en) | 2011-07-07 |
| WO2010031742A1 (en) | 2010-03-25 |
| EP2337638A1 (en) | 2011-06-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2012502784A (ja) | 調節可能な固体粒子提供システム | |
| US7303708B2 (en) | Super absorbent distribution system design for homogeneous distribution throughout an absorbent core | |
| JP3537825B2 (ja) | 不織性材料を製造するための調節装置を有するエアーレーイング形成ステーション | |
| CN101547743B (zh) | 固体颗粒受控的分散喷嘴和方法 | |
| JP5102582B2 (ja) | 吸収体の製造方法及び製造装置 | |
| US6416697B1 (en) | Method for obtaining a dual strata distribution of superabsorbent in a fibrous matrix | |
| US5409768A (en) | Multicomponent nonwoven fibrous web | |
| JP5049743B2 (ja) | 堆積体の製造方法及び製造装置 | |
| US6461086B1 (en) | Method and apparatus for delivering particulate material to an air stream | |
| US6533978B1 (en) | Process and apparatus for forming a stabilized absorbent web | |
| JP7787270B2 (ja) | アルカロイドを含有する材料の複数のシートを製造するための方法および装置 | |
| WO2002012605A2 (en) | Multi-chamber process and apparatus for forming a stabilized absorbent web | |
| JP5386323B2 (ja) | 吸収体の製造装置、及び製造方法 | |
| CN104010731A (zh) | 用于粒状固体的喷射器 | |
| JP6053537B2 (ja) | 開繊物の製造装置 | |
| US6202259B1 (en) | Method and apparatus for depositing particulate material in a fibrous web | |
| GB2385607A (en) | Dried singulated crosslinked cellulose pulp fibers | |
| JP2015178206A (ja) | シート製造装置及びシート製造方法 | |
| CA2884052C (en) | Method and apparatus for applying particulate | |
| RU2805907C2 (ru) | Способ и установка для производства множества листов из материала, содержащего алкалоиды | |
| CA2205903C (en) | Air laying forming station with baffle member for producing nonwoven materials | |
| JP2024525895A (ja) | 繊維から不織布材料を製造する方法及び装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120911 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120911 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20131114 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20131118 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20140214 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20140221 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20140317 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20140325 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140623 |