JP2012248638A - 太陽電池セルの接続装置及び太陽電池モジュールの組立装置 - Google Patents
太陽電池セルの接続装置及び太陽電池モジュールの組立装置 Download PDFInfo
- Publication number
- JP2012248638A JP2012248638A JP2011118461A JP2011118461A JP2012248638A JP 2012248638 A JP2012248638 A JP 2012248638A JP 2011118461 A JP2011118461 A JP 2011118461A JP 2011118461 A JP2011118461 A JP 2011118461A JP 2012248638 A JP2012248638 A JP 2012248638A
- Authority
- JP
- Japan
- Prior art keywords
- solar cell
- cell
- electric wire
- conductive film
- connection device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images







Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/0001—Technical content checked by a classifier
- H01L2924/0002—Not covered by any one of groups H01L24/00, H01L24/00 and H01L2224/00
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E10/00—Energy generation through renewable energy sources
- Y02E10/50—Photovoltaic [PV] energy
Abstract
【課題】セル及び電線に十分な加圧ができるとともに、安定してセルと電線を接続することができる。
【解決手段】太陽電池モジュールの組立装置100は、太陽電池セル1及び電線2の少なくとも一方に導電性フィルム3を貼り付ける導電性フィルム貼付ユニット103と、導電性フィルム3を用いて、太陽電池セル1と電線2を接続する圧着ユニット107と、を備える。圧着ユニット107は、太陽電池セル1の一面を複数に分割して太陽電池セル1及び電線2を加圧及び加熱する複数の加圧加熱ヘッド175と、複数の加圧加熱ヘッド175に接続され、複数の加圧加熱ヘッド175をそれぞれ独立して駆動させる複数の加圧機構177と、を有する。
【選択図】図4
【解決手段】太陽電池モジュールの組立装置100は、太陽電池セル1及び電線2の少なくとも一方に導電性フィルム3を貼り付ける導電性フィルム貼付ユニット103と、導電性フィルム3を用いて、太陽電池セル1と電線2を接続する圧着ユニット107と、を備える。圧着ユニット107は、太陽電池セル1の一面を複数に分割して太陽電池セル1及び電線2を加圧及び加熱する複数の加圧加熱ヘッド175と、複数の加圧加熱ヘッド175に接続され、複数の加圧加熱ヘッド175をそれぞれ独立して駆動させる複数の加圧機構177と、を有する。
【選択図】図4
Description
本発明は、単結晶太陽電池や多結晶太陽電池などの太陽電池の基板(セル)の表面に電線を接続する太陽電池セルの接続装置及び太陽電池モジュールの組立装置に関するものである。特に導電性フィルムを用いてセルへ電線を接続する太陽電池セルの接続装置及びこれを用いた太陽電池モジュールの組立装置に関する。
太陽電池モジュール組立工程は、単結晶太陽電池、多結晶太陽電池などの太陽電池のセル基板(以下、単に「セル」と略す。)を配線部材と接続し、一連の太陽電池回路とした後に、保護シートなどで封止して外部端子を取り付ける組立実装工程である。
この組立実装工程のうち、セルに配線部材を接続する方法としては、従来からはんだ付けが広く用いられている。鉛入りはんだは良導体であり一定の強度と耐環境信頼性を有する。しかし、近年の環境保護の観点から鉛フリーはんだを採用することが考えられているが、この鉛フリーはんだを採用した場合の信頼性の低下が問題となっていた。
そこで、導電性フィルムもしくは異方性導電フィルム(ACF:Anisotropic Conductive Film)を用いて電線とセルの接続を行うことで、熱膨張差による信頼性低下の回避を図った方法が知られている(特許文献1参照)。
一方、異方性導電フィルムは高価なため、電流密度の低い薄膜系太陽電池では配線長の全域に接続することはせず、配線の所々に異方性導電フィルムを設ける方式(個片貼り)で使用量を減らす方法も提案されている(特許文献2参照)。
一方、異方性導電フィルムは高価なため、電流密度の低い薄膜系太陽電池では配線長の全域に接続することはせず、配線の所々に異方性導電フィルムを設ける方式(個片貼り)で使用量を減らす方法も提案されている(特許文献2参照)。
導電性フィルムもしくは異方性導電フィルムを用いてセルと電線を接続するためには、導電性フィルムもしくは異方性導電フィルムを加熱して粘着性が高め、セルと電線を圧着する。さらに加熱し、導電性フィルムもしくは異方性導電フィルムを熱硬化させてセルと電線を接続する。
また、導電性粒子を含む導電性フィルムもしくは異方性導電フィルムを用いた接続では、太陽電池が必要とする十分な導通性能を得るために、従来のはんだ接合に比べて高い押圧力を必要としていた。しかしながら、セルは、場所によって厚さが異なったり、湾曲が生じたりしている。そのため、セルに厚さムラや湾曲が生じていると、十分な加圧力を安定して均一に与えることができない、という問題を有していた。
本発明の目的は、上記従来技術における実情を考慮し、セルに厚さムラや湾曲が生じていても、セル及び電線を十分な加圧力で押圧でき、安定してセルと電線を接続することができる太陽電池セルの接続装置及び太陽電池モジュールの組立装置を提供することにある。
上記課題を解決し、本発明の目的を達成するため、本発明の太陽電池セルの接続装置は、太陽電池セル及び電線を加圧及び加熱する複数の加圧加熱ヘッドと、複数の加圧加熱ヘッドに接続され、複数の加圧加熱ヘッドをそれぞれ独立して駆動させる複数の加圧機構と、を備える。
また、本発明の太陽電池モジュールの組立装置は、太陽電池セル及び電線の少なくとも一方に導電性フィルムを貼り付ける貼付ユニットと、導電性フィルムを用いて、太陽電池セルと電線を接続する太陽電池セルの接続装置と、を備える。太陽電池セルの接続装置は、太陽電池セル及び電線を加圧及び加熱する複数の加圧加熱ヘッドと、複数の加圧加熱ヘッドに接続され、複数の加圧加熱ヘッドをそれぞれ独立して駆動させる複数の加圧機構と、を有する。
本発明の太陽電池セルの接続装置及び太陽電池モジュールの組立装置によれば、セルの厚さが異なっていたり、セルに湾曲が生じていても、加圧ヘッドがセルに追従することができる。その結果、セル及び電線を十分に加圧することができ、安定してセルと電線を接続することができる。
以下、本発明の太陽電池セルの接続装置及び太陽電池モジュールの組立装置の実施形態例について、図1〜図7を参照して説明する。そして、代表的な太陽電池セルのセルストリング4の構造を、図8を用いて説明する。なお、各図において共通の部材には、同一の符号を付している。また、本発明は、以下の形態に限定されるものではない。
なお、説明は以下の順序で行う。
1.セルストリング
2.第1の実施の形態例
3.第2の実施の形態例
なお、説明は以下の順序で行う。
1.セルストリング
2.第1の実施の形態例
3.第2の実施の形態例
<1.セルストリング>
まず、代表的な太陽電池セルのセルストリング4の構造を、図8を用いて説明する。
図8は本発明の太陽電池モジュールの組立装置により製造される太陽電池セルを接続してなるセルストリングを説明する説明図である。
まず、代表的な太陽電池セルのセルストリング4の構造を、図8を用いて説明する。
図8は本発明の太陽電池モジュールの組立装置により製造される太陽電池セルを接続してなるセルストリングを説明する説明図である。
図8に示すセル1の表裏には、電極パターンが設けられている。そして、このセル1の表裏には、電線2が2本貼り付けられている。各セル1の表裏への2本の電線の貼り付けは、各電線2それぞれの数カ所に、図示しない導電性フィルムを貼り付けて行われる。例えば、電線2には、6箇所に導電性フィルムが貼り付られる。
セルストリング4は、例えば10枚のセル1が電線2によって接続されて構成される。太陽電池モジュールは、複数のセルストリング4と、複数のセルストリング4を挟む透過ガラス及びバックシートを備える。
図8に示すセルストリング4は、2本の電線を用いてセル1間を接続して構成されている。セルストリングにおけるセルの枚数、電線の本数、導電性フィルムの枚数や長さは、太陽電池モジュールの設計によって決定すべき事項である。すなわち、本発明に係るセルストリングにおいて、電線の本数を変えることや、接続箇所を表裏で別に定めるなどの変更を自在に行えることは勿論である。
<2.第1の実施の形態例>
[太陽電池モジュールの組立装置]
次に、太陽電池モジュールの組立装置について、図1〜図5を参照して説明する。
図1は本発明の第1の実施の形態例の太陽電池モジュールの組立装置(以下、「本例」という。)のレイアウトを示す概略図である。図2は本例の太陽電池モジュールの組立装置の前半部分を示す概略図、図3は本例の太陽電池モジュールの組立装置の後半部分を示す概略図である。
[太陽電池モジュールの組立装置]
次に、太陽電池モジュールの組立装置について、図1〜図5を参照して説明する。
図1は本発明の第1の実施の形態例の太陽電池モジュールの組立装置(以下、「本例」という。)のレイアウトを示す概略図である。図2は本例の太陽電池モジュールの組立装置の前半部分を示す概略図、図3は本例の太陽電池モジュールの組立装置の後半部分を示す概略図である。
本例の太陽電池モジュールの組立装置100は、図1の下段の左側から順に、電線供給ユニット101と、電線矯正ユニット102と、導電性フィルム貼付ユニット103と、切断ユニット104が配置されている。また、図1の上段部には、セル1を供給するユニットとして、セル供給ユニット105が配置されている。
さらに、図1の下段の右側(後方)には、セル供給ユニット105からセル1が供給され、セル1に電線2を接続する接続ユニット106と、セル1に電線2を圧着する圧着ユニット107と、電線2が圧着されたセル1を冷却する冷却ユニット108が配置される。また、冷却ユニット108の隣には、連鎖状に接続されたセルストリング4(図8参照)を冷却ユニット108から引き出して次工程110に引き渡すための移載装置109が配置されている。
まず、図2を参照して太陽電池モジュールの組立装置の前半部分を説明する。
[電線供給ユニット]
図2に示すように、電線供給ユニット101は、リール2cと、従動ローラ111を有している。リール2cには、2本の扁平な電線2が巻回されている。電線2の表面には、従動ローラ111が接触する。従動ローラ111は、リール2cから送り出される電線2の送り出し量を計測することができる。これにより、電線2の送り出し量を正確に管理することができる。また、従動ローラ111により計測された電線2の送り出し量に基づき図示しないサーボモータがリール2cを回転させる。このリール2cの回転により必要量の電線2が電線矯正ユニット102に送り出される。
図2に示すように、電線供給ユニット101は、リール2cと、従動ローラ111を有している。リール2cには、2本の扁平な電線2が巻回されている。電線2の表面には、従動ローラ111が接触する。従動ローラ111は、リール2cから送り出される電線2の送り出し量を計測することができる。これにより、電線2の送り出し量を正確に管理することができる。また、従動ローラ111により計測された電線2の送り出し量に基づき図示しないサーボモータがリール2cを回転させる。このリール2cの回転により必要量の電線2が電線矯正ユニット102に送り出される。
[電線矯正ユニット]
電線矯正ユニット102は、送りローラ121と、ダンサーローラ122と、巻き癖矯正ヘッド123と、送りローラ124,125を有している。ここで、電線2は、リール2cに巻回されているため、湾曲するように変形する復元力を有している。そのため、電線矯正ユニット102では、2個の送りローラ121の間に電線2の湾曲に抗してダンサーローラ122を配置している。これにより、電線の復元力に抗して電線2に適切なテンションを与えるようにすることができ、電線2の巻き癖を矯正することができる。
電線矯正ユニット102は、送りローラ121と、ダンサーローラ122と、巻き癖矯正ヘッド123と、送りローラ124,125を有している。ここで、電線2は、リール2cに巻回されているため、湾曲するように変形する復元力を有している。そのため、電線矯正ユニット102では、2個の送りローラ121の間に電線2の湾曲に抗してダンサーローラ122を配置している。これにより、電線の復元力に抗して電線2に適切なテンションを与えるようにすることができ、電線2の巻き癖を矯正することができる。
また、電線矯正ユニット102内の巻き癖矯正ヘッド123は、上下から電線2に僅かな変形を与える。これにより、電線2に生じた巻き癖が矯正される。巻き癖が矯正された電線2は送りローラ124,125で導電性フィルム貼付ユニット103に送り出される。
[導電性フィルム貼付ユニット]
電線矯正ユニット102で巻き癖が矯正された電線2は、導電性フィルム3を貼り付ける導電性フィルム貼付ユニット103に送られる。導電性フィルム貼付ユニット103は、送りローラ131と、回収ローラ132と、2つの貼付ヘッド133a,133bと、2つの駆動機構134a,134bと、2つの貼付ヘッド133a,133bに対向する2つのステージ135a,135bと、チャック136と、送り機構137を有している。2つの駆動機構134a,134bは、それぞれ貼付ヘッド133a,133bを昇降可能に支持している。
電線矯正ユニット102で巻き癖が矯正された電線2は、導電性フィルム3を貼り付ける導電性フィルム貼付ユニット103に送られる。導電性フィルム貼付ユニット103は、送りローラ131と、回収ローラ132と、2つの貼付ヘッド133a,133bと、2つの駆動機構134a,134bと、2つの貼付ヘッド133a,133bに対向する2つのステージ135a,135bと、チャック136と、送り機構137を有している。2つの駆動機構134a,134bは、それぞれ貼付ヘッド133a,133bを昇降可能に支持している。
導電性フィルム3は、テープ状であり、粘着性及び導電性を有する導電層と、この導電層の一方の面に重ねられたセパレータ(剥離紙)と有している。導電性フィルム3は、図示しない送り出しリールから送りローラ131を介して供給される。
第1の貼付ヘッド133a及び第1のステージ135aは、導電性フィルム貼付ユニット103における電線矯正ユニット102側に配置されている。また、第2の貼付ヘッド133bおよび第2のステージ135bは、導電性フィルム貼付ユニット103における切断ユニット104側に配置されている。
この導電性フィルム貼付ユニット103には、電線矯正ユニット102からセル1の長さの整数倍(例えば略2倍)分の長さの電線2が送られる。電線矯正ユニット102から送られた電線2は第1のステージ135aと第2のステージ135bに固定される。第1の貼付ヘッド133aは、電線矯正ユニット102から送られた電線2の延在方向の後半部分に上から導電性フィルム3を押し付ける。第2の貼付ヘッド133bは、電線矯正ユニット102から送られた電線2の延在方向の前半部分に下から導電性フィルム3を押し付ける。そして、押し付けられた導電性フィルム3の導電層が電線2に貼り付けられる。
一方、残ったセパレータは、回収ローラ132を介して図示しない回収リールに巻き取られる。そして、導電性フィルム3の貼り付けが終了した電線2は、チャック136で把持され、送り機構137により切断ユニット104に差し込まれる。
[切断ユニット]
切断ユニット104は、切断刃141と、チャック142と、引き込み機構143が設けられている。切断ユニット104では、まず、送り機構137によって差し込まれた電線2の先端をチャック142が受け取る。そして、チャック142が受け取った電線2を引き込み機構143が切断ユニット104内に引き込む。さらに、切断ユニット104の内部に引き込まれた電線2を切断刃141が切断する。この切断ユニット104は、電線2をセル1の長さの整数倍(例えば略2倍)の長さに切断する。その後、電線2は、接続ユニット106に送られる。
切断ユニット104は、切断刃141と、チャック142と、引き込み機構143が設けられている。切断ユニット104では、まず、送り機構137によって差し込まれた電線2の先端をチャック142が受け取る。そして、チャック142が受け取った電線2を引き込み機構143が切断ユニット104内に引き込む。さらに、切断ユニット104の内部に引き込まれた電線2を切断刃141が切断する。この切断ユニット104は、電線2をセル1の長さの整数倍(例えば略2倍)の長さに切断する。その後、電線2は、接続ユニット106に送られる。
次に、図3を参照して太陽電池モジュールの組立装置の後半部分を説明する。
[セル供給ユニット]
図3に示すように、セル供給ユニット105は、セルトレイ151と、エレベータ152と、吸着ヘッド153と、移載機構154とを備えている。セルトレイ151には、多数のセル1が積層されている。セルトレイ151の高さはエレベータ152により一定になるように制御されている。その結果、積層されたセル1の最上面の高さが一定になるように保たれている。最上のセル1は吸着ヘッド153に吸着され、吸着されたセル1は移載機構154により接続ユニット106に搬送される。
図3に示すように、セル供給ユニット105は、セルトレイ151と、エレベータ152と、吸着ヘッド153と、移載機構154とを備えている。セルトレイ151には、多数のセル1が積層されている。セルトレイ151の高さはエレベータ152により一定になるように制御されている。その結果、積層されたセル1の最上面の高さが一定になるように保たれている。最上のセル1は吸着ヘッド153に吸着され、吸着されたセル1は移載機構154により接続ユニット106に搬送される。
[接続ユニット]
接続ユニット106は、ベルトコンベア161と、ベルトコンベア161に内蔵された予熱ヒータ162と、貼付ヘッド163と、を有している。接続ユニット106では、切断ユニット104で切断された電線2の延在方向における前半部分がセル1の上に乗せられる。そして、セル1と電線2はベルトコンベア161により引き込まれる。また、電線2の延在方向における電線2の後半部分にはセル供給ユニット105から移載されたセル1が乗せられる。
接続ユニット106は、ベルトコンベア161と、ベルトコンベア161に内蔵された予熱ヒータ162と、貼付ヘッド163と、を有している。接続ユニット106では、切断ユニット104で切断された電線2の延在方向における前半部分がセル1の上に乗せられる。そして、セル1と電線2はベルトコンベア161により引き込まれる。また、電線2の延在方向における電線2の後半部分にはセル供給ユニット105から移載されたセル1が乗せられる。
そして、電線2に貼付された導電性フィルム3が予熱ヒータ162により加熱されると、導電性フィルム3の粘着性が増大する。粘着性が増大した導電性フィルム3は貼付ヘッド163により加圧され、セル1と電線2を接続する。その結果、セル1がストリング状に連結する。その後、セル1は、圧着ユニット107に引き渡される。
[圧着ユニット]
次に、図3〜図6を参照して太陽電池セルの接続装置である圧着ユニット107について説明する。
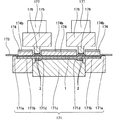
図4は本例の太陽電池セルの接続装置を示す斜視図、図5は本例の太陽電池セルの接続装置を示す断面図である。
次に、図3〜図6を参照して太陽電池セルの接続装置である圧着ユニット107について説明する。
図4は本例の太陽電池セルの接続装置を示す斜視図、図5は本例の太陽電池セルの接続装置を示す断面図である。
また、図6は本例の太陽電池セルの接続装置において太陽電池セルに圧着する動作を示す断面図である。なお、図4では、電線2を図示すると煩雑になるので省略しており、表面の導電性フィルム3のみを示している。
図3に示すように、接続ユニット106からセル1が圧着ユニット107に送られる。図4及び図5に示すように、圧着ユニット107は、加熱ステージ171と、4つの加圧加熱ヘッド175と、4つの加圧加熱ヘッド175に形成される4つの圧着刃176と、4つの加圧加熱ヘッド175を駆動させる4つの加圧機構177と、ガイド機構178(図6参照)とを備えている。また、この圧着ユニット107には、クッションシート173と、クッションシート173が巻回されたクッションリール172と、平坦化部材174が設けられている。
圧着ユニット107では、接続ユニット106から送り込まれたセル1と電線2が加熱ステージ171で加熱される。加熱ステージ171は、スライドガイド171aと、スライドベース171bと、下刃ステージ171cとから構成されている。スライドガイド171aは、セル1の搬送方向と平行なセル1の側面部を案内する。これにより、セル1の搬送方向と直交する方向への移動を規制することができる。ここで、セル1の搬送方向とは、図4の圧着ユニット107内における矢印が指す方向をいう。
スライドガイド171aによりガイドされたセル1はスライドベース171bを通って搬送される。図5に示すように、下刃ステージ171cは、セル1が圧着される位置に到着すると、予め設定された高さまで移動し、電線2をセル1の裏面側から支持する。このとき、下刃ステージ171cに形成されている溝171dに電線2が配置される。これにより、電線2がセル1の搬送方向と直交する方向にずれることがなくなり、電線2を安定してセル1に接続することができる。
セル1及び電線2には、クッションリール172から送り出されたクッションシート173が覆われる。クッションシート173は、例えばシリコンゴムから構成される。このクッションシート173は、圧着刃176と、電線2との間に設けられている。このとき、セル1と電線2を接続する際に、クッションシート173を介してセル1及び電線2が加圧されてクッションシート173が変形し、セルの厚さの差異や、セルの湾曲に対して、セルに追従することができる。その結果、セル1及び電線2を十分に加圧することができる。
さらに、クッションシート173の上には、平坦化部材174が押し当てられる。この平坦化部材174は、クッションシート173を介してセル1を加熱ステージ171に押し付ける。これにより、セル1の反りを均等に矯正し、セル1が浮き上がることが防止することができる。
平坦化部材174におけるセル1と対向する面と反対側にある面には、ラバーヒータ174bが設けられている。ラバーヒータ174bは、電線2が配置される部分以外のセル1と対向する。また、このラバーヒータ174bは、導電性フィルム3の貼り付け温度と同じ温度に設定され、平坦化部材174を加熱する。その結果、セル1及び電線2の圧着部分と圧着部分以外の場所との温度差は小さくなるとともに、急加熱や部分加熱による温度ムラを抑止することができる。
加圧加熱ヘッド175には、セル1及び電線2を加熱し押圧する圧着刃176と、加圧加熱ヘッド175を駆動させる加圧機構177と、を有している。圧着刃176は、加圧加熱ヘッド175に形成されている。また、加圧機構177は、加圧加熱ヘッド175をはさんで圧着刃176の反対側に設けられている。加圧加熱ヘッド175は、加圧機構177に揺動可能に支持されている。
図4に示すように、4つの加圧加熱ヘッド175は、セル1の一面に対してセル1に接続された電線2が延在する方向に2つ、この延在方向と直交する方向に2つ配置されている。すなわち、セル1の一面を4つに分割するように、4つの加圧加熱ヘッド175が配置される。
加圧加熱ヘッド175を4つに分割し、4つの加圧機構177により個別に支持することで、部分的な厚さのムラに加圧加熱ヘッド175を追従させることができる。その結果、セル1及び電線2への加圧ムラがなくなり、良好な加圧が可能となる。また、セル1に接続される電線2の延在方向に沿って加圧加熱ヘッド175を2つに分割したことにより、さらに効果的にセル1の厚さの誤差を吸収することができる。
なお、本例では、加圧加熱ヘッド175が4つ設けられているが、これに限定されない。セル1の反りや電線2の本数等に応じて、加圧加熱ヘッド175の数を任意に決定することができ、例えば、加圧加熱ヘッドを2〜8つとすることができる。また、電線2に貼付された導電性フィルム3と対応する位置に加圧加熱ヘッドを配置してもよい。
図6(a)に示すように、ガイド機構178は、ガイド部材178aと、ガイドバー178bから構成される。ガイド部材178aは、圧着ユニット107の筐体に固定されている。また、ガイドバー178bは、加圧加熱ヘッド175の両端に設けられている。このガイド部材178aには、貫通孔が設けられており、この貫通孔には、ガイドバー178bが貫通している。そして、加圧機構177が駆動すると、加圧加熱ヘッド175はガイド機構178に沿って昇降移動する。
ここで、ガイドバー178bとガイド部材178aの貫通孔には、隙間が設けられている。ガイドバー178bを加圧加熱ヘッド175の両端に設け、かつ、ガイドバー178bとガイド部材178aとの隙間によって、加圧加熱ヘッド175は傾斜することができる。その結果、加圧加熱ヘッド175は、セル1の傾斜や湾曲に追従して傾斜する。圧着ユニット107で圧着されたセル1及び電線2は冷却ユニット108に送られる。
なお、ガイド機構178には、ボールブッシュが用いられるが、これに限定されるものではなく、例えば、すべり軸受等を用いてもよい。
[冷却ユニット]
図3に示すように、冷却ユニット108には、コンベア181と、徐冷ヒータ182とが設けられている。
徐冷ヒータ182は、コンベア181に内蔵されている。冷却ユニット108に送り込まれたセル1及び電線2は、コンベア181により冷却ユニット108に引き込まれ、予め設定された枚数のセル1が連結されるまで自然放冷される。
図3に示すように、冷却ユニット108には、コンベア181と、徐冷ヒータ182とが設けられている。
徐冷ヒータ182は、コンベア181に内蔵されている。冷却ユニット108に送り込まれたセル1及び電線2は、コンベア181により冷却ユニット108に引き込まれ、予め設定された枚数のセル1が連結されるまで自然放冷される。
[移載装置]
自然放冷されたセル1は移載装置109により搬出される。移載装置109は、吸着ヘッド191と、移載機構192,193,194とを備えている。設定された枚数のセル1が連結されると、吸着ヘッド191により吸着される。そして、吸着されたセル1は、移載機構192,193,194により搬出され、ここでは図示しない次工程110に送られる。
自然放冷されたセル1は移載装置109により搬出される。移載装置109は、吸着ヘッド191と、移載機構192,193,194とを備えている。設定された枚数のセル1が連結されると、吸着ヘッド191により吸着される。そして、吸着されたセル1は、移載機構192,193,194により搬出され、ここでは図示しない次工程110に送られる。
次に、上述した構成を有する圧着ユニット107の動作について図6(a)及び図6(b)を参照して説明する。
図6(a)に示すように、加圧機構177が駆動する前は、加圧加熱ヘッド175がセル1から離れた位置に配置される。
図6(b)に示すように、加圧機構177が駆動すると、図示しないヒータにより昇温された加圧加熱ヘッド175はガイド機構178に沿って降下する。そして、加圧加熱ヘッド175に設けられた圧着刃176がクッションシート173を介して加熱ステージ171上のセル1及び電線2を熱硬化温度まで昇温して押圧する(図5参照)。これにより、導電性フィルム3が熱硬化するとともに、セル1及び電線2が加圧されるため、安定してセル1及び電線2が接続される。
上述したように加圧加熱ヘッド175は、加圧機構177に揺動可能に接続されている。そして、図4に示すように、加圧加熱ヘッド175を4つ設け、セル1の一面を4つに分割して加圧加熱している。また、4つの加圧加熱ヘッド175は4つの加圧機構177と、それぞれのガイド機構178によって独立して制御されている。そのため、セル1の部分的な厚さのムラや傾斜に対して加圧加熱ヘッド175を追従させることができる。これにより、セル1を十分に加圧することができる。
次に、加圧及び加熱が終わると、加圧機構177が駆動し、加圧加熱ヘッド175はガイド機構178に沿って上昇する。そのため、加圧加熱ヘッド175は、セル1及び電線2から離反し、セル1の圧着が完了する。セル1への圧着が終わると、圧着ユニット107で圧着されたセル1及び電線2は冷却ユニット108に送られる。
<3.第2の実施の形態例>
次に、図7を参照して本発明の太陽電池モジュールの組立装置の第2の実施の形態例について説明する。
図7(a)は本発明の第2の実施の形態例の太陽電池モジュールの組立装置にかかる導電性フィルム貼付部を示す平面図であり、図7(b)は本発明の第2の実施の形態例の太陽電池モジュールの組立装置にかかる導電性フィルム貼付部を示す立面図である。
次に、図7を参照して本発明の太陽電池モジュールの組立装置の第2の実施の形態例について説明する。
図7(a)は本発明の第2の実施の形態例の太陽電池モジュールの組立装置にかかる導電性フィルム貼付部を示す平面図であり、図7(b)は本発明の第2の実施の形態例の太陽電池モジュールの組立装置にかかる導電性フィルム貼付部を示す立面図である。
第2の実施の形態例にかかる太陽電池モジュールの組立装置200が第1の実施の形態例に係る太陽電池モジュールの組立装置100と異なるところは、導電性フィルム貼付部である。ここでは、導電性フィルム貼付部に関連する事項について説明し、第1の実施の形態例にかかる太陽電池モジュールの組立装置100と共通する部分には同一の符号を付して重複した説明を省略する。
第2の実施の形態例にかかる太陽電池モジュールの組立装置200は、電線2に予め導電性フィルム3を貼るのではなく、セル1に導電性フィルム3を貼るものである。
図7(a)及び図7(b)に示すように、第2の実施の形態例にかかる太陽電池モジュールの組立装置200では、セル1の移載に、吸着ヘッド201、移載機構203,204が用いられる。吸着ヘッド201がセル1を吸着し、移載機構203,204によりセル1は搬送される。
図7(a)及び図7(b)に示すように、第2の実施の形態例にかかる太陽電池モジュールの組立装置200では、セル1の移載に、吸着ヘッド201、移載機構203,204が用いられる。吸着ヘッド201がセル1を吸着し、移載機構203,204によりセル1は搬送される。
セル1の表裏両面に同時に導電性フィルム3を貼り付けるため、まず、セル押さえ205でセル1の上下方向から挟んで空中に保持する。そして、貼付ヘッド233がセル1の上下方向から図示しない送り出しリールから送りローラ231を介して供給される導電性フィルム3を押し付けてセル1に同時に貼る。このとき、残ったセパレータは、回収ローラ232を介して図示しない回収リールに巻き取られる。また、この第2の実施の形態例にかかる太陽電池モジュールの組立装置200では、次のステージで上下一対の導電性フィルム確認カメラ202により導電性フィルムの貼付を確認している。
第2の実施例によれば、平坦なセル1に導電性フィルム3を貼り付けることができる。そのため、片側が盛り上がった半丸型の電線や、厚く防錆メッキして中太に膨らんだ電線などの異形線を用いることもできる。
その他の構成は、上述した第1の実施の形態例にかかる太陽電池モジュールの組立装置100と同様であるため、それらの説明は省略する。このような構成を有する太陽電池モジュールの組立装置によっても、上述した第1の実施の形態例にかかる太陽電池モジュールの組立装置100と同様の作用及び効果を得ることができる。
なお、本発明は上述しかつ図面に示した実施の形態に限定されるものではなく、特許請求の範囲に記載した発明の要旨を逸脱しない範囲内で種々の変形実施が可能である。
1…セル(太陽電池セル)、 2…電線、 3…導電性フィルム、 4…セルストリング、 100,200…太陽電池モジュールの組立装置、 101…電線供給ユニット、 102…電線矯正ユニット、 103…導電性フィルム貼付ユニット、 104…切断ユニット、 105…セル供給ユニット、 106…接続ユニット、 107…圧着ユニット(太陽電池セルの接続装置)、 108…冷却ユニット、 109…移載装置、 133a,133b…貼付ヘッド、 134a,134b…駆動機構、 141…切断刃、 162…予熱ヒータ、 163…貼付ヘッド、 171…加熱ステージ、 172…クッションリール、 173…クッションシート、 174…平坦化部材、 174b…ラバーヒータ、 175…加圧加熱ヘッド、 176…圧着刃、 177…加圧機構、 178…ガイド機構、 178a…ガイド部材、 178b…ガイドバー、 202…導電性フィルム確認カメラ
Claims (7)
- 太陽電池セルに電線を接続する太陽電池セルの接続装置において、
前記太陽電池セル及び前記電線を加圧及び加熱する複数の加圧加熱ヘッドと、
前記複数の加圧加熱ヘッドに接続され、前記複数の加圧加熱ヘッドをそれぞれ独立して駆動させる複数の加圧機構と、
を備える太陽電池セルの接続装置。 - 前記複数の加圧加熱ヘッドは、前記太陽電池セルに接続される前記電線が延在する方向に沿って前記太陽電池セルの一面を分割して加圧及び加熱する
請求項1に記載の太陽電池セルの接続装置。 - 前記加圧加熱ヘッドには、前記加圧加熱ヘッドの移動を案内するガイド機構が設けられる請求項1記載の太陽電池セルの接続装置。
- 前記加圧加熱ヘッドに設けられた圧着刃と前記電線との間にクッションシートを設けた請求項1記載の太陽電池セルの接続装置。
- 前記クッションシートは、弾性体から構成される請求項3記載の太陽電池セルの接続装置。
- 前記加圧加熱ヘッドには、前記電線が配置される部分以外の前記太陽電池セルと対向する加熱部材をさらに備えた請求項1記載の太陽電池セルの接続装置。
- 太陽電池セルに電線を接続して実装組立する太陽電池モジュールの組立装置において、
前記太陽電池セル及び前記電線の少なくとも一方に導電性フィルムを貼り付ける貼付ユニットと、
前記導電性フィルムを用いて、前記太陽電池セルと前記電線を接続する太陽電池セルの接続装置と、を備え、
前記太陽電池セルの接続装置は、
前記太陽電池セル及び前記電線を加圧及び加熱する複数の加圧加熱ヘッドと、
前記複数の加圧加熱ヘッドに接続され、前記複数の加圧加熱ヘッドをそれぞれ独立して駆動させる複数の加圧機構と、
を有する太陽電池モジュールの組立装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011118461A JP2012248638A (ja) | 2011-05-26 | 2011-05-26 | 太陽電池セルの接続装置及び太陽電池モジュールの組立装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011118461A JP2012248638A (ja) | 2011-05-26 | 2011-05-26 | 太陽電池セルの接続装置及び太陽電池モジュールの組立装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012248638A true JP2012248638A (ja) | 2012-12-13 |
Family
ID=47468845
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011118461A Withdrawn JP2012248638A (ja) | 2011-05-26 | 2011-05-26 | 太陽電池セルの接続装置及び太陽電池モジュールの組立装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012248638A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI649889B (zh) * | 2014-10-27 | 2019-02-01 | 南韓商杰宜斯科技有限公司 | 串接裝置之夾具 |
| CN109994571A (zh) * | 2019-04-03 | 2019-07-09 | 杭州中为光电技术有限公司 | 一种背接触太阳能电池板的生产方法及生产设备 |
| CN115662915A (zh) * | 2022-12-07 | 2023-01-31 | 四川富美达微电子有限公司 | 一种引线框架矫形检测组件及装置 |
-
2011
- 2011-05-26 JP JP2011118461A patent/JP2012248638A/ja not_active Withdrawn
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI649889B (zh) * | 2014-10-27 | 2019-02-01 | 南韓商杰宜斯科技有限公司 | 串接裝置之夾具 |
| CN109994571A (zh) * | 2019-04-03 | 2019-07-09 | 杭州中为光电技术有限公司 | 一种背接触太阳能电池板的生产方法及生产设备 |
| CN115662915A (zh) * | 2022-12-07 | 2023-01-31 | 四川富美达微电子有限公司 | 一种引线框架矫形检测组件及装置 |
| CN115662915B (zh) * | 2022-12-07 | 2023-06-02 | 四川富美达微电子有限公司 | 一种引线框架矫形检测组件及装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI375843B (ja) | ||
| JP4964043B2 (ja) | 接合膜貼付装置 | |
| JP5885829B2 (ja) | ストリング配線装置および配線方法ならびに太陽電池モジュール製造装置および製造方法 | |
| JP5101409B2 (ja) | 太陽電池素子の接続方法及び接続装置 | |
| TW200926324A (en) | ACF paste device and flat panel display | |
| TW200931550A (en) | ACF paste device, manufacturing device of flat panel display and flat panel display | |
| JP2011151334A (ja) | 太陽電池モジュールの製造方法 | |
| WO2010084728A1 (ja) | 粘着テープ貼付装置及び圧着装置 | |
| JP2012099576A (ja) | 結晶系太陽電池セルの接続方法および結晶系太陽電池モジュール組立装置 | |
| JP2012248638A (ja) | 太陽電池セルの接続装置及び太陽電池モジュールの組立装置 | |
| JP5315273B2 (ja) | Fpdモジュールの組立装置 | |
| JP5185898B2 (ja) | 太陽電池用タブ線の貼付装置及びその貼付方法 | |
| JP2012248639A (ja) | 導電性フィルム貼付ユニット及び太陽電池モジュール組立装置 | |
| KR101285698B1 (ko) | 도전성 필름 부착 장치, 결정계 태양 전지 모듈 조립 장치 및 결정계 태양 전지 셀의 접속 방법 | |
| CN115917762A (zh) | 电池串、电池组件、电池串的制造装置及制造方法 | |
| JP5259564B2 (ja) | Fpdモジュールの組立装置および組立方法 | |
| CN115881854A (zh) | 背接触电池串的制备装置及制串方法 | |
| JP2013012540A (ja) | 導電性フィルムの貼付装置及び太陽電池モジュールの組立装置 | |
| JP2013138141A (ja) | 導電性フィルムのセパレータ剥離装置及び太陽電池モジュール組立装置 | |
| JP4821551B2 (ja) | 電子部品圧着方法及び装置 | |
| JP2011014790A (ja) | Acf貼付装置及び貼付方法 | |
| JP2013012586A (ja) | 圧着ユニット及び太陽電池モジュール組立装置 | |
| JP5424976B2 (ja) | Fpdモジュールの組立装置 | |
| JP2006264906A (ja) | テープ貼込装置 | |
| JP2012222162A (ja) | 結晶系太陽電池セルの接続方法及び結晶系太陽電池モジュール組立装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Application deemed to be withdrawn because no request for examination was validly filed |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20140805 |