JP2012240318A - 成形品の製造方法 - Google Patents
成形品の製造方法 Download PDFInfo
- Publication number
- JP2012240318A JP2012240318A JP2011113089A JP2011113089A JP2012240318A JP 2012240318 A JP2012240318 A JP 2012240318A JP 2011113089 A JP2011113089 A JP 2011113089A JP 2011113089 A JP2011113089 A JP 2011113089A JP 2012240318 A JP2012240318 A JP 2012240318A
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- outer peripheral
- peripheral frame
- molded article
- mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 37
- 230000002093 peripheral effect Effects 0.000 claims abstract description 114
- 229920003002 synthetic resin Polymers 0.000 claims description 27
- 239000000057 synthetic resin Substances 0.000 claims description 27
- 238000000034 method Methods 0.000 claims description 19
- 238000002347 injection Methods 0.000 claims description 18
- 239000007924 injection Substances 0.000 claims description 18
- 229920005989 resin Polymers 0.000 claims description 13
- 239000011347 resin Substances 0.000 claims description 13
- 238000000465 moulding Methods 0.000 abstract description 14
- 230000037303 wrinkles Effects 0.000 abstract description 12
- -1 polyethylene terephthalate Polymers 0.000 description 10
- 239000002184 metal Substances 0.000 description 8
- 229920005992 thermoplastic resin Polymers 0.000 description 6
- 239000004952 Polyamide Substances 0.000 description 4
- 239000004734 Polyphenylene sulfide Substances 0.000 description 4
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 229920002647 polyamide Polymers 0.000 description 4
- 239000005020 polyethylene terephthalate Substances 0.000 description 4
- 229920000139 polyethylene terephthalate Polymers 0.000 description 4
- 229920000069 polyphenylene sulfide Polymers 0.000 description 4
- 239000004743 Polypropylene Substances 0.000 description 3
- 238000001746 injection moulding Methods 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 239000000123 paper Substances 0.000 description 3
- 229920002492 poly(sulfone) Polymers 0.000 description 3
- 229920001955 polyphenylene ether Polymers 0.000 description 3
- 229920001155 polypropylene Polymers 0.000 description 3
- 229930040373 Paraformaldehyde Natural products 0.000 description 2
- 239000004696 Poly ether ether ketone Substances 0.000 description 2
- 239000004697 Polyetherimide Substances 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- 239000004642 Polyimide Substances 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 239000000470 constituent Substances 0.000 description 2
- 239000010410 layer Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 229920001652 poly(etherketoneketone) Polymers 0.000 description 2
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 2
- 229920001230 polyarylate Polymers 0.000 description 2
- 229920001707 polybutylene terephthalate Polymers 0.000 description 2
- 239000004417 polycarbonate Substances 0.000 description 2
- 229920000515 polycarbonate Polymers 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 239000004645 polyester resin Substances 0.000 description 2
- 229920001225 polyester resin Polymers 0.000 description 2
- 229920002530 polyetherether ketone Polymers 0.000 description 2
- 229920001601 polyetherimide Polymers 0.000 description 2
- 239000011112 polyethylene naphthalate Substances 0.000 description 2
- 229920001721 polyimide Polymers 0.000 description 2
- 229920001470 polyketone Polymers 0.000 description 2
- 239000004926 polymethyl methacrylate Substances 0.000 description 2
- 229920006324 polyoxymethylene Polymers 0.000 description 2
- 229920002215 polytrimethylene terephthalate Polymers 0.000 description 2
- 229920008285 Poly(ether ketone) PEK Polymers 0.000 description 1
- 229920012266 Poly(ether sulfone) PES Polymers 0.000 description 1
- 239000004721 Polyphenylene oxide Substances 0.000 description 1
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 239000002270 dispersing agent Substances 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 150000002825 nitriles Chemical class 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 1
- 229920002312 polyamide-imide Polymers 0.000 description 1
- 229920000412 polyarylene Polymers 0.000 description 1
- 229920001748 polybutylene Polymers 0.000 description 1
- 229920000570 polyether Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920005672 polyolefin resin Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- 239000004034 viscosity adjusting agent Substances 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
Images









Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
【課題】インサート成形でシートの周縁に外周枠を配設して成形品とした場合に、シートにしわや外観不良がなく、製品価値及び美観等も良好な成形品の製造方法を提供すること。
【解決手段】本発明に係る成形品の製造方法によれば、インサート成形でシートの周縁に外周枠を配設して成形品を成形するにあたり、外周枠におけるシートの周縁と直接繋がる部分について、水平方向に対して角度αが1〜60°となるように、かかる成形品を成形する金型2について、外周枠を配設するための第1外周枠形成部23が、水平方向に対して角度αが1〜60°となるように形成されている。これにより、シートを断面視円弧状(アーチ状)に膨らませてシートのひずみ等を開放させて逃し、シートにしわ等が発生することを防止することができるため、製品価値や美観に優れた成形品を提供することができる。
【選択図】図5
【解決手段】本発明に係る成形品の製造方法によれば、インサート成形でシートの周縁に外周枠を配設して成形品を成形するにあたり、外周枠におけるシートの周縁と直接繋がる部分について、水平方向に対して角度αが1〜60°となるように、かかる成形品を成形する金型2について、外周枠を配設するための第1外周枠形成部23が、水平方向に対して角度αが1〜60°となるように形成されている。これにより、シートを断面視円弧状(アーチ状)に膨らませてシートのひずみ等を開放させて逃し、シートにしわ等が発生することを防止することができるため、製品価値や美観に優れた成形品を提供することができる。
【選択図】図5
Description
本発明は、成形品の製造方法に関する。さらに詳しくは、樹脂シート等のシートの周縁に、射出成形された合成樹脂により外周枠を形成することによりなる成形品の製造方法に関する。
所定の部材と合成樹脂を一体化する手段としては、インサート成形法が知られている。かかるインサート成形法は、合成樹脂と一体化する対象となる部材を射出成形金型の内部にセットし、型締めした後、金型内に合成樹脂を射出・充填し、冷却・固化するものである。また、かかるインサート成形法は、樹脂シートの周縁に合成樹脂からなるフランジ等の外周枠を形成する手段としても用いられている(例えば、特許文献1や特許文献2を参照。)。
しかしながら、従来の製法では、インサート成形でシートの周縁にフランジ等の外周枠を形成するにあたっては、シートが比較的薄い場合にはシートにしわや外観不良(以下、しわ等とする場合もある。)が形成されてしまい、成形品の製品価値を低下させるとともに、美観を損ねることになっていた。特に、シートに印刷が施されている場合には、製品価値や美観の低下は顕著であった。
本発明の目的は、前記の課題に鑑みてなされたものであり、インサート成形でシートの周縁にフランジ等の外周枠を配設して成形品とした場合に、シートにしわや外観不良がなく、製品価値及び美観等も良好な成形品の製造方法を提供することにある。
前記の課題を解決するために、本発明に係る成形品の製造方法は、シートを射出成形金型の内部に配置し、前記射出成形金型を閉じ、前記シートの周縁に、射出成形された合成樹脂により外周枠を配設することによりなる成形品の製造方法であって、前記外周枠における前記シートの周縁と直接繋がる部分を、水平方向に対して角度αが1〜60°となるように形成することを特徴とする。
本発明に係る成形品の製造方法は、前記した本発明において、前記外周枠が、前記シートの周縁と直接繋がる第1外周枠と、前記第1外周枠と連接され、下方に延びるように形成される第2外周枠を含むことを特徴とする。
本発明に係る成形品の製造方法は、前記した本発明において、前記角度αが5〜45°であることを特徴とする。
本発明に係る成形品の製造方法は、前記した本発明において、前記シートが樹脂シートであり、前記樹脂シートを構成する合成樹脂と、前記外周枠を構成する前記合成樹脂が共通することを特徴とする。
本発明に係る成形品の製造方法は、前記した本発明において、前記シートに印刷処理が施されていることを特徴とする。
本発明に係る成形品の製造方法は、インサート成形でシートの周縁に外周枠を配設した場合であっても、シートの周縁と直接繋がる部分について水平方向に対して所定の角度を付けることで、射出成形される外周枠が固化する際の熱収縮に対して、断面視円弧状(アーチ状)に膨らませてシートのひずみ等を開放させて逃すことにより、シートにしわや外観不良が発生することを防止し、製品価値及び美観等も良好な製造方法となり、また、成形品の表面に綺麗な印刷面を現すことができるため、装飾性にも優れた成形品を提供することができる。
(A)第1実施形態:
以下、本発明の実施形態の例を図面に基づいて説明する。
以下、本発明の実施形態の例を図面に基づいて説明する。
(I)容器の蓋体1の構成:
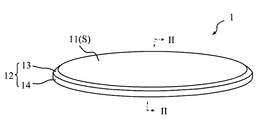
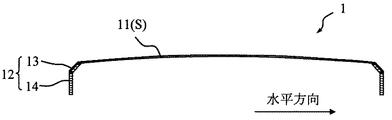
図1ないし図4を用いて、本発明に係る成形品1の製造方法(以下、単に「製造方法」とする場合もある。)で得られる成形品1の一例である容器の蓋体1の構成を説明する。図1は本発明に係る製造方法で得られた容器の蓋体1の一態様を示した斜視図、図2は図1のII−II断面図、図3は図2の部分拡大図、図4は蓋体1を容器Xに取り付けた状態を示した斜視図、をそれぞれ示す。ここで、1は蓋体(成形品)、11は蓋面、12は外周枠、13は第1外周枠、14は第2外周枠、Sはシート、Xは容器、をそれぞれ示す。
図1ないし図4を用いて、本発明に係る成形品1の製造方法(以下、単に「製造方法」とする場合もある。)で得られる成形品1の一例である容器の蓋体1の構成を説明する。図1は本発明に係る製造方法で得られた容器の蓋体1の一態様を示した斜視図、図2は図1のII−II断面図、図3は図2の部分拡大図、図4は蓋体1を容器Xに取り付けた状態を示した斜視図、をそれぞれ示す。ここで、1は蓋体(成形品)、11は蓋面、12は外周枠、13は第1外周枠、14は第2外周枠、Sはシート、Xは容器、をそれぞれ示す。
図1ないし図4に示すように、本発明の製造方法で得られる成形品1である容器の蓋体1(以下、単に「蓋体1」とする場合もある。)は、容器Xの開口部を上方から覆うように取り付けられ、平面視略楕円形のシートSが蓋面11を構成し、また、蓋面11の周縁には、合成樹脂が射出成形されて形成される外周枠12が配設されている。
蓋面11の周縁に配設される外周枠12は、本実施形態にあっては、蓋面11の周縁の下面(容器の蓋体1としたときに容器Xの内部に現れる面のこと。以下同じ。)に、第1外周枠13が連接されることにより直接繋がり、かかる第1外周枠13と連接され、下方に延びるように第2外周枠14が、第1外周枠13と第2外周枠14とが一体化されて配設されている。また、図2及び図3に示すように、蓋面11の周縁と直接繋がる第1外周枠13(第1外周枠13における容器Xの内部に現れる面(内面))は、水平方向(図2及び図3の矢印方向)に対して、角度αが1〜60°となるように形成されており、図2に示すように、蓋面11(シートS)は断面視円弧状(アーチ状)に膨らんだ状態で成形されている。
図1ないし図4に示す蓋体1は、シートSからなる蓋面11の周縁に外周枠12(第1外周枠13及び第2外周枠14)が射出成形により形成され、一体化されているが、シートSからなる蓋面11及び射出成形により成形される外周枠12を構成する材料として使用できる合成樹脂としては、熱加工性が良好であり、シート化及び射出成形可能な従来公知の熱可塑性樹脂の中から適宜選択して決定すればよい。なお、本発明において、「シート」は、比較的薄手の「フィルム」も含む概念であり、例えば、0.05〜5.0mmのものを使用することができ、0.1〜1.0mmのものが好ましく、0.1〜0.5mmのものが特に好ましい。
使用できる熱可塑性樹脂としては、例えば、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリトリメチレンテレフタレート(PTT)、ポリエチレンナフタレート(PEN)、液晶ポリエステル等のポリエステル系樹脂や、ポリエチレン(PE)、ポリプロピレン(PP)、ポリブチレン等のポリオレフィンや、スチレン系樹脂、ウレタン樹脂等が挙げられる。
また、これらの樹脂の他に、ポリオキシメチレン(POM)、ポリアミド(PA)、ポリカーボネート(PC)、ポリメチルメタクリレート(PMMA)、ポリ塩化ビニル(PVC)、ポリフェニレンスルフィド(PPS)、ポリフェニレンエーテル(PPE)、変性PPE、ポリイミド(PI)、ポリアミドイミド(PAI)、ポリエーテルイミド(PEI)、ポリスルホン(PSU)、変性PSU、ポリエーテルスルホン(PES)、ポリケトン(PK)、ポリエーテルケトン(PEK)、ポリエーテルエーテルケトン(PEEK)、ポリエーテルケトンケトン(PEKK)、ポリアリレート(PAR)、ポリエーテルニトリル(PEN)等が挙げられる。
これらの熱可塑性樹脂は、1種類を単独で使用してもよく、また、2種類以上を組み合
わせて使用してもよい。また、複数の熱可塑性樹脂により構成されたいわゆるブレンドポ
リマーとしてもよい。また、熱可塑性樹脂は、前記した樹脂の共重合体や変性体を用いる
ようにしてもよい。
わせて使用してもよい。また、複数の熱可塑性樹脂により構成されたいわゆるブレンドポ
リマーとしてもよい。また、熱可塑性樹脂は、前記した樹脂の共重合体や変性体を用いる
ようにしてもよい。
これらの熱可塑性樹脂については、コスト、成形性及び軽量性の観点から、ポリオレフィン系樹脂やポリエステル系樹脂が好ましく、例えば、ポリプロピレン樹脂やポリエチレンテレフタレート(PET)等が挙げられる。また、成形品の強度および耐衝撃性の観点から、ポリアミド(PA)とポリエステルが好ましく用いられる。また、耐熱性および耐薬品性の観点から、ポリアリーレンスルフィド、中でもポリフェニレンスルフィド(PPS)が好ましく用いられる。成形品外観及び寸法安定性の観点から、ポリカーボネート(PC)やスチレン系樹脂が特に好ましく用いられる。
なお、蓋面11となるシートSとしては、前記した合成樹脂のほか、パルプ、紙、不織
布、金属薄板等を使用することができる。一方、図1ないし図3に示す蓋体1に代表される本発明の製造方法により得られる成形品1として、シートを合成樹脂とする場合にあっては、シートSと外周枠12の構成材料は、共通するものを使用することが好ましい。シートSと外周枠12の構成材料として共通する合成樹脂を用いることにより、シートSと外周枠12のなじみがよくなり、接合強度等が良好なものとなる。
布、金属薄板等を使用することができる。一方、図1ないし図3に示す蓋体1に代表される本発明の製造方法により得られる成形品1として、シートを合成樹脂とする場合にあっては、シートSと外周枠12の構成材料は、共通するものを使用することが好ましい。シートSと外周枠12の構成材料として共通する合成樹脂を用いることにより、シートSと外周枠12のなじみがよくなり、接合強度等が良好なものとなる。
また、蓋面11となるシートSには、あらかじめ、絵柄や模様等の印刷処理を施すことができる。本発明の製造方法にあっては、シートSにあらかじめ印刷処理を施した状態であっても、シートSにしわ等が発生することを防止することができるので、成形品1(本実施形態にあっては蓋体1)に絵柄や模様等が明確かつ鮮明に現れ、また、シートSの全面に印刷処理を施すことが可能となる。さらに、シートSとして、いわゆる3Dシートを使用するようにしてもよい。3Dシートを使用することにより、シートSが断面視円弧状(アーチ状)となることと併せ、視覚効果に優れた成形品1を提供することができる。
なお、これらの熱可塑性樹脂には、本発明の目的、効果を損なわない範囲内において、
添加剤を適宜添加するようにしてもよい。使用できる添加剤としては、例えば、分散剤、
安定化剤、粘度調整剤等が挙げられる。
添加剤を適宜添加するようにしてもよい。使用できる添加剤としては、例えば、分散剤、
安定化剤、粘度調整剤等が挙げられる。
(II)容器の蓋体1(成形品1)の製造方法:
次に、本実施形態に係る成形品1である容器の蓋体1の製造方法について説明する。前記した図1ないし図4に示した成形品1である容器の蓋体1を得るには、射出成形金型2の内部にシートSを配置し、金型2を閉じて蓋面11となるシートSを固定した状態で、溶融状態の合成樹脂を射出して流し込み、シートS(蓋面11)の外周枠12を形成するように充填し、合成樹脂を冷却固化させるようにすればよい。
次に、本実施形態に係る成形品1である容器の蓋体1の製造方法について説明する。前記した図1ないし図4に示した成形品1である容器の蓋体1を得るには、射出成形金型2の内部にシートSを配置し、金型2を閉じて蓋面11となるシートSを固定した状態で、溶融状態の合成樹脂を射出して流し込み、シートS(蓋面11)の外周枠12を形成するように充填し、合成樹脂を冷却固化させるようにすればよい。
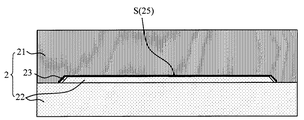
図5ないし図7は、本実施形態に係る容器の蓋体1を製造する射出成形金型2(以下、単に「金型2」とする場合もある。)を示した図であり、図5は金型を閉めた状態の部分拡大図、図6は金型2を開いた状態、図7は金型2を閉じた状態(シートSを固定)、を示した図である。ここで、金型2において、21は固定金型、22は移動金型、をそれぞれ示す。
図5に示すように、固定金型21と移動金型22には、蓋面11となるシートSを金型2の内部で載置固定するための空間(シート固定部25)と、シートSの周縁に外周枠12(第1外周枠13、第2外周枠14)を配設するための空間(第1外周枠形成部23及び第2外周枠形成部24)が形成されている。
第1外周枠形成部23は、成形時に蓋面11となるシートSを金型2の内部に載置固定した際に、シートSの周縁が入り込み(図6及び図7参照)、合成樹脂を充填することにより、シートSの周縁の下面に連接されて第1外周枠13が配設されて、シートSの周縁と外周枠12(第1外周枠13)が直接繋がり、シートSと外周枠12が一体化されることになる。
シート固定部25と直接繋がり、第1外周枠13を配設するための第1外周枠形成部23は、水平方向(例えば、図5ないし図7に示す金型2における固定金型21と移動金型22の合わせ面(接する面)に水平な方向。以下図11、図12について同じ。)に対して、角度αが1〜60°となるように、水平方向に対して傾きが付けられて形成されている。溶融した合成樹脂を導入し、冷却固化して外周枠12を形成するにあたって、蓋面11を構成するシートSも収縮してしわ等が生じることになるが、シート固定部25と直接繋がり、第1外周枠13を配設するための第1外周枠形成部23を、水平方向に対して角度αが1〜60°としている。インサート成形でシートSの周縁に外周枠12を配設した場合におけるシートSのしわや外観不良の原因は、射出成形される外周枠12が固化する際の熱収縮が原因と考えられるが、シートSの周縁と直接繋がる第1外周枠13を形成する第1外周枠形成部23について水平方向に対して所定の角度を付けることで、射出成形される外周枠12が固化する際の熱収縮に対して、シートSが載置されるシート固定部25は平坦(フラット)である一方、断面視円弧状(アーチ状)に膨らませてシートSのひずみ等を開放させて逃し、シートS(蓋面11)にしわ等が発生することを防止することができる。なお、シートSが断面視円弧状(アーチ状)と膨らむことについては、角度αを小さくするに従って緩やかな円弧状となるが、シートSをしわがなく、断面視円弧状(アーチ状)に膨らませるようにするためには、かかる角度αは5〜50°とすることが好ましく、5〜45°とすることがより好ましく、20〜45°とすることがさらに好ましく、30〜45°が特に好ましい。
本実施形態に係る成形品1である蓋体1を製造する手順の一例を説明する。まず、図6に示すように、固定金型21の内部において、蓋面11となる楕円形のシートSをシート固定部25に載置する。固定金型21に対するシートS(蓋面11)の固定は、真空吸着等の手段により固定配置するようにすればよい。
この状態で、図7に示すようにして移動金型22を図6の矢印の方向に移動して金型2を閉じて型締めする。図7のように金型2が閉じることにより、蓋面11となるシートSは、固定金型21と移動金型22の間に形成される空間(シート固定部25)で固定される。また、シートSの周縁における外周枠12(第1外周枠13、第2外周枠14)が形成される部分に空間(第1外周枠形成部23及び第2外周枠形成部24)が形成されることになり、前記した図5に示すように、第1外周枠形成部23は、水平方向に対して、角度αが1〜60°となるように、傾きが付けられている。
図示しないシリンダーから金型2の内部に溶融状態の合成樹脂を射出して流し込むと、射出された溶融状態の合成樹脂は、あらかじめ加工された固定金型21及び移動金型22の形状に沿って、蓋面11となるシートSの周縁における外周枠12が形成されるように充填される。充填された合成樹脂は、どれか1つが分断されることなく、一体に繋がって、一体化された第1外周枠13及び第2外周枠14となる。合成樹脂は、充填後、冷却、固化され、固化された合成樹脂により、外周枠12が蓋面11となるシートSの周縁に一体的に形成され、図1ないし図3に示す構成の容器の蓋体1を形成することになる。
(III)本発明の効果:
以上説明した本実施形態に係る成形品1の製造方法によれば、インサート成形でシートSの周縁に外周枠12を配設して成形品1となる容器の蓋体1を成形するにあたり、外周枠12におけるシートS(蓋面11)の周縁と直接繋がる部分となる第1外周枠13を、水平方向に対して角度αが1〜60°となるように形成されている。また、かかる蓋体1(成形品1)を成形する金型2について、シート固定部25と直接繋がる、第1外周枠13を配設するための第1外周枠形成部23は、水平方向に対して角度αが1〜60°となるように傾きが付けられて形成されているので、断面視円弧状(アーチ状)に膨らませてシートSのひずみ等を開放させて逃して、シートS(蓋面11)にしわ等が発生することを防止することができ、しわや外観不良の発生がない成形品1を提供することができる。
以上説明した本実施形態に係る成形品1の製造方法によれば、インサート成形でシートSの周縁に外周枠12を配設して成形品1となる容器の蓋体1を成形するにあたり、外周枠12におけるシートS(蓋面11)の周縁と直接繋がる部分となる第1外周枠13を、水平方向に対して角度αが1〜60°となるように形成されている。また、かかる蓋体1(成形品1)を成形する金型2について、シート固定部25と直接繋がる、第1外周枠13を配設するための第1外周枠形成部23は、水平方向に対して角度αが1〜60°となるように傾きが付けられて形成されているので、断面視円弧状(アーチ状)に膨らませてシートSのひずみ等を開放させて逃して、シートS(蓋面11)にしわ等が発生することを防止することができ、しわや外観不良の発生がない成形品1を提供することができる。
そして、得られる蓋体1(成形品1)も、シートSにしわ等がなく、断面視円弧状(アーチ状)に膨らんだ、製品価値及び美観等も良好な製造方法となる。また、成形品の表面に綺麗な印刷面を現すことができるため、装飾性にも優れ、図1ないし図4に示した容器の蓋体1に加えて、音響用のスピーカー等の成形品1を提供することができる。
(B)実施形態の変形:
なお、以上説明した態様は、本発明の一態様を示したものであって、本発明は、前記し
た実施形態に限定されるものではなく、本発明の構成を備え、目的及び効果を達成できる
範囲内での変形や改良が、本発明の内容に含まれるものであることはいうまでもない。ま
た、本発明を実施する際における具体的な構造及び形状等は、本発明の目的及び効果を達
成できる範囲内において、他の構造や形状等としても問題はない。本発明は前記した各実
施形態に限定されるものではなく、本発明の目的を達成できる範囲での変形や改良は、本
発明に含まれるものである。
なお、以上説明した態様は、本発明の一態様を示したものであって、本発明は、前記し
た実施形態に限定されるものではなく、本発明の構成を備え、目的及び効果を達成できる
範囲内での変形や改良が、本発明の内容に含まれるものであることはいうまでもない。ま
た、本発明を実施する際における具体的な構造及び形状等は、本発明の目的及び効果を達
成できる範囲内において、他の構造や形状等としても問題はない。本発明は前記した各実
施形態に限定されるものではなく、本発明の目的を達成できる範囲での変形や改良は、本
発明に含まれるものである。
例えば、前記した第1実施形態では、シートSからなる蓋面11の周縁に配設される外周枠12が、シートSの周縁と直接繋がる第1外周枠13と、第1外周枠13と連接され、下方に延びるように形成される第2外周枠14から構成され、かかる外周枠12を形成するための金型2として、第1外周枠形成部23及び第2外周枠形成部24が形成された金型2を示して説明した。一方、シートSの周縁に配設される外周枠12は、前記した構成に限定されず、シートSの周縁に直接繋がれて配設される外周枠12が、前記した範囲の角度αで形成されればよいので、例えば、図8ないし図10に示すような、シートS(蓋面11)の周縁と直接繋がる第1外周枠13のみとする構成を採用しても問題はない。
なお、以下の説明においては、前記した第1実施形態と同様の構造及び同一部材には同一符号を付して、その詳細な説明は省略または簡略化する。
なお、以下の説明においては、前記した第1実施形態と同様の構造及び同一部材には同一符号を付して、その詳細な説明は省略または簡略化する。
図8は、本発明に係る製造方法で得られた成形品1の他の態様を示した斜視図、図9は図8のIX−IX断面図、図10は図9の部分拡大図、をそれぞれ示す。図8ないし図10に示した成形品1は、シートSの周縁と直接繋がる外周枠12(第1外周枠13)が配設され、かかる外周枠12(外周枠12における成形品1の内側に現れる面(内面))は、前記した第1実施形態に示した成形品1(容器の蓋体1)と同様、水平方向に対して角度αが1〜60°となるように形成されている。
また、図11及び図12は、成形品1を製造する射出成形金型2を示した図であり、図11は、金型2を閉じた状態の部分拡大図であり、図12は、金型を閉じた状態(シートSを固定)を示した図、を示す。図11に示すように、固定金型21と移動金型22には、シートSを金型2の内部で載置固定するための空間(シート固定部25)と、シートSの周縁に外周枠12(第1外周枠13)を配設するための空間(第1外周枠形成部23)が形成されている。第1外周枠形成部23は、成形時にシートSを金型2の内部に載置固定した際に、シートSの周縁が入り込み、合成樹脂を充填することにより、シートSの周縁の下面に連接されて第1外周枠13が配設されて、シートSの周縁と外周枠12(第1外周枠13)が直接繋がることになる。そして、移動金型22における第1外周枠形成部23は、第1実施形態と同様に、水平方向に対して、角度αが1〜60°となるように、傾きが付けられて形成されている。
なお、本実施形態に係る成形品1を製造する手順としては、前記した第1実施形態において、成形品1における第2外周枠14及び金型2における第2外周枠形成部24を除いた以外は共通するので、説明を省略する。
また、前記した実施形態では、シートSを単層とした態様を例に挙げて示したが、シートSを2枚以上の複数の層としても問題はない。また、シートSを複数の層とした場合にあっては、シートSの間に装飾フィルムや紙(所定の模様や絵柄、色等が印刷されたものを含む。)を挟み込むようにしてもよい。このように装飾性の高いフィルムや紙等を挟み込むことにより、成形品1の装飾性が向上する。
その他、本発明の実施の際の具体的な構造及び形状等は、本発明の目的を達成できる範
囲で他の構造等としてもよい。
その他、本発明の実施の際の具体的な構造及び形状等は、本発明の目的を達成できる範
囲で他の構造等としてもよい。
本発明は、樹脂シート等のシートの周縁に合成樹脂からなる外周枠を配設してなる成形品を製造する手段として、例えば、包装部材、音響部材、自動車部材、家電部材、建築部材等で使用される成型品を提供する手段として有利に使用することができる。
1 …… 容器の蓋体(成形品)
11 …… 蓋面
12 …… 外周枠
13 …… 第1外周枠
14 …… 第2外周枠
2 …… 射出成形金型
21 …… 固定金型
22 …… 移動金型
23 …… 第1外周枠形成部
24 …… 第2外周枠形成部
25 …… シート固定部
S …… シート
X …… 容器
11 …… 蓋面
12 …… 外周枠
13 …… 第1外周枠
14 …… 第2外周枠
2 …… 射出成形金型
21 …… 固定金型
22 …… 移動金型
23 …… 第1外周枠形成部
24 …… 第2外周枠形成部
25 …… シート固定部
S …… シート
X …… 容器
Claims (5)
- シートを射出成形金型の内部に配置し、前記射出成形金型を閉じ、前記シートの周縁に、射出成形された合成樹脂により外周枠を配設することによりなる成形品の製造方法であって、
前記外周枠における前記シートの周縁と直接繋がる部分を、水平方向に対して角度αが
1〜60°となるように形成することを特徴とする成形品の製造方法。 - 前記外周枠が、前記シートの周縁と直接繋がる第1外周枠と、前記第1外周枠と連接され、下方に延びるように形成される第2外周枠を含むことを特徴とする成形品の製造方法。
- 前記角度αが5〜45°であることを特徴とする請求項1または請求項2に記載の成形品の製造方法。
- 前記シートが樹脂シートであり、前記樹脂シートを構成する合成樹脂と、前記外周枠を構成する前記合成樹脂が共通することを特徴とする請求項1ないし請求項3のいずれかに記載の成形品の製造方法。
- 前記シートに印刷処理が施されていることを特徴とする請求項1ないし請求項4のいずれかに記載の成形品の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011113089A JP2012240318A (ja) | 2011-05-20 | 2011-05-20 | 成形品の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011113089A JP2012240318A (ja) | 2011-05-20 | 2011-05-20 | 成形品の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012240318A true JP2012240318A (ja) | 2012-12-10 |
Family
ID=47462521
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011113089A Withdrawn JP2012240318A (ja) | 2011-05-20 | 2011-05-20 | 成形品の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012240318A (ja) |
-
2011
- 2011-05-20 JP JP2011113089A patent/JP2012240318A/ja not_active Withdrawn
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20100038274A1 (en) | Injection moulded clam shell container utilizing label as hinge element | |
| CN103997942B (zh) | 保持板 | |
| US9914251B2 (en) | Plastic board and method for producing such a board | |
| WO2014054299A1 (ja) | シート用バックパッド及びその製造方法 | |
| CN108927947A (zh) | 卷帘及其制造方法 | |
| CN101511563A (zh) | 注射成型用金属铸模以及成型品 | |
| JP2012240318A (ja) | 成形品の製造方法 | |
| JP5096215B2 (ja) | 射出成形用金型及びこれを用いた樹脂成形品の製造方法 | |
| JP2012006394A (ja) | 射出成形品及びその製造方法 | |
| JP2012035482A (ja) | 立体成形品の製造方法 | |
| JP5442970B2 (ja) | インサート成形方法 | |
| JP2012017135A (ja) | 筐体及びその製造方法 | |
| CN102896736A (zh) | 具立体层次花纹的塑胶件及其成型方法 | |
| JP2017205978A (ja) | 二色成形品および二色成形品の製造方法 | |
| JP5166832B2 (ja) | 表皮材被覆樹脂製品の製造方法 | |
| JP7140675B2 (ja) | 複合成形部材及びその製造方法 | |
| JP7389854B2 (ja) | 容器の蓋 | |
| JP7173863B2 (ja) | 射出成形品、射出成形方法、射出成形型 | |
| RU2737091C1 (ru) | Внешний корпус для выдачного устройства и способ производства такого внешнего корпуса | |
| JP2010094869A (ja) | 操作ノブおよびその製造方法 | |
| CN102218797A (zh) | 电子装置机壳及其制作方法 | |
| WO2009123226A1 (ja) | 射出成形用金型及びこれを用いた樹脂成形品の製造方法 | |
| JP2013107328A (ja) | 多色成形品の製造方法、成形型、及び多色成形品 | |
| JP2014083767A (ja) | ウィンドウパネル | |
| JP2019031105A (ja) | 加飾フィルムインモールドブロー成形方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20140805 |