JP2012206508A - サンドイッチ成形体 - Google Patents
サンドイッチ成形体 Download PDFInfo
- Publication number
- JP2012206508A JP2012206508A JP2012049871A JP2012049871A JP2012206508A JP 2012206508 A JP2012206508 A JP 2012206508A JP 2012049871 A JP2012049871 A JP 2012049871A JP 2012049871 A JP2012049871 A JP 2012049871A JP 2012206508 A JP2012206508 A JP 2012206508A
- Authority
- JP
- Japan
- Prior art keywords
- polyamide resin
- resin composition
- molded body
- sandwich molded
- glass fiber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Laminated Bodies (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
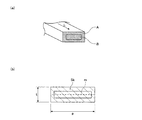
【解決手段】コア部の表面に、コア部を挟持するスキン部が形成されたサンドイッチ成形体である。スキン部を構成するポリアミド樹脂組成物(A)は、ポリアミド樹脂(a)とガラス繊維(x)との混合比率(a/x)が質量比で45/55〜70/30である。コア部を構成するポリアミド樹脂組成物(B)は、ポリアミド樹脂(b)とガラス繊維(y)との混合比率(b/y)が質量比で35/65〜55/45である。ポリアミド樹脂組成物(A)とポリアミド樹脂組成物(B)とについて所定の条件で測定される溶融粘度ηa、ηbは、
1<logηa/logηb<1.4
である。ポリアミド樹脂組成物(A)におけるガラス繊維(x)の含有率Xと、ポリアミド樹脂組成物(B)におけるガラス繊維(y)の含有率Yとは、
X≦Y
である。
【選択図】図1
Description
すなわち、本発明の要旨は下記の通りである。
(II)コア部を構成するポリアミド樹脂組成物(B)が、ポリアミド樹脂(b)、ガラス繊維(y)を含有し、その混合比率(b/y)が、質量比で35/65〜55/45である。
(III)ポリアミド樹脂組成物(A)の融点+30℃、せん断速度1000s−1で測定される溶融粘度ηaと、ポリアミド樹脂組成物(B)の融点+30℃、せん断速度
1000s−1で測定される溶融粘度ηbが、
1<logηa/logηb<1.4
である。
(IV)ポリアミド樹脂組成物(A)に含有されるガラス繊維(x)の含有率Xと、ポリアミド樹脂組成物(B)に含有されるガラス繊維(y)の含有率Yとが、
X≦Y
である。
(I)スキン部を構成するポリアミド樹脂組成物(A)が、ポリアミド樹脂(a)とガラス繊維(x)とを含有し、その混合比率(a/x)が、質量比で45/55〜70/30である。
(II)コア部を構成するポリアミド樹脂組成物(B)が、ポリアミド樹脂(b)とガラス繊維(y)を含有し、その混合比率(b/y)が、質量比で35/65〜55/45である。
(III)ポリアミド樹脂組成物(A)の融点+30℃、せん断速度1000s−1で測定される溶融粘度ηaと、ポリアミド樹脂組成物(B)の融点+30℃、せん断速度
1000s−1で測定される溶融粘度ηbが、
1<logηa/logηb<1.4である。
(IV)ポリアミド樹脂組成物(A)に含有するガラス繊維(x)の含有率Xと、ポリアミド樹脂組成物(B)に含有するガラス繊維(y)の含有率Yとが、
X≦Yである。
1<logηa/logηb<1.4
でなくてはならない。
1<logηa/logηb<1.4
の関係があることが必要である。
1.05<logηa/logηb<1.3
の関係があることがより好ましい。
(A) ポリアミド樹脂
[PA−1]:ナイロン6(ユニチカ社製 A1015)、融点220℃、溶融粘度40Pa・s
[PA−2]:ナイロン66(ユニチカ社製 E2001R)、融点260℃、溶融粘度40Pa・s
[PA−3]:ナイロン66(ユニチカ社製 A125)、融点260℃、溶融粘度80Pa・s
[PA−4]:ナイロン66(ユニチカ社製 A142)、融点260℃、溶融粘度600Pa・s
[PA−5]:ナイロン66(ユニチカ社製 ET−1;試験品)、融点260℃、溶融粘度10Pa・s
なお、上記溶融粘度は、融点+30℃、せん断速度1000s−1における値である。
[GF]:日東紡社製 CS3H459、ガラス繊維径10μm、繊維長3mm
[CB−1]:三菱化学社製 #4000B、pH10、含酸素基濃度0.3質量%、DBP吸収量102cmm3/100g、一次粒子径24nm
[CB−2]:三菱化学社製 #3030B、pH6.5、含酸素基濃度0.5質量%、DBP吸収量130cmm3/100g、一次粒子径55nm
[CB−3]:三菱化学社製 #45、pH8、含酸素基濃度1.1質量%、DBP吸収量46cmm3/100g、一次粒子径24nm
[D−1]:ベヘン酸ナトリウム(日東化成工業社製 NS−7)
[D−2]:モンタン酸カルシウム(クラリアント社製 リコモントCaV101)
(1)ポリアミド樹脂組成物の溶融粘度
JIS K7199に準拠した測定方法にて評価した。オリフィス径は1mmとし、融点+30℃に加熱したシリンダーに樹脂ペレットを入れ、3分間予熱した後、剪断速度1000s−1で測定を行った。なお、ポリアミド樹脂組成物の融点は、JIS K7121に準じて示差走査熱量計(DSC)により測定し、異なる複数の融点が検出された場合は高い方の融点を採用した。
23℃、50%RH雰囲気で十分に調湿した、長さ127mm、幅35mm、厚み12mmの角棒のサンドイッチ成形体の試験片を用い、23℃下でスパン100mmで2点支持の曲げ試験を行い測定した。サンドイッチ成形体の試験片は長手方向が成形時の樹脂流れ方向であり、測定は当該サンドイッチ成形体の試験片を長手方向で2点を支持して行った。曲げ強さAは、300MPa以上(○)が実用上問題のない範囲であり、320MPa以上であることが好ましく、特に365MPa以上(◎)であることがいっそう好ましい。300MPa未満(×)が実用上問題のある範囲である。
曲げ強さBは、100℃空気中の高温環境下で測定を行った。それ以外は曲げ強さAの試験と同様の曲げ試験を行い測定した。曲げ強さBは、200MPa以上(○)が実用上問題のない範囲であり、210MPa以上であることが好ましく、特に235MPa以上(◎)であることがいっそう好ましい。200MPa未満(×)が実用上問題のある範囲である。
曲げ強さAの試験片を成形するときに、射出成形機によりサンドイッチ成形体のスキン部(一次材)の射出体積およびコア部(二次材)の射出体積を計測した。
スキン部(一次材)の体積比率は、射出成形機により計測された一次材の射出体積と二次材の射出体積を加算し、この加算した総体積に対する一次材の射出体積の比率により求めた。なお、一次材の射出体積および二次材の射出体積はそれぞれ、(射出成形時のスクリュー移動距離)と(シリンダー断面積)との積により算出した。また射出成形時のスクリュー移動距離は、(計量完了時のスクリュー位置)と(射出完了時のスクリュー位置)との差により算出した。スキン部の体積比率は、40〜70%であることが好ましい。
製造例1
ペレットの作製には、同方向二軸押出機(東芝機械社製 TEM37BS)を用いた。この同方向二軸押出機は、主原料投入用の主ホッパーと、主ホッパーに主原料を定量供給する連続定量供給装置(クボタ社製)とが上流部に設けられ、中間部に副原料投入用のサイドフィーダーが設けられ、下流部に冷却水槽およびペレタイザーが設けられたものであった。
同方向二軸押出機の押出温度を270〜300℃に設定し、同方向二軸押出機の上流部の位置より、連続定量供給装置により主ホッパーから同方向二軸押出機へ、主原料として、ポリアミド樹脂PA−3を45質量部、ポリアミド樹脂PA−4を10質量部、カーボンブラックを0.5質量部となるように供給し、一方で、同方向二軸押出機の中間部の位置より、サイドフィーダーにより、ガラス繊維GFを45質量部となるように供給し、ポリアミド樹脂PA−3およびPA−4とガラス繊維GFとをスクリュー回転数300rpmにて溶融混練した。ポリアミド樹脂PA−3およびPA−4とガラス繊維GFとの配合比率は、連続定量供給装置による主原料のフィード速度とサイドフィーダーによる副原料のサイドフィード速度の比率で調整した。その後、ポリアミド樹脂PA−3およびPA−4とガラス繊維GFとを含有する樹脂組成物をダイスから吐出量35kg/hにてストランド状に引き取り、冷却水槽を通して冷却固化し、ペレタイザーでカッティングしてペレット長3mmのペレットPS−1を得た。ダイスから出た樹脂組成物の樹脂温度は290℃であった。このペレットPS−1の溶融粘度を290℃、1000s−1で測定したところ、700Pa・sであった。その結果を表1に示す。
製造例1に比べて、熱可塑性樹脂と無機充填材の種類と配合比率を表1、2に示すように変更した。そして、それ以外は製造例1と同様にして、ペレットを得た。その結果を表1、2に示す。

実施例1
一次側と二次側の2基のシリンダーを有し、先端部の合流ノズルで連結されたサンドイッチ成形機(JSW社製 J180AD−2M)を用いて、一次材としてPS−1を一次側のシリンダーに投入し、二次材としてPC−1を二次側のシリンダーに投入し、どちらもシリンダー温度300℃、金型温度100℃の条件下、一次材の射出と同時に二次材の射出も行われるようなシーケンス制御のもと、射出成形して物性測定用のサンドイッチ成形体の試験片を作成した。このとき、一次材がスキン部を形成し、二次材がコア部を形成するようにして、物性測定用のサンドイッチ成形体の試験片(長さ127mm、幅35mm、厚み12mm)の射出成形を行った。そして、成形したサンドイッチ成形体の試験片について、各種評価試験(曲げ強さAの試験,曲げ強さBの試験)を行った。また、別途分析の結果、スキン部の平均厚みは1.5mm、コア部の平均厚みは9mmであり、スキン部の体積比率は60%で、スキン部の厚みはサンドイッチ成形体の厚みの25%を占めていた。その結果を表3に示す。
一次材(スキン部)および二次材(コア部)として表3〜5に記載のペレットを用いた。そして、それ以外は実施例1と同様にしてサンドイッチ成形体の試験片を作成し、同様の各種評価試験を行った。その結果を表3〜5に示す。なお、比較例8は1次材のみで成形したもの、比較例9は2次材のみで成形したものである。
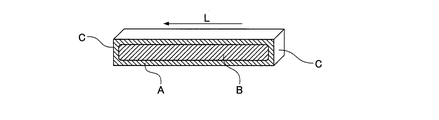
A;スキン部
B;コア部
Claims (4)
- コア部の表面にスキン部が形成された構造を有し、かつコア部がスキン部によって挟持されてなり、以下の(I)〜(IV)を同時に満足することを特徴とするサンドイッチ成形体。
(I)スキン部を構成するポリアミド樹脂組成物(A)が、ポリアミド樹脂(a)、ガラス繊維(x)を含有し、その混合比率(a/x)が、質量比で45/55〜70/30である。
(II)コア部を構成するポリアミド樹脂組成物(B)が、ポリアミド樹脂(b)、ガラス繊維(y)を含有し、その混合比率(b/y)が、質量比で35/65〜55/45である。
(III)ポリアミド樹脂組成物(A)について、融点+30℃、せん断速度1000s−1で測定される溶融粘度ηaと、ポリアミド樹脂組成物(B)について、融点+30℃、せん断速度1000s−1で測定される溶融粘度ηbが、
1<logηa/logηb<1.4
である。
(IV)ポリアミド樹脂組成物(A)に含有されるガラス繊維(x)の含有率Xと、ポリアミド樹脂組成物(B)に含有されるガラス繊維(y)の含有率Yとが、
X≦Y
である。 - スキン部の体積比率が全体積の40〜70%であることを特徴とする請求項1記載のサンドイッチ成形体。
- ポリアミド樹脂組成物(A)が、ポリアミド樹脂(a)とガラス繊維(x)の合計100質量部に対して、さらにカーボンブラック(c)0.1〜3質量部を含有することを特徴とする請求項1または2記載のサンドイッチ成形体。
- ポリアミド樹脂組成物(B)が、ポリアミド樹脂(b)とガラス繊維(y)の合計100質量部に対して、さらに高級脂肪酸金属塩(d)0.03〜3質量部を含有することを特徴とする請求項1から3までのいずれか1項記載のサンドイッチ成形体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012049871A JP5846971B2 (ja) | 2011-03-15 | 2012-03-07 | サンドイッチ成形体 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011056596 | 2011-03-15 | ||
| JP2011056596 | 2011-03-15 | ||
| JP2012049871A JP5846971B2 (ja) | 2011-03-15 | 2012-03-07 | サンドイッチ成形体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012206508A true JP2012206508A (ja) | 2012-10-25 |
| JP5846971B2 JP5846971B2 (ja) | 2016-01-20 |
Family
ID=47186675
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012049871A Expired - Fee Related JP5846971B2 (ja) | 2011-03-15 | 2012-03-07 | サンドイッチ成形体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5846971B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014009301A (ja) * | 2012-06-29 | 2014-01-20 | Asahi Kasei Chemicals Corp | ポリアミド樹脂組成物 |
| JP7073257B2 (ja) | 2016-06-08 | 2022-05-23 | 株式会社Uacj | 輸送機器用アルミニウム合金導電部材 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6081510A (ja) * | 1983-10-07 | 1985-05-09 | 積水化学工業株式会社 | 繊維強化プラスチツクボルト |
| JP2002523255A (ja) * | 1998-08-20 | 2002-07-30 | イーストマン ケミカル カンパニー | 多層共射出又は共押出物品の成形方法 |
| JP2011062880A (ja) * | 2009-09-16 | 2011-03-31 | Unitika Ltd | サンドイッチ成形体 |
-
2012
- 2012-03-07 JP JP2012049871A patent/JP5846971B2/ja not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6081510A (ja) * | 1983-10-07 | 1985-05-09 | 積水化学工業株式会社 | 繊維強化プラスチツクボルト |
| JP2002523255A (ja) * | 1998-08-20 | 2002-07-30 | イーストマン ケミカル カンパニー | 多層共射出又は共押出物品の成形方法 |
| JP2011062880A (ja) * | 2009-09-16 | 2011-03-31 | Unitika Ltd | サンドイッチ成形体 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014009301A (ja) * | 2012-06-29 | 2014-01-20 | Asahi Kasei Chemicals Corp | ポリアミド樹脂組成物 |
| JP7073257B2 (ja) | 2016-06-08 | 2022-05-23 | 株式会社Uacj | 輸送機器用アルミニウム合金導電部材 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5846971B2 (ja) | 2016-01-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5451970B2 (ja) | ポリアミド樹脂組成物ペレットブレンド物、成形品およびペレットブレンド物の製造方法 | |
| JP5560056B2 (ja) | ポリアミド樹脂成形品の製造方法 | |
| WO2008053911A1 (fr) | Mélange de granules d'une composition de résine de polyamide, article moulé et procédé de production du mélange de granules | |
| WO2018107950A1 (zh) | 一种消除聚丙烯组合物虎皮纹缺陷的方法及其制备的聚丙烯组合物 | |
| EP3012298B1 (en) | Crystalline thermoplastic resin composition and molded article | |
| JP2008088377A (ja) | ブレーカー筐体用ポリアミド樹脂組成物及びブレーカー筐体 | |
| JP5600381B2 (ja) | ねじ部材用ポリアミド樹脂組成物 | |
| JP2017210514A (ja) | ポリアミド樹脂組成物 | |
| WO2017094696A1 (ja) | ガラス繊維強化ポリアミド樹脂組成物 | |
| JP5400457B2 (ja) | ポリアミド樹脂組成物及び成型体 | |
| JP4949913B2 (ja) | ガラス長繊維強化ポリアミド樹脂ペレットおよびその成形品 | |
| JP5400456B2 (ja) | ポリアミド樹脂組成物及びそれからなる成型体 | |
| JP2010189637A (ja) | ガラス繊維強化ポリアミド樹脂ペレットおよびそれを用いた成形方法 | |
| US10273348B2 (en) | Glass fiber-reinforced polyamide 66 resin composition with high tensile strength and method of manufacturing the same | |
| JP5846971B2 (ja) | サンドイッチ成形体 | |
| JP5570703B2 (ja) | ガラス長繊維強化ポリアミド樹脂組成物、樹脂ペレット、及びそれらの成形品 | |
| JP4535772B2 (ja) | 長繊維強化ポリアミド樹脂製自動車車体前部構造体 | |
| JP2011062880A (ja) | サンドイッチ成形体 | |
| CN102673077B (zh) | 夹层成型体 | |
| WO2012124061A1 (ja) | 防振装置 | |
| JP2010254992A (ja) | 繊維強化ポリアミド樹脂組成物 | |
| WO2001068771A1 (de) | Hydrolyseresistente polyamid-formmassen für git | |
| JP5717480B2 (ja) | サンドイッチ成形体 | |
| JP6733154B2 (ja) | ウエルドを有する成形品 | |
| JP4467326B2 (ja) | 製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150204 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20151023 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20151027 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20151124 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5846971 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |