JP2012188733A - Manufacturing method for grain-oriented electrical steel sheet - Google Patents
Manufacturing method for grain-oriented electrical steel sheet Download PDFInfo
- Publication number
- JP2012188733A JP2012188733A JP2011196750A JP2011196750A JP2012188733A JP 2012188733 A JP2012188733 A JP 2012188733A JP 2011196750 A JP2011196750 A JP 2011196750A JP 2011196750 A JP2011196750 A JP 2011196750A JP 2012188733 A JP2012188733 A JP 2012188733A
- Authority
- JP
- Japan
- Prior art keywords
- mass
- grain
- steel sheet
- annealing
- oriented electrical
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Abstract
Description
本発明は、結晶粒がミラー指数で板面に{110}、圧延方向に<001>に高度に集積した、いわゆる方向性電磁鋼板の製造方法に関するものである。 The present invention relates to a method for producing a so-called grain-oriented electrical steel sheet in which crystal grains are highly accumulated in a Miller index of {110} on a plate surface and <001> in a rolling direction.
軟磁性材料である方向性電磁鋼板は、二次再結晶焼鈍を施すことによって、結晶粒を{110}<001>(以降、「Goss方位」とも称する。)に高度に集積させたものであり、優れた磁気特性を有することから、商用周波数領域で用いられる変圧器や回転機等の電気機器の鉄心材料等として広く用いられている。磁気特性の評価指標としては、一般に磁場の強さ800A/mにおける磁束密度B8、および、励磁周波数50Hzの交流磁場で1.7Tまで磁化したときの鋼板1kgあたりの鉄損W17/50が用いられる。そして、方向性電磁鋼板には、特に、鉄損W17/50が低いことが強く求められる。これは、発電機や変圧器等の鉄損は、W17/50が低い材料を用いることによって、大幅に低減されるためである。特に近年では、省エネルギー化への要請の高まりから、方向性電磁鋼板の鉄損低減への要求は益々強くなってきている。 The grain-oriented electrical steel sheet, which is a soft magnetic material, is obtained by highly accumulating crystal grains in {110} <001> (hereinafter also referred to as “Goss orientation”) by performing secondary recrystallization annealing. Because of its excellent magnetic properties, it is widely used as an iron core material for electric devices such as transformers and rotating machines used in the commercial frequency range. As an evaluation index of magnetic properties, generally, the magnetic flux density B 8 at a magnetic field strength of 800 A / m and the iron loss W 17/50 per kg of steel sheet when magnetized to 1.7 T with an alternating magnetic field with an excitation frequency of 50 Hz. Used. The grain- oriented electrical steel sheet is strongly required to have particularly low iron loss W 17/50 . This is because iron loss of a generator, a transformer, or the like is greatly reduced by using a material having a low W 17/50 . In particular, in recent years, demands for reducing the iron loss of grain-oriented electrical steel sheets have become stronger due to the increasing demand for energy saving.
方向性電磁鋼板の鉄損を低減する技術としては、例えば、特許文献1には、SbとMoまたはSnとCuの組合せで、それらの元素を各々0.003〜0.3mass%含有する冷延鋼板を、100℃/s以上の速度で加熱して脱炭焼鈍し、さらに、製造工程の途中でレーザー照射したりまたはエッチングで溝加工を施して磁区を制御したりすることで低鉄損化を図る技術が開示されている。この技術は、SnとCuの粒界偏析効果により、比較的良好な磁気特性が得られるものの、SnとCuを添加することによる脆化の問題や、脱炭焼鈍で高速加熱するための設備費による製造コストの上昇という問題を有している。また、磁区制御を必須としている点でも、磁区制御しない方向性電磁鋼板と比較してコスト的にも不利である。 As a technique for reducing the iron loss of grain-oriented electrical steel sheets, for example, Patent Document 1 discloses a cold rolling containing 0.003 to 0.3 mass% of these elements in a combination of Sb and Mo or Sn and Cu. Low iron loss is achieved by heating the steel sheet at a rate of 100 ° C / s or higher and decarburizing and annealing, and by irradiating with laser in the middle of the manufacturing process or controlling the magnetic domain by grooving by etching. A technique for achieving this is disclosed. Although this technique can obtain relatively good magnetic properties due to the grain boundary segregation effect of Sn and Cu, the problem of embrittlement due to the addition of Sn and Cu, and the equipment cost for high-speed heating by decarburization annealing. There is a problem of an increase in manufacturing cost due to. In addition, the magnetic domain control is essential, which is disadvantageous in terms of cost as compared with the grain-oriented electrical steel sheet without the magnetic domain control.
また、特許文献2には、インヒビターであるAlNに加えてさらに、SbとNiを適正量添加することによって、一次再結晶粒の成長に対して極めて強い抑制力を得ることが可能となり、その結果、一次再結晶集合組織がこれまでになく改善されて、鉄損値の低い方向性電磁鋼板が得られることが開示されている。しかし、二次再結晶粒の細粒化による低鉄損化と高磁束密度化の両立という観点からは、まだ十分とは言えず、さらに、SbやNiの添加によって、熱間圧延時の脆性に起因してエッジ割れ等が生じ、生産性が悪い(歩留まりが低い)という問題も抱えている。 Further, in Patent Document 2, it is possible to obtain an extremely strong suppression force against the growth of primary recrystallized grains by adding appropriate amounts of Sb and Ni in addition to AlN as an inhibitor, and as a result. It is disclosed that a primary recrystallized texture is improved more than ever and a grain-oriented electrical steel sheet having a low iron loss value is obtained. However, from the viewpoint of achieving both low iron loss and high magnetic flux density by refining secondary recrystallized grains, it cannot be said that it is sufficient, and further, the addition of Sb and Ni causes brittleness during hot rolling. As a result, edge cracking or the like occurs and productivity is poor (yield is low).
本発明は、従来技術が抱える上記問題点に鑑みてなされたものであり、その目的は、磁気特性に優れる方向性電磁鋼板を生産性よく製造する有利な方法を提案することにある。 The present invention has been made in view of the above-described problems of the prior art, and an object thereof is to propose an advantageous method for producing a grain-oriented electrical steel sheet having excellent magnetic properties with high productivity.
発明者らは、上記課題を解決するべく鋭意検討を重ねた。その結果、補助的なインヒビター成分として添加しているSn,SbおよびNi量を適正化し、さらに熱間圧延時の圧下率と中間焼鈍時の最高到達温度を適正範囲に制御することによって、熱間圧延時のエッジ割れ等の脆性問題を解決することができるだけでなく、優れた一次再結晶板集合組織をも造り込むことができ、ひいては、二次再結晶後に優れた磁気特性を発現することができることを見出し、本発明を完成させた。 The inventors have intensively studied to solve the above problems. As a result, by optimizing the amount of Sn, Sb and Ni added as auxiliary inhibitor components, and further controlling the reduction rate during hot rolling and the maximum temperature reached during intermediate annealing to an appropriate range, Not only can it solve brittleness problems such as edge cracking during rolling, but it can also build an excellent primary recrystallized plate texture, and thus it can exhibit excellent magnetic properties after secondary recrystallization. The present invention has been completed by finding out what can be done.
すなわち、本発明は、C:0.020〜0.15mass%、Si:2.5〜7.0mass%、Mn:0.005〜0.3mass%、sol.Al:0.01〜0.05mass%、N:0.002〜0.012mass%、SおよびSeのうちの1種または2種:合計で0.05mass%以下、Sn:0.01〜0.20mass%、Sb:(0.2×Sn)mass%以上0.10mass%以下、Ni:{0.7×(Sn+Sb)}mass%以上1.0mass%以下を含有し、残部がFeおよび不可避的不純物からなる成分組成の鋼スラブを、1300℃以上に加熱後、850℃以上で熱間圧延し、中間焼鈍を挟む2回以上の冷間圧延により最終板厚とし、脱炭を兼ねた一次再結晶焼鈍を施した後、仕上焼鈍を施す一連の工程からなる方向性電磁鋼板の製造方法において、上記鋼スラブのSn,SbおよびNiの含有量に応じて、熱間圧延における1150℃以下での圧下率R(%)が下記(1)式;
R≦90−(4×Ni+2×Sn) ・・・(1)
を満たすよう制御し、さらに、中間焼鈍における最高到達温度T(℃)が下記(2)式;
500×(Sn+Sb)+1000≦T≦1500×(Sn+Sb)+1000
・・・(2)
を満たすよう制御することを特徴とする方向性電磁鋼板の製造方法である。ここで、上記式中の各元素記号は、それぞれの成分の含有量(mass%)である。
That is, the present invention relates to C: 0.020 to 0.15 mass%, Si: 2.5 to 7.0 mass%, Mn: 0.005 to 0.3 mass%, sol. Al: 0.01-0.05 mass%, N: 0.002-0.012 mass%, one or two of S and Se: 0.05 mass% or less in total, Sn: 0.01-0. 20 mass%, Sb: (0.2 × Sn) mass% or more and 0.10 mass% or less, Ni: {0.7 × (Sn + Sb)} mass% or more and 1.0 mass% or less, with the balance being Fe and inevitable A steel slab having a component composition consisting of impurities is heated to 1300 ° C or higher, then hot-rolled at 850 ° C or higher, and the final thickness is obtained by two or more cold rollings with intermediate annealing between them. In the method for producing a grain-oriented electrical steel sheet comprising a series of steps of performing the final annealing after the crystal annealing, depending on the contents of Sn, Sb and Ni in the steel slab, Reduction Rate R (%) is the following formula (1);
R ≦ 90− (4 × Ni + 2 × Sn) (1)
Further, the maximum attainable temperature T (° C.) in the intermediate annealing is the following formula (2):
500 × (Sn + Sb) + 1000 ≦ T ≦ 1500 × (Sn + Sb) +1000
... (2)
It is the manufacturing method of the grain-oriented electrical steel sheet characterized by controlling to satisfy | fill. Here, each element symbol in the above formula is the content (mass%) of each component.
本発明の方向性電磁鋼板の製造方法は、上記一次再結晶焼鈍における500〜700℃間の昇温速度を50℃/s以上とすることを特徴とする。 The method for producing a grain-oriented electrical steel sheet according to the present invention is characterized in that a temperature increase rate between 500 and 700 ° C. in the primary recrystallization annealing is 50 ° C./s or more.
また、本発明の方向性電磁鋼板の製造方法における鋼スラブは、上記の成分組成に加えてさらに、Cu:0.005〜1.5mass%およびP:0.0001〜0.50mass%のうちから選ばれる1種または2種を含有することを特徴とする。 Moreover, in addition to said component composition, the steel slab in the manufacturing method of the grain-oriented electrical steel sheet of this invention is further from Cu: 0.005-1.5mass% and P: 0.0001-0.50mass%. It contains one or two kinds selected.
本発明によれば、Sn,SbおよびNiを適正量添加することで、熱間圧延におけるエッジ割れ等を防止することができると共に、一次再結晶集合組織を改善することによって、従来にも増して優れた磁気特性を有する方向性電磁鋼板を製造することができる。したがって、本発明によれば、製造が難しいとされる板厚0.23mmでも、二次再結晶焼鈍後の鉄損W17/50が0.90W/kg以下の優れた鉄損特性を有する方向性電磁鋼板を、生産性よく製造することが可能となる。 According to the present invention, by adding appropriate amounts of Sn, Sb, and Ni, edge cracking and the like in hot rolling can be prevented, and by improving the primary recrystallization texture, it is more than conventional. A grain-oriented electrical steel sheet having excellent magnetic properties can be produced. Therefore, according to the present invention, even when the plate thickness is 0.23 mm, which is difficult to manufacture, the iron loss W 17/50 after secondary recrystallization annealing has excellent iron loss characteristics of 0.90 W / kg or less. This makes it possible to produce a highly magnetic steel sheet with high productivity.
まず、本発明の方向性電磁鋼板の製造に用いる鋼素材の成分組成について説明する。
本発明で用いる鋼素材は、C:0.020〜0.15mass%、Si:2.5〜7.0mass%、Mn:0.005〜0.3mass%、sol.Al:0.01〜0.05mass%、N:0.002〜0.012mass%、SおよびSeのうちの1種または2種:合計で0.05mass%以下、Sn:0.01〜0.20mass%、Sb:(0.2×Sn)mass%以上0.10mass%以下、Ni:{0.7×(Sn+Sb)}mass%以上1.0mass%以下を含有するものであることが必要である。以下、具体的に説明する。
First, the component composition of the steel raw material used for manufacture of the grain-oriented electrical steel sheet of the present invention will be described.
Steel materials used in the present invention are C: 0.020 to 0.15 mass%, Si: 2.5 to 7.0 mass%, Mn: 0.005 to 0.3 mass%, sol. Al: 0.01-0.05 mass%, N: 0.002-0.012 mass%, one or two of S and Se: 0.05 mass% or less in total, Sn: 0.01-0. 20 mass%, Sb: (0.2 × Sn) mass% or more and 0.10 mass% or less, Ni: {0.7 × (Sn + Sb)} mass% or more and 1.0 mass% or less are required. is there. This will be specifically described below.
C:0.020〜0.15mass%
Cは、熱延および熱延板焼鈍の均熱時におけるγ変態を利用し、熱延板組織の改善を図る上で必要な元素であるが、含有量が0.020mass%未満では、熱延板組織の改善効果が小さく、所望の一次再結晶集合組織を得ることが難しくなる。一方、含有量が0.15mass%を超えると、脱炭負荷が増すだけでなく、脱炭が不完全となり、製品板において磁気時効を起こす原因となる。よって、Cは0.020〜0.15mass%の範囲とする。好ましくは0.030〜0.090mass%の範囲である。
C: 0.020-0.15 mass%
C is an element necessary for improving the hot-rolled sheet structure by utilizing the γ transformation during soaking of hot-rolled and hot-rolled sheet annealing, but if the content is less than 0.020 mass%, The effect of improving the plate structure is small, and it becomes difficult to obtain a desired primary recrystallization texture. On the other hand, if the content exceeds 0.15 mass%, not only the decarburization load is increased, but also the decarburization becomes incomplete and causes magnetic aging in the product plate. Therefore, C is set to a range of 0.020 to 0.15 mass%. Preferably it is the range of 0.030-0.090 mass%.
Si:2.5〜7.0mass%
Siは、鋼の電気抵抗を増大し、鉄損の一部を構成する渦電流損の低減に極めて有効な元素である。この電気抵抗増大効果は、Si含有量が11mass%に達するまで単調に増加する。しかし、Siが7.0mass%を超えると、加工性が著しく低下し、製造性が悪化する。一方、Si含有量が2.5mass%未満では、γ−α変態の存在によって、最終仕上焼鈍における二次再結晶が阻害され、磁気特性の低下を招く。よって、Siは2.5〜7.0mass%の範囲とする。好ましくは2.8〜4.0mass%の範囲である。
Si: 2.5-7.0 mass%
Si is an extremely effective element for increasing the electrical resistance of steel and reducing eddy current loss that constitutes a part of iron loss. This electrical resistance increasing effect increases monotonously until the Si content reaches 11 mass%. However, if Si exceeds 7.0 mass%, the workability is remarkably lowered and the productivity is deteriorated. On the other hand, if the Si content is less than 2.5 mass%, secondary recrystallization in the final finish annealing is hindered by the presence of the γ-α transformation, leading to a decrease in magnetic properties. Therefore, Si is set to a range of 2.5 to 7.0 mass%. Preferably it is the range of 2.8-4.0 mass%.
Mn:0.005〜0.3mass%、
Mnは、二次再結晶焼鈍の昇温過程において、インヒビターMnSおよびMnSeを形成し、正常粒成長を抑制する働きをする成分であるため、方向性電磁鋼板においては重要な元素である。Mnの含有量が0.005mass%未満では、インヒビターの絶対量が不足するため、抑制力が不足する。一方、0.3mass%を超えると、熱延前のスラブ加熱で、MnSやMnSeを完全固溶させるための加熱温度が高温となりすぎることに加えて、インヒビターも粗大析出するようになるため、抑制力が不足する。よって、Mnは0.005〜0.3mass%の範囲とする。好ましくは0.008〜0.25mass%の範囲である。
Mn: 0.005 to 0.3 mass%,
Mn is an important element in grain-oriented electrical steel sheets because it forms inhibitors MnS and MnSe and suppresses the growth of normal grains in the temperature raising process of secondary recrystallization annealing. When the Mn content is less than 0.005 mass%, the absolute amount of the inhibitor is insufficient, and thus the inhibitory power is insufficient. On the other hand, if it exceeds 0.3 mass%, the slab heating before hot rolling causes the inhibitor to be precipitated in a large amount in addition to the heating temperature for completely dissolving MnS and MnSe, and also suppresses. Lack of power. Therefore, Mn is in the range of 0.005 to 0.3 mass%. Preferably it is the range of 0.008-0.25 mass%.
sol.Al:0.01〜0.05mass%
Alは、AlNとして析出することにより、二次再結晶焼鈍の昇温過程において、正常粒成長を抑制するインヒビターとしての働きをするため、方向性電磁鋼板においては重要な元素である。しかし、Alは、sol.Al(酸可溶Al)としての含有量が0.01mass%未満では、インヒビターの絶対量が不足し、抑制力不足となる。一方、0.05mass%を超えると、AlNが粗大析出し、却って抑制力が不足する。よって、Alは、sol.Alとして0.01〜0.05mass%の範囲とする。好ましくは0.015〜0.035mass%の範囲である。
sol. Al: 0.01-0.05 mass%
Al is an important element in grain-oriented electrical steel sheets because it acts as an inhibitor that suppresses the growth of normal grains in the temperature rising process of secondary recrystallization annealing by precipitating as AlN. However, Al is sol. When the content as Al (acid-soluble Al) is less than 0.01 mass%, the absolute amount of the inhibitor is insufficient and the inhibitory power is insufficient. On the other hand, when it exceeds 0.05 mass%, AlN coarsely precipitates, and on the contrary, the suppressing power is insufficient. Therefore, Al is sol. The Al content is in the range of 0.01 to 0.05 mass%. Preferably it is the range of 0.015-0.035 mass%.
N:0.002〜0.012mass%
Nは、Alと結合してインヒビターAlNを形成する成分であり、含有量が0.002mass%未満では、インヒビターの絶対量が不足し、抑制力が不足となる。一方、0.012mass%を超えると、冷間圧延時にブリスターと呼ばれる空孔に起因する表面欠陥を生じるようになるため好ましくない。よって、Nは0.002〜0.012mass%の範囲とする。好ましくは0.004〜0.010mass%の範囲である。
N: 0.002-0.012 mass%
N is a component that binds to Al to form an inhibitor AlN. If the content is less than 0.002 mass%, the absolute amount of the inhibitor is insufficient and the inhibitory power is insufficient. On the other hand, if it exceeds 0.012 mass%, surface defects caused by pores called blisters are generated during cold rolling, which is not preferable. Therefore, N is set to a range of 0.002 to 0.012 mass%. Preferably it is the range of 0.004-0.010 mass%.
SおよびSeのうちの1種または2種:合計で0.05mass%以下
SおよびSeは、Mnと結合してインヒビターMnSおよびMnSeを形成する元素であり、1種または2種の合計で0.001mass%以上含有することが好ましい。しかし、SおよびSeの1種または2種の合計含有量が0.05mass%を超えると、仕上焼鈍における純化で、脱S、脱Seが不完全となり、鉄損特性の劣化を引き起こすため、上限は0.05mass%とする。
One or two of S and Se: 0.05 mass% or less in total S and Se are elements that combine with Mn to form the inhibitors MnS and MnSe, and the total of one or two types is 0.2. It is preferable to contain 001 mass% or more. However, if the total content of one or two of S and Se exceeds 0.05 mass%, purification in finish annealing results in incomplete S removal and Se removal, which causes deterioration of iron loss characteristics. Is 0.05 mass%.
本発明の方向性電磁鋼板は、上記必須成分に加えてさらに、本発明の効果を発現させるため、Sn,SbおよびNiを下記に範囲で添加することが必要である。
Sn:0.01〜0.20mass%
Snは、粒界に偏析すること等の効果で、二次再結晶後の結晶粒を微細化し、磁気特性を向上させる効果がある。この効果は、0.01mass%以上の添加で発現する。しかし、0.20mass%を超えると、二次再結晶後の方位の集積度が低下し、磁気特性の低下を招く。よって、Snの含有量は0.01〜0.20mass%の範囲とする。
さらに、Snの添加は、脆化を促進し、熱間圧延時のエッジ割れ等を引き起こし、生産性を低下させることがあるため、磁気特性と高い生産性を両立させるためには、後述するように、Sn,SbおよびNiの3種元素の含有量を適正範囲とする必要がある。
In addition to the above essential components, the grain-oriented electrical steel sheet of the present invention needs to add Sn, Sb and Ni in the following ranges in order to exhibit the effects of the present invention.
Sn: 0.01-0.20 mass%
Sn has the effect of segregating at the grain boundaries and the like, and has the effect of refining crystal grains after secondary recrystallization and improving magnetic properties. This effect is manifested by addition of 0.01 mass% or more. However, if it exceeds 0.20 mass%, the degree of orientation integration after secondary recrystallization is reduced, leading to a decrease in magnetic properties. Therefore, the Sn content is in the range of 0.01 to 0.20 mass%.
Furthermore, the addition of Sn promotes embrittlement, causes edge cracking during hot rolling, and may reduce productivity. Therefore, in order to achieve both magnetic properties and high productivity, it will be described later. In addition, the content of the three elements Sn, Sb and Ni needs to be within an appropriate range.
Sb:(0.2×Sn)mass%以上0.10mass%以下
Sbは、結晶粒界に偏析し、正常粒成長に対する抑制効果、ならびに粒界の強化、すなわち脆性抑制効果を有する。上記粒界強化の効果は、(0.2×Sn)mass%以上の添加により発現し、熱間圧延時のエッジ割れを防止する。加えて、最終製品の二次再結晶粒の粗大化、ならびに結晶方位集積度の向上、すなわち磁気特性の向上にも効果がある。一方、0.10mass%を超えると、脱炭することが困難となる。よって、Sbは(0.2×Sn)mass%以上0.10mass%以下の範囲で添加する。
Sb: (0.2 × Sn) mass% or more and 0.10 mass% or less Sb segregates at the grain boundaries and has an effect of suppressing normal grain growth and strengthening of grain boundaries, that is, an effect of suppressing brittleness. The above grain boundary strengthening effect is manifested by addition of (0.2 × Sn) mass% or more, and prevents edge cracking during hot rolling. In addition, it is effective in increasing the size of secondary recrystallized grains in the final product and improving the degree of crystal orientation integration, that is, improving magnetic properties. On the other hand, when it exceeds 0.10 mass%, it is difficult to decarburize. Therefore, Sb is added in the range of (0.2 × Sn) mass% to 0.10 mass%.
Ni:{0.7×(Sn+Sb)}mass%以上1.0mass%以下
Niは、オーステナイト生成元素であるため、変態を利用して熱延板組織を改善することで、磁気特性を向上させる効果のある有用元素である。しかし、{0.7×(Sn+Sb)}mass%未満では、Niの熱延板組織の改善効果が、SnやSbの粒界偏析に起因すると推定される効果のために抑制され、磁気特性の向上効果が得られない。一方、1.0mass%を超えると、二次再結晶が不安定となり、磁気特性が劣化するばかりでなく、加工性が低下し、熱間圧延時のエッジ割れによる歩留まり低下を招くようになる。よって、Niは{0.7×(Sn+Sb)}mass%以上1.0mass%以下の範囲とする。
Ni: {0.7 × (Sn + Sb)} mass% or more and 1.0 mass% or less Since Ni is an austenite generating element, the effect of improving magnetic properties by improving the hot-rolled sheet structure using transformation It is a useful element. However, if it is less than {0.7 × (Sn + Sb)} mass%, the effect of improving the hot-rolled sheet structure of Ni is suppressed due to the effect presumed to be caused by grain boundary segregation of Sn or Sb, and the magnetic properties Improvement effect cannot be obtained. On the other hand, if it exceeds 1.0 mass%, the secondary recrystallization becomes unstable and not only the magnetic properties are deteriorated, but also the workability is lowered and the yield is lowered due to edge cracking during hot rolling. Therefore, Ni is set to a range of {0.7 × (Sn + Sb)} mass% to 1.0 mass%.
なお、上記のように、Ni添加による加工性の低下を防止し、かつ、良好な磁気特性を得るためには、Sn,SbおよびNiの3元素の含有量のバランスを図ることが極めて重要であるが、さらに、後述するように、熱間圧延時の圧下率を適正範囲に制御することが必要である。 As described above, it is extremely important to balance the contents of the three elements of Sn, Sb and Ni in order to prevent deterioration of workability due to the addition of Ni and to obtain good magnetic properties. However, as will be described later, it is necessary to control the rolling reduction during hot rolling within an appropriate range.
本発明の方向性電磁鋼板は、上記必須とする基本成分およびインヒビター成分に加えてさらに、Cu:0.005〜1.5mass%およびP:0.0001〜0.50mass%のうちから選ばれる1種または2種を含有することができる。
CuおよびPは、磁気特性の向上に有効な元素であるが、いずれの元素も、含有量が上記範囲の下限値未満であると、磁気特性改善効果が小さく、一方、含有量が上記範囲の上限値を超えると、二次再結晶が不安定となり磁気特性が劣化するようになるので、上記範囲で添加するのが好ましい。
The grain-oriented electrical steel sheet of the present invention is further selected from Cu: 0.005-1.5 mass% and P: 0.0001-0.50 mass%, in addition to the essential basic component and inhibitor component described above. Species or two can be contained.
Cu and P are effective elements for improving the magnetic properties. However, if the content of any element is less than the lower limit of the above range, the effect of improving the magnetic properties is small, while the content is within the above range. If the upper limit is exceeded, secondary recrystallization becomes unstable and magnetic properties deteriorate, so it is preferable to add in the above range.
本発明の方向性電磁鋼板は、上記成分以外の残部は、Feおよび不可避的不純物からなる。ただし、本発明の作用効果を害しない範囲内であれば、その他の成分の含有を拒むものではないことは勿論である。 In the grain-oriented electrical steel sheet of the present invention, the balance other than the above components is composed of Fe and inevitable impurities. However, it is a matter of course that other components are not rejected as long as the effects of the present invention are not impaired.
次に、本発明の方向性電磁鋼板の製造方法について説明する。
本発明の方向性電磁鋼板の製造方法は、上記に説明した成分組成に適合する鋼を溶製し、鋼スラブとし、その後、熱間圧延し、必要に応じて熱延板焼鈍を施し、中間焼鈍を挟む2回以上の冷間圧延で最終板厚とし、脱炭を兼ねた一次再結晶焼鈍を施した後、仕上焼鈍を施す一連の工程からなるものである。
鋼の溶製は、転炉や真空脱ガス処理等を経る通常公知の製錬プロセスで行えばよく、また、鋼スラブの製造も、連続鋳造法あるいは造塊−分塊圧延法等、通常公知の方法で製造すればよく、特に制限はない。
Next, the manufacturing method of the grain-oriented electrical steel sheet of this invention is demonstrated.
The method for producing a grain-oriented electrical steel sheet according to the present invention involves melting steel that conforms to the above-described component composition into a steel slab, then hot rolling, and subjecting to hot rolling as necessary, intermediate It consists of a series of processes in which the final sheet thickness is obtained by two or more cold rollings that sandwich the annealing, the primary recrystallization annealing is also performed for decarburization, and then the final annealing is performed.
Steel melting may be performed by a generally known smelting process through a converter, vacuum degassing, and the like. Steel slabs are also generally known by continuous casting or ingot-bundling rolling. There is no particular limitation as long as it is manufactured by the above method.
熱間圧延する前のスラブ再加熱温度は、AlNやMnSe、MnS等のインヒビター成分を十分に固溶させるため、1300℃以上の温度とするのが好ましい。
続く熱間圧延は、1150℃以下の温度における圧下率Rを下記(1)式;
R≦90−(4×Ni+2×Sn) ・・・(1)
(ただし、各元素記号は、その成分の含有量(mass%)を示す。)
を満たすよう制御して行うことが必要である。圧下率Rが、{90−(4×Ni+2×Sn}を超えると、熱間圧延時のエッジ割れが顕著となり、大幅な歩留まり低下を招くからである。この原因はまだ十分に明らかとなっていないが、Ni添加に伴ってγ相が増加し、亀裂の生じやすいα相とγ相との界面が増加することや、粒界に偏析し易いSnの添加に伴う粒界強度の低下等が影響しているものと考えられる。
また、熱間圧延における圧延終了温度は850℃以上とすることが好ましい。熱間圧延終了温度が850℃未満では、鋼板の脆化に起因して、熱間圧延における表面欠陥の増加を招くからである。
さらに、熱間圧延したコイルは、析出したAlNの粗大化を抑制するため、圧延後、素早く冷却し、650℃以下の温度で巻き取ることが好ましい。
The slab reheating temperature before hot rolling is preferably set to a temperature of 1300 ° C. or higher in order to sufficiently dissolve inhibitor components such as AlN, MnSe, and MnS.
In the subsequent hot rolling, the rolling reduction R at a temperature of 1150 ° C. or lower is expressed by the following formula (1):
R ≦ 90− (4 × Ni + 2 × Sn) (1)
(However, each element symbol indicates the content (mass%) of the component.)
It is necessary to perform control so as to satisfy the above. This is because if the rolling reduction R exceeds {90− (4 × Ni + 2 × Sn}), edge cracking during hot rolling becomes remarkable, resulting in a significant decrease in yield. However, the γ phase increases with the addition of Ni, the interface between the α phase and the γ phase, which is prone to cracking, increases, and the grain boundary strength decreases due to the addition of Sn that easily segregates at the grain boundaries. It is thought to have influenced.
Moreover, it is preferable that the rolling completion temperature in hot rolling shall be 850 degreeC or more. This is because if the hot rolling end temperature is less than 850 ° C., surface defects in hot rolling are increased due to embrittlement of the steel sheet.
Furthermore, in order to suppress the coarsening of the precipitated AlN, the hot-rolled coil is preferably cooled quickly after rolling and wound at a temperature of 650 ° C. or lower.
熱間圧延した鋼板(熱延板)は、その後、必要に応じて熱延板焼鈍を施し、熱延板組織の改善を行うのが好ましい。熱延板焼鈍は、800〜1200℃の温度で2〜300s間均熱する条件で行うことが好ましい。均熱温度が800℃未満あるいは均熱時間が2s未満では、未再結晶部が残存するため、熱延板組織の改善効果が十分に得られない。一方、均熱温度が1200℃より高温あるいは均熱時間が300sを超えると、AlNやMnS、MnSeの溶解が進行するため、二次再結晶過程におけるインヒビターの抑制力が不足して二次再結晶率が大幅に低下し、磁気特性の低下を引き起こすからである。 The hot-rolled steel sheet (hot-rolled sheet) is then preferably subjected to hot-rolled sheet annealing as necessary to improve the hot-rolled sheet structure. The hot-rolled sheet annealing is preferably performed under conditions of soaking at a temperature of 800 to 1200 ° C. for 2 to 300 seconds. If the soaking temperature is less than 800 ° C. or the soaking time is less than 2 s, an unrecrystallized portion remains, so that the effect of improving the hot rolled sheet structure cannot be sufficiently obtained. On the other hand, when the soaking temperature is higher than 1200 ° C. or the soaking time exceeds 300 s, the dissolution of AlN, MnS, and MnSe proceeds, so that the inhibitor repressing power in the secondary recrystallization process is insufficient, and the secondary recrystallization. This is because the rate is drastically lowered and the magnetic properties are lowered.
熱間圧延後あるいは熱延板焼鈍後の熱延板は、その後、中間焼鈍を挟む2回以上の冷間圧延により最終板厚の冷延板とする。
上記最終冷間圧延前の中間焼鈍は、最高到達温度T(℃)が、下記(2)式;
500×(Sn+Sb)+l000≦T≦1500×(Sn+Sb)+1000
・・・(2)
(ただし、各元素記号は、その成分の含有量(mass%)を示す。)
を満たす必要がある。最高到達温度が{500×(Sn+Sb)+l000}℃未満では、SnやSbの粒界偏析による粒成長抑制効果のため、熱延時の未再結晶組織に由来する不均一組織が残存するため、一次再結晶組織が整粒化せず、所望の二次再結晶粒成長を起こさせることができず、磁気特性の低下を招く。一方、最高到達温度が{1500×(Sn+Sb)+l000}℃より高温では、結晶粒が粗大化し、二次再結晶後の方位集積度が低下するため、磁気特性の低下を招くからである。
Thereafter, the hot-rolled sheet after hot rolling or after hot-rolled sheet annealing is made into a cold-rolled sheet having a final thickness by cold rolling at least twice with intermediate annealing interposed therebetween.
In the intermediate annealing before the final cold rolling, the maximum attained temperature T (° C.) is the following formula (2):
500 × (Sn + Sb) + 1000 ≦ T ≦ 1500 × (Sn + Sb) +1000
... (2)
(However, each element symbol indicates the content (mass%) of the component.)
It is necessary to satisfy. If the maximum temperature reached is less than {500 × (Sn + Sb) +1000} ° C., a heterogeneous structure derived from an unrecrystallized structure at the time of hot rolling remains because of grain growth suppression effect due to grain boundary segregation of Sn or Sb. The recrystallized structure is not sized, the desired secondary recrystallized grain growth cannot be caused, and the magnetic properties are deteriorated. On the other hand, if the maximum temperature reached is higher than {1500 × (Sn + Sb) +1000} ° C., the crystal grains become coarse, and the orientation integration degree after the secondary recrystallization is lowered, leading to a decrease in magnetic properties.
なお、中間焼鈍における最高到達温度での均熱時間は2〜300sの範囲とし、焼鈍後の冷却は800〜400℃の間を10〜200℃/sの速度で急冷することが好ましい。均熱時間が2s未満では、熱延時の未再結晶組織に由来する不均一組織が残存し、所望の組織を得ることが難しくなる。一方、均熱時間が300sより長いと、結晶粒が粗大化し、二次再結晶後の方位集積度の低下を招くほか、AlNやMnS、MnSeの溶解が進行し、二次再結晶過程でのインヒビターの抑制力が不足し、所望の二次再結晶組織が得られず、磁気特性の低下を引き起こすおそれがある。また、中間焼鈍における800〜400℃間での冷却速度が10℃/s未満では、カーバイトの粗大化が進行し、その後の冷間圧延や一次再結晶焼鈍での集合組織改善効果が弱まり、磁気特性の低下を引き起こすおそれがある。一方、冷却速度が200℃/sを超えると、硬質の残留オーステナイト相やマルテンサイト相の分率が増加し、所望の一次再結晶組織を得ることが難しくなり、磁気特性の低下を起こすおそれがあるからである。 In addition, it is preferable that the soaking time at the highest attained temperature in the intermediate annealing is in the range of 2 to 300 s, and the cooling after the annealing is rapidly performed at a rate of 10 to 200 ° C./s between 800 to 400 ° C. If the soaking time is less than 2 s, a non-uniform structure derived from an unrecrystallized structure at the time of hot rolling remains, making it difficult to obtain a desired structure. On the other hand, if the soaking time is longer than 300 s, the crystal grains become coarse, leading to a decrease in the degree of orientation accumulation after secondary recrystallization, and the dissolution of AlN, MnS, and MnSe proceeds, and in the secondary recrystallization process Inhibitors have insufficient inhibitory power, and a desired secondary recrystallized structure cannot be obtained, which may cause deterioration of magnetic properties. Further, when the cooling rate between 800-400 ° C. in the intermediate annealing is less than 10 ° C./s, the coarsening of the carbide proceeds, and the texture improving effect in the subsequent cold rolling or primary recrystallization annealing is weakened, There is a risk of deteriorating magnetic properties. On the other hand, if the cooling rate exceeds 200 ° C./s, the fraction of hard retained austenite phase or martensite phase increases, and it becomes difficult to obtain a desired primary recrystallized structure, which may cause a decrease in magnetic properties. Because there is.
最終板厚とする最終冷間圧延は、圧下率を60〜92%の範囲として行うのが好ましく、より好ましくは軽圧下側の60〜85%の範囲とするのが望ましい。なお、この最終冷間圧延は、磁気特性の向上を目的として、公知のパス間時効や温間圧延などを適用してもよい。 The final cold rolling with the final sheet thickness is preferably performed with the rolling reduction in the range of 60 to 92%, and more preferably in the range of 60 to 85% on the light rolling side. The final cold rolling may be performed by known aging between passes or warm rolling for the purpose of improving magnetic properties.
最終板厚とした冷延板は、その後、脱炭を兼ねた一次再結晶焼鈍を施すが、その前に、鉄損低減を目的として、鋼板表面に溝を設けるなどの磁区細分化処理も施してもよい。
上記一次再結晶焼鈍は、均熱温度を700〜1000℃の範囲として行うのが好ましい。均熱温度が700℃未満では、未再結晶組織が残存し、所望の組織を得ることが難しくなる。一方、1000℃を超えると、Goss方位粒の二次再結晶が起こるおそれがある。なお、脱炭を兼ねて行う場合には、湿水素雰囲気中で焼鈍を行うのが好ましい。
The cold-rolled sheet with the final thickness is then subjected to primary recrystallization annealing that also serves as decarburization, but before that, it is also subjected to magnetic domain refinement treatment such as providing grooves on the surface of the steel sheet in order to reduce iron loss. May be.
The primary recrystallization annealing is preferably performed at a soaking temperature in the range of 700 to 1000 ° C. If the soaking temperature is less than 700 ° C., an unrecrystallized structure remains and it becomes difficult to obtain a desired structure. On the other hand, when it exceeds 1000 ° C., secondary recrystallization of Goss orientation grains may occur. In addition, when performing also decarburization, it is preferable to perform annealing in a wet hydrogen atmosphere.
さらに、本発明においては、上記一次再結晶焼鈍における500〜700℃間の昇温速度を50℃/s以上とすることが好ましい。その理由は、500〜700℃間の昇温速度を50℃/s以上とすることで、一次再結晶焼鈍後の鋼板におけるGoss方位粒の存在率が高まり、二次再結晶後の結晶粒を効果的に微細化し、磁気特性のさらなる向上をもたらすことができるからである。 Furthermore, in this invention, it is preferable that the temperature increase rate between 500-700 degreeC in the said primary recrystallization annealing shall be 50 degrees C / s or more. The reason for this is that the rate of temperature increase between 500 and 700 ° C. is 50 ° C./s or more, so that the presence rate of Goss orientation grains in the steel sheet after primary recrystallization annealing is increased, and the crystal grains after secondary recrystallization are increased. This is because it can be effectively miniaturized to further improve the magnetic properties.
一次再結晶後の鋼板は、その後、必要であれば、鋼板表面に、MgOを主成分とする焼鈍分離剤等を塗布した後、二次再結晶を起こさせる仕上焼鈍を施す。なお、この仕上焼鈍は、水素雰囲気中で行えば、純化を兼ねることもできる。
仕上焼鈍後の鋼板は、その後、絶縁被膜塗布工程および平坦化焼鈍工程を経て、製品板である方向性電磁鋼板とする。
Then, if necessary, the steel sheet after the primary recrystallization is subjected to a finish annealing that causes secondary recrystallization after applying an annealing separator mainly composed of MgO to the steel sheet surface. In addition, if this finish annealing is performed in a hydrogen atmosphere, it can also serve as purification.
Then, the steel sheet after the finish annealing is a grain-oriented electrical steel sheet which is a product plate through an insulating coating application process and a planarization annealing process.
表1に示す成分組成を有するA〜Gの鋼を通常公知の製錬プロセスで溶製し、連続鋳造して厚さが240mmの鋼スラブとした後、この鋼スラブを1400℃の温度に加熱し、1230℃以上の温度で熱間粗圧延して厚さ45mmのシートバーとし、圧延終了温度を900℃とする熱間仕上圧延し、冷却して580℃の温度でコイルに巻き取って、板厚2.2mmと熱延板とした。なお、上記熱間圧延においては、1150℃以下における圧下率Rが、表2に示すRの値となるよう制御した。次いで、上記熱延板に、1000℃×40sの熱延板焼鈍を施した後、酸洗し、1回目の冷間圧延で板厚1.5mmの中間板厚とし、露点50℃の湿水素雰囲気中で、同じく表2に示した条件で中間焼鈍を施した後、鋼板温度を220℃として温間圧延(2回目の冷間圧延)し、最終板厚0.22mmの冷延板とした。
なお、上記の熱延板については、各コイルの長さ方向中央部から長さ1mのサンプルを採取し、鋼板エッジ部に発生した割れの最大深さ(コイルエッジからの最大深さ)を測定し、熱間加工性(脆性)を評価した。因みに、本発明では、割れの最大深さは10mm以内であれば、生産性に悪影響を及ぼすレベルではないと評価した。
Steels A to G having the composition shown in Table 1 are melted by a generally known smelting process, continuously cast into a steel slab having a thickness of 240 mm, and then heated to a temperature of 1400 ° C. And hot rough rolled at a temperature of 1230 ° C. or higher to obtain a sheet bar having a thickness of 45 mm, hot finish-rolled with a rolling end temperature of 900 ° C., cooled and wound on a coil at a temperature of 580 ° C., A plate thickness of 2.2 mm was used for hot rolling. In the hot rolling, the rolling reduction R at 1150 ° C. or lower was controlled to be the value of R shown in Table 2. Next, the hot-rolled sheet was subjected to hot-rolled sheet annealing at 1000 ° C. × 40 s, and then pickled, and the first cold rolling was performed to obtain an intermediate sheet thickness of 1.5 mm and wet hydrogen having a dew point of 50 ° C. In the atmosphere, after intermediate annealing was performed under the same conditions as shown in Table 2, the steel sheet temperature was 220 ° C. and warm rolling (second cold rolling) was performed to obtain a cold rolled sheet having a final thickness of 0.22 mm. .
In addition, about said hot-rolled sheet, the sample of length 1m is extract | collected from the length direction center part of each coil, and the maximum depth of the crack which generate | occur | produced in the steel plate edge part (maximum depth from a coil edge) is measured. And hot workability (brittleness) was evaluated. Incidentally, in this invention, if the maximum depth of the crack was within 10 mm, it evaluated that it was not a level which has a bad influence on productivity.
その後、上記冷延板を、脱脂処理した後、500〜700℃間の昇温速度を30℃/sとして850℃まで加熱し、850℃×2minの脱炭を兼ねた一次再結晶焼鈍を施した後、MgOを主成分とし、TiO2を3mass%添加した焼鈍分離剤を鋼板表面に塗布し、仕上焼鈍を施した。なお、上記仕上焼鈍は、900℃までをN2雰囲気中で、900〜1050℃間を25vol%N2+75vol%H2の混合雰囲気中で、1050〜1150℃間をH2雰囲気中で加熱し、H2雰囲気中で1150℃×6hr保持した後、600℃までをH2雰囲気中で、それ以下の温度をN2雰囲気中で降温する条件で行った。仕上焼鈍後の鋼板は、その後、未反応の焼鈍分離剤を除去した後、張力コーティングとしてコロイダルシリカを50mass%含有するリン酸マグネシウムを塗布し、800℃で焼付けて製品板とした。 Thereafter, the cold-rolled sheet is degreased, heated to 850 ° C. at a heating rate of 500 to 700 ° C. at 30 ° C./s, and subjected to primary recrystallization annealing also serving as decarburization at 850 ° C. × 2 min. After that, an annealing separator containing MgO as a main component and 3 mass% of TiO 2 was applied to the steel sheet surface, and finish annealing was performed. The finish annealing is performed by heating up to 900 ° C. in an N 2 atmosphere, between 900 and 1050 ° C. in a mixed atmosphere of 25 vol% N 2 +75 vol% H 2 , and between 1050 and 1150 ° C. in an H 2 atmosphere. after 1150 ° C. × 6hr maintained in an atmosphere of H 2 up to 600 ° C. in an atmosphere of H 2 was less temperature conditions cooling in N 2 atmosphere. The steel sheet after the finish annealing was then subjected to removal of the unreacted annealing separator, and then coated with magnesium phosphate containing 50 mass% of colloidal silica as a tension coating and baked at 800 ° C. to obtain a product plate.
上記のようにして得た各製品板から試験片を採取し、磁束密度B8および鉄損W17/50を測定し、その結果を、熱延板のエッジ割れの測定結果と併せて、表2中に併記した。
表2に示したように、本発明の成分組成を満たし、かつ、熱間圧延における圧下率および中間焼鈍における最高到達温度を適正に制御した鋼板は、磁気特性に優れるだけでなく、製造性にも優れていることがわかる。
A test piece was collected from each product plate obtained as described above, and the magnetic flux density B 8 and the iron loss W 17/50 were measured. 2 together.
As shown in Table 2, a steel sheet that satisfies the component composition of the present invention and appropriately controls the reduction ratio in hot rolling and the maximum temperature reached in intermediate annealing not only has excellent magnetic properties, but also improves manufacturability. It turns out that it is excellent.
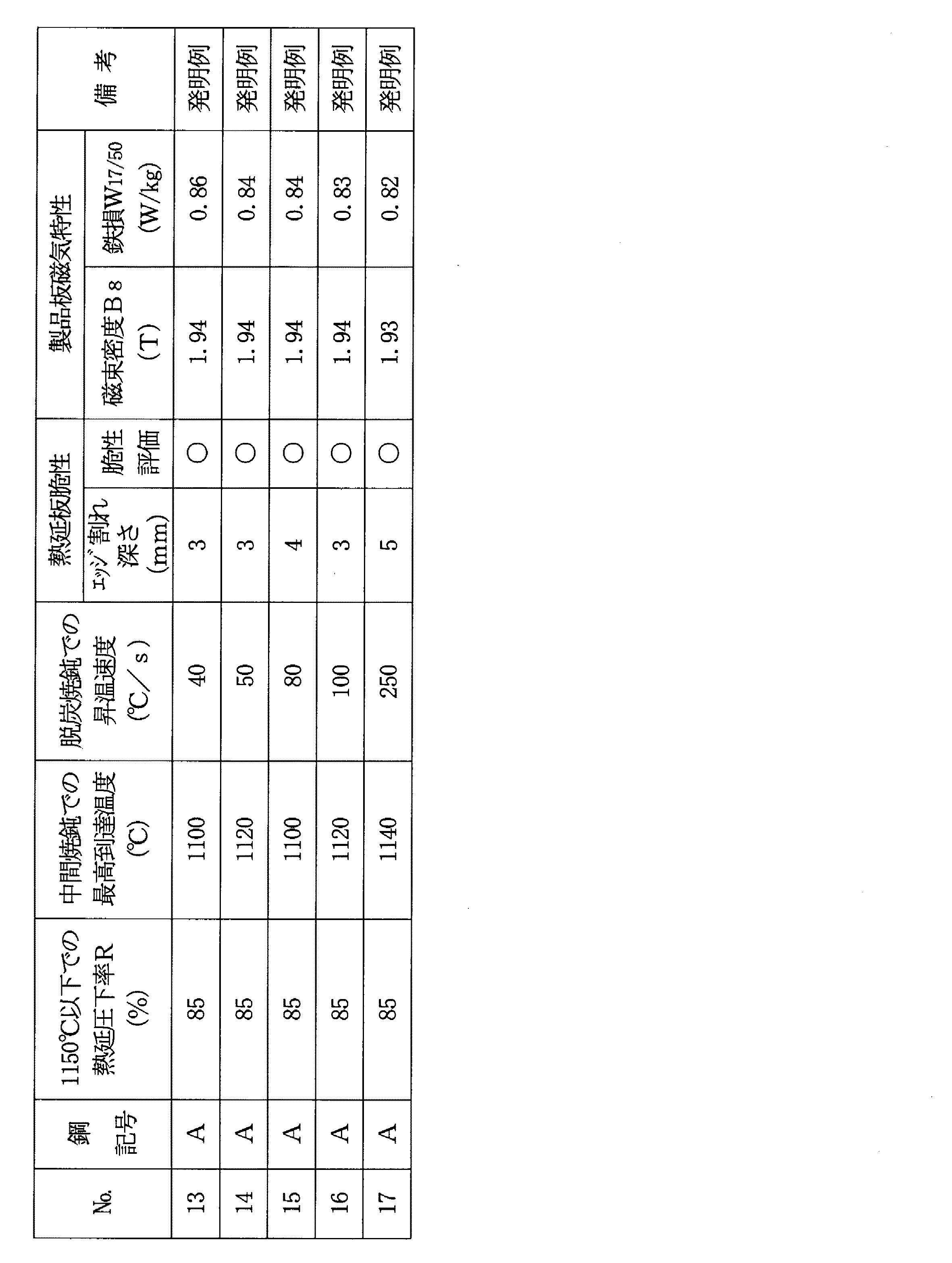
表1に示した鋼Aを連続鋳造して厚さが240mmの鋼スラブとした後、この鋼スラブを1400℃の温度に加熱し、1230℃以上の温度で熱間粗圧延して厚さ45mmのシートバーとし、圧延終了温度を900℃とする熱間仕上圧延し、冷却して580℃の温度でコイルに巻き取って、板厚2.2mmの熱延板とした。なお、上記仕上圧延においては、1150℃以下における圧下率Rが、表2のNo.1のRの値となるよう制御した。次いで、上記熱延板に、1000℃×40sの熱延板焼鈍を施した後、酸洗し、一次冷間圧延して板厚1.5mmの中間板厚とし、露点50℃の湿水素雰囲気中において、表3に示す条件で中間焼鈍を施した後、鋼板温度を220℃として温間圧延(2回目の冷間圧延)し、最終板厚0.22mmの冷延板とした。
なお、上記の熱延板については、各コイルの長さ方向中央部から長さ1mのサンプルを採取し、鋼板エッジ部に発生した割れの最大深さ(コイルエッジからの最大深さ)を測定し、熱間加工性(脆性)を評価した。因みに、本発明では、割れの最大深さは10mm以内であれば、生産性に悪影響を及ぼすレベルではないと評価した。
After steel A shown in Table 1 was continuously cast into a steel slab having a thickness of 240 mm, the steel slab was heated to a temperature of 1400 ° C. and hot rough rolled at a temperature of 1230 ° C. or higher to a thickness of 45 mm. A hot-rolled sheet having a thickness of 2.2 mm was prepared by hot finish rolling with a rolling end temperature of 900 ° C., cooled, and wound on a coil at a temperature of 580 ° C. In the above finish rolling, the rolling reduction R at 1150 ° C. or lower is No. in Table 2. Control was performed so that the R value was 1. Next, the hot-rolled sheet is subjected to hot-rolled sheet annealing at 1000 ° C. × 40 s, and then pickled, primary cold-rolled to an intermediate sheet thickness of 1.5 mm, and a wet hydrogen atmosphere with a dew point of 50 ° C. Inside, after performing the intermediate annealing on the conditions shown in Table 3, the steel sheet temperature was 220 ° C., and the steel sheet was warm-rolled (second cold rolling) to obtain a cold-rolled sheet having a final thickness of 0.22 mm.
In addition, about said hot-rolled sheet, the sample of length 1m is extract | collected from the length direction center part of each coil, and the maximum depth of the crack which generate | occur | produced in the steel plate edge part (maximum depth from a coil edge) is measured. And hot workability (brittleness) was evaluated. Incidentally, in this invention, if the maximum depth of the crack was within 10 mm, it evaluated that it was not a level which has a bad influence on productivity.
次いで、上記冷延板を脱脂処理した後、500〜700℃間を表3に示した昇温速度で850℃まで加熱した後、850℃×2minの脱炭を兼ねた一次再結晶焼鈍を施した後、MgOを主成分とし、TiO2を3mass%添加した焼鈍分離剤を鋼板表面に塗布し、仕上焼鈍を施した。上記仕上焼鈍は、900℃までをN2雰囲気中で、900〜1050℃間を25vol%N2+75vol%H2の混合雰囲気中で、1050〜1150℃間をH2雰囲気中で加熱し、H2雰囲気中で1150℃×6時間の保持を行った後、降温する仕上焼鈍を施した。なお、冷却時の雰囲気は、600℃まではH2雰囲気、それ以下の温度はN2雰囲気とした。仕上焼鈍後の鋼板は、その後、未反応の焼鈍分離剤を除去した後、張力コーティングとしてコロイダルシリカを50mass%含有するリン酸マグネシウムを塗布し、800℃で焼付けて製品板とした。 Next, after degreasing the cold-rolled sheet, heating between 500-700 ° C. to 850 ° C. at the rate of temperature increase shown in Table 3, followed by primary recrystallization annealing that also serves as decarburization at 850 ° C. × 2 min. After that, an annealing separator containing MgO as a main component and 3 mass% of TiO 2 was applied to the steel sheet surface, and finish annealing was performed. The finish annealing is performed by heating up to 900 ° C. in an N 2 atmosphere, between 900 and 1050 ° C. in a mixed atmosphere of 25 vol% N 2 +75 vol% H 2 , and between 1050 and 1150 ° C. in an H 2 atmosphere. After holding at 1150 ° C. for 6 hours in two atmospheres, finish annealing was performed to lower the temperature. The cooling atmosphere was an H 2 atmosphere up to 600 ° C., and the temperature below that was an N 2 atmosphere. The steel sheet after the finish annealing was then subjected to removal of the unreacted annealing separator, and then coated with magnesium phosphate containing 50 mass% of colloidal silica as a tension coating and baked at 800 ° C. to obtain a product plate.
上記のようにして得た各製品板から試験片を採取し、磁束密度B8および鉄損W17/50を測定し、その結果を、熱延板のエッジ割れの測定結果と併せて、表3に示した。
表3からわかるように、本発明の成分組成を満たし、かつ、熱間圧延における圧下率および中間焼鈍における最高到達温度を適正に制御した上で、さらに、一次再結晶焼鈍(脱炭焼鈍)における昇温速度を高速化することで、製造することが難しいとされる板厚0.23mm以下の材料でも、磁気特性に優れる方向性電磁鋼板を安定かつ生産性よく製造することが可能となる。
A test piece was collected from each product plate obtained as described above, and the magnetic flux density B 8 and the iron loss W 17/50 were measured. It was shown in 3.
As can be seen from Table 3, after satisfying the component composition of the present invention and appropriately controlling the reduction ratio in hot rolling and the highest temperature reached in intermediate annealing, further in primary recrystallization annealing (decarburization annealing). By increasing the heating rate, it is possible to manufacture a grain-oriented electrical steel sheet having excellent magnetic properties stably and with high productivity even with a material having a thickness of 0.23 mm or less, which is difficult to manufacture.
Claims (3)
上記鋼スラブのSn,SbおよびNiの含有量に応じて、熱間圧延における1150℃以下での圧下率R(%)が下記(1)式を満たすよう制御し、さらに、
中間焼鈍における最高到達温度T(℃)が下記(2)式を満たすよう制御することを特徴とする方向性電磁鋼板の製造方法。
記
R≦90−(4×Ni+2×Sn) ・・・(1)
500×(Sn+Sb)+1000≦T≦1500×(Sn+Sb)+1000
・・・(2)
ここで、上記式中の各元素記号は、それぞれの成分の含有量(mass%)である。 C: 0.020-0.15 mass%, Si: 2.5-7.0 mass%, Mn: 0.005-0.3 mass%, sol. Al: 0.01-0.05 mass%, N: 0.002-0.012 mass%, one or two of S and Se: 0.05 mass% or less in total, Sn: 0.01-0. 20 mass%, Sb: (0.2 × Sn) mass% or more and 0.10 mass% or less, Ni: {0.7 × (Sn + Sb)} mass% or more and 1.0 mass% or less, with the balance being Fe and inevitable A steel slab having a component composition consisting of impurities is heated to 1300 ° C or higher, then hot-rolled at 850 ° C or higher, and the final thickness is obtained by two or more cold rollings with intermediate annealing between them. In the manufacturing method of grain-oriented electrical steel sheet consisting of a series of steps of performing finish annealing after crystal annealing,
Depending on the contents of Sn, Sb and Ni in the steel slab, the rolling reduction R (%) at 1150 ° C. or lower in hot rolling is controlled to satisfy the following formula (1),
A method for producing a grain-oriented electrical steel sheet, wherein the maximum attainable temperature T (° C.) in the intermediate annealing is controlled to satisfy the following expression (2).
R ≦ 90− (4 × Ni + 2 × Sn) (1)
500 × (Sn + Sb) + 1000 ≦ T ≦ 1500 × (Sn + Sb) +1000
... (2)
Here, each element symbol in the above formula is the content (mass%) of each component.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011196750A JP5839172B2 (en) | 2011-02-24 | 2011-09-09 | Method for producing grain-oriented electrical steel sheet |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011038007 | 2011-02-24 | ||
| JP2011038007 | 2011-02-24 | ||
| JP2011196750A JP5839172B2 (en) | 2011-02-24 | 2011-09-09 | Method for producing grain-oriented electrical steel sheet |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012188733A true JP2012188733A (en) | 2012-10-04 |
| JP5839172B2 JP5839172B2 (en) | 2016-01-06 |
Family
ID=47082210
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011196750A Active JP5839172B2 (en) | 2011-02-24 | 2011-09-09 | Method for producing grain-oriented electrical steel sheet |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5839172B2 (en) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20150109486A (en) * | 2013-02-27 | 2015-10-01 | 제이에프이 스틸 가부시키가이샤 | Production method for grain-oriented electrical steel sheets |
| JP2018009244A (en) * | 2016-07-01 | 2018-01-18 | Jfeスチール株式会社 | Method for producing grain oriented silicon steel sheet |
| CN112195399A (en) * | 2012-12-12 | 2021-01-08 | 杰富意钢铁株式会社 | Grain-oriented electromagnetic steel sheet |
| JP2022514794A (en) * | 2018-12-19 | 2022-02-15 | ポスコ | Directional electrical steel sheet and its manufacturing method |
| JP7463976B2 (en) | 2020-02-28 | 2024-04-09 | Jfeスチール株式会社 | Manufacturing method of grain-oriented electrical steel sheet |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04235225A (en) * | 1991-01-11 | 1992-08-24 | Kawasaki Steel Corp | Production of grain-oriented silicon steel sheet |
| JPH0941043A (en) * | 1995-07-31 | 1997-02-10 | Kawasaki Steel Corp | Production grain-oriented silicon steel sheet, decarburizing annealing method therefor and decarburizing annealing equipment therefor |
| JPH11323437A (en) * | 1998-05-11 | 1999-11-26 | Nippon Steel Corp | Production of thick grain-oriented silicon steel plate |
| JP2003253336A (en) * | 2002-03-06 | 2003-09-10 | Jfe Steel Kk | Process for manufacturing grain-oriented magnetic steel sheet having excellent surface quality and high magnetic flux density |
| JP2009235574A (en) * | 2008-03-05 | 2009-10-15 | Nippon Steel Corp | Method for producing grain-oriented electrical steel sheet having extremely high magnetic flux density |
-
2011
- 2011-09-09 JP JP2011196750A patent/JP5839172B2/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04235225A (en) * | 1991-01-11 | 1992-08-24 | Kawasaki Steel Corp | Production of grain-oriented silicon steel sheet |
| JPH0941043A (en) * | 1995-07-31 | 1997-02-10 | Kawasaki Steel Corp | Production grain-oriented silicon steel sheet, decarburizing annealing method therefor and decarburizing annealing equipment therefor |
| JPH11323437A (en) * | 1998-05-11 | 1999-11-26 | Nippon Steel Corp | Production of thick grain-oriented silicon steel plate |
| JP2003253336A (en) * | 2002-03-06 | 2003-09-10 | Jfe Steel Kk | Process for manufacturing grain-oriented magnetic steel sheet having excellent surface quality and high magnetic flux density |
| JP2009235574A (en) * | 2008-03-05 | 2009-10-15 | Nippon Steel Corp | Method for producing grain-oriented electrical steel sheet having extremely high magnetic flux density |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112195399A (en) * | 2012-12-12 | 2021-01-08 | 杰富意钢铁株式会社 | Grain-oriented electromagnetic steel sheet |
| KR20150109486A (en) * | 2013-02-27 | 2015-10-01 | 제이에프이 스틸 가부시키가이샤 | Production method for grain-oriented electrical steel sheets |
| KR101683693B1 (en) * | 2013-02-27 | 2016-12-07 | 제이에프이 스틸 가부시키가이샤 | Method for producing grain-oriented electrical steel sheet |
| US10431359B2 (en) | 2013-02-27 | 2019-10-01 | Jfe Steel Corporation | Method for producing grain-oriented electrical steel sheet |
| JP2018009244A (en) * | 2016-07-01 | 2018-01-18 | Jfeスチール株式会社 | Method for producing grain oriented silicon steel sheet |
| JP2022514794A (en) * | 2018-12-19 | 2022-02-15 | ポスコ | Directional electrical steel sheet and its manufacturing method |
| JP7463976B2 (en) | 2020-02-28 | 2024-04-09 | Jfeスチール株式会社 | Manufacturing method of grain-oriented electrical steel sheet |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5839172B2 (en) | 2016-01-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102095142B1 (en) | Non-oriented electrical steel sheet and production method thereof | |
| JP6020863B2 (en) | Non-oriented electrical steel sheet and manufacturing method thereof | |
| JP6844125B2 (en) | Manufacturing method of grain-oriented electrical steel sheet | |
| KR101499371B1 (en) | Method for producing non-oriented magnetic steel sheet | |
| KR101498404B1 (en) | Method for manufacturing grain oriented electrical steel sheet | |
| JP5896112B2 (en) | Oriented electrical steel sheet, method of manufacturing the same, and transformer | |
| KR101683693B1 (en) | Method for producing grain-oriented electrical steel sheet | |
| WO2014013615A1 (en) | Process for producing grain-oriented electrical steel sheet | |
| KR20180016522A (en) | Grain-oriented electromagnetic steel sheet and method for manufacturing same | |
| JP6191826B2 (en) | Method for producing grain-oriented electrical steel sheet with excellent magnetic properties | |
| TWI525198B (en) | Non - directional electrical steel sheet and its hot - rolled steel sheet | |
| JP5839172B2 (en) | Method for producing grain-oriented electrical steel sheet | |
| KR101707451B1 (en) | Grain oriented electrical steel sheet and method for manufacturing the same | |
| WO2016111088A1 (en) | Non-oriented electromagnetic steel sheet and method for producing same | |
| JP5648331B2 (en) | Method for producing grain-oriented electrical steel sheet | |
| JP2012177162A (en) | Method for manufacturing grain-oriented magnetic steel sheet | |
| JP2014208895A (en) | Method of producing grain oriented electrical steel | |
| JP2023554123A (en) | Non-oriented electrical steel sheet and its manufacturing method | |
| JP7037657B2 (en) | Directional electrical steel sheet and its manufacturing method | |
| JP5712652B2 (en) | Method for producing grain-oriented electrical steel sheet | |
| JP5741308B2 (en) | Manufacturing method of grain-oriented electrical steel sheet and material steel sheet thereof | |
| JP2014173103A (en) | Method of producing grain-oriented magnetic steel sheet | |
| WO2022255258A1 (en) | Method for producing grain-oriented electromagnetic steel sheet | |
| WO2022255259A1 (en) | Method for manufacturing oriented electrical steel sheet | |
| JP6702259B2 (en) | Method for producing grain-oriented electrical steel sheet |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140825 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150309 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150317 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150512 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20151014 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20151027 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5839172 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |