JP2012183637A - Method and apparatus for processing substrate - Google Patents
Method and apparatus for processing substrate Download PDFInfo
- Publication number
- JP2012183637A JP2012183637A JP2012100094A JP2012100094A JP2012183637A JP 2012183637 A JP2012183637 A JP 2012183637A JP 2012100094 A JP2012100094 A JP 2012100094A JP 2012100094 A JP2012100094 A JP 2012100094A JP 2012183637 A JP2012183637 A JP 2012183637A
- Authority
- JP
- Japan
- Prior art keywords
- substrate
- edge
- polishing film
- polishing
- pad
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000000758 substrate Substances 0.000 title claims abstract description 222
- 238000000034 method Methods 0.000 title claims abstract description 31
- 238000012545 processing Methods 0.000 title description 4
- 238000005498 polishing Methods 0.000 claims abstract description 204
- 239000012530 fluid Substances 0.000 claims description 68
- 238000004140 cleaning Methods 0.000 claims description 28
- 239000000126 substance Substances 0.000 claims description 12
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 12
- 230000007717 exclusion Effects 0.000 claims description 11
- 239000003082 abrasive agent Substances 0.000 claims 1
- 239000000463 material Substances 0.000 description 17
- 239000012528 membrane Substances 0.000 description 8
- 239000002245 particle Substances 0.000 description 6
- 229920002635 polyurethane Polymers 0.000 description 3
- 239000004814 polyurethane Substances 0.000 description 3
- 239000004372 Polyvinyl alcohol Substances 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 230000033001 locomotion Effects 0.000 description 2
- 238000005461 lubrication Methods 0.000 description 2
- 229920002451 polyvinyl alcohol Polymers 0.000 description 2
- 229920002379 silicone rubber Polymers 0.000 description 2
- 238000013519 translation Methods 0.000 description 2
- 229920002554 vinyl polymer Polymers 0.000 description 2
- DHKHKXVYLBGOIT-UHFFFAOYSA-N 1,1-Diethoxyethane Chemical compound CCOC(C)OCC DHKHKXVYLBGOIT-UHFFFAOYSA-N 0.000 description 1
- 229920004943 Delrin® Polymers 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- 239000011354 acetal resin Substances 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 239000008367 deionised water Substances 0.000 description 1
- 229910021641 deionized water Inorganic materials 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 239000013536 elastomeric material Substances 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 1
- 238000007517 polishing process Methods 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 229920006324 polyoxymethylene Polymers 0.000 description 1
- 238000006748 scratching Methods 0.000 description 1
- 230000002393 scratching effect Effects 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 1
- 229910010271 silicon carbide Inorganic materials 0.000 description 1
- 229910052814 silicon oxide Inorganic materials 0.000 description 1
- 239000004945 silicone rubber Substances 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 239000013589 supplement Substances 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
Images














Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/04—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer
- H01L21/18—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer the devices having semiconductor bodies comprising elements of Group IV of the Periodic Table or AIIIBV compounds with or without impurities, e.g. doping materials
- H01L21/30—Treatment of semiconductor bodies using processes or apparatus not provided for in groups H01L21/20 - H01L21/26
- H01L21/302—Treatment of semiconductor bodies using processes or apparatus not provided for in groups H01L21/20 - H01L21/26 to change their surface-physical characteristics or shape, e.g. etching, polishing, cutting
- H01L21/304—Mechanical treatment, e.g. grinding, polishing, cutting
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/02002—Preparing wafers
- H01L21/02005—Preparing bulk and homogeneous wafers
- H01L21/02008—Multistep processes
- H01L21/0201—Specific process step
- H01L21/02021—Edge treatment, chamfering
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B21/00—Machines or devices using grinding or polishing belts; Accessories therefor
- B24B21/004—Machines or devices using grinding or polishing belts; Accessories therefor using abrasive rolled strips
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B9/00—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor
- B24B9/02—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground
- B24B9/06—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of non-metallic inorganic material, e.g. stone, ceramics, porcelain
- B24B9/065—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of non-metallic inorganic material, e.g. stone, ceramics, porcelain of thin, brittle parts, e.g. semiconductors, wafers
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Power Engineering (AREA)
- General Physics & Mathematics (AREA)
- Manufacturing & Machinery (AREA)
- Computer Hardware Design (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- Physics & Mathematics (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Inorganic Chemistry (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
- Grinding And Polishing Of Tertiary Curved Surfaces And Surfaces With Complex Shapes (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Cleaning Or Drying Semiconductors (AREA)
Abstract
Description
本出願は、2005年12月9日に出願された“METHOD AND APPARATUS FOR PROCESSIN G A SUBSTRATE”と題する米国特許出願第11/299,295号(代理人整理番号第10121号)、及び2005年12月9日に出願された“METHOD AND APPARATUS FOR PRO CESSING A SUBSTRATE”と題する米国特許出願第11/298,555号(代理人整理番号第10414号)の優先権を主張するものであり、その各は、全ての目的で、そのまま参考としてここに援用される。 This application is filed on Dec. 9, 2005, US Patent Application No. 11 / 299,295 (Attorney Docket No. 10121) entitled “METHOD AND APPARATUS FOR PROCESSIN GA SUBSTRATE”, and Dec. 2005 Claims the priority of US Patent Application No. 11 / 298,555 (Attorney Docket No. 10414) entitled “METHOD AND APPARATUS FOR PRO CESSING A SUBSTRATE” filed on the 9th. , For all purposes, incorporated herein by reference in its entirety.
本発明は、一般に、基板処理に係り、より詳細には、基板の縁を洗浄する方法及び装置に関する。 The present invention relates generally to substrate processing, and more particularly to a method and apparatus for cleaning the edge of a substrate.
基板の縁に研磨材膜を接触させて縁をきれいにする従来のシステムでは、縁が完全にきれいにならないことがある。例えば、研磨材膜が洗浄中に縁の両斜面に充分接触しないことがある。更に、研磨材膜が使用によって摩滅し、それ故、基板を充分きれいにする能力を失って頻繁な交換を必要とし、半導体デバイスの製造スループットに影響することもある。従って、基板の縁を洗浄するための改良された方法及び装置が要望される。 In a conventional system that cleans the edge by contacting an abrasive film with the edge of the substrate, the edge may not be completely clean. For example, the abrasive film may not fully contact both edges of the edge during cleaning. In addition, the abrasive film may be worn away by use, thus losing the ability to clean the substrate sufficiently, requiring frequent replacement, and affecting semiconductor device manufacturing throughput. Accordingly, there is a need for an improved method and apparatus for cleaning substrate edges.
本発明の第1の態様において、基板の縁を研磨するよう適応される装置は、研磨膜と、この研磨膜に張力をかけて膜の少なくとも一部分が平面内に支持されるように適応されるフレームと、研磨膜の平面に対して基板を回転するように適応される基板回転駆動装置であって、研磨膜が、基板に張力を付与し、少なくとも外縁及び第1斜面を含む基板の縁に輪郭合わせし、更に、基板が回転されるときに外縁及び第1斜面を研磨するように適応される基板回転駆動装置と、を備えている。 In a first aspect of the invention, an apparatus adapted to polish an edge of a substrate is adapted to provide a polishing film and tension the polishing film such that at least a portion of the film is supported in a plane. A frame and a substrate rotation drive adapted to rotate the substrate relative to the plane of the polishing film, wherein the polishing film imparts tension to the substrate and includes at least an outer edge and a first slope on the edge of the substrate And a substrate rotation drive adapted to contour and further polish the outer edge and the first bevel when the substrate is rotated.
本発明の第2の態様において、基板の縁を研磨するよう適応される装置は、複数の研磨膜と、これら研磨膜の各々に張力をかけて各膜の少なくとも一部分が各平面内に支持されるように適応されるフレームと、研磨膜の各平面の少なくとも1つに対して基板を回転するように適応される基板回転駆動装置であって、基板に接触する研磨膜が、基板に圧力を付与し、基板の縁に輪郭合わせし、更に、基板が回転されるときに縁を研磨するようにされた基板回転駆動装置と、を備えている。 In a second aspect of the invention, an apparatus adapted to polish an edge of a substrate includes a plurality of polishing films and at least a portion of each film supported in each plane by tensioning each of the polishing films. A frame adapted to rotate and a substrate rotation drive adapted to rotate the substrate relative to at least one of each plane of the polishing film, wherein the polishing film in contact with the substrate exerts pressure on the substrate. And a substrate rotation driving device adapted to polish the edge when the substrate is rotated.
本発明の第3の態様において、基板の縁を研磨するよう適応される装置は、研磨側及び第2の側部を有する研磨膜と、この研磨膜の第2の側部に隣接して配置された膨張可能なパッドと、これら研磨膜及び膨張可能なパッドを支持するように適応されるフレームと、研磨膜の研磨側に対して基板を回転するように適応される基板回転駆動装置と、を備えている。研磨膜は、基板の縁と膨張可能なパッドとの間に配置されて、膨張可能なパッド及び研磨膜が基板の縁に輪郭合わせすると共に、研磨膜が基板の縁に接触するようにされる。 In a third aspect of the invention, an apparatus adapted to polish an edge of a substrate is disposed adjacent to a polishing film having a polishing side and a second side, and the second side of the polishing film. An inflatable pad, a frame adapted to support the polishing film and the inflatable pad, a substrate rotation drive adapted to rotate the substrate relative to the polishing side of the polishing film, It has. The polishing film is disposed between the edge of the substrate and the inflatable pad so that the inflatable pad and polishing film contour the edge of the substrate and the polishing film contacts the edge of the substrate. .
本発明の第4の態様において、基板の縁を洗浄するための方法は、(a)研磨膜を支持するステップと、(b)外縁及び少なくとも1つの斜面を含む基板の縁に研磨膜を適合させるステップと、(c)基板を回転するステップと、を備えている。 In a fourth aspect of the invention, a method for cleaning an edge of a substrate includes: (a) supporting the polishing film; and (b) adapting the polishing film to the edge of the substrate including an outer edge and at least one bevel. And (c) rotating the substrate.
本発明の他の特徴及び態様は、以下の詳細な説明、特許請求の範囲、及び添付図面から完全に明らかとなろう。 Other features and aspects of the present invention will become more fully apparent from the following detailed description, the appended claims and the accompanying drawings.
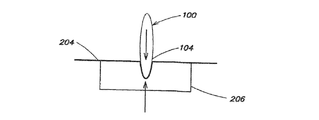
本発明は、基板の縁を洗浄及び/又は研磨するための改良された方法及び装置を提供する。図1を参照すれば、基板100は、2つの主面102、102’及び縁104を含むことができる。基板100の各主面102、102’は、デバイス領域106、106’ 及び除外(exclusion)領域108、108’を含むことができる。(しかしながら、典型的には、2つの主面102、102’の片方だけがデバイス領域及び除外領域を含む。)除外領域108、108’は、デバイス領域106、106’と縁104との間の緩衝域として働くことができる。基板100の縁104は、外縁110及び斜面112、114を含むことができる。斜面112、114は、外縁110と、2つの主面102、102’の除外領域108、108’との間に位置することができる。本発明は、デバイス領域106、106’に影響することなく、基板100の外縁110及び少なくとも1つの斜面112、114をきれいにし及び/又は研磨するように適応される。幾つかの実施形態では、除外領域108、108’の全部又は一部分もきれいにし又は研磨することができる。
The present invention provides an improved method and apparatus for cleaning and / or polishing the edge of a substrate. Referring to FIG. 1, the
本発明は、基板100が回転されるときに(例えば、真空チャック、駆動ローラ、等により)基板100の縁104に対して膜(例えば、研磨材研磨膜)又は研磨材緩衝材を支持するためのフレームを提供する。この膜は、アクチュエータにより押されるパッド及び/又は膨張可能なパッドを使用して、回転する基板の縁104に対して押し付けることができる。いずれにせよ、このパッド及び/又は膨張可能なパッドは、柔軟なものであり、及び/又は基板の縁104の形状に合致する輪郭を含み又は輪郭を生成することができる。アクチュエータにより付与される力の量、選択されたパッドの弾力性、膨張可能なパッドの膨張の量、及び/又は膜に対する張力の量に基づいて、制御された量の圧力を、縁104の研磨のために付与することができる。それとは別に又はそれに加えて、フレーム内で膜に張力をかけて、膜自身が、可変量の張力を基板の縁104に付与すると共に、(例えば、パッドからの付加的な支持を伴ったり伴わなかったりして)外縁110と、斜面112、114の少なくとも1つとの両方に輪郭合わせするように適応されてもよい。従って、本発明は、縁104から材料が除去されるときに基板100における異なる幾何学的縁形状及び変化を補償するのに使用できる縁研磨プロセスの正確な制御を提供する。
The present invention supports a film (eg, abrasive polishing film) or abrasive cushioning material against the
幾つかの実施形態では、フレームが複数のヘッドを支持することができ、各ヘッドは、研磨膜を支持するように適応される。ヘッドは、同時に、又は予め定義されたシーケンスで、又は異なる時間に使用できる異なる形式の膜(例えば、異なる研磨材粒度の膜)を支持することができる。ヘッドは、支持された膜が回転基板100の縁104の異なる部分を研磨できるように、異なる位置に配置することができる。ヘッドは、縁104の異なる部分を研磨するためにフレームにより縁104の周りを移動されるように(例えば、基板100の接線方向軸の周りを及び/又は基板100に対して周囲方向に角度的に並進移動されるように)適応されてもよい。幾つかの実施形態では、ヘッドは、基板100の回転する縁104の周りを連続的に振動してもよい。各ヘッドは、膜のインデックス付きスプールを含んでもよく、及び/又は交換可能なカセットに収容されてもよい。
In some embodiments, the frame can support multiple heads, each head being adapted to support a polishing film. The head can support different types of membranes (eg, membranes of different abrasive particle sizes) that can be used simultaneously, in a predefined sequence, or at different times. The head can be placed at different positions so that the supported film can polish different portions of the
それに加えて又はそれとは別に、本発明は、研磨されている基板縁104へ流体を送出し易くすることを含んでもよい。幾つかの実施形態では、化学物質又は水を基板縁104へ向けるために1つ以上のチャンネルを設けて、研磨を助成し、及び/又は研磨から生じる粒子を洗い流すことができる。化学物質は、基板/研磨膜の界面において基板100へ直接スプレーされてもよく、及び/又は膜及び/又はパッドへ、及び/又はそれを通して付与されてもよい。流体は、基板100のいずれかの側又は両側からスプレーされてもよく、又、本発明は、基板100の他の部分又は本発明の装置を汚染したり又はそれに接触したりしないように、重力又は吸引を利用して排水することができる。更に、エネルギー(例えば、メガソニックエネルギー)を搬送する流体を介して基板縁104にそのようなエネルギーを付与してもよい。
In addition or alternatively, the present invention may include facilitating delivery of fluid to the
基板100は、水平面内で回転することができる。付加的な実施形態又は別の実施形態では、基板100は、垂直面又は他の非水平面内で回転することもできるし、及び/又は異なる回転平面間で移動することもできる。
The
図2は、縁研磨装置200の概略図である。フレーム202は、基板100の主面102、102’に垂直な平面内で研磨膜204を支持し且つそれに張力をかけ、(例えば、まっすぐな下向きの矢印205a、205bで示されたように)基板100の縁104が研磨膜204に対して押し付けられ、且つ研磨膜204が基板縁104に輪郭合わせできるようにする。カーブした矢印205cで示されたように、基板100は、研磨膜204に対して回転することができる。基板100は、例えば、約50から300RPMの範囲の速度で回転できるが、他の速度を使用してもよい。基板100は、使用する膜の形式、膜の粒度、回転速度、必要な研磨量、等に基づいて、約15から150秒間、研磨膜204に接触することができる。それより長い時間又は短い時間が使用されてもよい。幾つかの実施形態では、研磨膜204は、研磨膜204の背面(例えば、非研磨材側)に隣接して配置されてフレーム202に装着されたパッド206により支持されてもよい。上方を向いたまっすぐな矢印207で示すように、張力の掛けられた研磨膜204及び/又はパッド206を含むフレーム202は、基板100の縁104に対して押し付けることができる。幾つかの実施形態では、基板は、約0.5ポンドから約2.0ポンドの範囲の力の大きさで研磨膜に対して押し付けることができる。他の力の大きさを使用してもよい。
FIG. 2 is a schematic view of the
それに加えて又はそれとは別に、フレーム202に装着されたスプール208、210により研磨膜204の付加的な長さを支持し、それに張力をかけることができる。供給スプール208は、解かれて基板100の隣接位置へ引き出して使用される未使用研磨膜204を含み、一方、巻き取りスプール210は、使用済み及び/又は摩滅した研磨膜204を受け取るように適応することができる。前進される研磨膜204の量を正確に制御するためにスプール208、210の一方又は両方にインデックスを設けてもよい。研磨膜204は、酸化アルミニウム、酸化シリコン、炭化シリコン、等を含む多数の異なる材料から作ることができる。又、他の材料を使用してもよい。幾つかの実施形態では、使用する研磨材は、そのサイズが約0.5ミクロンから約3ミクロンの範囲であるが、他のサイズを使用してもよい。約1インチから約1.5インチの範囲の異なる巾を使用することができる(が、他の巾を使用してもよい)。1つ以上の実施形態において、研磨膜は、約0.002から約0.02インチ厚みであり、更に、パッド206を使用する実施形態では約1から5ポンドの張力に耐えることができ、又、パッドを使用しない実施形態では約3から約8ポンドの張力に耐えることができる。異なる厚み及び強度をもつ他の膜を使用してもよい。スプール208、210は、直径が約1インチで、約500インチの研磨膜204を保持し、又、ポリウレタン、ポリビニルジフロライド(PVDF)、等の実用的な材料から作ることができる。フレーム202は、アルミニウム、ステンレススチール等の実用的な材料から作ることができる。
In addition or alternatively, additional lengths of the polishing
幾つかの実施形態では、1つ以上の流体チャンネル212(例えば、スプレーノズル又はバー)を設けて、化学物質及び/又は水を送出し、基板縁104の研磨/洗浄を助成し、基板を潤滑し、及び/又は除去された物質を洗い流すことができる。流体チャンネル212は、基板100、研磨膜204、及び/又はパッド206に流体を送出するように適応させることができる。流体は、潤滑剤として働くと共に粒子をどっと洗い流す脱イオン水を含んでもよい。又、表面活性剤及び/又は他の既知の洗浄化学物質が含まれてもよい。幾つかの実施形態では、音波(例えば、メガソニック)ノズルを使用して、音波処理された流体を基板縁104へ送出し、洗浄を補足することができる。又、流体は、研磨膜204及び/又はパッド206を通して縁104へ送出されてもよい。
In some embodiments, one or more fluid channels 212 (eg, spray nozzles or bars) are provided to deliver chemicals and / or water, assist in polishing / cleaning the
図3A及び図3Bは、図2の研磨膜204及びパッド206の各々拡大前面及び側面断面図である。力(まっすぐな矢印で示す)により研磨膜204及びパッド206が基板100の縁104に輪郭合わせされ且つ合致されることに注意されたい。幾つかの実施形態では、基板100が存在しない場合に、パッド206は、基板100がパッド206を圧縮して示されているところに平らな表面をもつことになる。同様に、基板100が存在しない場合には、研磨膜204は、平らに横たわり、両図において直線で表わされる。
3A and 3B are enlarged front and side sectional views of the polishing
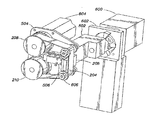
図4及び図5には、縁研磨装置400、500の2つの付加的な別々の実施形態が示されている。図4に示したように、例示的な縁研磨装置400は、ヘッド404を含むベース又はフレーム402を備え、ヘッド404は、スプール208、210間に引っ張られてパッド206により更に支持された研磨膜204を支持する。図示されたように、パッド206は、バイアス器具406(例えば、スプリング)を介してヘッド404に装着することができる。又、図4の縁研磨装置400は、1つ以上の駆動ローラ408(2つ示されている)及びガイドローラ410(2つ示されている)を備え、これらは、研磨膜204に対して基板100の縁104を回転するように適応される。駆動ローラ408それ自体は、駆動装置412(例えば、モータ、ギア、ベルト、チェーン、等)により各々駆動することができる。
4 and 5 show two additional separate embodiments of the edge polishing apparatus 400,500. As shown in FIG. 4, an exemplary
駆動ローラ408及びガイドローラ410は、これらローラ408、410のみで基板100を支持できるようにする溝を含むことができる。幾つかの実施形態では、駆動ローラ408内の溝は、その直径が約2.5インチでよく、ガイドローラ410内の溝は、その直径が約1インチでよい。他の直径も考えられる。基板100に接触する駆動ローラ408のエリアは、駆動ローラ408が基板100を把持できるようにするためのテクスチャ又は十字溝を含むことができる。駆動ローラ408及びガイドローラ410は、ポリウレタン、ポリビニルジフロライド(PVDF)、等の材料から作ることができる。他の材料を使用してもよい。
The driving
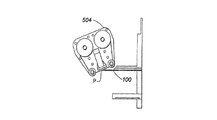
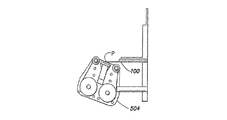
図5に示すように、別の例示的縁研磨装置500は、ヘッド504を含むベース又はフレーム502を備え、ヘッド504は、スプール208、210間に引っ張られてパッド206により更に支持された研磨膜204を支持する。図示されたように、パッド206は、アクチュエータ506(例えば、空気圧スライド、液圧ラム、サーボモータ駆動プッシャー、等)を介してヘッド504に装着することができる。図5の縁研磨装置500は、駆動装置510(例えば、モータ、ギア、ベルト、チェーン、等)に結合された真空チャック508も含むことができる。図5に示す実施形態の効果は、装置500が、研磨されている縁104に接触する必要がないことである。従って、粒子が駆動ローラに累積したり縁104に再堆積したりする可能性が排除される。ローラをきれいにする必要性も排除される。更に、ローラが縁にダメージを及ぼしたりひっかき傷をつけたりする可能性も排除される。基板を真空チャックに保持することにより、振動のない高速回転を得ることができる。
As shown in FIG. 5, another exemplary
図6から図8Bを参照して、図4及び5の実施形態の特徴をある程度詳細に説明する。異なる設計上の課題や問題に応じるために、異なる実施形態からの特徴を多数の異なる実行可能な仕方で結合できることに注意されたい。 The features of the embodiment of FIGS. 4 and 5 will be described in some detail with reference to FIGS. Note that features from different embodiments can be combined in a number of different feasible ways to meet different design challenges and problems.
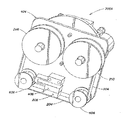
図6は、図5のヘッド504を含むフレーム502を詳細に示す。上述したように、ヘッド504は、スプール208と210との間に引っ張られた研磨膜204を支持する。フレーム502(ヘッド504を含む)は、駆動装置600(例えばサーボモータ)及びピボット602により角度的に並進移動される(縁研磨装置500(図5)に保持された基板100の縁104に接する軸に対して)ように適応されてもよい。フレーム(及び研磨膜204)の角度的な並進移動は、図9Aから10Cを参照して以下に詳細に説明する。
FIG. 6 shows in detail the
それに加えて、ヘッド504に装着されるスプール208、210は、1つ以上の駆動装置606(例えば、サーボモータ)により駆動することができる。駆動装置604は、特定量の未使用の研磨膜204を基板縁へ前進させ又は連続的にフィードできるようにするインデックス能力と、研磨膜を教えられたようにピンと張って基板縁に圧力を付与するための張力能力との両方を備えることができる。
In addition, the
図6から更に明確に明らかなように(図5に比して)、研磨膜204を基板縁104(図5)に対して調整可能に押し付け且つ輪郭合わせするように適応されるアクチュエータ506を介してオプションのパッド206をヘッド504に装着することができる。更に、1つ以上の支持ローラ606をヘッド504に装着して、縁研磨装置500(図5)に保持された基板100の主面102(図1)に垂直な平面内で研磨膜204をガイドし、整列させることもできる。
As more clearly apparent from FIG. 6 (as compared to FIG. 5), via an
図5及び図6に示す実施形態では、研磨膜204の長さが、研磨される基板100の縁104に直交して配置される。これは、研磨膜204の長手方向が、研磨される基板100の縁104に整列して配置された図2に示す実施形態と対照的である。研磨膜の他の向き及び構成が使用されてもよい。例えば、研磨膜204は、基板100の主面102に対して斜めに保持されてもよい。
In the embodiment shown in FIGS. 5 and 6, the length of the polishing
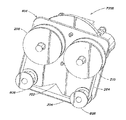
図7A及び図7Bは、交換可能なカセット700A、700Bの2つの異なる実施形態の拡大斜視図である。これらのカセット700A、700Bは、異なる縁研磨装置400、500のフレーム402、502に素早く且つ容易に装着でき及び/又はそこから除去できる使い捨て、詰め替え型及び/又は交換型パッケージにおけるヘッド404及び研磨膜204の特徴を与えるように適応されてもよい。
7A and 7B are enlarged perspective views of two different embodiments of replaceable cassettes 700A, 700B. These cassettes 700A, 700B are
図7Aに示すように、カセット700Aは、供給リール208から巻き取りリール210まで広がる研磨膜204を支持するヘッド404を備えることができる。研磨膜204は、ヘッド404に装着された支持ローラ606によりガイドし、整列させることができる。パッド206は、上述したように、研磨膜204を更にサポートするために設けることができる。又、上述したように、バイアス器具406(例えば、スプリング)を使用して、パッド206をヘッド404に装着し、柔軟な/動的な対抗圧力をパッド206に与えることができる。それとは別に又はそれに加えて、調整可能なアクチュエータ506(図6)を使用して、パッド206を研磨膜204に対して押し付けるか、又は全ヘッド404を基板100に向かって押し付けることができる。
As shown in FIG. 7A, the cassette 700 </ b> A can include a
図7Bに示した更に別の実施形態では、パッド206に代わって、ヘッド404が単に研磨膜204の張力に依存して、基板縁104(図1)に横方向圧力を与えることができる。幾つかの実施形態では、ヘッド404は、基板100を受け入れるために図7Bに示すようなノッチ702を含むことができる。
In yet another embodiment shown in FIG. 7B, instead of the
図8A及び図8Bには、パッド206A、206Bの2つの異なる別々の実施形態が示されている。基板が存在しないときに研磨膜204と同一平面のフラットな面を有するパッド206(図6)に加えて、パッド206Aは、基板100の縁104の輪郭に一致する凹面を含むことができる。或いは又、図8Bに示すように、パッド206Bは、基板100の縁104の輪郭に良く一致するために二重凹面を含んでもよい。更に別の実施形態では、パッド206は、斜面112、114及び外縁110(図1)を含む基板100の縁104の輪郭に正確に一致する整形溝を含むことができる。
8A and 8B show two different separate embodiments of
パッド206、206A、206Bは、例えば、アセタール樹脂(例えば、デュポン社により製造されたDelrin(登録商標))、PVDF、ポリウレタンクローズドセル発泡材、シリコンゴム、等の材料で作ることができる。他の材料を使用してもよい。このような材料は、パッドの厚み又は密度の関数である弾力性又は適合能力を有してもよい。この材料は、その弾力性に基づいて選択されてもよい。望ましい弾力性は、必要な研磨の形式に基づいて選択されてもよい。
The
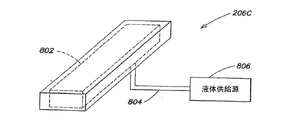
幾つかの実施形態では、パッド206、206A、206Bは、基板の縁に対して調整可能な量の適合能力を有することができる。例えば、パッド206、206A、206Bは、膨張可能な嚢であるか又はそれを含み、より多くの空気又は液体又は他の流体を追加することによりパッドがより硬くなり、一方、嚢における空気又は液体又は他の流体の量を減少することによりパッドの適合性が高くなるものでよい。図8は、流体供給源806からの流体を、流体チャンネル804を経て充填できる(及び/又は空にできる)膨張可能な嚢802を含むパッド206Cの実施形態を示す。幾つかの実施形態では、流体供給源806は、オペレータの指令のもとで又はプログラムされ及び/又はユーザ操作されるコントローラのもとで嚢802を膨張/収縮することができる。このような実施形態では、シリコンゴム等のエラストマ材料を嚢802に使用して、基板縁104に対して伸びて適合するパッドの能力を更に向上させることができる。このような実施形態は、例えば、嚢802へポンプ送りされる流体の量を制限することにより、研磨膜204が基板100に接触するために、除外領域108及び/又は108’(図1)に向かって(もしあっても)斜面112、114をどれほど越えるかをオペレータ/コントローラが正確に制御できるようにする。例えば、基板の外縁110が、収縮した嚢802を伴うパッド206Cに載せられると、嚢802が膨張し、パッド206Cが基板100の外縁110及び斜面112、114の周りを取り巻いてそれに適合するよう強制されるが、基板100のデバイス領域106、106’の周りは取り巻かない。幾つかの実施形態では、複数の嚢をパッドに使用できると共に、異なる形状の膨張可能な嚢を異なる形状のパッド206、206A、206B内に使用できることに注意されたい。
In some embodiments, the
幾つかの実施形態では、研磨を助成するのに使用される流体は、パッド206、206A、206Bを経て基板の縁へ送出することができる。流体をパッド上に又はパッド内に滴下又はスプレーするために流体チャンネルを設けてもよい。或いは又、膨張可能なパッドが半浸透性メンブレーンをもつ嚢を含み、(例えば、パッドを通して)流体をゆっくり解放して研磨膜204へ伝達させてもよい。このような実施形態では、パッド206、206A、206Bは、使用する流体を吸収及び/又は保有する材料(例えば、ポリビニルアルコール(PVA)、等)で覆われてもよく、その材料で作られてもよく、及び/又はその材料を含んでもよい。
In some embodiments, the fluid used to aid polishing can be delivered to the edge of the substrate via
図9Aから図9C及び図10Aから図10Cは、各々、上述した別々の縁研磨装置400、500の考えられる異なるヘッド位置を例示している。本発明は、研磨膜204を、基板100のデバイス領域106に接触することなく、基板100の斜面112、114及び外縁110に接触させるように適応される。運転中に、これは、ヘッド404、504(及び、従って、基板100の縁104に接触してそこに輪郭合わせされる研磨膜の部分)を、基板100が回転するときに基板100の外縁110に接する軸の周りで角度的に並進移動することにより達成される。図9Aから図9C及び図10Aから図10Cを参照すれば、この角度的並進移動の軸は、“P”と示された点においてこれら図面が描かれた紙面から垂直に延びる線で表わすことができる。ヘッド404、504は、基板100が回転されるときに基板縁104の望ましい部分をきれいにするために種々の位置に保持することができる。幾つかの実施形態では、ヘッド404、504は、図示された種々の位置及び/又は他の位置の間で連続的又は間欠的に振動するように適応されてもよい。ヘッド404、504は、プログラムされた又はユーザ操作されるコントローラの指令のもとで、駆動装置600(図6)によってフレーム502上で移動することができる。或いは又、ヘッド404、504は、基板が回転されない間に固定され及び/又は調整のみが行われてもよい。更に別の実施形態では、ヘッドが振動され(上述したように)且つ基板100の周囲を回転される間に、基板が固定保持されてもよい。更に、研磨膜204は、ヘッド404、504に連続ループで装着されてもよく、及び/又は研磨膜204は、基板縁104を研磨するために連続的に(又は間欠的に)前進されてもよい。例えば、膜の前進を利用して、研磨運動を生成又は増強してもよい。上述した研磨運動及び/又は実行可能な方法を組み合わせて使用することができる。
FIGS. 9A-9C and FIGS. 10A-10C each illustrate different possible head positions of the
図11及び図12を参照すれば、縁研磨装置の付加的な実施形態が示されている。図11は、3つのヘッド404を含む縁研磨装置1100を示し、図12は、2つのヘッド504を含む縁研磨装置1200を示し、図13は、4つのヘッド1304を含む縁研磨装置1300を示している。図面で示唆されたように、いかなる数及び形式のヘッド404、504、1304が、いかなる実行可能な組み合わせで使用されてもよい。更に、このような多ヘッド実施形態では、各ヘッド404、504、1304が、異なる構成又は形式の研磨膜204(例えば、異なる粒度、材料、張力、圧力、等)に使用されてもよい。又、いかなる数のヘッド404、504、1304が、同時に、個々に及び/又はあるシーケンスで使用されてもよい。又、異なるヘッド404、504、1304が、異なる基板100又は異なる形式の基板に使用されてもよい。例えば、硬いバイアス器具406で凹面パッド206Bのようなパッド206及び粒度の粗い研磨膜204を支持する第1ヘッド404を最初に使用して、比較的多量の粗い材料を基板の斜面112、114(図1)から除去することができる。この第1ヘッド404は、斜面112、114にアクセスするように適当に位置することができる。第1ヘッド404での洗浄が完了した後に、第1ヘッド404を基板100から後退させることができ、次いで、微粒度の研磨膜204をもつ(パッドをもたない)第2ヘッド504を、斜面112、114及び外縁110を研磨する位置へ移動することができる。
Referring to FIGS. 11 and 12, an additional embodiment of the edge polishing apparatus is shown. 11 shows an
1つ以上の基板100を洗浄した後に、このような洗浄に使用された研磨膜204の部分が磨滅することがある。それ故、巻き取りリール210(図4)は、供給リール210(図4)から巻き取りリール210に向けて固定量だけ研磨膜204を引き出すように駆動することができる。このように、巻き取りリール210と供給リール208との間に研磨膜204の未使用部分を準備することができる。研磨膜204の未使用部分は、その後、上述したのと同様に、1つ以上の他の基板100をきれいにするのに使用できる。従って、装置1100、1200は、基板の処理スループットにほとんど又は全く影響なく、研磨膜204の摩滅した部分を未使用部分に置き換えることができる。同様に、交換可能なカセット700Aが使用される場合には、そのカセット700Aの全ての研磨膜204が使用されたときにカセット700Aを素早く交換することによりスループットへの影響を最小にすることができる。
After cleaning one or
特に、図13の縁研磨装置1300の実施形態に関して、複数のヘッド1304を支持するフレーム1302が概略的に示されている。ヘッド1304は、各々、フレーム1302に装着され、又、各ヘッドは、コントローラ1308(例えば、プログラムされたコンピュータ、オペレータ指令型バルブシステム、埋め込まれたリアルタイムプロセッサ、等)からの制御信号に応答して、パッド206及びある長さの研磨膜204を基板100の縁104に対して押し付けるように適応されるアクチュエータ1306(例えば、空気圧ピストン、サーボ駆動型スライド、液圧ラム、等)を備えている。コントローラ1308は、アクチュエータ1306の各々に結合される(例えば、電気的に、機械的に、空気圧的に、液圧的に、等々)ことに注意されたい。
In particular, with respect to the embodiment of the
更に、コントローラ1308の制御のもとで流体供給源806を結合することができる。この流体供給源806は、1つ以上の流体チャンネル212を経てヘッド1304の各々に流体(例えば、DI水、洗浄化学物質、音波処理された流体、ガス、空気、等)を独立して送出するように制御することができる。コントローラ1308の指令のもとで、種々の流体を、流体チャンネル212を経て、パッド206、研磨膜204、及び/又は基板縁104へ選択的に送出することができる。流体は、研磨、潤滑、粒子の除去/すすぎ、及び/又はパッド206内の嚢802(図8C)の膨張に使用することができる。例えば、幾つかの実施形態では、浸透性パッド206を経て送出される同じ流体を、研磨及びパッド206の膨張の両方に使用できるが、すすぎ及び潤滑には、第2チャンネル(図示せず)を経て同じヘッド1304に送出される異なる流体が使用される。
Further, the
以上、本発明の実施形態のみを説明した。当業者であれば、以上に開示した装置及び方法の、本発明の範囲内に入る変更が、容易に明らかであろう。例えば、丸い基板を洗浄する実施例のみを開示したが、本発明は、他の形状を有する基板(例えば、フラットパネルディスプレイのためのガラス又はポリマープレート)をきれいにするように変更できる。更に、装置による単一基板の処理を上記で示したが、ある実施形態では、装置が複数の基板を同時に処理することもできる。 Heretofore, only the embodiment of the present invention has been described. Those skilled in the art will readily appreciate variations of the apparatus and methods disclosed above that fall within the scope of the present invention. For example, although only examples of cleaning round substrates have been disclosed, the present invention can be modified to clean substrates having other shapes (eg, glass or polymer plates for flat panel displays). Furthermore, while processing of a single substrate by the apparatus has been shown above, in some embodiments the apparatus can process multiple substrates simultaneously.
従って、本発明は、その実施形態に関連して開示したが、他の実施形態も、特許請求の範囲に規定された本発明の精神及び範囲内に包含され得ることを理解されたい。 Thus, although the invention has been disclosed in connection with its embodiments, it is to be understood that other embodiments may be encompassed within the spirit and scope of the invention as defined by the claims.
100…基板、102、102’…主面、104…縁、106、106’…デバイス領域、108、108’…除外領域、110…外縁、112、114…斜面、200…縁研磨装置、202…フレーム、204…研磨膜、206、206A、206B…パッド、208、210…スプール、400、500…縁研磨装置、402…フレーム、404、504、1304…ヘッド、406…バイアス器具、408…駆動ローラ、410…ガイドローラ、502…フレーム、506…アクチュエータ、508…真空チャック、510…駆動装置、600…駆動装置、602…ピボット、606…支持ローラ、700A、700B…カセット、802…膨張可能な嚢、804…流体チャンネル、806…流体供給源、1300…縁研磨装置、1302…フレーム、1304…ヘッド、1306…アクチュエータ、1308…コントローラ
DESCRIPTION OF
Claims (65)
研磨膜と、
上記研磨膜の少なくとも第1の長さに張力をかけるように適応されるフレームと、
上記第1の長さの一部分に沿って上記研磨膜に対して上記基板を回転するように適応される基板回転駆動装置であって、上記研磨膜が、
上記基板に張力を付与し、
少なくとも外縁及び第1斜面を含む上記基板の縁に輪郭合わせし、
上記基板が回転されるときに上記外縁及び第1斜面を研磨する、
ように適応される基板回転駆動装置と、
を備えた装置。 In an apparatus adapted to polish the edge of a substrate,
A polishing film;
A frame adapted to tension at least a first length of the polishing film;
A substrate rotation drive adapted to rotate the substrate relative to the polishing film along a portion of the first length, the polishing film comprising:
Apply tension to the substrate,
Contouring the edge of the substrate including at least the outer edge and the first bevel;
Polishing the outer edge and the first slope when the substrate is rotated;
A substrate rotation drive device adapted to
With a device.
複数の研磨膜と、
各研磨膜の少なくとも第1の長さに沿って各研磨膜に張力をかけるよう適応される少なくとも1つのフレームと、
少なくとも1つの上記研磨膜の第1の長さの一部分に対して基板を回転して、基板に接触する研磨膜が、基板に圧力を付与し、基板の縁に輪郭合わせし、更に、基板が回転されるときに縁を研磨するように適応された基板回転駆動装置と、
を備えた装置。 In an apparatus adapted to polish the edge of a substrate,
A plurality of polishing films;
At least one frame adapted to tension each polishing film along at least a first length of each polishing film;
Rotating the substrate relative to a portion of the first length of the at least one polishing film, the polishing film in contact with the substrate applies pressure to the substrate and contours the edge of the substrate; A substrate rotation drive adapted to polish the edge when rotated;
With a device.
フレームで研磨膜に張力をかけるステップと、
上記研磨膜を基板の縁に対して接触させるステップと、
外縁及び少なくとも1つの斜面を含む上記基板の縁に上記研磨膜を適合させるステップと、
上記研磨膜を上記基板と接触したまま上記基板を回転するステップと、
を備えた方法。 In a method for cleaning the edge of a substrate,
Applying tension to the polishing film with a frame;
Contacting the polishing film against the edge of the substrate;
Adapting the polishing film to an edge of the substrate including an outer edge and at least one bevel;
Rotating the substrate while keeping the polishing film in contact with the substrate;
With a method.
研磨側及び第2の側部を有する研磨膜と、
上記研磨膜の第2の側部に隣接して配置された膨張可能なパッドと、
上記研磨膜及び膨張可能なパッドを支持するように適応されるフレームと、
上記研磨膜の研磨側に対して上記基板を回転するよう適応される基板回転駆動装置と、
を備え、上記研磨膜は、上記基板の縁と上記膨張可能なパッドとの間に配置されて、上記研磨膜が上記基板の縁に接触した状態で上記膨張可能なパッド及び上記研磨膜が上記基板の縁に輪郭合わせするようにした装置。 In an apparatus adapted to polish the edge of a substrate,
A polishing film having a polishing side and a second side;
An inflatable pad disposed adjacent to the second side of the polishing film;
A frame adapted to support the polishing film and the inflatable pad;
A substrate rotation drive adapted to rotate the substrate relative to the polishing side of the polishing film;
The polishing film is disposed between an edge of the substrate and the expandable pad, and the expandable pad and the polishing film are in the state where the polishing film is in contact with the edge of the substrate. A device that contours to the edge of the substrate.
上記基板は、デバイス領域及び除外領域を含み、
上記膨張可能なパッドは、これが選択的に膨張して、この膨張可能なパッド及び上記研磨膜が、上記外縁、第1斜面、第2斜面及び除外領域の1つ以上に選択的に輪郭合わせするように適応される、請求項31に記載の装置。 The edge of the substrate includes an outer edge, a first slope and a second slope,
The substrate includes a device region and an exclusion region,
The inflatable pad is selectively inflated so that the inflatable pad and the polishing film selectively contour to one or more of the outer edge, the first bevel, the second bevel and the exclusion region. 32. The apparatus of claim 31, wherein said apparatus is adapted as follows.
研磨膜を支持するステップと、
上記研磨膜を基板の縁に対して接触させるステップと、
外縁及び少なくとも1つの斜面を含む上記基板の縁に上記研磨膜を適合させるステップと、
上記研磨膜を上記基板に接触したままで上記基板を回転するステップと、
を備えた方法。 In a method for cleaning the edge of a substrate,
Supporting the polishing film;
Contacting the polishing film against the edge of the substrate;
Adapting the polishing film to an edge of the substrate including an outer edge and at least one bevel;
Rotating the substrate while keeping the polishing film in contact with the substrate;
With a method.
研磨材側及び後ろ側を有する研磨膜と、
上記研磨膜の後ろ側に隣接して配置された輪郭合わせされたパッドと、
上記研磨膜及び上記輪郭合わせされたパッドを支持するように適応されるフレームと、
上記研磨膜の上記研磨側に対して上記基板を回転するように適応される基板回転駆動装置と、
を備え、
上記研磨膜は、上記基板の縁と上記輪郭合わせされたパッドとの間に配置され、上記研磨膜が上記基板の縁に接触した状態で上記輪郭合わせされたパッド及び上記研磨膜が上記基板の縁に輪郭合わせするようにした装置。 In an apparatus adapted to polish the edge of a substrate,
A polishing film having an abrasive side and a back side;
A contoured pad disposed adjacent to the back side of the polishing film;
A frame adapted to support the polishing film and the contoured pad;
A substrate rotation drive adapted to rotate the substrate relative to the polishing side of the polishing film;
With
The polishing film is disposed between an edge of the substrate and the contoured pad, and the contoured pad and the polishing film are disposed on the substrate in a state where the polishing film is in contact with the edge of the substrate. A device that contours the edges.
上記輪郭合わせされたパッドは、上記外縁及び少なくとも1つの斜面に対して上記研磨膜を輪郭合わせするように適応される、請求項53に記載の装置。 The edge of the substrate includes an outer edge and at least one bevel;
54. The apparatus of claim 53, wherein the contoured pad is adapted to contour the polishing film against the outer edge and at least one bevel.
上記基板は、デバイス領域及び除外領域を含み、
上記輪郭合わせされたパッドは、上記研磨膜を、上記外縁、第1斜面、第2斜面、及び除外領域の1つ以上に輪郭合わせするように適応される、請求項53に記載の装置。 The edge of the substrate includes an outer edge, a first slope and a second slope,
The substrate includes a device region and an exclusion region,
54. The apparatus of claim 53, wherein the contoured pad is adapted to contour the polishing film to one or more of the outer edge, first slope, second slope, and exclusion region.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/298,555 | 2005-12-09 | ||
| US11/299,295 | 2005-12-09 | ||
| US11/298,555 US20070131653A1 (en) | 2005-12-09 | 2005-12-09 | Methods and apparatus for processing a substrate |
| US11/299,295 US7993485B2 (en) | 2005-12-09 | 2005-12-09 | Methods and apparatus for processing a substrate |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008544516A Division JP2009518872A (en) | 2005-12-09 | 2006-12-07 | Method and apparatus for processing a substrate |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012183637A true JP2012183637A (en) | 2012-09-27 |
Family
ID=38163413
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008544516A Pending JP2009518872A (en) | 2005-12-09 | 2006-12-07 | Method and apparatus for processing a substrate |
| JP2012100094A Pending JP2012183637A (en) | 2005-12-09 | 2012-04-25 | Method and apparatus for processing substrate |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008544516A Pending JP2009518872A (en) | 2005-12-09 | 2006-12-07 | Method and apparatus for processing a substrate |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP1976806A4 (en) |
| JP (2) | JP2009518872A (en) |
| KR (1) | KR101236855B1 (en) |
| TW (1) | TWI362697B (en) |
| WO (1) | WO2007070353A2 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014083647A (en) * | 2012-10-25 | 2014-05-12 | Avanstrate Inc | Magnetic fluid for glass substrate polishing |
| JP2018524190A (en) * | 2015-07-10 | 2018-08-30 | ティーレンハウス・テヒノロギース・ゲゼルシヤフト・ミト・ベシュレンクテル・ハフツング | Push shoe with expansion chamber |
| JP2018161721A (en) * | 2017-03-27 | 2018-10-18 | 株式会社荏原製作所 | Substrate processing method and device |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7993485B2 (en) | 2005-12-09 | 2011-08-09 | Applied Materials, Inc. | Methods and apparatus for processing a substrate |
| US7976361B2 (en) | 2007-06-29 | 2011-07-12 | Ebara Corporation | Polishing apparatus and polishing method |
| JP5274993B2 (en) * | 2007-12-03 | 2013-08-28 | 株式会社荏原製作所 | Polishing equipment |
| TWI620240B (en) * | 2013-01-31 | 2018-04-01 | 應用材料股份有限公司 | Methods and apparatus for post-chemical mechanical planarization substrate cleaning |
| CN105722641B (en) | 2013-10-25 | 2019-05-28 | 应用材料公司 | System, method and apparatus for the substrate polishing precleaning after chemical-mechanical planarization |
| JP2017087305A (en) * | 2015-11-02 | 2017-05-25 | 日本電気硝子株式会社 | Polishing method and polishing device for disk-shaped work-piece |
| JP6414353B1 (en) * | 2018-03-27 | 2018-10-31 | 株式会社不二越 | Film wrap processing equipment |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10264002A (en) * | 1998-04-20 | 1998-10-06 | Toyota Motor Corp | Grinding method |
| JP2001239445A (en) * | 2000-01-28 | 2001-09-04 | Tsk America Inc | Wafer finishing machine |
| JP2002208572A (en) * | 2001-01-09 | 2002-07-26 | Ebara Corp | Grinding device |
| WO2005081301A1 (en) * | 2004-02-25 | 2005-09-01 | Ebara Corporation | Polishing apparatus and substrate processing apparatus |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4533399A (en) * | 1983-04-12 | 1985-08-06 | Minnesota Mining And Manufacturing Company | Contact lens cleaning method |
| JPH081494A (en) * | 1994-06-27 | 1996-01-09 | Sanshin:Kk | Wafer material edge end part polishing device |
| US6622334B1 (en) * | 2000-03-29 | 2003-09-23 | International Business Machines Corporation | Wafer edge cleaning utilizing polish pad material |
| JP2002154041A (en) * | 2000-11-17 | 2002-05-28 | I M T Kk | Polishing device |
| JP4125148B2 (en) * | 2003-02-03 | 2008-07-30 | 株式会社荏原製作所 | Substrate processing equipment |
| JP2005186176A (en) * | 2003-12-24 | 2005-07-14 | Shinko Electric Ind Co Ltd | Wafer end face polishing device |
-
2006
- 2006-12-07 KR KR1020087015337A patent/KR101236855B1/en not_active IP Right Cessation
- 2006-12-07 WO PCT/US2006/046765 patent/WO2007070353A2/en active Application Filing
- 2006-12-07 JP JP2008544516A patent/JP2009518872A/en active Pending
- 2006-12-07 EP EP06844980A patent/EP1976806A4/en not_active Withdrawn
- 2006-12-08 TW TW095146154A patent/TWI362697B/en not_active IP Right Cessation
-
2012
- 2012-04-25 JP JP2012100094A patent/JP2012183637A/en active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10264002A (en) * | 1998-04-20 | 1998-10-06 | Toyota Motor Corp | Grinding method |
| JP2001239445A (en) * | 2000-01-28 | 2001-09-04 | Tsk America Inc | Wafer finishing machine |
| JP2002208572A (en) * | 2001-01-09 | 2002-07-26 | Ebara Corp | Grinding device |
| WO2005081301A1 (en) * | 2004-02-25 | 2005-09-01 | Ebara Corporation | Polishing apparatus and substrate processing apparatus |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014083647A (en) * | 2012-10-25 | 2014-05-12 | Avanstrate Inc | Magnetic fluid for glass substrate polishing |
| JP2018524190A (en) * | 2015-07-10 | 2018-08-30 | ティーレンハウス・テヒノロギース・ゲゼルシヤフト・ミト・ベシュレンクテル・ハフツング | Push shoe with expansion chamber |
| US10589396B2 (en) | 2015-07-10 | 2020-03-17 | Thielenhaus Technologies Gmbh | Pressure shoe with expansion chamber |
| JP2018161721A (en) * | 2017-03-27 | 2018-10-18 | 株式会社荏原製作所 | Substrate processing method and device |
Also Published As
| Publication number | Publication date |
|---|---|
| TW200735200A (en) | 2007-09-16 |
| TWI362697B (en) | 2012-04-21 |
| KR101236855B1 (en) | 2013-02-26 |
| EP1976806A4 (en) | 2011-08-10 |
| WO2007070353A2 (en) | 2007-06-21 |
| JP2009518872A (en) | 2009-05-07 |
| WO2007070353A3 (en) | 2007-11-29 |
| KR20080075001A (en) | 2008-08-13 |
| EP1976806A2 (en) | 2008-10-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7993485B2 (en) | Methods and apparatus for processing a substrate | |
| US20070131653A1 (en) | Methods and apparatus for processing a substrate | |
| JP2012183637A (en) | Method and apparatus for processing substrate | |
| US20090036042A1 (en) | Methods and apparatus for polishing an edge of a substrate | |
| US20080293335A1 (en) | Methods and apparatus for substrate edge polishing using a polishing arm | |
| US7108582B2 (en) | Polishing machine | |
| US6358127B1 (en) | Method and apparatus for planarizing and cleaning microelectronic substrates | |
| US20080293331A1 (en) | Methods and apparatus for low cost and high performance polishing tape for substrate bevel and edge polishing in seminconductor manufacturing | |
| US20080293344A1 (en) | Methods and apparatus for polishing a notch of a substrate using a polishing pad | |
| US20080293334A1 (en) | Methods and apparatus for using a bevel polishing head with an efficient tape routing arrangement | |
| US8506362B2 (en) | Polishing apparatus and polishing method | |
| US20080293341A1 (en) | Methods and apparatus for using a rolling backing pad for substrate polishing | |
| JP2007075943A (en) | Double sided polishing device of square shaped substrate and its polishing method | |
| US10665480B2 (en) | Planarizing processing method and planarizing processing device | |
| US20080207093A1 (en) | Methods and apparatus for cleaning a substrate edge using chemical and mechanical polishing | |
| US6419559B1 (en) | Using a purge gas in a chemical mechanical polishing apparatus with an incrementally advanceable polishing sheet | |
| JP4257017B2 (en) | Wafer polishing equipment | |
| US20100105291A1 (en) | Methods and apparatus for polishing a notch of a substrate | |
| JP2001198824A (en) | Cleaning method for grinding device and grinding device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130830 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130903 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131203 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140520 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140918 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20140929 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20141114 |