JP2012167368A - 高耐久性防食鋼材の製造装置 - Google Patents
高耐久性防食鋼材の製造装置 Download PDFInfo
- Publication number
- JP2012167368A JP2012167368A JP2012019720A JP2012019720A JP2012167368A JP 2012167368 A JP2012167368 A JP 2012167368A JP 2012019720 A JP2012019720 A JP 2012019720A JP 2012019720 A JP2012019720 A JP 2012019720A JP 2012167368 A JP2012167368 A JP 2012167368A
- Authority
- JP
- Japan
- Prior art keywords
- steel material
- powder
- coarse
- steel
- resin film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



















Landscapes
- Nozzles (AREA)
- Electrostatic Spraying Apparatus (AREA)
- Coating Apparatus (AREA)
- Coating By Spraying Or Casting (AREA)
- Building Environments (AREA)
Abstract
【解決手段】長尺状鋼鋼材6の表面に形成された溶融状態にある樹脂被膜に対して高温状態の無機質の粗粒体を吹付ける無機質粗粒体吹付け装置を備え、その無機質粗粒体吹付け装置は、長尺状鋼材6の全周を囲むように形成された粗粒体吹付け室53を有し、粗粒体吹付け室53の長尺状鋼材6と対向する内側に狭隘の絞込み部55が形成され、高温状態の粗粒体と空気の混合流が粗粒体吹付け室53に供給されて、絞込み部55を通って溶融状態の樹脂被膜を担持した鋼材6の周面に噴射される構成になっていることを特徴とする。
【選択図】図10
Description
この例では鋼材として鉄筋コンクリート用棒鋼が準備される。鉄筋コンクリート用棒鋼の詳細は、JIS G 3112に記述されている。
P12:
棒鋼の受け入れ検査では、変形等によって塗装用として不適当な表面形状をした鋼材を除く。
P13:
ブラスト処理により、ミルスケールの除去及び塗装下地としての表面調整を行なう。表面調整後の棒鋼の表面粗さは、Rmax30〜60μm程度である。
P14:
次の粉体塗装で粉体が溶融塗着するように、棒鋼を予熱する。予熱は高周波誘導加熱により200〜250℃程度に加熱される。
静電粉末スプレー法による粉体塗装が行なわれ、鉄筋の表面にエポキシ樹脂(熱硬化性樹脂)からなる樹脂被膜が形成される。静電粉末スプレー法については、後から図24を用いて説明する。
P16:
小径棒鋼などのように熱容量の小さいものに対しては、必要に応じて後加熱を行なう。
P17:
大径棒鋼などのように熱容量の大きいものに対しては、すでに硬化が終了した塗膜に余分な熱量が供給されるのを防ぐとともに、棒鋼を安全に取り扱える温度まで冷却する。冷却には、空冷法あるいは水冷法が用いられる。
P18:
塗膜を形成した棒鋼に対して外観、膜厚、ピンホールの有無、曲げ加工性、硬度、耐衝撃性などの検査を行なう。
P19:
棒鋼の束全体を緩衝材により梱包する。
梱包した製品を出荷する。
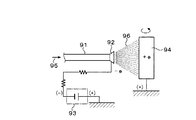
次に図24を用いて静電粉末スプレー法による粉体塗装を説明する。図中の91はパウダーガン、92はそのパウダーガン91の先端部に取り付けられたディフューザー、93はそのディフューザー92に高電圧を供給する高電圧発生器、94は粉体塗装される被塗装物で、この例では棒鋼が被塗装物となる。95は粉体塗料、96は前記パウダーガン91から被塗装物94に向けて噴射される粉体である。
長尺状鋼材の表面に形成された溶融状態にある樹脂被膜に対して高温状態の無機質の粗粒体を吹付ける無機質粗粒体吹付け装置を備え、
その無機質粗粒体吹付け装置は、前記溶融状態の樹脂被膜を担持した長尺状鋼材の全周を囲むように形成された粗粒体吹付け室を有し、その粗粒体吹付け室の前記長尺状鋼材と対向する内側に狭隘の絞込み部が形成され、
高温状態の粗粒体と空気の混合流が前記粗粒体吹付け室に供給されて、絞込み部を通って前記溶融状態の樹脂被膜を担持した鋼材の周面に噴射される構成になっていることを特徴とするものである。
図13ないし図16は、本発明の実施例に係る高耐久性防食鋼材の要部拡大断面図である。
図13に示す第1実施例に係る高耐久性防食鋼材80は、鋼板などの鋼材81の表面を後述するポリビニールブチラール樹脂(以下、PVB樹脂と略記する)を主成分とする樹脂被膜82で覆った構成になっている。
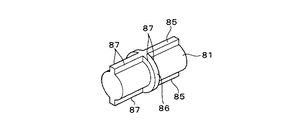
図14に示す第2実施例に係る高耐久性防食鋼材80は、鋼板などの鋼材81の表面をPVB樹脂を主成分とする樹脂被膜82で覆うとともに、その樹脂被膜82に所定の粒径を有する無機質粗粒体83を吹き付けて固定した構成になっている。
図15に示す第3実施例に係る高耐久性防食鋼材80は、複数本の素線84を撚って構成した撚線からなる鋼材81の表面をPVB樹脂を主成分とする樹脂被膜82で覆うとともに、その樹脂被膜82に所定の粒径を有する無機質粗粒体83を吹き付けて固定した構成になっている。
図16に示す第2実施例に係る高耐久性防食鋼材80は、棒鋼や鋼線などの鋼材81の表面をPVB樹脂を主成分とする樹脂被膜82で覆うとともに、その樹脂被膜82に所定の粒径を有する無機質粗粒体83を吹き付けて固定した構成になっている。
式中
R1〜R8:炭素数が1〜4の直鎖または分岐鎖状のアルキル基または水素、 l,m,n:それぞれ1〜10の整数、
X:NまたはOのヘテロ原子。
○ヘキサメチレンビス[3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]、
○3,9−ビス{1,1−ジメチル−2−[β−(3−t−ブチル−4−ヒドロキシ−5−メチルフェニル)プロピオニルオキシ]エチル}2,4,8,10−テトラオキサスピロ[5,5]−ウンデカン、
○N,N´−ヘキサン−1,6−ジイルビス[3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニルプロピオンアミド)]、
○1,3,5−トリス(4−t−ブチル−3−ヒドロキシ−2,6−キシリルメチル)−1,3,5―トリジアミン―2,4,6−(1H,3H,5H)−トリオン、
○2,6−ジ−t−ブチル−4−[4,6−ビス(オクチルチオ)−1,3,5―トリアジニルアミノ]フェノール、
○1,3,5−トリス(3,5−ジ−t−ブチル−4−ヒドロキシベンジル)−1,3,5―トリジアミン―2,4,6−(1H,3H,5H)−トリオン、
○4,4´−ブチルデンビス(6−t−ブチル−3−メチルフェノール)
などを挙げることができる。
図1は、本発明の実施形態に係る高耐久性防食鋼材の製造工程を説明するための図である。
本実施形態では鋼材として鉄筋コンクリート用棒鋼が準備される。鉄筋コンクリート用棒鋼の詳細は、JIS G 3112に記述されている。
P2:
棒鋼の受け入れ検査では、変形等によって塗装用として不適当な表面形状をした鋼材を除く。
P3:
インペラー方式のブラスト処理により、ミルスケールの除去及び塗装下地としての表面調整を行なう。除錆度の規格は、ASTMA 775−81においてSSPC−SP10と定められている(SSPC:Steel Structures Painting Council Specification)。除錆度はNear White Metalまで実施する。除錆度の判定にはSSPC−Vis 1(SIS 055900)またはNACE TM−01−075 No.2を用いる。表面調整後の表面粗さは、Rmax30〜60μm程度である。
鋼材を静電流動浸漬装置に通過させて、鋼材の外周面にPVB樹脂を主成分とする粉体塗料を付着させる。静電流動浸漬装置については、後から図3を用いて説明する。
P5:
PVB樹脂の粉体塗料を付着した鋼材を高周波加熱装置に通過させて、PVB樹脂粉体塗料の溶融温度(約160℃)以上の200〜300℃に加熱することにより、PVB樹脂粉体塗料を溶融して溶融状態の樹脂被膜を形成する。
溶融状態の樹脂被膜を担持した鋼材を吹付け装置に通すことにより、予め加熱されている無機質粗粒体を鋼材に対して吹付ける。吹付け装置については、後から図4ないし図7を用いて説明する。
P7:
無機質粗粒体を吹付けた後に鋼材を冷却することにより、前述の溶融状態にあった樹脂被膜が固化して、吹付けた無機質粗粒体を樹脂被膜で固定する。無機質粗粒体は樹脂被膜から一部が突出し、無数の凹凸を有する鋼材となる。冷却方法としては、空冷あるいは水冷が用いられる。
P8:
無機質粗粒体を担持した鋼材に対して外観、膜厚、ピンホールの有無、曲げ加工性、硬度、耐衝撃性などの検査を行なう。
P9:
鋼材の束全体を緩衝材により梱包する。
P10:
梱包した製品を出荷する。
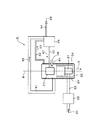
図2は、本発明の実施形態に係る高耐久性防食鋼材の製造装置全体の概略構成図である。
本実施形態では鋼材の搬送装置としてコンベアーを使用しているが、鋼材を挟持して搬送するローラなど他の構成の搬送装置を使用することもできる。
前記高周波加熱装置3は内部に高周波加熱コイル8を有し、前述したP5(PVB樹脂粉体塗料の溶融)を実施する。
前記無機質粗粒体吹付け装置4は内部に無機質粗粒体吹付けガン9と冷却室10を有し、前述したP6(無機質粗粒体の吹付け)とP7(冷却)を実施する。
そして鋼材搬出装置5からは樹脂被膜が固化して、吹付けた無機質粗粒体を樹脂被膜で固定した高耐久性防食処理済みの鋼材6が連続的に搬出される。
(静電流動浸漬装置の概略構成)
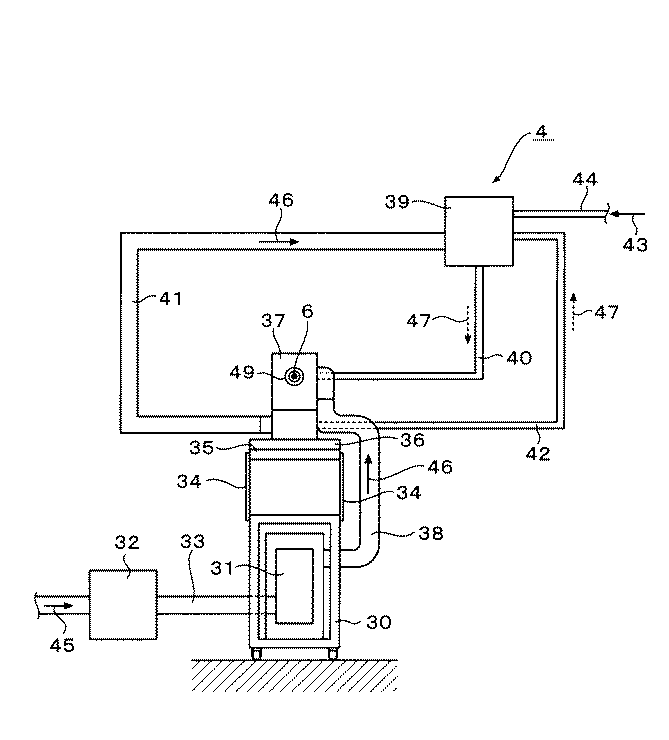
図3は、本発明の実施形態で用いられる静電流動浸漬装置2の概略構成図である。
図24に示した静電スプレー方式による粉体塗装方式では、予め加熱して高温状態になった被塗装物94にエポキシ樹脂などの熱硬化性樹脂からなる粉末56を静電スプレーするため、付着しない粉末56も被塗装物94から発する熱によって若干硬化反応が起こる。そのために回収された粉末56の再利用は樹脂被膜の品質低下を招来するため避けることになり、そのため粉末56の歩留まりは高々70%程度である。
図4ないし図7は無機質粗粒体吹付け装置4を説明するための図で、図4は吹付け装置4の正面図、図5は吹付け装置4の側面図、図6は吹付け装置4の上面図、図7は吹付け装置4の斜視図である。
図8ないし図12は粗粒体吹付け部37の詳細を説明するための図で、図8は粗粒体吹付け部37の正面図、図9は粗粒体吹付け部37の側面図、図10は粗粒体吹付け部37の一部を断面にした上面図、図11は粗粒体吹付け部37における加熱空気導入室付近の一部拡大斜視図、図12は図8A−A線上の拡大断面図である。
(具体例)
鉄筋コンクリート用の鋼材としてD19棒鋼を用い、ブラスト処理により表面調整を行なった。表面調整後の表面粗さは、Rmax30〜60μm程度であった。
PVB樹脂のブチラール化度は68モル%、分子中の水酸基の含有率は20重量%、1次粒子の平均粒径は4μm、集合粒子の平均粒径は83μmであった。
この表から明らかなように、塗装有棒鋼は表面にポリビニールブチラール樹脂被膜を形成しているため、コンクリートとの付着応力度は塗装無棒鋼とは殆ど変わらないが、本発明棒鋼は塗装無棒鋼ならびに塗装有棒鋼に比較して最大付着応力度を6倍以上にすることができ、特に鉄筋コンクリート用として賞用できる。
この表から明らかなように、PVB樹脂の分子中における水酸基の含有率が11〜27重量%のもの(試料1〜3)、好ましくは18〜27重量%のもの(試料2、3)、さらに好ましくは18〜21重量%のもの(試料3)は、鋼材との接着強度が強く、長期間にわたって高い防食効果を発揮することができる。記載していないが、分子中の水酸基含有率が11重量%未満であったり、あるいは27重量%を超すと、同じ試験条件であっても鋼材に対する接着強度は6Kg/cm2より小さく、十分な接着強度は得られない。
○粉体塗料A
ブチラール化度が68モル%、分子中の水酸基の含有率が20重量%、1次粒子の平均粒径が4μm、集合粒子の平均粒径が83μmのPVB樹脂粉体100重量部に対して、酸化防止剤としてN,N´−ヘキサン−1,6−ジイルビス[3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニルプロピオンアミド)]を0.5重量部ドライブレンドしたもの。
前記粉体塗料A100重量部に対して、溶融流動抑制剤として平均粒径が0.5μmの酸化鉄の微粉末を3重量部混合したもの。
前記粉体塗料A100重量部に対して、溶融流動抑制剤として平均粒径が21μmのマイカの微粉末を5重量部混合したもの。
前記粉体塗料A100重量部に対して、溶融流動抑制剤として平均粒径が21μmのマイカの微粉末を10重量部混合したもの。
前記粉体塗料A100重量部に対して、溶融流動抑制剤として平均粒径が41μmのマイカの微粉末を5重量部混合したもの。
前記粉体塗料A100重量部に対して、溶融流動抑制剤として平均粒径が41μmのマイカの微粉末を10重量部混合したもの。
従ってこの式中の分子が試験片101のエッジ部分での樹脂膜厚、分母が試験片101の平坦部分での樹脂膜厚となる。
Claims (1)
- 長尺状鋼材の表面に形成された溶融状態にある樹脂被膜に対して高温状態の無機質の粗粒体を吹付ける無機質粗粒体吹付け装置を備え、
その無機質粗粒体吹付け装置は、前記溶融状態の樹脂被膜を担持した長尺状鋼材の全周を囲むように形成された粗粒体吹付け室を有し、その粗粒体吹付け室の前記長尺状鋼材と対向する内側に狭隘の絞込み部が形成され、
高温状態の粗粒体と空気の混合流が前記粗粒体吹付け室に供給されて、絞込み部を通って前記溶融状態の樹脂被膜を担持した鋼材の周面に噴射される構成になっていることを特徴とする高耐久性防食鋼材の製造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012019720A JP5518912B2 (ja) | 2012-02-01 | 2012-02-01 | 高耐久性防食鋼材の製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012019720A JP5518912B2 (ja) | 2012-02-01 | 2012-02-01 | 高耐久性防食鋼材の製造装置 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010009157A Division JP5424907B2 (ja) | 2010-01-19 | 2010-01-19 | 防食鋼材 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012167368A true JP2012167368A (ja) | 2012-09-06 |
| JP5518912B2 JP5518912B2 (ja) | 2014-06-11 |
Family
ID=46971780
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012019720A Active JP5518912B2 (ja) | 2012-02-01 | 2012-02-01 | 高耐久性防食鋼材の製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5518912B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017029937A (ja) * | 2015-08-03 | 2017-02-09 | 株式会社川熱 | 樹脂塗装鉄筋の製造装置 |
| WO2019208558A1 (ja) * | 2018-04-23 | 2019-10-31 | 株式会社大林組 | 樹脂被覆鉄筋の製造装置及び製造方法 |
-
2012
- 2012-02-01 JP JP2012019720A patent/JP5518912B2/ja active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017029937A (ja) * | 2015-08-03 | 2017-02-09 | 株式会社川熱 | 樹脂塗装鉄筋の製造装置 |
| WO2019208558A1 (ja) * | 2018-04-23 | 2019-10-31 | 株式会社大林組 | 樹脂被覆鉄筋の製造装置及び製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5518912B2 (ja) | 2014-06-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5424907B2 (ja) | 防食鋼材 | |
| CN104177986B (zh) | 一种锌铝复合涂料及其施工工艺 | |
| JP5680604B2 (ja) | 防食被膜付き鉄筋棒の製造装置 | |
| WO2008125610A1 (en) | Coating compositions comprising bismuth-alloyed zinc | |
| BR112017023345B1 (pt) | Artigo revestido | |
| JP5170801B2 (ja) | 金属基材の防食塗装方法 | |
| JP5518912B2 (ja) | 高耐久性防食鋼材の製造装置 | |
| CN1950465B (zh) | 高耐蚀性镀锌系合金钢材用涂料和具有用该涂料形成的皮膜的钢制结构物 | |
| KR101722793B1 (ko) | 도전성 금속도료 및 도전성 금속도료에 의한 방식방법 및 방식보수방법 | |
| ITBG20100050A1 (it) | Rivestimento multistrato anti-impatto | |
| JP7101008B2 (ja) | エポキシ樹脂粉体塗料 | |
| CN107377340A (zh) | 一种管道内涂熔结环氧石墨烯粉末的涂覆方法 | |
| JP5606807B2 (ja) | 粉体塗装方法 | |
| CN108716574A (zh) | 一种高耐候防腐管生产工艺 | |
| Piazza et al. | Influence of the addition of montmorillonite in an epoxy powder coating applied on carbon steel | |
| CN102154608A (zh) | 钢结构防腐工艺 | |
| CN103008215A (zh) | 钢管内壁喷涂100%固含量双组份改性环氧树脂的方法 | |
| JP3930841B2 (ja) | 高付着防食被膜付き鉄筋材及びその製造方法 | |
| CN108138882B (zh) | 带涂层的弹簧 | |
| JP2002233819A (ja) | 鋼材の粉体塗装方法および粉体塗装鋼材 | |
| JP2012031533A (ja) | 撚り線 | |
| JPH11291394A (ja) | 突起付き高強度ポリウレタン重防食被覆鋼材 | |
| JP5738723B2 (ja) | がいし | |
| JP6399055B2 (ja) | ポリエチレン被覆鋼管およびその製造方法 | |
| JP6871794B2 (ja) | 防食被覆金属管の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130121 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140311 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140402 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5518912 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |