JP2012146852A - 電極製造装置、電極製造方法、プログラム及びコンピュータ記憶媒体 - Google Patents
電極製造装置、電極製造方法、プログラム及びコンピュータ記憶媒体 Download PDFInfo
- Publication number
- JP2012146852A JP2012146852A JP2011004743A JP2011004743A JP2012146852A JP 2012146852 A JP2012146852 A JP 2012146852A JP 2011004743 A JP2011004743 A JP 2011004743A JP 2011004743 A JP2011004743 A JP 2011004743A JP 2012146852 A JP2012146852 A JP 2012146852A
- Authority
- JP
- Japan
- Prior art keywords
- active material
- substrate
- electrode manufacturing
- metal foil
- material mixture
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images










Classifications
-
- A—HUMAN NECESSITIES
- A01—AGRICULTURE; FORESTRY; ANIMAL HUSBANDRY; HUNTING; TRAPPING; FISHING
- A01G—HORTICULTURE; CULTIVATION OF VEGETABLES, FLOWERS, RICE, FRUIT, VINES, HOPS OR SEAWEED; FORESTRY; WATERING
- A01G9/00—Cultivation in receptacles, forcing-frames or greenhouses; Edging for beds, lawn or the like
- A01G9/02—Receptacles, e.g. flower-pots or boxes; Glasses for cultivating flowers
- A01G9/029—Receptacles for seedlings
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/13—Energy storage using capacitors
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Environmental Sciences (AREA)
- Battery Electrode And Active Subsutance (AREA)
- Fixed Capacitors And Capacitor Manufacturing Machines (AREA)
Abstract
【課題】電極を製造するに際し、帯状の基材の表面に活物質層を適切に且つ効率よく形成する。
【解決手段】電極製造装置1は、帯状の金属箔Mを巻き出す巻出ロール10と、金属箔Mの両面に活物質合剤を塗工する塗工部11と、金属箔M上の活物質合剤を乾燥させて活物質層を形成する乾燥部12と、金属箔Mを巻き取る巻取ロール13とを有している。巻出ロール10、塗工部11、乾燥部12、巻取ロール13は、金属箔Mの搬送方向に上流側からこの順で配置されている。巻出ロール10と巻取ロール13は、金属箔Mの長手方向が水平方向であって、且つ金属箔Mの短手方向が鉛直方向となる向きで金属箔Mを搬送するように配置されている。
【選択図】図1
【解決手段】電極製造装置1は、帯状の金属箔Mを巻き出す巻出ロール10と、金属箔Mの両面に活物質合剤を塗工する塗工部11と、金属箔M上の活物質合剤を乾燥させて活物質層を形成する乾燥部12と、金属箔Mを巻き取る巻取ロール13とを有している。巻出ロール10、塗工部11、乾燥部12、巻取ロール13は、金属箔Mの搬送方向に上流側からこの順で配置されている。巻出ロール10と巻取ロール13は、金属箔Mの長手方向が水平方向であって、且つ金属箔Mの短手方向が鉛直方向となる向きで金属箔Mを搬送するように配置されている。
【選択図】図1
Description
本発明は、帯状の基材の両面に活物質層を形成して電極を製造する電極製造装置、当該電極製造装置を用いた電極製造方法、プログラム及びコンピュータ記憶媒体に関する。
近年、小型で軽量、且つエネルギー密度が高く、さらに繰り返し充放電が可能な特性を活かして、リチウムイオンキャパシタ(LIC:Lithium Ion Capacitor)、電気二重層キャパシタ(EDLC:Electric Double Layer Capacitor)及びリチウムイオン電池(LIB:Lithium Ion Battery)などの電気化学素子の需要が急速に拡大している。
リチウムイオン電池は、エネルギー密度が比較的大きいことから、携帯電話やノート型パーソナルコンピュータなどの分野で利用されている。また、電気二重層キャパシタは急速充放電が可能なので、パーソナルコンピュータ等のメモリーバックアップ小型電源として利用されている。さらに電気二重層キャパシタは電気自動車用の大型電源としての応用が期待されている。また、リチウムイオン電池の利点と電気二重層キャパシタの利点とを組み合わせたリチウムイオンキャパシタは、エネルギー密度、出力密度ともに高いことから注目を集めている。
このような電気化学素子の電極は、例えば基材としての集電体である金属箔の表面に活物質や溶媒を含む活物質合剤を塗工した後、当該活物質合剤を乾燥し活物質層を形成して製造される。かかる電極の製造には、例えば巻出ロールと巻取ロールとの間に塗工装置と乾燥機を配置した電極製造装置が用いられる。塗工装置は、活物質合剤を塗工するための塗工口が形成された塗工ヘッドを有している。また乾燥機は、所定間隔で配置された複数のヒータを有している。そして、巻出ロールと巻取ロールの間で帯状の金属箔を略鉛直上方に搬送しながら、塗工装置と乾燥機によって、金属箔の表面に活物質合剤の塗工と乾燥がそれぞれ行われている(特許文献1)。
しかしながら、特許文献1に記載された方法で電極を製造する場合、金属箔が略鉛直上方に搬送されているため、金属箔の表面に活物質合剤を塗工する際、当該活物質合剤が鉛直下方、すなわち上流側に流れるおそれがある。かかる場合、金属箔の表面に活物質合剤を均一に塗工することができない。
また、金属箔上の活物質合剤を乾燥させる際、当該活物質合剤から蒸発した溶媒は鉛直上方に流れる。そうすると、金属箔が略鉛直上方に搬送されているため、金属箔の上部、すなわち下流側において蒸発した溶媒が再付着するおそれがある。かかる場合、金属箔の表面に活物質層を適切に形成することができない。
さらに、金属箔が略鉛直上方に搬送されていると、塗工装置、乾燥機及び巻取ロールは高い位置に配置される。このため、これら塗工装置、乾燥機及び巻取ロールのメンテナンスが困難で大掛かりなものとなる。
本発明は、かかる点に鑑みてなされたものであり、電極を製造するに際し、帯状の基材の表面に活物質層を適切に且つ効率よく形成することを目的とする。
前記の目的を達成するため、本発明は、帯状の基材の両面に活物質層を形成して電極を製造する電極製造装置であって、基材を巻き出す巻出部と、前記巻出部で巻き出された基材を巻き取る巻取部と、前記巻出部と前記巻取部との間に設けられ、基材の両面に活物質合剤を塗工する塗工部と、前記塗工部と前記巻取部との間に設けられ、前記塗工部で塗工された前記活物質合剤を乾燥させて活物質層を形成する乾燥部と、を有し、前記巻出部と前記巻取部は、基材の長手方向が水平方向であって、且つ基材の短手方向が鉛直方向となる向きで基材を搬送するように配置されていることを特徴としている。
本発明によれば、巻出部と巻取部との間において、基材の長手方向が水平方向であって、且つ基材の短手方向が鉛直方向となる向きで搬送中の基材に対して、塗工部における活物質合剤の塗工と、乾燥部における活物質合剤の乾燥が行われる。このように長手方向が水平方向となる向きに基材が搬送されるので、塗工部において活物質合剤が塗工される際、当該活物質合剤が基材の搬送方向の上流側又は下流側に流れることがない。さらに短手方向が鉛直方向となる向きに基材が搬送されるので、基材の両面に均一に活物質合剤を塗工することができる。また、基材上の活物質合剤を乾燥させる際には、蒸発した溶媒が鉛直方向に円滑に流れ、当該蒸発した溶媒が基材の表面に再付着することもない。したがって、基材の表面に活物質層を適切に形成することができる。しかも、長手方向が水平方向となる向きに基材が搬送されるので、基材の高さを一定に低くすることができ、電極製造装置のメンテナンスが容易になる。したがって、基材の表面に活物質層を効率よく形成することができる。
前記巻出部は、軸方向が鉛直方向となる向きに配置された巻出ロールを有し、前記巻取部は、軸方向が鉛直方向となる向きに配置された巻取ロールを有していてもよい。
前記乾燥部は、基材の両側に設けられ、赤外線による輻射加熱によって前記活物質合剤を乾燥させる加熱機構と、前記加熱機構と基材との間に鉛直方向に流通するように空気を供給して、前記活物質合剤を乾燥させる給気機構と、を有していてもよい。
前記乾燥部は、基材の長手方向に並べて配置され、赤外線を照射する複数のロッドヒータと、前記ロッドヒータを挟んで基材の表面と対向して配置され、前記ロッドヒータからの赤外線を基材側に反射させる複数の反射板と、隣り合う前記反射板間に形成され、前記反射板と基材との間の乾燥領域に空気を供給する給気口と、別の隣り合う前記反射板間に形成され、前記乾燥領域内の空気を排気する排気口と、を備え、前記複数のロッドヒータ、前記複数の反射板、前記給気口及び前記排気口は、それぞれ基材の両側に設けられていてもよい。
前記給気口と前記排気口は、基材の長手方向に交互に配置されていてもよい。
前記反射板は、対向する基材と反対側に凸に湾曲していてもよい。
前記ロッドヒータは、外周部に発熱体が設けられた内筒と、前記内筒を取り囲むように設けられた外筒とを有し、前記外筒と前記内筒との間には空気が流通する流通路が形成され、前記外筒には、前記流通路内の空気を前記基材の表面に向けて噴出する噴出口が形成されていてもよい。
前記噴出口は、前記排気口側に向けられていてもよい。
前記流通路内には、前記外筒と前記内筒を接続して、当該内筒を支持する支持部材が複数設けられ、前記複数の支持部材は、前記内筒の周方向に複数配置され、且つ前記内筒の軸方向に複数配置されていてもよい。
前記支持部材は伝熱性を有していてもよい。
前記塗工部は、基材の表面に活物質合剤を吐出する塗工口が形成された塗工ヘッドを有し、前記塗工ヘッドは、基材の両側に配置されていてもよい。
前記塗工部は、基材の表面に当接して、当該基材に活物質合剤を塗工するローラと、前記ローラの表面に活物質合剤を供給するノズルと、を有し、前記ローラ及び前記ノズルは、それぞれ基材の両側に配置されていてもよい。なお、本発明において、ローラが基材の表面に当接するとは、ローラの表面に付着した活物質合剤が基材の表面に当接することをいう。
前記電極は、リチウムイオンキャパシタ、電気二重層キャパシタ又はリチウムイオン電池に用いられる電極であってもよい。
別な観点による本発明は、巻出部と巻取部との間で帯状の基材を搬送しながら、当該基材の両面に活物質層を形成して電極を製造する電極製造方法であって、塗工部において、基材の両面に活物質合剤を塗工する塗工工程と、その後、乾燥部において、前記塗工工程で塗工された前記活物質合剤を乾燥させて活物質層を形成する乾燥工程と、を有し、前記塗工工程と前記乾燥工程は、基材の長手方向が水平方向であって、且つ基材の短手方向が鉛直方向となる向きで搬送中の基材に対して行われることを特徴としている。
前記乾燥部は、基材の両側に設けられ、赤外線による輻射加熱によって前記活物質合剤を乾燥させる加熱機構と、前記加熱機構と基材との間に鉛直方向に流通するように空気を供給して、前記活物質合剤を乾燥させる給気機構と、を有し、前記乾燥工程において、前記加熱機構からの赤外線による輻射加熱と、前記加熱機構と基材との間を流通する空気による対流加熱とによって、前記活物質合剤を乾燥させてもよい。
前記乾燥部は、基材の長手方向に並べて配置され、赤外線を照射する複数のロッドヒータと、前記ロッドヒータを挟んで基材の表面と対向して配置され、前記ロッドヒータからの赤外線を基材側に反射させる複数の反射板と、隣り合う前記反射板間に形成され、前記反射板と基材との間の乾燥領域に空気を供給する給気口と、別の隣り合う前記反射板間に形成され、前記乾燥領域内の空気を排気する排気口と、を備え、前記複数のロッドヒータ、前記複数の反射板、前記給気口及び前記排気口は、それぞれ基材の両側に設けられ、前記乾燥工程において、前記複数のロッドヒータ及び前記複数の反射板からの赤外線による輻射加熱と、前記乾燥領域内で前記給気口から前記排気口に流通する空気による対流加熱とによって、前記活物質合剤を乾燥させてもよい。
前記給気口と前記排気口は、基材の長手方向に交互に配置されていてもよい。
前記反射板は、対向する基材と反対側に凸に湾曲していてもよい。
前記ロッドヒータは、外周部に発熱体が設けられた内筒と、前記内筒を取り囲むように設けられた外筒とを有し、前記乾燥工程において、前記外筒と前記内筒との間に形成された流通路に空気を供給し、供給された空気を前記発熱体によって加熱し、加熱された空気を前記外筒に形成された噴出口から基材の表面に向けて噴出してもよい。
前記噴出口は、前記排気口側に向けられていてもよい。
前記流通路内には、前記外筒と前記内筒を接続して、当該内筒を支持する支持部材が複数設けられ、前記乾燥工程において、前記複数の支持部材により前記流通路内の空気の流れが攪拌されてもよい。
前記支持部材は伝熱性を有し、前記乾燥工程において、前記支持部材及び前記発熱体により前記外筒が加熱されてもよい。
前記塗工工程において、基材の両側に配置された塗工ヘッドの塗工口から基材の表面に活物質合剤を吐出してもよい。
前記塗工部は、基材の表面に当接して、当該基材に活物質合剤を塗工するローラと、前記ローラの表面に活物質合剤を供給するノズルと、を有し、前記ローラ及び前記ノズルは、それぞれ基材の両側に配置され、前記塗工工程において、前記ノズルから供給された活物質合剤が付着した前記ローラを基板の表面に当接させて、基材の表面に活物質合剤を塗工してもよい。なお、本発明において、ローラを基材の表面に当接させるとは、ローラの表面に付着した活物質合剤を基材の表面に当接させることをいう。
前記電極は、リチウムイオンキャパシタ、電気二重層キャパシタ又はリチウムイオン電池に用いられる電極であってもよい。
また別な観点による本発明によれば、前記電極製造方法を電極製造装置によって実行させるために、当該電極製造装置を制御する制御部のコンピュータ上で動作するプログラムが提供される。
さらに別な観点による本発明によれば、前記プログラムを格納した読み取り可能なコンピュータ記憶媒体が提供される。
本発明によれば、電極を製造するに際し、帯状の基材の表面に活物質層を適切に且つ効率よく形成することができる。
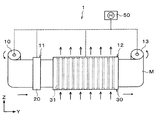
以下、本発明の実施の形態について説明する。図1は、本実施の形態にかかる電極製造装置1の構成の概略を示す略側面図である。図2は、電極製造装置1の構成の概略を示す平面図である。なお、本実施の形態の電極製造装置1では、リチウムイオンキャパシタの電極を製造する。
電極製造装置1では、図3及び図4に示すように帯状の基材としての金属箔Mの両面に活物質層Fが形成された電極Eが製造される。金属箔Mの両面の活物質層Fは、対向して形成される。また、活物質層Fは、金属箔Mの短手方向(図3中のZ方向)の中央部に形成され、且つ金属箔Mの長手方向(図3及び図4中のY方向)に複数形成される。
金属箔Mは、例えば多孔質の集電体である。電極Eとして正極を製造する際には、例えば金属箔Mとしてアルミニウム箔が用いられる。一方、負極を製造する際には、例えば金属箔Mとして銅箔が用いられる。
また、活物質層Fを形成するため、後述するように金属箔Mの表面にスラリー状の活物質合剤が塗工される。正極を製造する際の正極活物質合剤は、例えば活物質としての活性炭と、結着剤としてのアクリル系バインダと、分散剤としてのカルボキシメチルセルロースと、導電助材としてのアセチレンブラック等の導電性炭素粉末とを混合し、これに溶媒として水を添加、混練して生成される。一方、負極を製造する際の負極極活物質合剤は、例えばリチウムイオンを吸蔵・放出可能な活物質としての非晶質炭素と、結着剤としてのポリフッ化ビニリデンと、導電助材としてのアセチレンブラック等の導電性炭素材とを混合し、これに溶媒として水を添加、混練して生成される。
正極と負極とでは、上述したように材料は異なるが、金属箔M及び活物質層Fの幅や厚み等は大差がない。このため、電極製造装置1は、リチウムイオンキャパシタの正極も負極も製造することができる。以下、これら正極と負極を電極Eと称して説明する。
電極製造装置1は、図1及び図2に示すように、金属箔Mを巻き出す巻出部としての巻出ロール10と、金属箔Mの両面に活物質合剤を塗工する塗工部11と、金属箔M上の活物質合剤を乾燥させて活物質層Fを形成する乾燥部12と、金属箔Mを巻き取る巻取部としての巻取ロール13とを有している。巻出ロール10、塗工部11、乾燥部12、巻取ロール13は、金属箔Mの搬送方向(図1及び図2中のY方向)に上流側からこの順で配置されている。なお、巻出ロール10と巻取ロール13との間には駆動機構(図示せず)が設けられており、この駆動機構によって巻出ロール10から巻き出された金属箔Mが搬送され巻取ロール13に巻き取られるようになっている。
巻出ロール10は、その軸方向が鉛直方向(図1中のZ方向)となる向きに配置されている。巻出ロール10には未処理の金属箔Mが巻回されており、巻出ロール10は鉛直軸を中心に回転可能に構成されている。そして、金属箔Mは、その長手方向に引っ張られるのにつられて、巻出ロール10から巻き出されるようになっている。
巻取ロール13も、その軸方向が鉛直方向となる向きに配置されている。巻取リール13は、鉛直軸を中心に回転可能に構成されている。そして、活物質層Fが形成された金属箔Mは、巻取ロール13に巻き取られるようになっている。
これら巻出ロール10と巻取ロール13は同じ高さに配置されている。そして、巻出ロール10と巻取ロール13は、金属箔Mの長手方向が水平方向(図1及び図2中のY方向)であって、且つ金属箔Mの短手方向が鉛直方向(図1中のZ方向)となる向きで金属箔Mを搬送するように配置されている。
塗工部11は、金属箔Mの表面に活物質合剤を塗工する塗工ヘッド20を有している。塗工ヘッド20は、巻出ロール10と巻取ロール13の間を搬送中の金属箔Mの両側に対向して配置されている。
塗工ヘッド20は、図5に示すように鉛直方向(図5中のZ方向)に延伸する略直方体形状を有している。塗工ヘッド20は、例えば金属箔Mの短手方向よりも長く形成されている。塗工ヘッド20の金属箔Mに対向する面には、活物質合剤を吐出するスリット状の塗工口21が形成されている。塗工口21は、鉛直方向(図5中のZ方向)に延伸して形成されている。また、塗工口21は、金属箔Mの短手方向の中央部に活物質合剤を供給できる位置に形成されている。また塗工ヘッド20には、活物質合剤供給源22に連通する供給管23が接続されている。活物質合剤供給源22の内部には活物質合剤が貯留されており、活物質合剤供給源22から塗工ヘッド20に活物質合剤を供給できるようになっている。
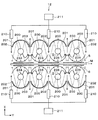
乾燥部12は、図1及び図2に示すように金属箔M上の活物質合剤を赤外線による輻射加熱によって乾燥させる加熱機構30を有している。加熱機構30は、巻出ロール10と巻取ロール13の間を搬送中の金属箔Mの両側に対向して配置されている。加熱機構30には、赤外線を照射するロッドヒータ31が、金属箔Mの長手方向(図1及び図2中のY方向)に並べて複数配置されている。ロッドヒータ31は、鉛直方向(図1中のZ方向)に金属箔Mの短手方向の長さより長く延伸している。すなわち、ロッドヒータ31は、金属箔Mの短手方向全体に赤外線を照射することができる。また、ロッドヒータ31は、セラミック製の外筒の内部に発熱体としてニクロム線を有するニクロム線ヒータが設けられた構成を有している。なお、加熱機構30において、ロッドヒータ31を挟んで金属箔Mと対向する位置には、ロッドヒータ31からの赤外線を金属箔M側に反射させる反射板(図示せず)が設けられていてもよい。
また乾燥部12は、図6に示すように金属箔M上の活物質合剤Sを空気による対流加熱によって乾燥させる給気機構32を有している。給気機構32は、加熱機構30と金属箔Mとの間に形成された乾燥領域Dに対して、鉛直上方に空気を供給する給気部33を有している。給気部33は、金属箔Mの両側に形成された乾燥領域D、Dの下方にそれぞれ配置され、且つ金属箔Mの長手方向に複数配置されている。また給気部33には、空気供給源34に連通する供給管35が接続されている。空気供給源34の内部には、空気、例えばドライエアなどが貯留されている。そして、図1及び図6に示すように給気機構32から供給された空気は、乾燥領域D内を鉛直上方に流通する。
以上の電極製造装置1には、図1に示すように制御部50が設けられている。制御部50は、例えばコンピュータであり、プログラム格納部(図示せず)を有している。プログラム格納部には、電極製造装置1における電極Eを製造するための処理を制御するプログラムが格納されている。なお、前記プログラムは、例えばコンピュータ読み取り可能なハードディスク(HD)、フレキシブルディスク(FD)、コンパクトディスク(CD)、マグネットオプティカルデスク(MO)、メモリーカードなどのコンピュータに読み取り可能な記憶媒体Hに記録されていたものであって、その記憶媒体Hから制御部50にインストールされたものであってもよい。
本実施の形態にかかる電極製造装置1は以上のように構成されている。次に、その電極製造装置1で行われる電極Eを製造するための処理について説明する。
金属箔Mは巻出ロール10から巻き出され、塗工部11に搬送される。塗工部11では、搬送中の金属箔Mの表面に対して、塗工ヘッド20からスラリー状の活物質合剤Sが塗工される。この際、金属箔Mの両側に配置された塗工ヘッド20、20から活物質合剤Sを供給することで、金属箔Mの両面に活物質合剤Sが均一な膜厚で同時に塗工される。また、塗工ヘッド20から供給される活物質合剤Sは金属箔Mの短手方向の中央部に塗工される。さらに、塗工ヘッド20から活物質合剤Sを断続的に供給することで、金属箔Mの長手方向に複数の領域に活物質合剤Sが塗工される。
その後、活物質合剤Sが塗工された金属箔Mは、乾燥部12に搬送される。乾燥部12では、金属箔Mの両側に配置された加熱機構30、30からの赤外線による輻射加熱によって、金属箔Mの両面の活物質合剤Sが乾燥される。このとき、加熱機構30のロッドヒータ31の温度は例えば200℃に設定されている。また、吸気機構32から金属箔Mの両側に形成された乾燥領域D、Dに供給される空気による対流加熱によって、金属箔Mの両面の活物質合剤Sが乾燥される。さらに、この空気によって、活物質合剤Sから蒸発した溶媒、すなわち水が鉛直上方に円滑に流れ、当該蒸発した水が乾燥領域Dの外部に除去される。こうして金属箔Mの両面の活物質合剤Sが乾燥され、当該金属箔Mの両面に所定の膜厚の活物質層Fが形成される。
その後、活物質層Fが形成された金属箔Mは、巻取ロール13に搬送され、当該巻取ロール13に巻き取られる。こうして電極製造装置1における一連の処理が終了し、電極Eが製造される。
以上の実施の形態によれば、塗工部11において、金属箔Mの長手方向が水平方向となる向きに金属箔Mが搬送されるので、金属箔Mの表面に塗工された活物質合剤Sが当該金属箔Mの搬送方向の上流側又は下流側に流れることがない。また、金属箔Mの短手方向が鉛直方向となる向きに金属箔Mが搬送されるので、金属箔Mの両面に均一に活物質合剤Sを塗工することができる。
また、乾燥部12において、加熱機構30からの赤外線による輻射加熱と、給気機構32から供給され乾燥領域D内を流通する空気による対流加熱とによって、金属箔M上の活物質合剤Sが乾燥される。このように赤外線による輻射加熱と空気による対流加熱という2種類の乾燥方法を用いているので、当該活物質合剤Sを適切に乾燥させることができる。また、赤外線による輻射加熱を用いた場合、ロッドヒータ31と金属箔Mとの間の距離に依存することなく赤外線の輻射熱が伝熱される。したがって、金属箔Mの反りや傾きに影響されることなく、活物質合剤Sを適切に加熱することができる。さらに、金属箔Mの短手方向が鉛直方向となる向きに金属箔Mが搬送され、蒸発した水が鉛直方向に円滑に流れる。しかも、給気機構32から供給された空気が乾燥領域D内を鉛直上方に流通するので、蒸発した水はより円滑に流れる。したがって、蒸発した水が金属箔Mの表面に再付着することもない。
以上のように本実施の形態によれば、塗工部11において活物質合剤Sを適切に塗工できると共に、乾燥部12において活物質合剤Sを適切に乾燥させることができるので、金属箔Mの表面に活物質層Fを適切に形成することができる。
また、巻出ロール10と巻取ロール13との間において、長手方向が水平方向となる向きに金属箔Mが搬送されるので、金属箔Mの高さを一定に低くすることができ、電極製造装置1のメンテナンスが容易になる。したがって、金属箔Mの表面に活物質層Fを効率よく形成することができる。
以上の実施の形態の電極製造装置1では、巻出部として巻出ロール10が設けられていたが、巻出部の構成は本実施の形態に限定されず、金属箔Mを巻き出す構成であれば種々の構成を取り得る。同様に、巻取部として巻取ロール13が設けられていたが、巻取部の構成は本実施の形態に限定されず、金属箔Mを巻き取る構成であれば種々の構成を取り得る。
また、以上の実施の形態の塗工部11には塗工ヘッド20が設けられていたが、塗工部11の構成は本実施の形態に限定されず、金属箔Mの表面に活物質合剤Sを塗工できる構成であれば種々の構成を取り得る。
例えば以上の実施の形態では、塗工ヘッド20、20は金属箔Mの両側に対向して設けられていたが、いずれか一方の塗工ヘッド20が他方の塗工ヘッド20より下流側に配置されていてもよい。また、塗工ヘッド20の数は本実施の形態に限定されず、金属箔Mの両側にそれぞれ複数の塗工ヘッド20が配置されていてもよい。
また例えば塗工部11において、インクジェット方式で金属箔Mの表面に活物質合剤Sを塗工してもよい。
また例えば図7に示すように、塗工部11は、金属箔Mの表面に当接して当該金属箔Mにスラリー状の活物質合剤Sを塗工するローラ100と、ローラ100の表面に活物質合剤Sを供給するノズル101と、を有していてもよい。これらローラ100及びノズル101は、巻出ロール10と巻取ロール13の間を搬送中の金属箔Mの両側に対向して配置されている。
ローラ100は、その軸方向が鉛直方向に延伸し、当該鉛直軸を中心に回転可能に構成されている。またローラ100は、金属箔Mに形成される活物質層Fの鉛直方向の長さと同じ長さで延伸し、金属箔Mの短手方向の中央部に活物質合剤Sを供給できる位置に配置されている。
ノズル101も、ローラ100と同様に鉛直方向に延伸している。また、ノズル101のローラ100側の面には、鉛直方向に延伸し、ローラ100に活物質合剤Sを吐出する吐出口(図示せず)が設けられている。吐出口は、ローラ100の表面全体に活物質合剤Sを供給できる長さと位置に形成されている。なお、ノズル101には、図5に示した塗工ヘッド20と同様に、活物質合剤供給源(図示せず)に連通する供給管(図示せず)が接続されている。
かかる場合、塗工部11では、ノズル101からローラ100の表面に活物質合剤Sを供給しながら、当該活物質合剤Sが付着したローラ100を金属箔Mの表面に当接させる。そうすると、ローラ100の表面に付着した活物質合剤Sが金属箔Mの表面に転写され、当該金属箔Mの表面に活物質合剤Sが塗工される。
本実施の形態によれば、ローラ100から金属箔Mの表面に活物質合剤Sが塗工される際、当該ローラ100自体の表面と金属箔Mの表面との距離を調整することで、活物質合剤Sの膜厚を調整することができる。したがって、金属箔Mの表面に活物質合剤Sをより均一な膜厚で塗工することができる。
以上の実施の形態の乾燥部12には加熱機構30と給気機構32とが設けられていたが、乾燥部12の構成は本実施の形態に限定されず、金属箔M上の活物質合剤Sを乾燥できる構成であれば種々の構成を取り得る。
例えば以上の実施の形態では、給気機構32は、乾燥領域Dに対して鉛直上方に空気を供給していたが、鉛直下方に空気を供給してもよい。かかる場合、給気部33は、金属箔Mの両側に形成された乾燥領域D、Dの上方にそれぞれ配置される(図示せず)。そして、給気機構32から供給された空気は、乾燥領域D内を鉛直下方に流通する。かかる場合でも、乾燥部12において、活物質合剤Sから蒸発した水が鉛直下方に円滑に流れるので、当該蒸発した水が金属箔Mの表面に再付着することがない。したがって、乾燥部12で活物質合剤Sを適切に乾燥させることができる。
また例えば図8に示すように、乾燥部12は、金属箔Mの長手方向(図8中のY方向)に並べて配置され、赤外線を照射する複数のロッドヒータ200と、ロッドヒータ200を挟んで金属箔Mの表面と対向して配置され、ロッドヒータ200からの赤外線を金属箔M側に反射させる複数の反射板201と、を有していてもよい。これらロッドヒータ200及び反射板201は、巻出ロール10と巻取ロール13の間を搬送中の金属箔Mの両側に配置されている。
ロッドヒータ200は、鉛直方向に金属箔Mの短手方向の長さより長く延伸している。すなわち、ロッドヒータ200は、金属箔Mの短手方向全体に赤外線を照射することができる。また、ロッドヒータ200は、セラミック製の外筒の内部に発熱体としてニクロム線を有するニクロム線ヒータが設けられた構成を有している。
反射板201は、対向する金属箔Mと反対側に凸に湾曲している。また反射板201は、ロッドヒータ200を覆うように鉛直方向に延伸している。そして、ロッドヒータ200から金属箔Mと反対側に放射された赤外線は、反射板201で反射して金属箔Mに放射される。
隣り合う反射板201、201間には、反射板201と金属箔Mとの間に形成された乾燥領域Dに空気を供給する給気口202が形成されている。また、別の隣り合う反射板201、201間には、乾燥領域D内の空気を排気する排気口203が形成されている。これら給気口202と排気口203は、金属箔Mの長手方向に交互に配置されている。そして、給気口202から乾燥領域D内に供給された空気は、金属箔Mの表面に沿って流れた後、給気口202に隣接する排気口203から排気される。すなわち、乾燥領域D内に給気口202から排気口203への一方向の気流が発生する。なお、反射板201が金属箔Mの両側に配置されているのに伴い、給気口202及び排気口203も金属箔Mの両側に形成されている。
各給気口202には、当該給気口202に空気を供給するための供給管210がそれぞれ設けられている。供給管210は、空気供給源211に連通している。空気供給源211の内部には、空気、例えばドライエアなどが貯留されている。お、排気口203には、例えば真空ポンプ(図示せず)が設けられ、当該真空ポンプによって乾燥領域D内の空気が排気される。
かかる場合、乾燥部12では、金属箔Mの両側に配置された複数のロッドヒータ200及び複数の反射板201からの赤外線による輻射加熱と、金属箔Mの両側に形成された乾燥領域D、D内で給気口202から排気口203に流通する空気による対流加熱とによって、金属箔Mの両面の活物質合剤Sが乾燥される。なお、このときロッドヒータ200の温度は例えば200℃に設定されている。また、乾燥領域D内で発生する給気口202から排気口203への気流によって、活物質合剤Sから蒸発した水が排気口203に円滑に流れ、当該蒸発した水が金属箔Mに再付着することなく除去される。こうして金属箔Mの両面の活物質合剤Sが乾燥され、当該金属箔Mの両面に所定の膜厚の活物質層Fが形成される。
本実施の形態によれば、乾燥部12において、赤外線による輻射加熱と空気による対流加熱という2種類の乾燥方法を用いているので、当該活物質合剤Sを適切に乾燥させることができる。また、赤外線による輻射加熱を用いた場合、ロッドヒータ200及び反射板201と金属箔Mとの間の距離に依存することなく赤外線の輻射熱が伝熱される。したがって、金属箔Mの反りや傾きに影響されることなく、活物質合剤Sを適切に加熱することができる。さらに、乾燥部12では、乾燥領域D内に給気口202から排気口203への一方向の気流を発生させることができる。この気流によって、金属箔M上の活物質合剤Sを乾燥させる際に蒸発した水が排気口203から排出されるので、当該蒸発した水が金属箔Mの表面に再付着することがない。このため、金属箔M上の活物質合剤Sをより適切に乾燥させることができる。したがって、金属箔M上に活物質層Fを適切に形成することができる。
また、反射板201がロッドヒータ200を挟んで金属箔Mの表面と対向して配置されているので、ロッドヒータ200から金属箔Mと反対側に放射された赤外線は、反射板201で反射して金属箔Mに放射される。したがって、赤外線の全てを利用することができ、金属箔M上の活物質合剤Sを効率よく乾燥させることができる。
さらに、反射板201が金属箔Mと反対側に凸に湾曲しているので、排気口203から排気されなかった極微量の空気を給気口202側に円滑に流通させることができる。そして、この空気は再び給気口202から供給される空気と合流して、排気口203に流れる。したがって、乾燥領域D内における給気口202から排気口203への気流が乱されることなく、一方向の気流を維持することができる。また、排気口203から排気されなかった極微量の空気は、乾燥領域D内において赤外線の輻射加熱によって加熱されるので、金属箔M上の活物質合剤Sを効率よく乾燥させることができる。
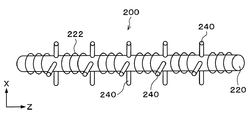
以上の実施の形態において、ロッドヒータ200の内部に空気を流通させてもよい。図9及び図10に示すように、ロッドヒータ200は、内筒220と、内筒220を取り囲むように設けられた外筒221とを有している。内筒220の外周部には、発熱体としてニクロム線を有するニクロム線ヒータ222が螺旋状に設けられている。このニクロム線ヒータ222は、鉛直方向に金属箔Mの短手方向の長さより長く設けられている。なお、上述したように外筒221の材質はセラミックである。また、内筒220は耐熱性を有し、その材質は例えばセラミック又はアルミナである。
外筒221と内筒220との間には、空気が流通する流通路230が形成されている。流通路230内を流通する空気は給気部231から供給される。給気部231は、ロッドヒータ200の軸方向両端部に配置されている。また給気部231には、空気供給源232に連通する供給管233が接続されている。空気供給源232に内部には、常温である23℃の空気、例えばドライエアが貯留されている。
外筒221には、流通路230の空気を金属箔Mの表面に向けて噴出する複数の噴出口234が形成されている。噴出口234は、外筒221の長手方向(図9中のZ方向)に並べて複数形成されている。これら噴出口234は、図11に示すように排気口203側に向けられている。また、これら噴出口234は、流通路230内の空気を金属箔Mの表面に向けて斜めに噴出する位置に形成されている。
かかる場合、乾燥部12では、給気部231から流通路230に供給された空気は、当該流通路230内を流通する。この際、流通路230内の空気は、ニクロム線ヒータ222によって加熱される。ロッドヒータ200の温度は上述したように例えば200℃に設定されているため、流通路230内の空気は、23℃よりも高い温度であって200℃以下に加熱される。そして、加熱された空気は、噴出口234から乾燥領域Dに噴出される。こうしてロッドヒータ200から乾燥領域D内の金属箔Mの表面に向けて噴出された空気は、金属箔Mの表面近傍を流れ、給気口202から排気口203に流れる気流に合流して、排気口203から排気される。
そして、乾燥部12では、複数のロッドヒータ200及び複数の反射板201からの赤外線による輻射加熱と、乾燥領域D内で給気口202から排気口203に流通する空気による対流加熱に加えて、上述したロッドヒータ200から噴出される空気による対流加熱によって、金属箔M上の活物質合剤Sが乾燥される。
本実施の形態によれば、ロッドヒータ200から乾燥領域Dに噴出される空気はニクロム線ヒータ222によって加熱されているので、活物質合剤Sの乾燥時間を短縮することができる。このため、乾燥部12の長さも短くすることができ、電極製造装置1のフットプリントを小さくできる。しかも、この流通路230内における空気の加熱は、活物質合剤Sを乾燥させるために設けられたニクロム線ヒータ222を利用でき、別途加熱機構を設ける必要がない。以上のように本実施の形態によれば、金属箔M上の活物質合剤Sをより効率よく乾燥することができる。
また、外筒221において噴出口234は排気口203側に向けて形成されているので、当該噴出口234から噴出された空気は、給気口202から排気口203に流れる気流に対して逆流しない。そうすると、噴出口234から噴出された空気は、給気口202から排気口203への気流を乱すことなく一方向の気流を維持しつつ、当該気流に合流できる。したがって、金属箔M上の活物質合剤Sを適切に乾燥させることができる。
以上の実施の形態において、図12及び図13に示すようにロッドヒータ200の流通路230の内部において、外筒221と内筒220を接続して、当該内筒220を支持する支持部材240が設けられていてもよい。支持部材240は、内筒220の周方向に等間隔に複数配置されている。また、支持部材240は、内筒220の軸方向、すなわち長手方向(図12中のZ方向)に等間隔に複数配置されている。このように支持部材240が配置されていることによって、流通路230内の空気の流れが攪拌される。
また、支持部材240は伝熱性を有しており、その材質は例えばSiCである。このため、ニクロム線ヒータ222から発生する熱が支持部材240を介して外筒221に伝達されるようになっている。
かかる場合、支持部材240によって流通路230内の空気の流れが攪拌されるので、当該空気を効率よく加熱することができる。また、支持部材240によってニクロム線ヒータ222からの熱が外筒221に伝達されて、当該外筒221が加熱されるので、流通路内230内の空気を効率よく加熱できると共に、乾燥領域D内の空気も加熱することができる。以上のように本実施の形態によれば、金属箔M上の活物質合剤Sをより効率よく乾燥することができる。
以上の実施の形態では、活物質層Fは金属箔Mの長手方向に複数形成されているが、一の活物質層Fを備えた電極Eを形成する際にも、本発明の電極製造装置1は有用である。
また以上の実施の形態では、電極製造装置1において金属箔Mの両面に活物質層Fを形成したが、電極Eを形成するためにはその他の処理、例えば金属箔Mのプレスや切断等も行われる。電極製造装置1は、巻出ロール10と巻取ロール13との間において、これらその他の処理も連続して行うようにしてもよい。
また以上の実施の形態では、リチウムイオンキャパシタの電極Eを製造する場合について説明したが、電気二重層キャパシタに用いられる電極やリチウムイオン電池に用いられる電極を製造する場合にも、本発明の電極製造装置1を用いることができる。かかる場合、製造される電極の種類に応じて、金属箔Mの材質や活物質合剤Sの材料等を変更すればよい。
以上、添付図面を参照しながら本発明の好適な実施の形態について説明したが、本発明はかかる例に限定されない。当業者であれば、特許請求の範囲に記載された思想の範疇内において、各種の変更例または修正例に想到し得ることは明らかであり、それらについても当然に本発明の技術的範囲に属するものと了解される。
1 電極製造装置
10 巻出ロール
11 塗工部
12 乾燥部
13 巻取ロール
20 塗工ヘッド
21 塗工口
30 加熱機構
31 ロッドヒータ
32 給気機構
33 給気部
34 空気供給源
35 供給管
50 制御部
100 ローラ
101 ノズル
200 ロッドヒータ
201 反射板
202 給気口
203 排気口
220 内筒
221 外筒
222 ニクロム線ヒータ
230 流通路
234 噴出口
240 支持部材
D 乾燥領域
E 電極
F 活物質層
M 金属箔
S 活物質合剤
10 巻出ロール
11 塗工部
12 乾燥部
13 巻取ロール
20 塗工ヘッド
21 塗工口
30 加熱機構
31 ロッドヒータ
32 給気機構
33 給気部
34 空気供給源
35 供給管
50 制御部
100 ローラ
101 ノズル
200 ロッドヒータ
201 反射板
202 給気口
203 排気口
220 内筒
221 外筒
222 ニクロム線ヒータ
230 流通路
234 噴出口
240 支持部材
D 乾燥領域
E 電極
F 活物質層
M 金属箔
S 活物質合剤
Claims (27)
- 帯状の基材の両面に活物質層を形成して電極を製造する電極製造装置であって、
基材を巻き出す巻出部と、
前記巻出部で巻き出された基材を巻き取る巻取部と、
前記巻出部と前記巻取部との間に設けられ、基材の両面に活物質合剤を塗工する塗工部と、
前記塗工部と前記巻取部との間に設けられ、前記塗工部で塗工された前記活物質合剤を乾燥させて活物質層を形成する乾燥部と、を有し、
前記巻出部と前記巻取部は、基材の長手方向が水平方向であって、且つ基材の短手方向が鉛直方向となる向きで基材を搬送するように配置されていることを特徴とする、電極製造装置。 - 前記巻出部は、軸方向が鉛直方向となる向きに配置された巻出ロールを有し、
前記巻取部は、軸方向が鉛直方向となる向きに配置された巻取ロールを有することを特徴とする、請求項1に記載の電極製造装置。 - 前記乾燥部は、
基材の両側に設けられ、赤外線による輻射加熱によって前記活物質合剤を乾燥させる加熱機構と、
前記加熱機構と基材との間に鉛直方向に流通するように空気を供給して、前記活物質合剤を乾燥させる給気機構と、を有することを特徴とする、請求項1又は2に記載の電極製造装置。 - 前記乾燥部は、
基材の長手方向に並べて配置され、赤外線を照射する複数のロッドヒータと、
前記ロッドヒータを挟んで基材の表面と対向して配置され、前記ロッドヒータからの赤外線を基材側に反射させる複数の反射板と、
隣り合う前記反射板間に形成され、前記反射板と基材との間の乾燥領域に空気を供給する給気口と、
別の隣り合う前記反射板間に形成され、前記乾燥領域内の空気を排気する排気口と、を備え、
前記複数のロッドヒータ、前記複数の反射板、前記給気口及び前記排気口は、それぞれ基材の両側に設けられていることを特徴とする、請求項1又は2に記載の電極製造装置。 - 前記給気口と前記排気口は、基材の長手方向に交互に配置されていることを特徴とする、請求項4に記載の電極製造装置。
- 前記反射板は、対向する基材と反対側に凸に湾曲していることを特徴とする、請求項4又は5に記載の電極製造装置。
- 前記ロッドヒータは、外周部に発熱体が設けられた内筒と、前記内筒を取り囲むように設けられた外筒とを有し、
前記外筒と前記内筒との間には空気が流通する流通路が形成され、
前記外筒には、前記流通路内の空気を前記基材の表面に向けて噴出する噴出口が形成されていることを特徴とする、請求項4〜6のいずれかに記載の電極製造装置。 - 前記噴出口は、前記排気口側に向けられていることを特徴とする、請求項7に記載の電極製造装置。
- 前記流通路内には、前記外筒と前記内筒を接続して、当該内筒を支持する支持部材が複数設けられ、
前記複数の支持部材は、前記内筒の周方向に複数配置され、且つ前記内筒の軸方向に複数配置されていることを特徴とする、請求項7又は8に記載の電極製造装置。 - 前記支持部材は伝熱性を有することを特徴とする、請求項9に記載の電極製造装置。
- 前記塗工部は、基材の表面に活物質合剤を吐出する塗工口が形成された塗工ヘッドを有し、
前記塗工ヘッドは、基材の両側に配置されていることを特徴とする、請求項1〜10のいずれかに記載の電極製造装置。 - 前記塗工部は、基材の表面に当接して、当該基材に活物質合剤を塗工するローラと、前記ローラの表面に活物質合剤を供給するノズルと、を有し、
前記ローラ及び前記ノズルは、それぞれ基材の両側に配置されていることを特徴とする、請求項1〜10のいずれかに記載の電極製造装置。 - 前記電極は、リチウムイオンキャパシタ、電気二重層キャパシタ又はリチウムイオン電池に用いられる電極であることを特徴とする、請求項1〜12のいずれかに記載の電極製造装置。
- 巻出部と巻取部との間で帯状の基材を搬送しながら、当該基材の両面に活物質層を形成して電極を製造する電極製造方法であって、
塗工部において、基材の両面に活物質合剤を塗工する塗工工程と、
その後、乾燥部において、前記塗工工程で塗工された前記活物質合剤を乾燥させて活物質層を形成する乾燥工程と、を有し、
前記塗工工程と前記乾燥工程は、基材の長手方向が水平方向であって、且つ基材の短手方向が鉛直方向となる向きで搬送中の基材に対して行われることを特徴とする、電極製造方法。 - 前記乾燥部は、
基材の両側に設けられ、赤外線による輻射加熱によって前記活物質合剤を乾燥させる加熱機構と、
前記加熱機構と基材との間に鉛直方向に流通するように空気を供給して、前記活物質合剤を乾燥させる給気機構と、を有し、
前記乾燥工程において、前記加熱機構からの赤外線による輻射加熱と、前記加熱機構と基材との間を流通する空気による対流加熱とによって、前記活物質合剤を乾燥させることを特徴とする、請求項14に記載の電極製造方法。 - 前記乾燥部は、
基材の長手方向に並べて配置され、赤外線を照射する複数のロッドヒータと、
前記ロッドヒータを挟んで基材の表面と対向して配置され、前記ロッドヒータからの赤外線を基材側に反射させる複数の反射板と、
隣り合う前記反射板間に形成され、前記反射板と基材との間の乾燥領域に空気を供給する給気口と、
別の隣り合う前記反射板間に形成され、前記乾燥領域内の空気を排気する排気口と、を備え、
前記複数のロッドヒータ、前記複数の反射板、前記給気口及び前記排気口は、それぞれ基材の両側に設けられ、
前記乾燥工程において、前記複数のロッドヒータ及び前記複数の反射板からの赤外線による輻射加熱と、前記乾燥領域内で前記給気口から前記排気口に流通する空気による対流加熱とによって、前記活物質合剤を乾燥させることを特徴とする、請求項14に記載の電極製造方法。 - 前記給気口と前記排気口は、基材の長手方向に交互に配置されていることを特徴とする、請求項16に記載の電極製造方法。
- 前記反射板は、対向する基材と反対側に凸に湾曲していることを特徴とする、請求項16又は17に記載の電極製造方法。
- 前記ロッドヒータは、外周部に発熱体が設けられた内筒と、前記内筒を取り囲むように設けられた外筒とを有し、
前記乾燥工程において、前記外筒と前記内筒との間に形成された流通路に空気を供給し、供給された空気を前記発熱体によって加熱し、加熱された空気を前記外筒に形成された噴出口から基材の表面に向けて噴出することを特徴とする、請求項16〜18のいずれかに記載の電極製造方法。 - 前記噴出口は、前記排気口側に向けられていることを特徴とする、請求項19に記載の電極製造方法。
- 前記流通路内には、前記外筒と前記内筒を接続して、当該内筒を支持する支持部材が複数設けられ、
前記乾燥工程において、前記複数の支持部材により前記流通路内の空気の流れが攪拌されることを特徴とする、請求項19又は20に記載の電極製造方法。 - 前記支持部材は伝熱性を有し、
前記乾燥工程において、前記支持部材及び前記発熱体により前記外筒が加熱されることを特徴とする、請求項21に記載の電極製造方法。 - 前記塗工工程において、基材の両側に配置された塗工ヘッドの塗工口から基材の表面に活物質合剤を吐出することを特徴とする、請求項14〜22のいずれかに記載の電極製造方法。
- 前記塗工部は、基材の表面に当接して、当該基材に活物質合剤を塗工するローラと、前記ローラの表面に活物質合剤を供給するノズルと、を有し、
前記ローラ及び前記ノズルは、それぞれ基材の両側に配置され、
前記塗工工程において、前記ノズルから供給された活物質合剤が付着した前記ローラを基板の表面に当接させて、基材の表面に活物質合剤を塗工することを特徴とする、請求項14〜22のいずれかに記載の電極製造方法。 - 前記電極は、リチウムイオンキャパシタ、電気二重層キャパシタ又はリチウムイオン電池に用いられる電極であることを特徴とする、請求項14〜24のいずれかに記載の電極製造方法。
- 請求項14〜25のいずれかに記載の電極製造方法を電極製造装置によって実行させるために、当該電極製造装置を制御する制御部のコンピュータ上で動作するプログラム。
- 請求項26に記載のプログラムを格納した読み取り可能なコンピュータ記憶媒体。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011004743A JP2012146852A (ja) | 2011-01-13 | 2011-01-13 | 電極製造装置、電極製造方法、プログラム及びコンピュータ記憶媒体 |
| TW100143305A TW201237902A (en) | 2011-01-13 | 2011-11-25 | Electrode production apparatus and electrode production method and computer storage medium |
| KR1020120003876A KR20120082366A (ko) | 2011-01-13 | 2012-01-12 | 전극 제조 장치, 전극 제조 방법 및 컴퓨터 기억 매체 |
| CN2012100103210A CN102592834A (zh) | 2011-01-13 | 2012-01-13 | 电极制造装置、电极制造方法和计算机存储介质 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011004743A JP2012146852A (ja) | 2011-01-13 | 2011-01-13 | 電極製造装置、電極製造方法、プログラム及びコンピュータ記憶媒体 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012146852A true JP2012146852A (ja) | 2012-08-02 |
Family
ID=46481331
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011004743A Pending JP2012146852A (ja) | 2011-01-13 | 2011-01-13 | 電極製造装置、電極製造方法、プログラム及びコンピュータ記憶媒体 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP2012146852A (ja) |
| KR (1) | KR20120082366A (ja) |
| CN (1) | CN102592834A (ja) |
| TW (1) | TW201237902A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109550718A (zh) * | 2018-12-29 | 2019-04-02 | 大族激光科技产业集团股份有限公司 | 一种擦拭装置 |
| CN113991189A (zh) * | 2021-11-25 | 2022-01-28 | 珠海冠宇电池股份有限公司 | 一种电池及电子设备 |
| CN115066803A (zh) * | 2020-10-20 | 2022-09-16 | 宁德时代新能源科技股份有限公司 | 电极组件、电池单体、电池、用电装置、制造方法及设备 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102234707B1 (ko) * | 2014-05-15 | 2021-04-01 | 삼성에스디아이 주식회사 | 전극판 건조 장치 |
| CN104810520B (zh) * | 2015-04-17 | 2017-07-11 | 奇瑞汽车股份有限公司 | 一种锂离子电池镍钴锰酸锂正极材料及其制备方法 |
| CN105914054B (zh) * | 2016-05-25 | 2017-12-08 | 长春吉大科诺科技有限责任公司 | 一种自动化集流体双面改性设备 |
| US11367864B2 (en) * | 2018-11-08 | 2022-06-21 | Tesla, Inc. | Intermittently coated dry electrode for energy storage device and method of manufacturing the same |
| JP2021183733A (ja) * | 2020-05-21 | 2021-12-02 | 株式会社東芝 | 繊維シートの製造方法及び繊維シートの製造装置 |
| CN118002423B (zh) * | 2024-04-09 | 2024-06-14 | 安徽衡川新能源材料科技有限公司 | 一种锂离子电池膜电极涂敷装置及方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09113139A (ja) * | 1995-10-13 | 1997-05-02 | Tokai Konetsu Kogyo Co Ltd | 熱風併用型遠赤外線ヒータ |
| JP2002143739A (ja) * | 2000-11-15 | 2002-05-21 | Sumitomo Chem Co Ltd | 板状塗工物の製造方法及びそれに好適な塗布装置 |
| JP2004136167A (ja) * | 2002-10-16 | 2004-05-13 | Sumitomo Chem Co Ltd | 板状塗工物の製造方法 |
| JP2006294337A (ja) * | 2005-04-07 | 2006-10-26 | Toshiba Ceramics Co Ltd | 遠赤外線ヒーター |
| JP2010255988A (ja) * | 2009-04-28 | 2010-11-11 | Mitsubishi Heavy Ind Ltd | 乾燥装置 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0536469A (ja) * | 1991-07-31 | 1993-02-12 | Toshiba Lighting & Technol Corp | 赤外線ヒ−タ |
| JP2001345095A (ja) * | 2000-06-01 | 2001-12-14 | Nisshinbo Ind Inc | 電極構造体、電池及び電気二重層キャパシタの製造方法 |
| JP3953911B2 (ja) * | 2002-08-08 | 2007-08-08 | 松下電器産業株式会社 | 塗膜シートの製造方法 |
-
2011
- 2011-01-13 JP JP2011004743A patent/JP2012146852A/ja active Pending
- 2011-11-25 TW TW100143305A patent/TW201237902A/zh unknown
-
2012
- 2012-01-12 KR KR1020120003876A patent/KR20120082366A/ko not_active Application Discontinuation
- 2012-01-13 CN CN2012100103210A patent/CN102592834A/zh active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09113139A (ja) * | 1995-10-13 | 1997-05-02 | Tokai Konetsu Kogyo Co Ltd | 熱風併用型遠赤外線ヒータ |
| JP2002143739A (ja) * | 2000-11-15 | 2002-05-21 | Sumitomo Chem Co Ltd | 板状塗工物の製造方法及びそれに好適な塗布装置 |
| JP2004136167A (ja) * | 2002-10-16 | 2004-05-13 | Sumitomo Chem Co Ltd | 板状塗工物の製造方法 |
| JP2006294337A (ja) * | 2005-04-07 | 2006-10-26 | Toshiba Ceramics Co Ltd | 遠赤外線ヒーター |
| JP2010255988A (ja) * | 2009-04-28 | 2010-11-11 | Mitsubishi Heavy Ind Ltd | 乾燥装置 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109550718A (zh) * | 2018-12-29 | 2019-04-02 | 大族激光科技产业集团股份有限公司 | 一种擦拭装置 |
| CN115066803A (zh) * | 2020-10-20 | 2022-09-16 | 宁德时代新能源科技股份有限公司 | 电极组件、电池单体、电池、用电装置、制造方法及设备 |
| CN115066803B (zh) * | 2020-10-20 | 2024-01-09 | 宁德时代新能源科技股份有限公司 | 电极组件、电池单体、电池、用电装置、制造方法及设备 |
| US12021269B2 (en) | 2020-10-20 | 2024-06-25 | Contemporary Amperex Technology Co., Limited | Electrode assembly, battery cell, battery, electrical apparatus, and manufacturing method and device |
| CN113991189A (zh) * | 2021-11-25 | 2022-01-28 | 珠海冠宇电池股份有限公司 | 一种电池及电子设备 |
| CN113991189B (zh) * | 2021-11-25 | 2024-01-23 | 珠海冠宇电池股份有限公司 | 一种电池及电子设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20120082366A (ko) | 2012-07-23 |
| CN102592834A (zh) | 2012-07-18 |
| TW201237902A (en) | 2012-09-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5421934B2 (ja) | 電極製造装置、電極製造方法 | |
| JP2012146852A (ja) | 電極製造装置、電極製造方法、プログラム及びコンピュータ記憶媒体 | |
| KR101286003B1 (ko) | 이차 전지의 전극 슬러리 건조 방법 및 장치 | |
| JP5271366B2 (ja) | 電極製造装置、電極製造方法、プログラム及びコンピュータ記憶媒体 | |
| TWI664776B (zh) | 電池製造用裝置 | |
| US20110274828A1 (en) | Electrode manufacturing apparatus and electrode manufacturing method | |
| KR102001459B1 (ko) | 전극 합제 양면 분사 방식의 전극 시트 제조장치 | |
| JP2010255988A (ja) | 乾燥装置 | |
| JP5780226B2 (ja) | 二次電池用電極の製造方法および電極製造装置 | |
| JP6036324B2 (ja) | 蓄電装置の製造装置および製造方法 | |
| JP2016138684A (ja) | 乾燥装置および乾燥方法 | |
| KR20120109373A (ko) | 전극 제조장치, 전극 제조방법, 및 컴퓨터 기억 매체 | |
| JP2017142897A (ja) | 膜・触媒層接合体の製造装置および製造方法 | |
| JP6131178B2 (ja) | ロール状体の収容容器、基材処理システム、基材処理方法、プログラム及びコンピュータ記憶媒体 | |
| JP2018030108A (ja) | 塗工装置および塗工方法 | |
| JP2002231228A (ja) | 電池用コンポーネントの製造装置及び方法 | |
| CN210646954U (zh) | 一种多层涂布装置 | |
| JP5361912B2 (ja) | 電極製造装置、電極製造方法、プログラム及びコンピュータ記憶媒体 | |
| JP5271365B2 (ja) | 電極製造装置、電極製造方法、プログラム及びコンピュータ記憶媒体 | |
| CN220781075U (zh) | 一种柔性功能薄膜的卷对卷连续制备设备 | |
| JP2000012004A (ja) | 電極活物質の塗工方法および電極活物質の塗工装置 | |
| KR20220126205A (ko) | 전극 건조 장치 | |
| CN102694147A (zh) | 电极制造装置及电极制造方法 | |
| JP2014119201A (ja) | 乾燥装置 | |
| JP2020081966A (ja) | グラビア塗工装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130214 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20131129 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140106 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140729 |