JP2012094159A - 機械加工データの直接転送を用いた工作機械の制御方法及びシステム - Google Patents
機械加工データの直接転送を用いた工作機械の制御方法及びシステム Download PDFInfo
- Publication number
- JP2012094159A JP2012094159A JP2011255649A JP2011255649A JP2012094159A JP 2012094159 A JP2012094159 A JP 2012094159A JP 2011255649 A JP2011255649 A JP 2011255649A JP 2011255649 A JP2011255649 A JP 2011255649A JP 2012094159 A JP2012094159 A JP 2012094159A
- Authority
- JP
- Japan
- Prior art keywords
- design
- servo
- path data
- tool
- application
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000034 method Methods 0.000 title claims abstract description 38
- 238000012546 transfer Methods 0.000 title description 2
- 238000013461 design Methods 0.000 claims abstract description 70
- 239000002994 raw material Substances 0.000 claims abstract description 9
- 239000012467 final product Substances 0.000 claims abstract 2
- 230000033001 locomotion Effects 0.000 claims description 81
- 238000003754 machining Methods 0.000 claims description 44
- 230000009471 action Effects 0.000 claims description 13
- 238000011960 computer-aided design Methods 0.000 claims description 8
- 230000007704 transition Effects 0.000 claims description 3
- 239000000047 product Substances 0.000 claims 2
- 230000005540 biological transmission Effects 0.000 claims 1
- 230000006870 function Effects 0.000 description 9
- 230000008569 process Effects 0.000 description 7
- 230000008901 benefit Effects 0.000 description 6
- 238000010586 diagram Methods 0.000 description 6
- 239000000463 material Substances 0.000 description 6
- 238000005516 engineering process Methods 0.000 description 5
- 238000003801 milling Methods 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 238000012552 review Methods 0.000 description 3
- 229920002799 BoPET Polymers 0.000 description 2
- 239000005041 Mylar™ Substances 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 230000009977 dual effect Effects 0.000 description 2
- 238000000605 extraction Methods 0.000 description 2
- 238000007689 inspection Methods 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 238000013519 translation Methods 0.000 description 2
- MHABMANUFPZXEB-UHFFFAOYSA-N O-demethyl-aloesaponarin I Natural products O=C1C2=CC=CC(O)=C2C(=O)C2=C1C=C(O)C(C(O)=O)=C2C MHABMANUFPZXEB-UHFFFAOYSA-N 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 239000008186 active pharmaceutical agent Substances 0.000 description 1
- 238000003339 best practice Methods 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 239000002826 coolant Substances 0.000 description 1
- 238000013523 data management Methods 0.000 description 1
- 238000007730 finishing process Methods 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 239000000523 sample Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
Images




Classifications
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/4097—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by using design data to control NC machines, e.g. CAD/CAM
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/418—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS] or computer integrated manufacturing [CIM]
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/35—Nc in input of data, input till input file format
- G05B2219/35002—Parametric machine control, direct control from cad data, no nc data
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/35—Nc in input of data, input till input file format
- G05B2219/35097—Generation of cutter path, offset curve
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/36—Nc in input of data, input key till input tape
- G05B2219/36266—Tool path editor, for offset, multi-passes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/02—Total factory control, e.g. smart factories, flexible manufacturing systems [FMS] or integrated manufacturing systems [IMS]
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- Human Computer Interaction (AREA)
- General Engineering & Computer Science (AREA)
- Quality & Reliability (AREA)
- Numerical Control (AREA)
- Multi-Process Working Machines And Systems (AREA)
Abstract
【解決手段】生成システム(204)からサーボ駆動機械装置の制御に用いるための制御システム(205)へ移動経路データ(310)を直接転送するための方法及びシステム。例えば、原材料を機械加工するための工作機械及びコンピュータ支援設計ソフトウェアパッケージ(301)を含むデータ生成システム。工作機械の工具部材を指向させるための工具経路は、CADソフトウェア(302)のオペレーションインターフェースを介して、CADソフトウェアによって開かれている設計ファイルから抽出される。これに代わって、設計ファイルは最終製品の幾何学的形状ではなく、移動経路を指定するのに使用されることが可能である。CADインタープリタアプリケーションは設計ファイルから移動経路データを抽出する。
【選択図】図3
Description
共に、それらの図面は、本発明の原理を明示し説明する。
Claims (26)
- サーボ駆動機械装置と制御システムとをインターフェースするためのシステムであって、
前記サーボ駆動機械装置用の移動経路データを生成する設計アプリケーションを実行する第1のプロセッサと、
第1のプロセッサとインターフェースする第2のプロセッサと、
該第2のプロセッサは第1のプロセッサ上の前記設計アプリケーションから前記移動経路データを受信する動作制御ソフトウェアを実行することとを備え、
第2のプロセッサ上の前記動作制御ソフトウェアは、前記設計アプリケーションからの移動経路データに従って、前記サーボ駆動機械装置を制御するシステム。 - 前記サーボ駆動機械装置は、設計仕様に従って原材料を機械加工するための工作機械である請求項1に記載のシステム。
- 前記設計アプリケーションは、コンピュータ支援設計/コンピューター支援製造ソフトウェアパッケージである請求項2に記載のシステム。
- 動作制御ソフトウェアは、前記コンピュータ支援設計/コンピューター支援製造ソフトウェアパッケージのアプリケーション・プログラム・インターフェースを使用して、前記設計アプリケーションから前記移動経路データを抽出する請求項3に記載のシステム。
- 前記設計アプリケーションは、前記動作制御ソフトウェアのアプリケーション・プログラム・インターフェースを介して、前記移動経路データを前記動作制御ソフトウェアに渡す請求項1に記載のシステム。
- 前記設計アプリケーションによって前記移動経路データを生成、再検討、または編集するために、前記第1のプロセッサとインターフェースされた表示装置およびユーザー入力デバイスを更に備える請求項1に記載のシステム。
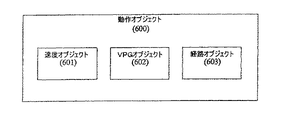
- 前記設計アプリケーションは、前記移動経路データを含む動作オブジェクトを作成し、前記移動経路データは、前記サーボ駆動機械装置の工具ヘッドがそれに沿って移動することになる移動経路を定義し、かつ、前記設計アプリケーションは、前記動作オブジェクトを第2のプロセッサ上の前記動作制御ソフトウェアに渡す請求項1に記載のシステム。
- 前記動作オブジェクトが、前記サーボ駆動機械装置の構成要素を制御するためのフィードレートおよびスピードレードを決定する速度オブジェクトと、
前記移動経路中における速度の推移を制御するための速度プロフィールジェネレータオブジェクトと、
各移動経路を定義する情報を含む経路オブジェクトとを含む請求項7に記載のシステム。 - 前記設計アプリケーションによる前記移動経路データ出力が工具経路をデカルト座標系において指定し、前記動作制御ソフトウェアは、前記デカルト工具経路データを前記サーボ駆動機械装置のモータを駆動するためのサーボ制御信号に翻訳する請求項1に記載のシステム。
- 前記動作制御ソフトウェアは動作コントローラアプリケーションおよびサーボコントローラアプリケーションを含み、前記動作コントローラアプリケーションは、前記デカルト工具経路データを前記サーボ駆動機械装置によって定義された座標系へマップし、前記サーボコントローラアプリケーションは、前記動作コントローラアプリケーションからのマップされたデータに従って、前記サーボ駆動機械装置のサーボへ送信するための制御信号を生成する請求項9に記載のシステム。
- 特定の設計に従って、原材料の供給物を機械加工するために工作機械を操作する方法であって、
コンピュータ支援設計/コンピューター支援製造ソフトウェアパッケージによって開かれた設計ファイルから、工具経路データを前記コンピュータ支援設計/コンピューター支援製造ソフトウェアパッケージのアプリケーション・プログラム・インターフェースを介して、抽出することを含む方法。 - 前記工作機械の特定の要素が、前記設計ファイルから抽出された前記工具経路データによって定義された工具経路に沿って移動されるように、前記工具経路データに従って前記工作機械を制御することを更に含む請求項11に記載の方法。
- 前記コンピュータ支援設計/コンピューター支援製造ソフトウェアパッケージによって前記設計ファイルを修正することと、
前記修正済設計ファイルから修正済工具経路データを抽出することと、
前記工作機械の特定の構成要素が、前記修正済の設計ファイルから抽出された前記修正済の工具経路データによって定義された工具経路に沿って移動されるように、前記修正済工具経路データに従って、前記工作機械を制御することとを更に含む請求項11に記載の方法。 - サーボ駆動機械装置と制御システムをインターフェースする方法であって、
前記サーボ駆動機械装置用の移動経路データを生成する設計アプリケーションを実行することと、
前記設計アプリケーションによる出力と同じ形式で前記移動経路データを受信する動作制御ソフトウェアを実行することと、
前記設計アプリケーションからの前記移動経路データに従って、前記動作制御ソフトウェアによって前記サーボ駆動機械装置を制御することとからなる方法。 - 前記設計アプリケーションおよび前記動作制御ソフトウェアを異なるプロセッサ上で実行することを更に含む請求項14に記載の方法。
- 前記サーボ駆動機械装置によって原材料を機械加工することを更に含み、前記サーボ駆動機械装置は前記移動経路データによって定義された製品を製造する工作機械である請求項14に記載の方法。
- 前記設計アプリケーションは、コンピュータ支援設計/コンピューター支援製造ソフトウェアパッケージである請求項14に記載の方法。
- 工具経路が最終製品の幾何学的形状とは異なって指定されるファイルを生成するためにコンピュータ支援設計ソフトウェアパッケージを使用することと、
前記設計アプリケーションによって、前記ファイルから前記移動経路データを生成することとを更に含む請求項14に記載の方法。 - 前記設計アプリケーションによって前記移動経路データを編集することを更に含む請求項14に記載の方法。
- 前記設計アプリケーションによって前記移動経路データを再検討することを更に含む請求項14に記載の方法。
- 前記設計アプリケーションによって、前記移動経路データを含む動作オブジェクトを生成することと、
前記移動経路データは、前記サーボ駆動機械装置の構成要素がそれに沿って移動される移動経路を定義することと、
前記動作オブジェクトを前記動作制御ソフトウェアへ渡すこととを更に含む請求項14に記載の方法。 - 前記設計アプリケーションによる前記移動経路データ出力がデカルト座標系において工具経路を指定し、該方法は、前記デカルトの工具経路データを前記サーボ駆動機械装置のモータを駆動するためのサーボ制御信号へ翻訳することを含む請求項14に記載の方法。
- サーボ駆動機械装置と制御システムとをインターフェースするためのシステムであって、
前記サーボ駆動機械装置用の移動経路データを生成するのための手段と、
前記移動経路データを生成するための手段による出力と同じ形式で前記移動経路データを受信する動作制御ソフトウェアを実行するための手段と、
前記移動経路データに従って前記サーボ駆動機械装置を制御するための手段と
からなるシステム。 - 前記サーボ駆動機械装置は、前記移動経路データによって定義された製品を製造するために原材料を機械加工するための手段を備える請求項23に記載のシステム。
- 前記移動経路データを生成するための手段が、コンピュータ支援設計/コンピューター支援製造ソフトウェアパッケージである請求項23に記載のシステム。
- 前記移動経路データを再検討および編集するための手段をさらに備える請求項23に記載のシステム。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US20460900P | 2000-05-16 | 2000-05-16 | |
| US60/204,609 | 2000-05-16 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001584978A Division JP2003533810A (ja) | 2000-05-16 | 2001-05-10 | 機械加工データの直接転送を用いた工作機械の制御方法及びシステム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012094159A true JP2012094159A (ja) | 2012-05-17 |
| JP2012094159A5 JP2012094159A5 (ja) | 2013-03-07 |
Family
ID=22758641
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001584978A Pending JP2003533810A (ja) | 2000-05-16 | 2001-05-10 | 機械加工データの直接転送を用いた工作機械の制御方法及びシステム |
| JP2011255649A Pending JP2012094159A (ja) | 2000-05-16 | 2011-11-24 | 機械加工データの直接転送を用いた工作機械の制御方法及びシステム |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001584978A Pending JP2003533810A (ja) | 2000-05-16 | 2001-05-10 | 機械加工データの直接転送を用いた工作機械の制御方法及びシステム |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US7283888B2 (ja) |
| EP (1) | EP1290517B1 (ja) |
| JP (2) | JP2003533810A (ja) |
| KR (1) | KR20030007636A (ja) |
| CN (1) | CN100368950C (ja) |
| AT (1) | ATE355549T1 (ja) |
| AU (1) | AU2001261347A1 (ja) |
| CA (1) | CA2408335C (ja) |
| DE (1) | DE60126937T2 (ja) |
| WO (1) | WO2001088647A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101702341B1 (ko) * | 2015-08-13 | 2017-02-03 | 주식회사 그란테크 | 조작이 용이한 모션컨트롤러 |
Families Citing this family (39)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3767404B2 (ja) * | 2001-04-05 | 2006-04-19 | 株式会社デンソー | Cad/camシステムによるncデータ生成システム |
| DE10164496A1 (de) * | 2001-12-28 | 2003-07-17 | Siemens Ag | Automatisierungssystem |
| US7096076B2 (en) * | 2002-06-19 | 2006-08-22 | Rockwell Automation Technologies, Inc. | Output cam system and method |
| US7099719B2 (en) * | 2002-06-19 | 2006-08-29 | Rockwell Automation Technologies, Inc. | Output cam system and method |
| JP3904993B2 (ja) * | 2002-08-16 | 2007-04-11 | ファナック株式会社 | 曲線補間方法 |
| AU2003262015A1 (en) * | 2002-09-09 | 2004-04-30 | Catena Corporation | Requirement defining method, method for developing software, method for changing requirement word, and newly defining method |
| AU2003231468A1 (en) * | 2002-10-25 | 2004-05-13 | Sigma Inc. | Cad system, program for executing same, and record medium where the program is recorded |
| GB0303270D0 (en) * | 2003-02-13 | 2003-03-19 | Renishaw Plc | A machine tool control process and apparatus therefor |
| US6968256B2 (en) * | 2003-08-15 | 2005-11-22 | General Electric Company | Method for processing manufactured parts |
| DE102004008027A1 (de) * | 2004-02-19 | 2005-09-08 | Mtu Aero Engines Gmbh | Verfahren zur Fertigung angepasster, strömungstechnischer Oberflächen |
| US7377037B2 (en) * | 2004-05-25 | 2008-05-27 | General Electric Company | Fillet machining method without adaptive probing |
| US7266425B2 (en) * | 2004-09-30 | 2007-09-04 | Rockwell Automation Technologies, Inc. | Systems and methods that facilitate motion control through coordinate system transformations |
| US20060074499A1 (en) * | 2004-10-01 | 2006-04-06 | Rafie Hamidpour | System and method for industrial process control |
| DE102005008500B3 (de) * | 2005-02-24 | 2006-08-10 | Siemens Ag | Verfahren zur Steuerung einer Werkzeugmaschine, Produktionsmaschine und/oder eines Roboters |
| JP4989950B2 (ja) * | 2005-11-01 | 2012-08-01 | 本田技研工業株式会社 | ワークの加工方法 |
| US20100250007A1 (en) * | 2007-05-09 | 2010-09-30 | Johnson Controls Technology Company | Refrigeration system |
| US9459616B2 (en) * | 2007-08-03 | 2016-10-04 | Hurco Companies, Inc. | Universal conversational programming for machine tool systems |
| CN101556467B (zh) * | 2008-04-08 | 2012-06-13 | 深圳富泰宏精密工业有限公司 | 防止机台过冲系统及方法 |
| CN101995849B (zh) * | 2009-08-24 | 2012-03-21 | 台达电子工业股份有限公司 | 数值控制系统的路径轨迹点计算装置及其计算方法 |
| KR101686170B1 (ko) * | 2010-02-05 | 2016-12-13 | 삼성전자주식회사 | 주행 경로 계획 장치 및 방법 |
| US8844132B2 (en) * | 2011-07-22 | 2014-09-30 | Pratt & Whitney Canada Corp. | Method of machining using an automatic tool path generator adapted to individual blade surfaces on an integrally bladed rotor |
| EP2862030B1 (en) | 2012-06-19 | 2022-04-27 | Hexagon Technology Center GmbH | Computer aided manufacturing (cam) integrated computer numerically controlled (cnc) control of machines |
| JP5982252B2 (ja) * | 2012-10-23 | 2016-08-31 | 東芝機械株式会社 | プログラム生成システム |
| TWI500474B (zh) | 2012-11-09 | 2015-09-21 | Ind Tech Res Inst | 工具機刀具的補償量測方法及其系統 |
| TWI500475B (zh) | 2012-12-13 | 2015-09-21 | Ind Tech Res Inst | 幾何定位裝置及其方法 |
| US9681774B2 (en) * | 2014-06-17 | 2017-06-20 | Miguel Valenzuela | Method and apparatus for drawing cakes |
| CN105034000B (zh) * | 2015-07-13 | 2017-02-01 | 浙江大学 | 一种基于cad导入的工业机器人图形化控制系统 |
| US10386817B1 (en) * | 2015-09-11 | 2019-08-20 | Haas Automation, Inc. | Multi-core processing machine tool control system |
| CN106886196A (zh) * | 2015-12-16 | 2017-06-23 | 上海睿锆信息科技有限公司 | 与数控系统直接通讯的计算机辅助制造方法及装置和系统 |
| TWI806875B (zh) * | 2017-06-15 | 2023-07-01 | 詹姆斯 艾德蒙 三世 楚朗森 | 用於機械加工之電腦實施方法、非暫時性電腦可讀媒體、電腦控制設備、以及工作站 |
| CN108563150B (zh) * | 2018-04-18 | 2020-06-16 | 东莞理工学院 | 一种末端反馈设备 |
| EP3877889B1 (en) * | 2018-11-09 | 2023-09-27 | Autodesk, Inc. | Boundary based generative design with 2.5-axis subtractive manufacturing constraint for computer aided design and manufacturing |
| US11392105B2 (en) * | 2019-03-28 | 2022-07-19 | Mitsubishi Electric Research Laboratories, Inc. | System and method for generating optimal lattice tool paths |
| CN111309298B (zh) * | 2019-12-05 | 2023-11-21 | 上海维宏电子科技股份有限公司 | 数控系统中基于自定义格式文件实现加工刀路编制的系统及其处理方法 |
| US11762368B2 (en) | 2020-05-20 | 2023-09-19 | Autodesk, Inc. | Computer aided generative design with layer boundary determination to facilitate 2.5-axis subtractive manufacturing processes |
| US11243510B2 (en) | 2020-05-20 | 2022-02-08 | Autodesk, Inc. | Computer aided generative design with tool size control to facilitate 2.5-axis subtractive manufacturing processes |
| US11598152B2 (en) | 2020-05-21 | 2023-03-07 | Halliburton Energy Services, Inc. | Real-time fault diagnostics and decision support system for rotary steerable system |
| US11675333B2 (en) | 2020-06-26 | 2023-06-13 | Autodesk, Inc. | Generative design shape optimization with singularities and disconnection prevention for computer aided design and manufacturing |
| US11663379B2 (en) * | 2020-06-26 | 2023-05-30 | Autodesk, Inc. | Generative design shape optimization using build material strength model for computer aided design and manufacturing |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0991022A (ja) * | 1995-09-20 | 1997-04-04 | Yaskawa Electric Corp | ロボット制御装置 |
Family Cites Families (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5833711A (ja) * | 1981-08-24 | 1983-02-28 | Fanuc Ltd | 数値制御装置 |
| US4842528A (en) * | 1987-03-27 | 1989-06-27 | Amp Incorporated | Solder post retention means |
| JP2718678B2 (ja) * | 1987-07-01 | 1998-02-25 | 株式会社日立製作所 | 座標系合わせ方法 |
| CA1339155C (en) * | 1987-07-28 | 1997-07-29 | David M. Dundorf | Computer produced carved signs and method and apparatus for making same |
| US5060133A (en) | 1990-02-06 | 1991-10-22 | Automation Intelligence, Inc. | Transputer CNC processor |
| JP2718260B2 (ja) * | 1990-11-08 | 1998-02-25 | 三菱電機株式会社 | 数値制御装置 |
| JPH04347703A (ja) * | 1991-05-24 | 1992-12-02 | Sony Corp | 多軸ロボットの制御装置 |
| US5268837A (en) * | 1992-04-23 | 1993-12-07 | Digital Equipment Corporation | Robotics workstation |
| EP0657043B1 (de) * | 1992-08-31 | 1997-03-05 | Siemens Aktiengesellschaft | Konfigurierbarer mensch-maschine-kommunikationsbereich für werkzeugmaschinen- oder robotersteuerungen |
| US5453933A (en) * | 1993-09-08 | 1995-09-26 | Hurco Companies, Inc. | CNC control system |
| US5511147A (en) * | 1994-01-12 | 1996-04-23 | Uti Corporation | Graphical interface for robot |
| US5485620A (en) * | 1994-02-25 | 1996-01-16 | Automation System And Products, Inc. | Integrated control system for industrial automation applications |
| US5495410A (en) * | 1994-08-12 | 1996-02-27 | Minnesota Mining And Manufacturing Company | Lead-through robot programming system |
| EP0706103B1 (de) * | 1994-10-06 | 1999-11-24 | Siemens Aktiengesellschaft | Verfahren und Vorrichtung zur numerischen Bahnsteuerung von Werkzeugmaschinen oder Robotern |
| US6022132A (en) * | 1996-11-15 | 2000-02-08 | Thermwood Corporation | Method and apparatus for programming a CNC machine with a probe |
| US5907494A (en) * | 1996-11-22 | 1999-05-25 | Lsi Logic Corporation | Computer system and method for performing design automation in a distributed computing environment |
| US6445973B1 (en) * | 1997-02-19 | 2002-09-03 | Mitsubishi Denki Kabushuki Kaisha | Personal computer-incorporated numerical control apparatus, and image transfer method for personal computer-incorporated numerical control apparatuses |
| US5950006A (en) * | 1997-11-05 | 1999-09-07 | Control Technology Corporation | Object-oriented programmable controller |
| US6101425A (en) * | 1997-11-26 | 2000-08-08 | Allen-Bradley Company, Llc | Multiple connection networked man-machine interfaces for computer numerical controls |
| US6144895A (en) * | 1997-11-26 | 2000-11-07 | Allen-Bradley Company, Llc | System and method for networking a computer numerical control with a workstation |
| US6112133A (en) * | 1998-02-27 | 2000-08-29 | Imcs, Inc. | Visual system and method for generating a CNC program for machining parts with planar and curvilinear surfaces |
| US6542937B1 (en) * | 1998-02-27 | 2003-04-01 | Amada Company, Limited | Apparatus and method for transferring and editing sheet metal part data |
| US6345212B1 (en) * | 1998-11-20 | 2002-02-05 | Manufacturing Data Systems, Inc. | Automatic variable linkage mechanism for integrating third party software components |
| US6278079B1 (en) * | 1999-02-09 | 2001-08-21 | Edwards Lifesciences Corp. | Laser cutting of fabric grafts |
| US6341246B1 (en) * | 1999-03-26 | 2002-01-22 | Kuka Development Laboratories, Inc. | Object oriented motion system |
| US6934601B2 (en) * | 1999-09-20 | 2005-08-23 | Hitachi, Ltd. | Numerically controlled curved surface machining unit |
| US6823342B2 (en) * | 2001-05-15 | 2004-11-23 | Vykor, Inc. | Method and system for capturing, managing, and disseminating manufacturing knowledge |
| US6895299B2 (en) * | 2001-10-16 | 2005-05-17 | Brigham Young University | Systems and methods for representing complex n-curves for direct control of tool motion |
| JP4210056B2 (ja) * | 2001-12-25 | 2009-01-14 | 株式会社日立製作所 | 工具経路の作成装置及び方法 |
| US7123985B2 (en) * | 2002-04-12 | 2006-10-17 | Johnson & Johnson Vision Care, Inc. | Design build test cycle reduction |
-
2001
- 2001-05-10 KR KR1020027015481A patent/KR20030007636A/ko active Search and Examination
- 2001-05-10 DE DE60126937T patent/DE60126937T2/de not_active Expired - Fee Related
- 2001-05-10 CA CA002408335A patent/CA2408335C/en not_active Expired - Fee Related
- 2001-05-10 EP EP01935237A patent/EP1290517B1/en not_active Expired - Lifetime
- 2001-05-10 CN CNB018096743A patent/CN100368950C/zh not_active Expired - Fee Related
- 2001-05-10 AU AU2001261347A patent/AU2001261347A1/en not_active Abandoned
- 2001-05-10 WO PCT/US2001/015051 patent/WO2001088647A1/en active IP Right Grant
- 2001-05-10 JP JP2001584978A patent/JP2003533810A/ja active Pending
- 2001-05-10 AT AT01935237T patent/ATE355549T1/de not_active IP Right Cessation
- 2001-05-10 US US10/276,361 patent/US7283888B2/en not_active Expired - Lifetime
-
2011
- 2011-11-24 JP JP2011255649A patent/JP2012094159A/ja active Pending
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0991022A (ja) * | 1995-09-20 | 1997-04-04 | Yaskawa Electric Corp | ロボット制御装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101702341B1 (ko) * | 2015-08-13 | 2017-02-03 | 주식회사 그란테크 | 조작이 용이한 모션컨트롤러 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20030007636A (ko) | 2003-01-23 |
| US7283888B2 (en) | 2007-10-16 |
| US20060095142A9 (en) | 2006-05-04 |
| US20040024472A1 (en) | 2004-02-05 |
| JP2003533810A (ja) | 2003-11-11 |
| AU2001261347A1 (en) | 2001-11-26 |
| CN100368950C (zh) | 2008-02-13 |
| CA2408335C (en) | 2006-08-22 |
| EP1290517A4 (en) | 2004-04-21 |
| ATE355549T1 (de) | 2006-03-15 |
| WO2001088647A1 (en) | 2001-11-22 |
| DE60126937T2 (de) | 2008-03-13 |
| CA2408335A1 (en) | 2001-11-22 |
| EP1290517A1 (en) | 2003-03-12 |
| CN1461428A (zh) | 2003-12-10 |
| EP1290517B1 (en) | 2007-02-28 |
| DE60126937D1 (de) | 2007-04-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2012094159A (ja) | 機械加工データの直接転送を用いた工作機械の制御方法及びシステム | |
| Xu | Realization of STEP-NC enabled machining | |
| CN102650867B (zh) | 具有多轴加工机用速度控制功能的数值控制装置 | |
| US10007254B2 (en) | CAM integrated CNC control of machines | |
| JP5000543B2 (ja) | 工作機械の制御方法、および、それに対する装置 | |
| Affouard et al. | Avoiding 5-axis singularities using tool path deformation | |
| CN109725600B (zh) | 后处理器装置、加工程序生成方法、cnc加工系统及计算机可读信息记录介质 | |
| CN104714477B (zh) | 一种加工文件规划系统与加工文件的生成方法 | |
| Nagata et al. | Development of CAM system based on industrial robotic servo controller without using robot language | |
| WO2001002914A1 (fr) | Procede relatif a l'ecriture de programme de commande numerique et systeme d'usinage a commande numerique | |
| JP6740199B2 (ja) | 数値制御装置、cnc工作機械、数値制御方法及び数値制御用プログラム | |
| CN113836702B (zh) | 机器人示教编程方法及机器人示教编程装置 | |
| KR100898034B1 (ko) | 공구경로 수정 방법 | |
| JP2009538744A (ja) | 旋削加工を制御する方法、および旋削加工に適したnc機械 | |
| WO2017101700A1 (zh) | 与数控系统直接通讯的计算机辅助制造方法及装置和系统 | |
| Xu et al. | Development of a G-code free, STEP-compliant CNC lathe | |
| Li et al. | Reconfigurable mechanisms for application control (RMAC): applications | |
| Pacheco et al. | Application of the step-NC standard in a computer numerical controlled machining device | |
| KR20050031043A (ko) | 시엔시 공작기계의 직접 제어방법 및 이에 대한프로그램이 기록된 기록매체 | |
| Ameddah et al. | Impeller tool paths programming for rough machining in an intelligent NURBS STEPNC format | |
| Bassett et al. | Direct Machining: a New Paradigm for Machining Data Transfer | |
| Li et al. | An open device driver architecture for direct machining and control | |
| Chlebus et al. | CAD/CAM systems integration | |
| Mihoci et al. | Development and testing of five-axis postprocessors | |
| KR19980083295A (ko) | 수치제어기의 지-코드 확장방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130227 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130319 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20130619 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20130624 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20130719 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20130724 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20130817 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20130822 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130919 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140107 |