JP2012024976A - ラグ部材挿入装置及び加硫済みラグ部材のセット方法 - Google Patents
ラグ部材挿入装置及び加硫済みラグ部材のセット方法 Download PDFInfo
- Publication number
- JP2012024976A JP2012024976A JP2010163932A JP2010163932A JP2012024976A JP 2012024976 A JP2012024976 A JP 2012024976A JP 2010163932 A JP2010163932 A JP 2010163932A JP 2010163932 A JP2010163932 A JP 2010163932A JP 2012024976 A JP2012024976 A JP 2012024976A
- Authority
- JP
- Japan
- Prior art keywords
- lug
- lug member
- insertion device
- center post
- vulcanized
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Tyre Moulding (AREA)
Abstract
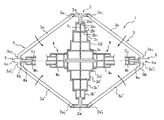
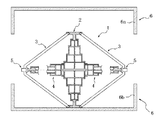
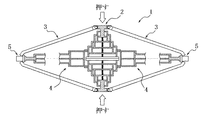
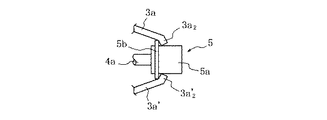
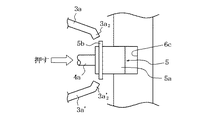
【解決手段】本発明のラグ部材挿入装置は、タイヤの、上下の加硫モールド6間に配置され、両加硫モールドの閉作動に伴って、ラグタイヤの加硫済みラグ部材5を加硫モールド6のラグ形成溝6c内に挿入配置するに当たり、上下の伸長方向に付勢され、加硫モールド6の開閉作動に伴って伸縮変形されるセンターポスト2と、センターポスト2の上下の端部に一端をヒンジ連結され、他端部に契合爪を有する、上下に対をなす揺動アーム3と、センターポスト2の中間部から突設されて加硫モールド6の半径方向外方に向けて水平姿勢で付勢され、対となる揺動アーム3との協働下で、先端に加硫済みラグ部材5を付勢力に抗して掛合保持する押し込みロッド4とを具えてなる。
【選択図】図1
Description
上下の伸長方向に付勢され、前記加硫モールドの開閉作動に伴って伸縮変形されるセンターポストと、該センターポストの上下の端部に一端をヒンジ連結され、他端部に掛合爪を有する、上下に対をなす揺動アームと、該センターポストの中間部から突設されて該加硫モールドの半径方向外方に向けて水平姿勢で付勢され、該揺動アーム対との協働下で、先端に前記加硫済みラグ部材を付勢力に抗して掛合保持する押し込みロッドとを具えてなる、ラグ部材挿入装置である。
複数の加硫済みラグ部材を該ラグ部材挿入装置に装着し、次いで、該ラグ部材挿入装置を上下の加硫モールド間に配置し、その後、該加硫モールドの閉作動に伴って該ラグ部材挿入装置が保持する複数の加硫済みラグ部材を該加硫モールドのラグ形成溝内に挿入し、さらに、該ラグ部材挿入装置を、該加硫モールドの開放姿勢下で加硫モールドから取り出すにある。
2 センターポスト
3 揺動アーム
4 押し込みロッド
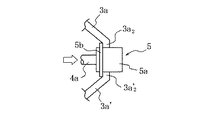
5 ラグ部材
5a ラグ本体
5b ベース
6 加硫モールド
6a 上型
6b 下型
6c ラグ形成溝
7 位置合わせ部材
7a 基部
7b 突起
S1 ばね
S2 ばね
Claims (4)
- タイヤの、上下の加硫モールド間に配置され、両加硫モールドの閉作動に伴って、ラグタイヤの加硫済みラグ部材を、加硫モールドのラグ形成溝内に挿入配置するラグ部材挿入装置であって、
上下の伸長方向に付勢され、前記加硫モールドの開閉作動に伴って伸縮変形されるセンターポストと、該センターポストの上下の端部に一端をヒンジ連結され、他端部に掛合爪を有する、上下に対をなす揺動アームと、該センターポストの中間部から突設されて該加硫モールドの半径方向外方に向けて水平姿勢で付勢され、該揺動アーム対との協働下で、先端に前記加硫済みラグ部材を付勢力に抗して掛合保持する押し込みロッドとを具えてなる、ラグ部材挿入装置。 - センターポストの上部及び下部の少なくとも一方に配設されて、センターポストの中心軸線の周りに間隔をおいて複数配設したそれぞれの揺動アーム間に嵌まり込んで、揺動アームの相互間の角度間隔を特定する位置合わせ部材を設けてなる請求項1記載のラグ挿入装置。
- 前記押し込みロッドを、前記センターポストの中心軸線の周りに、上下方向に間隔をおく千鳥状に設けてなる請求項1又は2記載のラグ部材挿入装置。
- 請求項1〜3の何れかに記載のラグ部材挿入装置を用いた加硫済みラグ部材のセット方法であって、
複数の加硫済みラグ部材を該ラグ部材挿入装置に装着し、次いで、該ラグ部材挿入装置を上下の加硫モールド間に配置し、その後、該加硫モールドの閉作動に伴って該ラグ部材挿入装置が保持する複数の加硫済みラグ部材を該加硫モールドのラグ形成溝内に挿入し、さらに、該ラグ部材挿入装置を、該加硫モールドの開放姿勢下で加硫モールドから取り出す、加硫済みラグ部材のセット方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010163932A JP5503443B2 (ja) | 2010-07-21 | 2010-07-21 | ラグ部材挿入装置及び加硫済みラグ部材のセット方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010163932A JP5503443B2 (ja) | 2010-07-21 | 2010-07-21 | ラグ部材挿入装置及び加硫済みラグ部材のセット方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012024976A true JP2012024976A (ja) | 2012-02-09 |
| JP5503443B2 JP5503443B2 (ja) | 2014-05-28 |
Family
ID=45778521
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010163932A Expired - Fee Related JP5503443B2 (ja) | 2010-07-21 | 2010-07-21 | ラグ部材挿入装置及び加硫済みラグ部材のセット方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5503443B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013000971A (ja) * | 2011-06-16 | 2013-01-07 | Bridgestone Corp | タイヤ加硫装置 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60184831A (ja) * | 1984-03-03 | 1985-09-20 | Ohtsu Tire & Rubber Co Ltd | ラグ付空気タイヤの製造方法 |
| JPH08207056A (ja) * | 1995-02-07 | 1996-08-13 | Bridgestone Corp | 加硫金型を清浄するプラズマ生成装置及びその電極 |
| JP2006088664A (ja) * | 2004-09-27 | 2006-04-06 | Bridgestone Corp | ゴムクロ−ラの製法 |
-
2010
- 2010-07-21 JP JP2010163932A patent/JP5503443B2/ja not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60184831A (ja) * | 1984-03-03 | 1985-09-20 | Ohtsu Tire & Rubber Co Ltd | ラグ付空気タイヤの製造方法 |
| JPH08207056A (ja) * | 1995-02-07 | 1996-08-13 | Bridgestone Corp | 加硫金型を清浄するプラズマ生成装置及びその電極 |
| JP2006088664A (ja) * | 2004-09-27 | 2006-04-06 | Bridgestone Corp | ゴムクロ−ラの製法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013000971A (ja) * | 2011-06-16 | 2013-01-07 | Bridgestone Corp | タイヤ加硫装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5503443B2 (ja) | 2014-05-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9046445B2 (en) | Rim assembly, tire testing machine, and rim assembly replacement method | |
| JP6372035B2 (ja) | タイヤ装着機構 | |
| BRPI0917296B1 (pt) | Método e dispositivo para transferir e colocar talões de pneus e espaçador a ser usado com os mesmos | |
| JPWO2016167018A1 (ja) | 燃料タンク | |
| JP5503443B2 (ja) | ラグ部材挿入装置及び加硫済みラグ部材のセット方法 | |
| CN103373186A (zh) | 用于轮胎拆除机器的轮胎拆除工具和轮胎拆除机器 | |
| US20120061028A1 (en) | Working tool orienting device in tire demounting machine | |
| PT2155464E (pt) | Dispositivo de extração do molde para desenformar uma ferramenta de um molde | |
| US20150144273A1 (en) | Device for demounting a tired wheel as well as a machine including such device | |
| CN102712151B (zh) | 加压硫化机 | |
| KR101873874B1 (ko) | 와이어 권취용 보빈 | |
| CN206034130U (zh) | 一种晾衣架升降连接固定机构 | |
| BR202017022646U2 (pt) | Placa de apoio de suporte para uma mola em uma suspensão de veículo | |
| CN203553488U (zh) | 一种定位装置 | |
| CN109129272B (zh) | 一种执手锁装配的夹具结构 | |
| JP6281643B2 (ja) | タイヤ加硫用ブラダ組立体の製造方法および装置 | |
| CN206344725U (zh) | 一种头枕组件及电动车辆 | |
| JP4416326B2 (ja) | 垂直軸線を有するタイヤカーカス用懸架装置 | |
| CN205499077U (zh) | 发动机盖撑杆的固定结构 | |
| KR101958212B1 (ko) | 통상 부재의 제조 장치 및 방법 | |
| JP6372289B2 (ja) | ビード部材の搬送方法および装置 | |
| CN217941574U (zh) | 汽车消音器锥体模具 | |
| CN216471707U (zh) | 一种显影液吊运转移头 | |
| CN111386182A (zh) | 用于包覆成型玻璃板和嵌件的装置和方法,以及由所述装置和所述方法使用的嵌件 | |
| CN217255821U (zh) | 车身顶盖分装定位总成 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130618 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140205 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140212 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140314 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5503443 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |