JP2012024941A - 延伸されたブロー成形フィルムの厚さ制御のための方法 - Google Patents
延伸されたブロー成形フィルムの厚さ制御のための方法 Download PDFInfo
- Publication number
- JP2012024941A JP2012024941A JP2010162900A JP2010162900A JP2012024941A JP 2012024941 A JP2012024941 A JP 2012024941A JP 2010162900 A JP2010162900 A JP 2010162900A JP 2010162900 A JP2010162900 A JP 2010162900A JP 2012024941 A JP2012024941 A JP 2012024941A
- Authority
- JP
- Japan
- Prior art keywords
- film
- thickness
- section
- film thickness
- controlling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Landscapes
- Shaping By String And By Release Of Stress In Plastics And The Like (AREA)
Abstract
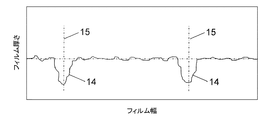
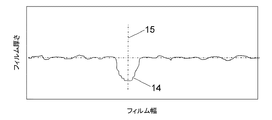
【解決手段】フィルムブロー設備(1)において製造されたチューブラフィルム(6)のフィルム厚さ断面を、ストレッチングにより、フィルム幅全体にわたって平均的なフィルム厚さから可能な限り小さな偏差を有する厚さ横断面を持ったフィルムが製造されるように制御するようにした。
【選択図】なし
Description
−ブローヘッドとストレッチ設備との間でチューブラフィルムの周面における厚さ実際断面を検出する基本断面であり、
−ストレッチ設備の下流側においてフィルム幅全体を検出するストレッチ断面であり、反転するターン引取部による角度ずらし及びストレッチング中のフィルム縁部領域の厚さの均一化が考慮されており、
−適切な評価部によって測定されたストレッチ断面の合計であるロール断面(ロール品質を考慮する厚さ合計断面)である。
−フィルムブロープロセス中のチューブラフィルム周面にわたるフィルム厚さの制御、
−延伸されたフィルムのフィルム幅にわたるフィルム厚さの制御、
−ロール幅にわたるロール直径の制御、
といった制御サイクルが重ね合わされているので、カスケード化された制御である。
Claims (12)
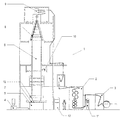
- 延伸されたチューブラフィルム(6)のフィルム厚さを制御する方法であって、チューブラフィルム(6)をブロー成形法において製造し、反転するターン引取部(9)において平坦化し、変位させ、次いでストレッチ設備(2)において機械方向に一軸に延伸する、延伸されたチューブラフィルムのフィルム厚さを制御する方法において、
フィルムブロー設備(1)において製造されたチューブラフィルム(6)のフィルム厚さ断面を、ストレッチングにより、フィルム幅全体にわたって平均的なフィルム厚さから可能な限り小さな偏差を有する厚さ横断面を持ったフィルムが製造されるように制御することを特徴とする、延伸されたチューブラフィルムのフィルム厚さを制御する方法。 - 押し出されたチューブラフィルム(6)を全周にわたって、フィルム厚さ断面制御システムにより規定された厚さ目標断面となるように制御することを特徴とする、請求項1記載のフィルム厚さを制御する方法。
- 前記規定された厚さ目標断面は均一なフィルム厚さからの偏差を有し、該偏差を、続く機械方向における一軸の延伸時に生じるフィルム幅にわたるフィルム厚さ変化の補償のために利用することを特徴とする、請求項1又は2記載のフィルム厚さを制御する方法。
- ターン引取部(9)を通じて発生する目標断面変位をフィルム幅にわたって補償し、連続的に再調整し、1つ又は複数の制御ゾーンに対する平坦化されたチューブラフィルム(6)の1つ又は複数の周面点の割当てを、区切られた制御ゾーン(7)の制御のための制御アルゴリズムにおいて考慮することを特徴とする、請求項1から3までのいずれか一項記載のフィルム厚さを制御する方法。
- 前記機械方向における一軸の延伸後に全フィルム幅にわたってフィルム厚さを測定する測定装置(11)の値からの所定のアルゴリズムを介して、規定された厚さ目標断面を制御することを特徴とする、請求項1から4までのいずれか一項記載のフィルム厚さを制御する方法。
- 個々の区切られた制御ゾーンを制御するための前記制御アルゴリズムは、
−フィルムブロー設備(1)のフィルム厚さ断面制御による基本断面と、
−ターン引取部(9)によるチューブラフィルム(6)の変位、及びストレッチプロセスによる干渉によるストレッチ断面と、
−選択的には、フィルムロールの評価に基づくロール断面と、
の重ね合わせから成ることを特徴とする、請求項1から5までのいずれか一項記載のフィルム厚さを制御する方法。 - 前記厚さ目標断面を手動により制御システムにおいて調節することを特徴とする、請求項1から6までのいずれか一項記載のフィルム厚さを制御する方法。
- 前記フィルムをブロッキングされた状態においてストレッチ設備(2)に供給することを特徴とする、請求項1から7までのいずれか一項記載のフィルム厚さを制御する方法。
- チューブラフィルム(6)を片側又は両側において切断して開き、前記ストレッチ設備に供給することを特徴とする、請求項1から8までのいずれか一項記載のフィルム厚さを制御する方法。
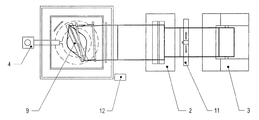
- 請求項1から9までのいずれか一項記載のフィルム厚さを制御する方法を実施するための装置において、該装置は、ターン引取部(9)と、少なくとも1つの後続のストレッチ設備(2)と、少なくとも1つの巻取り機(3)とを有するフィルムブロー設備(1)から成ることを特徴とする、請求項1から9までのいずれか一項記載のフィルム厚さを制御する方法を実施するための装置。
- 請求項1から9までのいずれか一項記載のフィルム厚さを制御する方法を実施するための装置において、前記制御システムは、区切られた制御ゾーン(7)と、フィルム厚さのための少なくとも2つの測定装置(10,11)、即ちフィルムブローヘッド(5)の下流でストレッチ設備(2)の上流のチューブラフィルム(6)の厚さ実際断面の測定のための測定装置と、ストレッチ設備(2)の下流側の延伸されたフィルムの厚さ実際断面の測定のための測定装置と、制御・測定ユニット(12)とから成ることを特徴とする、請求項1から9までのいずれか一項記載のフィルム厚さを制御する方法を実施するための装置。
- 請求項1から9までのいずれか一項記載のフィルム厚さを制御する方法を実施するための装置において、区切られた制御ゾーンは前記ブローヘッド内に、又は固定型又は回転型の冷却リング内に、又は下流側に配置されている、前記ターン引取部に対して同期的に運動する厚さ制御ユニット内に統合されていることを特徴とする、請求項1から9までのいずれか一項記載のフィルム厚さを制御する方法を実施するための装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010162900A JP5502639B2 (ja) | 2010-07-20 | 2010-07-20 | 延伸されたブロー成形フィルムの厚さ制御のための方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010162900A JP5502639B2 (ja) | 2010-07-20 | 2010-07-20 | 延伸されたブロー成形フィルムの厚さ制御のための方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012024941A true JP2012024941A (ja) | 2012-02-09 |
| JP5502639B2 JP5502639B2 (ja) | 2014-05-28 |
Family
ID=45778493
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010162900A Active JP5502639B2 (ja) | 2010-07-20 | 2010-07-20 | 延伸されたブロー成形フィルムの厚さ制御のための方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5502639B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108790136A (zh) * | 2018-07-05 | 2018-11-13 | 广东科志达机械科技有限公司 | 一种三层薄膜大型吹膜机 |
| CN109789628A (zh) * | 2016-10-18 | 2019-05-21 | 赖芬豪泽机械工厂有限及两合有限公司 | 用于制造塑料薄膜的方法和设备 |
| CN112432855A (zh) * | 2020-11-25 | 2021-03-02 | 江西捷美软包装有限公司 | 一种高温蒸煮袋拉力强度检测器 |
| CN112873817A (zh) * | 2020-12-24 | 2021-06-01 | 重庆瑞霆塑胶有限公司 | 用于吹膜机的薄膜冷却成型装置 |
| US20240198554A1 (en) * | 2021-02-23 | 2024-06-20 | Albrecht Baumer Gmbh & Co. Kg | Method and installation for producing a film or sheet from a slabstock foam, and method and system for retrofitting an installation for film or sheet production |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5699628A (en) * | 1979-11-23 | 1981-08-11 | Windmoeller & Hoelscher | Method of controlling thickness of film of inflation film extruding device |
| JPH02103121A (ja) * | 1988-10-12 | 1990-04-16 | Kao Corp | フィルムの製造方法 |
| JPH03189125A (ja) * | 1989-12-13 | 1991-08-19 | Windmoeller & Hoelscher | 管状フィルムのフィルム厚みの制御方法 |
| JP2001246668A (ja) * | 2000-03-06 | 2001-09-11 | Placo Co Ltd | インフレーション成形方法および装置 |
| JP2004001379A (ja) * | 2002-04-19 | 2004-01-08 | Yokogawa Electric Corp | インフレーション装置 |
| JP2007245546A (ja) * | 2006-03-16 | 2007-09-27 | Yokogawa Electric Corp | インフレーション装置 |
-
2010
- 2010-07-20 JP JP2010162900A patent/JP5502639B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5699628A (en) * | 1979-11-23 | 1981-08-11 | Windmoeller & Hoelscher | Method of controlling thickness of film of inflation film extruding device |
| JPH02103121A (ja) * | 1988-10-12 | 1990-04-16 | Kao Corp | フィルムの製造方法 |
| JPH03189125A (ja) * | 1989-12-13 | 1991-08-19 | Windmoeller & Hoelscher | 管状フィルムのフィルム厚みの制御方法 |
| JP2001246668A (ja) * | 2000-03-06 | 2001-09-11 | Placo Co Ltd | インフレーション成形方法および装置 |
| JP2004001379A (ja) * | 2002-04-19 | 2004-01-08 | Yokogawa Electric Corp | インフレーション装置 |
| JP2007245546A (ja) * | 2006-03-16 | 2007-09-27 | Yokogawa Electric Corp | インフレーション装置 |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109789628A (zh) * | 2016-10-18 | 2019-05-21 | 赖芬豪泽机械工厂有限及两合有限公司 | 用于制造塑料薄膜的方法和设备 |
| CN109789628B (zh) * | 2016-10-18 | 2021-07-20 | 莱芬豪舍有限责任两合公司机器制造厂 | 用于制造塑料薄膜的方法和设备 |
| CN108790136A (zh) * | 2018-07-05 | 2018-11-13 | 广东科志达机械科技有限公司 | 一种三层薄膜大型吹膜机 |
| CN108790136B (zh) * | 2018-07-05 | 2024-06-04 | 广东科志达机械科技有限公司 | 一种三层薄膜大型吹膜机 |
| CN112432855A (zh) * | 2020-11-25 | 2021-03-02 | 江西捷美软包装有限公司 | 一种高温蒸煮袋拉力强度检测器 |
| CN112432855B (zh) * | 2020-11-25 | 2024-05-31 | 江西捷美软包装有限公司 | 一种高温蒸煮袋拉力强度检测器 |
| CN112873817A (zh) * | 2020-12-24 | 2021-06-01 | 重庆瑞霆塑胶有限公司 | 用于吹膜机的薄膜冷却成型装置 |
| CN112873817B (zh) * | 2020-12-24 | 2022-07-15 | 重庆瑞霆塑胶有限公司 | 用于吹膜机的薄膜冷却成型装置 |
| US20240198554A1 (en) * | 2021-02-23 | 2024-06-20 | Albrecht Baumer Gmbh & Co. Kg | Method and installation for producing a film or sheet from a slabstock foam, and method and system for retrofitting an installation for film or sheet production |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5502639B2 (ja) | 2014-05-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101954734B (zh) | 用于拉伸的吹塑薄膜的厚度调节方法 | |
| CA2927418C (en) | Method for manufacturing a blown film web as well as a blown film line | |
| JP5920241B2 (ja) | 積層体の製造方法 | |
| JP5502639B2 (ja) | 延伸されたブロー成形フィルムの厚さ制御のための方法 | |
| US20160052192A1 (en) | Method for regulating the thickness profile of inline-oriented films | |
| EP2514580B1 (de) | Verfahren zur Dickenprofilregelung von Blasfolien | |
| US20120292818A1 (en) | Device and method for longitudinally stretching a film web | |
| US12157259B2 (en) | Method for starting or terminating production of a film in a film manufacturing machine, film manufacturing machine and computer program product | |
| US12330364B2 (en) | Device and process to permit monoaxial changes in the length of film webs | |
| US20160151950A1 (en) | Apparatus for Producing Films Stretched In-Line | |
| CN116512578B (zh) | 用于以膜吹塑方法制成的管膜的膜厚度调节的方法和装置 | |
| JP5409463B2 (ja) | 農業用ポリオレフィン系樹脂フィルムの製造方法、及び製造装置 | |
| US8691132B2 (en) | Heat treatment of thin polymer films | |
| US20220388219A1 (en) | Blown Foil System and Method for Producing a Foil Web | |
| US12544971B2 (en) | Apparatus for the production of inline stretched tubular foils by blowing process | |
| JP2021049741A (ja) | 二軸配向フィルムの製造方法 | |
| JP7234556B2 (ja) | 二軸配向フィルムの製造方法 | |
| US20140021644A1 (en) | Dies and Methods for Improving Physical Properties of Stretch Film | |
| US11584111B2 (en) | Breathable thermoplastic film with reduced shrinkage | |
| JP2013006655A (ja) | ウエブ巻き取り装置、ウエブ巻き取り方法及びウエブの製造方法 | |
| RU2773537C2 (ru) | Способ коррекции профиля пленки на раздувных экструзионных линиях, скорректированная пленка и рулон | |
| US9169098B2 (en) | Deviation device for a web of film | |
| EP3647345A1 (en) | Breathable thermoplastic film with reduced shrinkage | |
| JP2000229753A (ja) | フイルムの巻取り方法 | |
| HK1106949B (en) | Method for producing a polyamide film |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120515 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130214 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130319 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20130619 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20130624 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130717 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130805 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20131105 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20131108 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20131108 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131204 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140212 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140313 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5502639 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |